
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
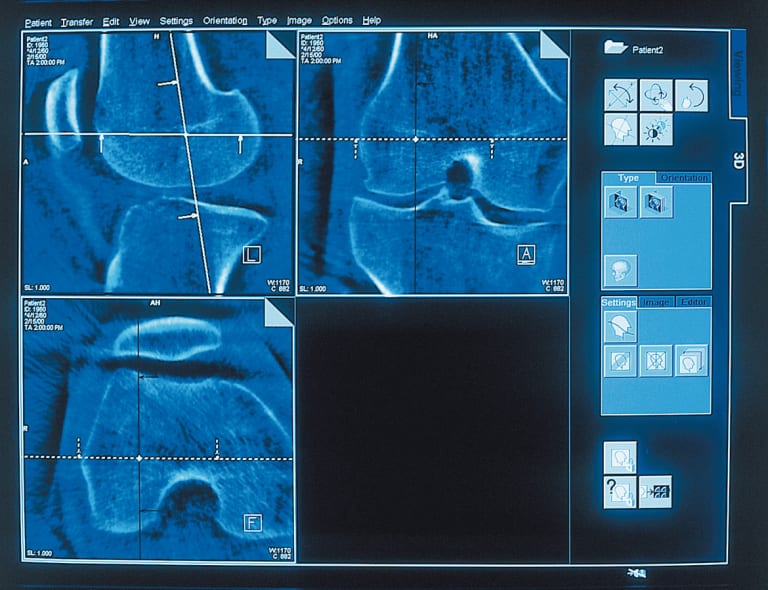
The process chain for a typical implant begins in the clinic, where the doctor uses CT scan imaging data to select an appropriate implant
Today’s machine shops, whether in the medical technology or tool and moldmaking sectors, can take advantage of an integrated Siemens CNC solution for everything from the design concept to the finished product.
The production of today’s medical implants involves an entire process chain, starting with the doctor and ending with the finished device. Doctors use the imaging data of a complex fracture, acquired with a computed tomography (CT) scan, to select an appropriate implant and then position it in the fracture area of the patient on the computer. Of course, this is only possible if the implant geometries are stored in a database, and the doctor has implants in stock or can access them immediately from a manufacturer.
Simulation of machining sequences
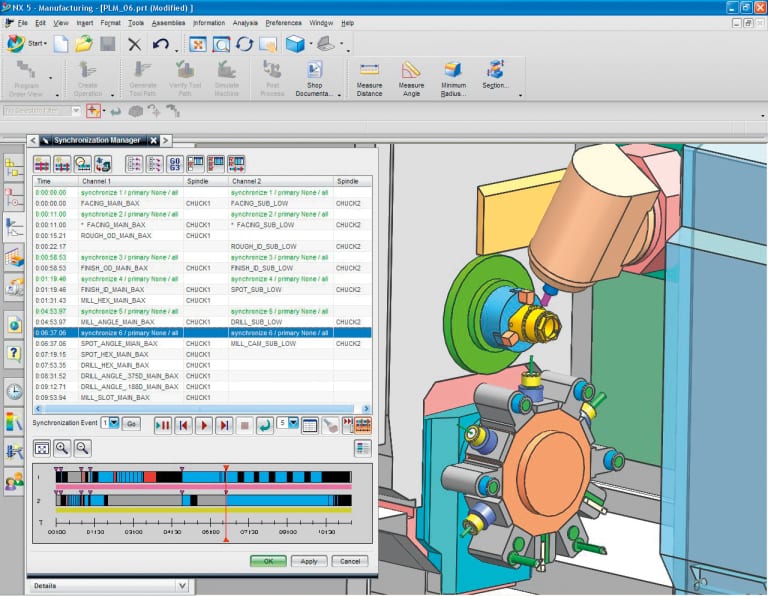
NX CAM programming from Siemens PLM enables realistic simulation of machine tool functions.
In plastic surgery, however, where implants specifically manufactured for each individual patient are needed, a different process is employed. Instead of pre-machined parts, implants are custom-made with the help of 3D imaging. In this case, the machine tools are controlled using the implant geometries. Calculated contours and shapes are acquired by the CT scan to produce implants that are literally a perfect fit. However, the feasibility of the planned production process can first be determined on a monitor using, for example, an NX graphic simulation from Siemens to avoid potential collisions or damage to the workpiece contours.
Technology package for milling
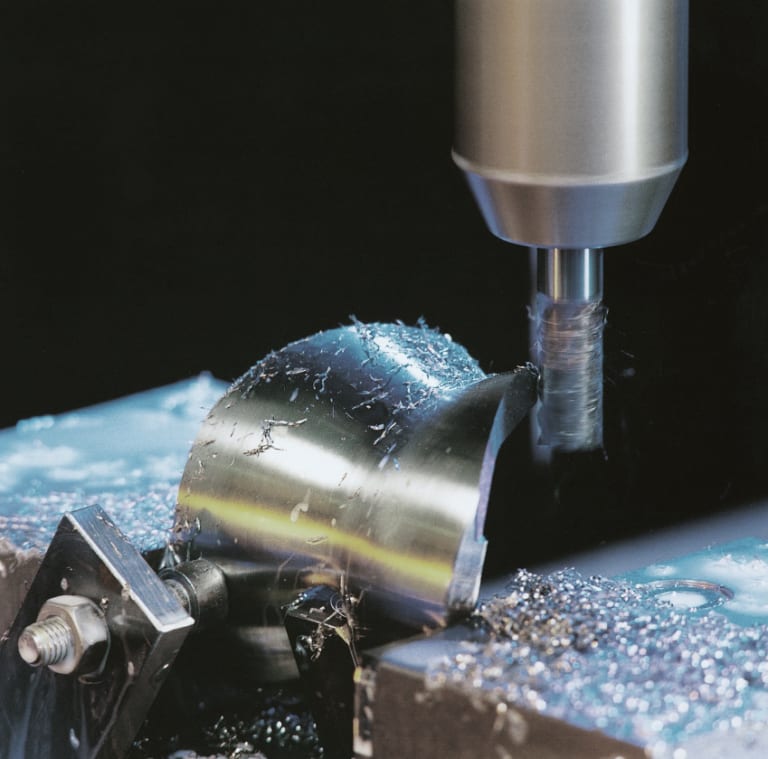
Implants for knee joints are precision machined with the High-Speed Cutting HSC process on a machine tool run by Siemens SINUMERIK 840D solution line CNC technology.
High-speed cutting (HSC) is a machining process with high material processing speeds. HSC machine tools achieve high spindle speeds, combined with feed rates that are much higher than those of conventional machine tools. Consequently, they require control systems and part programs that perform equally fast. The Siemens Sinumerik® 840D solution line CNC is specifically designed for the requirements of medical technology and this precision part HSC work. Integrated functions onboard the CNC assist users with set-up and programming, thus allowing faster and more precise production sequences.
Together, the Sinumerik CNC system and ShopMill® software from Siemens form a milling technology package that allows machine operators rapid access to the functions they need. Thanks to graphic function display and plain language input dialogs, cycles can be used quickly and effectively, after a brief training period. Even the smallest errors can be corrected during operation, using multi-axis kinematic analysis. The Siemens Safety Integrated® solution further provides protection for personnel and machinery. This software can be used to interlink emergency stop buttons and light barriers. In the event of an operating error, dangerous movements are immediately brought to a standstill and the power supply to the motor is quickly cut.
The use of measuring probes
The production of artificial knee joints on an HSC 20 linear milling center manufactured by DMG, for example, can be fully controlled and monitored by a Siemens Sinumerik CNC system. With its broad range of functions, this milling center is particularly well suited for use in the medical technology sector. It is equipped with linear drives on all axes and achieves acceleration rates over 2g. The machine can also generate a surface finish down to 0.2 micrometers Ra. The liquid-cooled machining spindle operates at speeds up to 42,000 rpm, thereby covering an extensive range of potential applications in the medical sector, where materials such as titanium, chromium-molybdenum, tantalum and niobium are typically milled.
In order to achieve maximum precision during implant production, while also maintaining a consistently high level of product quality, parametric measurements must taken continuously from both the machine and the workpiece. probes, for example, on HSC production machines measure tool dimensions in-process, detect broken tools and are used for the set-up and measurement of workpieces. In medical machine shops currently, the targeted use of such measuring probes can reduce set-up times by up to 90%, while substantially improving process control.
Cost-effective machining

The finished implant is a perfect fit
Metal parts used in medical technology are often extremely complex. Therefore, choosing the right tooling can have a great impact on the quality of the finished products. After all, proper cutting tools ensure that the parts leaving the machining center are absolutely precise and require no further finishing work. Although the materials used for many medical and orthopedic parts are often quite difficult to machine, the tools must fulfill high performance requirements with respect to the precision and surface quality of these implants. Iscar, one supplier of such tools, offers a program for monitoring the use of precision tools on turning, drilling, milling and finishing jobs. They also help users assess the performance qualities of non-vibrating carbide milling cutters, which are well-suited for machining implant materials, plus they can offer information on more cost-effective and efficient machining processes.
For more information on Siemens SINUMERIK CNC, visit www.usa.siemens.com/cnc.
For specific product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: SiemensMTBUMarCom.industry@siemens.com.
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue readingWhen implementing mechanical and hydraulic presses and handling equipment, for instance in the automotive industry, a predominantly modular design ensures the highest degree of flexibility and shortest engineering and installation times for customized systems. The Metal Forming Solution Package provides all of the functions required to automate press systems, therefore supporting press manufacturers when quickly implementing their specific press concepts.
View the Metal Forming Solution Package Brochure and visit Siemens at Fabtech, Booth S-4686!
Additional information can be found on the Siemens US metalforming website.
See below for customer reference videos:
For specific product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: SiemensMTBUMarCom.industry@siemens.com.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue readingVisit Siemens at Fabtech 2013, Booth S-4686
UPDATE! See the video of Siemens at FabTech HERE.

Broad-based CNC competence: Siemens will be demonstrating how productivity, flexibility and safety can be increased in CNC production with an array of smart additions to its Sinumerik portfolio
Industrial corporations are facing deep-rooted changes in the world of manufacturing. These changes are taking place alongside increasing integration of product development and production processes with the benefit of innovative software systems and high-performance software – a decisive step on the road toward a new industrial age in manufacturing. “Siemens has invested a lot of work in the integration of automation technology along the entire value chain over a period of many years, and is playing a cutting-edge role in shaping the future of production,” stated Robert Neuhauser, CEO of the Motion Control Systems Business Unit of the Siemens Drive Technologies Division, at a press conference held in the run-up to the EMO 2013. “In the Sinumerik environment in particular, and consequently in the field of CNC production in general, Siemens has been heavily involved for many years already in the area of simulation and the virtual machine, as well as the integration into factory IT systems. Our aim is to drive this process of integration forward to ensure that the field of machine tool construction is also prepared to embrace the next step in the industrial revolution,” continued Neuhauser.

Siemens Sinumerik 808D
With its Sinumerik family, Siemens offers an integral portfolio of CNC for everything from simple machine tools through standardized machine concepts to modular premium solutions, complete with “smart machine” solutions for the economical manufacture of high-end workpieces. It is working towards the consistent expansion of this CNC technology expertise. “In the future, production models will demand ever greater productivity, flexibility and efficiency, while at the same time expecting simplified machine operation and production sequences. As it continues to develop the Sinumerik CNC portfolio, Siemens is working to satisfy all these expectations,” said Joachim Zoll, Head of Machine Tool Systems Business Segment within the Motion Control Systems Business Unit. The innovations presented by Siemens at the Fabtech 2013 will consequently focus on smart function improvements, which will make for greater CNC operating convenience, increase precision at the workpiece and allow greater machining safety across every category of machine, from the compact to the high-end solution. A new function to protect against unwanted component collisions will be showcased by Siemens, for example, alongside improvements to its cohesive Sinumerik Operate user interface, including upgraded simulation options.

Siemens Sinumerik 828D Basic Family
The Sinumerik CNC portfolio is additionally playing an increasingly important role in preparing the ground for the next step in the evolution of CNC production, also within the framework of the Siemens Integrated Drive System (IDS). With a view to optimizing the addition of value across the entire process chain through consistent integration, IDS is used to integrate all the components of the drive train consistently into the complete production process environment. This also applies to Sinumerik CNC system solutions.
For every Sinumerik application, ideally coordinated system components such as high-powered Sinamics drives and Simotics motors have always been used as the ideal complements. Alongside horizontal integration of the entire drive train, with Sinumerik Integrate for Production, Siemens is also allowing vertical integration within the control architecture of industrial manufacturing automation. As the example of a leading passenger car manufacturer illustrates, this type of vertical and horizontal integration within the production process can speed up the series start for a new vehicle by up to 50 percent.

Siemens is extending its preparations for the next step in manufacturing to offer the machine tool building industry an emerging series of integrated solutions. An integrated workpiece measurement system, with a measurement accuracy of 30 nanometers deployed in the world’s biggest precision optics machine, allows the production of telescopes capable of seeing up to 13 billion light years into space
The integration across the entire product life cycle can in turn be implemented using suitable Product Lifecyle Management (PLM) software solutions from Siemens. This concept is already being implemented by leading metals processing industries such as the automotive, aerospace and medical technology sectors. This entails the increasing execution of product development and production planning onscreen, before a single machine tool has even been installed. If a modular machine is developed on a virtual basis right from the outset so that it can be fully simulated, time savings up to 40 percent can be achieved. In running operation, productivity increases of 10 percent or more are also made possible by continued simulation and optimization. At this year’s Fabtech, Siemens will be showcasing the further development of its PLM software, which encompasses scalable solutions for component production and further improved IT integration from the workpiece model through to the machine tool. Siemens will also be revealing the next stage in productivity for NC programming with the further development of its already popular PLM software, NX CAM. Going forward, this software will include special industry-specific machining functions as well as access to a new Manufacturing Resource Library.
For more information on Siemens SINUMERIK CNC, visit www.usa.siemens.com/cnc.
For specific product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: SiemensMTBUMarCom.industry@siemens.com.
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue readingCauses, effects and control
This whitepaper covers definitions, harmonic generation, effects of harmonics and control of harmonics. It also addresses general awareness of power system harmonics, their causes, effects and methods to control them especially when these harmonics are related to variable frequency (or adjustable speed) drives.
—
For more information, please visit www.usa.siemens.com/motioncontrol
For specific product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: SiemensMTBUMarCom.industry@siemens.com.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue readingNew CU250S-2 control unit now in stock; supplements existing Siemens G120 drive with universal vector control and encoder feedback
Siemens Industry, Inc. announced today the availability of the new Sinamics CU250S-2 control unit for use with its popular Sinamics G120 variable speed drives. The unit provides vector control with encoder feedback. Additionally, the operation of single-axis applications with exact speed and torque control on induction motors, as well as positioning tasks with high demand on I/O, are supported, with different encoder interfaces provided on the module. These new units complete the G120 product portfolio and replace the CU240S with encoder interface.
Typical applications for these new control units include single drives with a large number of I/O or those with high speed control requirements, including extruders, centrifuges, wire-drawing machines, basic fabric webs, conveyors, lifters and others in markets ranging from automotive assembly, textiles, printing and chemical processing to nearly all conveyors and material handling.

The new Sinamics CU250S-2 control units can be combined with existing power modules to support all G120 drive applications, with or without encoder evaluation, for demanding applications requiring speed feedback. Additionally, STO (Safe Torque Off), SBC (Safe Brake Control) and SS1 (Safe Stop 1) features are all integrated, enabling their application on basic safety requirements. With the purchase of an optional software license, extended safety functions can be obtained, along with software for a single positioning function (EPos).
Comprehensive communications interfaces for general machine building are provided on this new Sinamics control from Siemens, including Profibus DP, Profinet (Ethernet I/P), RS485 (USS protocol, Modbus RTU) and CANopen, allowing convenient connection to other Siemens systems as well as external automation systems. No external gateway is needed.
Other features include an integrated USB port, so users can simply go online to facilitate engineering set-up and maintenance, plus an integrated slot for an SD card to allow simple cloning and firmware updates or upgrades.
For more information about this line of Sinamics control units, please visit: www.usa.siemens.com/sinamics
For specific product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: SiemensMTBUMarCom.industry@siemens.com.
Continue reading
Dr. Robert Neuhauser (left) and Manfred Gundel (right) announce Siemens/KUKA cooperation
Siemens and KUKA held a press conference at the EMO Hannover 2013. Manfred Gundel, CEO of the KUKA Roboter GmbH, and Dr. Robert Neuhauser, CEO of the Motion Control Systems (MC) Business Unit of the Siemens Drive Technologies Division, has informed about an enhanced cooperation.
· Joint solutions offered: integrated, operator-friendly loading of machine tools using robots
· Integration of robotics and CNC solutions for machining workpieces with robots
· Strengthening the fundamental idea of integrated production processes
· Development of new applications in lightweight construction
Siemens Drive Technologies Division and KUKA Roboter GmbH have announced comprehensive cooperation at EMO in Hanover. The central pillar of the cooperation is integration of KUKA robots and Siemens CNC solutions for loading machine tools. “With this joint approach, the two companies are strengthening the fundamental idea of integrated production and can, for example, develop new markets by close intermeshing of machine tool tasks and loading tasks,” says Manfred Gundel, CEO of KUKA Roboter GmbH. “The CNC control from Siemens and the robot controls from KUKA are ideal for integrating robot and CNC technology. With this cooperation, we are deepening our many years of cooperation and together advancing intelligent automation solutions as outlined by the Industrie 4.0 project for the benefit of both partners and to expand business,” says Dr. Robert Neuhauser, CEO of Business Unit Motion Control Systems at Siemens.
Highly flexible and fully automated production today demands complete integration of robots into the production flow and into the automation environment. In this area, in particular, applications for robots and machine tools are growing together steadily as a result of new requirements and technological progress. Given these developments, Siemens and KUKA are strengthening their cooperation in automation and industrial robots. The aim is to be better able to serve industries with high automation requirements in loading and machining. With the shared development, customers will have access to new products and solutions that are coordinated optimally over their entire life cycle, from design, to production simulation, to engineering and the production shop level. Moreover, in the long term, the two companies will be including aspects of robot automation in their activities as outlined in the Industrie 4.0 project.
With this close partnership, Siemens and KUKA can offer end customers integrated solutions with a high technological demand and level of maturity and position themselves still better on global markets. At the center of the joint development and the closely meshed marketing activities is seamless, operator-friendly integration of the robot for loading the machine tool. The companies will also develop scalable, integrated solutions for machining workpieces with robots, especially for lightweight construction. In this field, in particular, new materials such as composites require innovative machining concepts that the two companies will be intensively advancing as part of the cooperation.
KUKA will provide robot systems that make use of proven solutions in the field of CNC with Sinumerik from Siemens for integration with machine tools. The standard implementation of the concept includes loading by a KUKA robot, which is integrated in Sinumerik. A scaled offer is also planned ranging from a robot with additional CNC machining functionality to a robot as a pure CNC machining unit. Here, too, the aim is complete integration of the robot into the PLM processes.
At EMO 2011, both partners have already presented the integration of the robot into the Sinumerik user interface as an application, for programming, teach-in, and diagnostics. The next step will now be the connection to CNC tasks.
Click here to view the slide presentation from the press conference.
For more information on the story above, contact:
Siemens AG, Media Relations
Franz-Ferdinand Friese, phone: +49 911 895 7946
E-mail: franz.friese@siemens.com
KUKA Roboter GmbH, Corporate Communications
Wolfgang Meisen, phone.: +49 821 4533 1981
E-Mail: WolfgangMeisen@kuka-roboter.de
—
The Siemens Drive Technologies Division (Nuremberg, Germany) is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components (Integrated Drive Systems). Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the Division fulfills the key requirements of its customers for productivity, energy efficiency, and reliability. For more information, visit http://www.siemens.com/drivetechnologies
The KUKA Roboter GmbH, with its headquarters in Augsburg, is a member of the KUKA Aktiengesellschaft and ranks among the world’s leading suppliers of industrial robots. Core competencies are development, production and sale of industrial robots, controllers and software. The company is the market leader in Germany and Europe and the number three in the world. KUKA Roboter GmbH employs about 3180 people worldwide. In 2012, sales totaled 742,6 million Euro. 25 subsidiaries provide a presence in the major markets of Europe, America and Asia.
Continue readingSiemens Sinumerik 840D is the control of choice on turning, grinding and turn/grind models, resulting in substantial savings for its customer and EMAG

VL Series vertical turning machine from EMAG, with short loading and cycle time
EMAG L.L.C. is the U.S. subsidiary of a major German machine tool builder who specializes in machine tools for the production of automotive, off-highway, agricultural and oil field components. The company’s equipment ranges from basic prismatic part turning centers to large workpiece, five-axis machining centers, gear hobbing machines and alternative cutting equipment such as lasers and electro-chemical machining centers. This wide variety of machine tools requires an assortment of control technologies to power and manage the motion. For one recent customer requirement, where a major agricultural equipment builder in Iowa needed grinding, turning and turn-grind machines, EMAG looked to its longtime partner Siemens for a standardized CNC solution.
CEO Peter Loetzner put it simply, “We needed to devise a control solution that would satisfy all the needs of the various machines we were supplying to this demanding customer, based on a common platform, to enable easier design, integration, start-up, commissioning on-site and training for our customer’s operations and maintenance personnel.” After reviewing the entire line of CNC offerings from various suppliers, the decision was made to use the Siemens Sinumerik 840D CNC for all of the grinding, turning and turn-grind machines to be supplied. Collaboration was a key element in the decision-making process, as Loetzner explains.
“The control we selected offered great flexibility in application, which was very important to us and our customer. They were seeking a scenario that would allow considerable cross-training of their operators, who might run a turning center one day, then a grinding or turn-grind center the next.” Loetzner further noted the control chosen offered his machine designers and the customer’s production management team an enhanced remote monitoring feature, so changes could be made on the fly with very little downtime. As a result, over 20 machines of various sizes and styles can be monitored over a wireless network, enabling process engineers to see what the operator sees on each machine.
Furthermore, owing to the global capabilities of Siemens, Loetzner commented on the control’s ability to function

Universal VLC machine does turning, milling, grinding and drilling
in U.S., German and even Asian factories with seamless data integration. Regardless of the machine tool’s location, EMAG and its customer are able to monitor the performance of any particular machine and even report comparative production data from one continent to another. Because it sells into every industrialized nation, EMAG “…works with its customers on every aspect of a job, from the order process to tooling usage, materials handling strategies to predictive maintenance. The cultural differences are substantial sometimes and the control must be programmed to adapt to such variations. We have been most satisfied with the help Siemens has provided to us, worldwide, in this area.”
Those differences, he continued, must nonetheless be based on a common technology to streamline the integration of the CNC on the machines under construction.
Loetzner cited specifics from the project referenced in this story. “We were looking at a fairly diverse group of machines being supplied to the customer. Frankly, many of their operators were more comfortable with a CNC that is very popular in the American job shop community. However, we were able to demonstrate the immediate advantages of the Siemens control to them and they accepted our recommendations.” This value proposition, he said, hinged on the greater capability of the Sinumerik 840D to run different machine types, which translated into considerable savings on the training and commissioning side of the equation. Coupled with the remote monitoring and programming aspects of the Siemens control solution, the customer was convinced.

Production VSC from EMAG is a vertical pick-up turning center capable of milling, turning, grinding, drilling, even gear profiling and honing.
More than 75 percent of the EMAG machines at this particular customer are equipped with robotic devices, enabling a lights-out manufacturing scenario, another instance where the Siemens remote monitoring via Ethernet feature benefits both the machine tool builder and its customer alike. Loetzner explains, “Remote monitoring of the machine tools can be done directly through the Sinumerik CNC in a one-to-one exchange between our customer and us. Alternatively, we can communicate with Siemens and our customer in a three-way exchange of machine data and cycle information, all protected through a firewall for security and customer peace-of-mind. That’s important with all our major OEMs, of course.” Loetzner cited one customer in the agricultural machine building market, who’s used the remote monitoring capability of the Sinumerik CNC on a wide variety of EMAG machines for over three years currently, with all data communicated through a single information network, accessible by both EMAG and the control supplier. Significant reductions in downtime, service calls and troubleshooting identification time have been achieved, translating into documented savings for everyone.

Shaft machining is done on a VTC, with full 4-axis machining plus loading and unloading, all controlled by a Siemens CNC.
As a further advantage to the machine tool builder, the space reduction of more than 20 percent in the control, compared to competitive brands, meant a smaller footprint for the machine, further improving the workspace productivity of the EMAG machines for their customer. Especially in brownfield applications, where a limited space is being utilized to maximize production for an OEM, this physical space-savings combines with other advantages of the Siemens control, according to Peter Loetzner. These include reduced wiring and lower power consumption with the attendant lower operating temperatures, due to reduced ambient heat.
At this particular customer, the EMAG machines are used to produce gears, gear blanks, shafts and splines for
powertrain applications. Gear hobbing and synchronous support grinding are among the advanced machining technologies performed here. Heavy, hardened steels are the most often worked substrates.
The specific control used on these machines is the Siemens Sinumerik 840D solution line, a distributed, scalable and open control for up to 31 axes of motion, incorporating the CNC, HMI, PLC, closed loop control and communications functions into a single NC unit. Sinumerik Safety Integrated further provides a comprehensive, yet efficiently packaged suite of personnel and machine protection functions, fully compliant with internationally-accepted standards.
Commenting on the competing brands of CNC often found in job shops worldwide, Loetzner noted that the Siemens communication architecture easily accepts input from such devices, owing to its ability to capture, standardize and transmit all data in a seamless manner through its legacy tracking. “This service is another example of a forward-thinking supplier, such as Siemens, responding to brownfield conditions in the marketplace,” he noted.

Siemens Sinumerik 840D solution line CNC, shown with Sinamics drive package
EMAG machines are used by the majority of American companies for the production of such products in the Agriculture, Earthmoving, Motorcycle and Automotive and subsequent leading TIER1 suppliers. The machine builder has had a presence in the American market for over 20 years and, according to Peter Loetzner, “…we’ve received great support from Siemens, both in Germany and in the United States, for on-site service, application engineering, parts distribution, remote monitoring implementation and communications between our customers and us.”

For more information on this story, please contact:
EMAG L.L.C.
Peter Loetzner
CEO
38800 Grand River Avenue
Farmington Hills, MI 48335
Phone: 248-477-7440
Fax: 248-477-7784
Web: www.emag.com
Email: info@emag.com
OR
SIEMENS INDUSTRY, INC.
DRIVE TECHNOLOGIES
MOTION CONTROL
MACHINE TOOL BUSINESS
390 Kent Avenue
Elk Grove Village, IL 60007
Phone: 847-640-1595
Fax: 847-437-0784
Web: www.usa.siemens.com/cnc
Email: SiemensMTBUMarCom.sea@siemens.com
Attention: John Meyer, Manager, Marketing Communication
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue reading No. 872 is an electrically-heated 1000°F (~532°C) inert atmosphere oven from Grieve, currently used for annealing copper foil parts. 36 KW are installed in Incoloy sheathed tubular heating elements. Workspace dimensions are 36” wide x 48” deep x 36” high. A 2000 CFM, 2 HP recirculating blower provides universal airflow to the workload.
No. 872 is an electrically-heated 1000°F (~532°C) inert atmosphere oven from Grieve, currently used for annealing copper foil parts. 36 KW are installed in Incoloy sheathed tubular heating elements. Workspace dimensions are 36” wide x 48” deep x 36” high. A 2000 CFM, 2 HP recirculating blower provides universal airflow to the workload.
The oven has 8” thick insulated walls comprised of 2” of 1900°F block and 6” of 10 lb/cf density rockwool, plus an aluminized steel exterior and interior. A structural steel base is provided to raise the roller rails to a 20” loading height. These roller rails, mounted on the bottom of the oven workspace, are rated for 2000 lb. loads.
No. 872 features Grieve inert atmosphere oven construction, which includes a pressure regulator, flow meter, pressure gauge, internal high-temperature gasket, all welded construction in the doorway throat, air jacket on inner oven for cooling, ½” thick cellular silicone rubber atmosphere seal, blower shaft seal, positive latching door hardware, adjustable offset door hinges, outlet with pressure relief, interior seams welded gas-tight and all wall penetrations fitted with compression fittings.
A 975 CFM blower with automatic dampers pulls air through the air jacket on the inner oven for cooling, while the oven’s quick-purge system includes a 1200 SCFH flow meter and solenoid to open the outlet.
Controls onboard No. 872 include a recording and programming temperature recorder and fused disconnect switch.
For more information, please contact: THE GRIEVE CORPORATION, 500 Hart
Road, Round Lake, Illinois 60073-2835 USA. Phone: (847) 546-8225. Fax: (847) 546-
9210. Web: www.grievecorp.com. Email: sales@grievecorp.com. Attention: Frank
Calabrese.
Continue readingSimulation in action: casting quality, realizing innovation, reducing costs
The 1400 °C hot cast iron melt gushes through the gate into the mold. The movement of the flowing metal in the casting rigging and in the gradually filling mold for printing press cylinders and the subsequent solidification process are only chaotic and accidental, at first glance. The engineers of Amstetten Foundry, which forms part of Heidelberger Druckmaschinen AG, are familiar with every detail of the casting system. They ran through the entire process in advance with simulation software. This enables them to predict precisely what the quality and characteristics of the cast iron cylinder will be, when it leaves the mold and is finally integrated in a Heidelberg printing press.
The Amstetten factory is one of the most up-to-date and efficient foundries in all of Europe. It acts as a center of excellence for the manufacture of castings, such as printing press side panels or cylinders, for the entire Heidelberg Group, which has a yearly revenue of three billion euros (~$4.4 billion) and 15,000 employees. The parts are core elements of the sheet-fed offset presses that Heidelberger Druckmaschinen AG, as the market leader, provides to users in the print media industry worldwide. “For our customers, just like for ourselves, the decision for Heidelberg is always a decision for quality,” is how Jürgen Schimmel, Director of Pattern & Casting Engineering describes the company’s vision, which he implements on a daily basis together with the 450 employees involved in casting production. This is because the quality of the individual presses to a significant degree depends on the quality of the castings produced in Amstetten.
Amstetten’s staff does not just produce castings for the Heidelberg Group: 50 external companies order large and small castings in differing batch sizes from the Amstetten foundry. Free market competition does not just make economic sense; it also serves to ensure that all processes are focused on achieving the highest quality, according to Schimmel.
“We have a clearly defined goal: economical casting production with consistently high quality. We see casting as part of an overarching process, beginning in design and finishing in reliably functioning, competitive end products,” Jürgen Schimmel says when formulating the “mission” of the Amstetten foundry. This level of quality is achieved by continuous IT support over the entire production process – from design of the components and patterns to the stable computer controlled melting and pouring processes.
Casting simulation bridges the gap between design and production
The planning department Pattern and Casting Engineering bridges the gap between computer-aided product design and actual production using MAGMASOFT®, the leading software for simulating casting processes. In doing so, the engineers rely on a technology regarded in the industry as one of the most important innovations of the last 50 years. This is because casting process simulation opens up the possibility of taking a look inside the former “black box” of the mold, to understand and predict precisely what happens during pouring and solidification of the melt. As a result, the foundrymen are in a position to accurately characterize the casting and production process as well as predict the casting’s properties before production has begun. What this means in practice is that the engineers are in a position to develop a casting with defined qualities at their computers. Correct production parameters for the casting process, with which the casting can be produced economically and reliably, can be developed with calculable quality. Before simulation technology became available, the individual development steps had to be taken “by hand” – from the part design to its realization as a casting by means of numerous, expensive test castings – and at the end there was still no guarantee that the process would indeed be reliable enough for the casting to be produced in the defined quality.
Save on costs, implement innovations
The foundry of Heidelberger Druckmaschinen AG makes use of simulation technology throughout the entire product and process development process, in order to save materials and costs in a highly price-sensitive market on the one hand, and to drive innovation and optimize component integration on the other.
For example, so-called return scrap is saved by “riserless” casting. Since the melt contracts when it cools, like any material, additional metal usually has to be introduced into the mold via the risers in order to avoid defects / porosity – so-called shrinkage cavities – in the casting. Appropriate design of the casting process reduces return scrap and material consumption. Before making the investment decision for MAGMASOFT®, the foundry had calculated that using simulation return scrap could be reduced by eight percent – which would lower annual material costs by a six-digit euro figure. Additional cost savings accrue from optimization over the entire process. Thanks to the calculated cooling times, it is safe to run production at the fastest possible rate.
For instance, it was possible to greatly reduce shrinkage cavities during the manufacture of a chain guide by reducing riser volumes and altering the gating system. This not only resulted in a significant quality improvement, but also led to a reduction of €15.80 (~$22.75) per part in manufacturing costs, primarily from a reduction of approximately 2.5 kg in return scrap. Given an annual production of approximately 300 pieces, this comes to cost savings of around €4,700 (~$6,768).
Thanks to solidification simulation, it was possible to reduce the number of risers from 5 to 2 together with a 69 kg reduction in return scrap during production of a gear wheel, which lowered manufacturing costs per piece by €31 (~$44.65).
Simulation pioneer as technological partner
As its technology partner for simulation, Heidelberg Foundry relies on a pioneer in this methodology in MAGMA Gießereitechnologie GmbH, Aachen. In the late 1980s, MAGMA transformed casting simulation from university research to practical application. Ever since, the resulting software solution, MAGMASOFT®,® has set technical standards when it comes to simulating casting processes. It simulates mold filling, solidification and cooling during the casting process as well as mechanical properties, residual stresses and distortion of the castings created.
MAGMASOFT® consists of a basis package and a series of additional modules which cover all casting process production steps. They support the user starting from the design of the component, the selection of the melt treatment and casting layout, through pattern design and mold production to final heat treatment and finishing. The MAGMASOFT® application spectrum covers all cast materials, such as gray and ductile cast iron as used at the Heidelberg Foundry as well as aluminum and steel. Every casting process can be simulated with the software in order to design and assess the casting and tooling layouts, cycle times and casting quality.
Simulation software selection criteria
“User-friendly operation, short preparation time until start of calculations, realistic representation of results – those were the leading functional criteria when we chose MAGMASOFT®,” explains Hans Frieß, Director of Planning/Material Management. “And of course, another factor was the potential for future developments in the software.” But it was not just the software’s functionality and quality that were relevant to the decision. MAGMA itself as simulation pioneer was a factor. Hans Frieß puts it like this: “MAGMA established casting process simulation technology as a practical tool. The industry owes its trust in simulation primarily to MAGMA. The associated market and technological leadership and references were also persuasive when we were thinking about introducing a solution.”
Amortization in one year
In the meantime, cooperation in Amstetten with MAGMASOFT® and MAGMA has a track record of about eight years. The investment was amortized within just one year instead of two, as calculated prior to acquisition. The use of the simulation solution has resulted in faster component development, higher component quality and more economic production. The technology has also assisted the foundry in terms of innovation: using MAGMASOFT made it possible to begin manufacturing larger, heavier types of components.
Simulation marketing
The software also plays an important role in marketing and sales. When potential customers inquire about a particular casting, they are not only provided with a price, but also a pledge of reliable component quality and delivery times, based on simulation results. “Thanks to our use of MAGMASOFT®, we have actually acquired customers. When we made the investment decision this effect was one we had neither expected nor taken into account,” Hans Frieß is pleased to note. MAGMA now occupies a correspondingly prominent place in marketing as well: there are numerous casting simulation visualizations on the foundry’s website, shown as recognizable screenshots from the MAGMA software.
Simulation communication
And something else has undergone further development on the basis of the simulation software: communication with the casting designers and the foundry floor. The designers quickly get reliable feedback on whether a new component design is “castable”, while production gets reliable information on how to handle the casting process to achieve the best result. Conversely, based on the documented simulation results, both parties with their expertise can prepare creative solutions, which in turn can then be quickly and easily checked using simulation.
Simulation in the future – knowledge management and service orientation
“Using casting process simulation has now become indispensable for foundries,” Hans Frieß sums up. This was the only way for them to become service providers, taking on design and consultative activities and cooperating more closely with the companies using castings. Moreover, the software protects against know-how loss, since the knowledge is no longer just in the head of an expert but instead stored in a way that can be reused in MAGMASOFT®‘s databases. Consequently, the partnership between foundry and software will intensify further in the time to come – and continue on the basis of a new software generation, which will be launched shortly.
Picture material:
Solidification simulation of a MAGMASOFT®-optimized casting for a Heidelberg printing press (here: gear wheel). Riser optimization produced savings of almost € 40,000 (~$57,600) on this single part.
About software for casting process simulation
Casting process simulation software considers the complete casting process including mold filling, solidification and cooling, and also provides the quantitative prediction of mechanical properties, thermally induced casting stresses and the distortion of cast components. Simulation accurately describes a cast component’s quality upfront before production starts, thus the casting layout can be designed with respect to the required component properties. This results in a reduction in pre-production sampling, but also the precise layout of the complete casting system leads to energy, material and tooling savings for the foundry.
The range of application of MAGMA solutions comprises all cast alloys, from cast iron to aluminum sand casting, permanent mold and die casting up to large steel castings. The software supports the user in component design, the determination of melting practice and casting methodology through to mold making, heat treatment and finishing. This saves costs consequently along the entire casting manufacturing line.
During the last 10 years, the use of casting process simulation has become a valuable business asset for many foundries. MAGMA5 now expands the capabilities of casting process simulation and will further accelerate the acceptance of this technology.
About MAGMA
MAGMA offers comprehensive solutions to the metal casting industry, casting buyers and casting designers worldwide. The MAGMA product and service portfolio includes the powerful modular simulation software MAGMASOFT®,with the newest release MAGMA5, as well as engineering services for casting design and optimization.
Today, MAGMASOFT® is used throughout the metal casting industry, especially for the optimization of cast components in automotive and heavy industry applications.
MAGMA Giessereitechnologie GmbH was founded in 1988 and is headquartered in Aachen, Germany. A global presence and support are guaranteed by offices and subsidiaries in the USA, Singapore, Brazil, Korea, Turkey, India and China. Additionally, more than 30 qualified partners represent MAGMA around the world.
-0-
For more information on this release, please contact:
Christof Heisser
President
MAGMA Foundry Technologies, Inc.
10 N. Martingale Road, Suite 425
Schaumburg, IL 60173
Phone 847-969-1001 ext. 225
Email cheisser@magmasoft.com
Agency contact:
Tim Daro
Bernard & Company
847-934-4500
Continue readingFOREST CITY GEAR EXPANDS BLANKING DEPARTMENT
Leading gear manufacturer acquires three new Haas turning centers to produce “donuts” for its gearmaking operations

Forest City Gear’s blanking department now boasts a Haas ST-10 and two ST-20 Turning Centers. These machines were acquired recently to improve the throughput at Forest City Gear, a world leader in fine- and medium-pitch gear and spline work. The machines are used primarily for production of “donuts”, the near net blanks used in the company’s gearmaking operations.
Roscoe, IL-Forest City Gear has acquired three Haas turning centers to improve the throughput at its gearmaking facility. The company has made this investment, according to President Wendy Young, “…because we needed to better control our throughput and reduce the time to start up jobs. We were experiencing some severe delays from outside vendors and we saw problems on the horizon from such bottlenecks. Our company is always on the lookout for such conditions, because both our quality and our delivery protocols are vital to our success with current and potential customers in the world market.” These new machines will be used in the company’s Blanking Department, headed by Tommy Kalt, who detailed the new machines.
“We purchased a Haas ST-10 Turning Center with a magazine bar feeder, 300 PSI high-pressure coolant system and automatic tool presetter. It’s a fast, very flexible and very easy-to-use machine tool.” This machine, as well as two Haas ST-20 Turning Centers with 8” chuck and 20-station hybrid turret, fully programmable tailstock and high-pressure coolant pump, are currently operating in the Forest City Gear facility to produce “donuts” from automatically fed bar stock. These donuts are the near net shape blanks used in the gearmaking operation here. As a custom producer of extremely tight tolerance gears for the most demanding applications, according to company CEO Fred Young, “We need to have optimum control of our operation, at every step. Our company today exports gears to every corner of the world and our rigorous quality standards require a number of intermediate steps, prior to shipment. If the blanks are not available and our production is delayed, the entire operation slows and we simply will not allow that to happen,” Young stated emphatically.
Kalt expands on the ST-10. “It has a manual, programmable tailstock for shaft work, another real advantage in  our type of shop, where we do a lot of splines in addition to gears. Plus, the Haas CNC system is very easy to learn and to use. It has simple language commands and most operations can be done with the push of a button. I like to say it has an American-made feel to it. The work area is open, the tooling is easy to change and the learning curve was really short for our guys. They were up and making good parts almost immediately.” He noted that the performance of the first machine led quickly to the purchase of the two additional Haas ST-20 turning machines. Kalt also cited the ECO CNC system on the Haas machines, with minimal lubrication requirements and auto-power down features were in sync with the Forest City Gear green initiative programs, as a further value to this purchase.
our type of shop, where we do a lot of splines in addition to gears. Plus, the Haas CNC system is very easy to learn and to use. It has simple language commands and most operations can be done with the push of a button. I like to say it has an American-made feel to it. The work area is open, the tooling is easy to change and the learning curve was really short for our guys. They were up and making good parts almost immediately.” He noted that the performance of the first machine led quickly to the purchase of the two additional Haas ST-20 turning machines. Kalt also cited the ECO CNC system on the Haas machines, with minimal lubrication requirements and auto-power down features were in sync with the Forest City Gear green initiative programs, as a further value to this purchase.
On the business side, Wendy Young was very satisfied with the cooperation of the Haas sales and delivery team. “We were treated fairly and the support has been first-rate, right from the start. We already see the benefits of this purchase to our company.”
For more information on this story, please contact: FOREST CITY GEAR CO., INC. 11715 Main Street Roscoe, IL 61073-0080 Phone: 815-623-2168 Fax: 815-623-6620 Web: www.forestcitygear.com
Email: wyoung@forestcitygear.com Attention: Wendy Young, President
PR agency contact for Forest City Gear: Tim Daro Bernard & Company 847-934-4500 tdaro@bernardandcompany.com
Continue reading