
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
BOOTH E-5010: Click here to add Siemens to your IMTS Show Planner!

Siemens SINUMERIK Family
From the job shop to the retrofit operation, moldmakers to mass production departments at the world’s leading auto, aero and medical manufacturers, Siemens continues to push the envelope on CNC technology. With the introduction of the Sinumerik 808D at IMTS in 2012, we took a bold step into the job shop world, as this basic CNC brings the power, flexibility and reliable performance of Siemens technology to the job shop. Already accepted as an OEM component by numerous mill and lathe builders, the 808D provides job shops the unique opportunity to apply advanced and unmatched CNC power to their existing machines, breathing “new life into old iron,” as the saying goes.
The 808D rounds out the growing family of CNC models from Siemens, which now spans the range from the most basic 3-axis machines to dedicated milling and turning center controls in the Sinumerik 828D to CNC for the most advanced five-axis machining centers, with full robotic integration, secondary ops management and transfer line capability, all on a single control, the Sinumerik 840D sl solution line, still the benchmark by which all other CNC technology in the market is judged. Simply put, nobody matches the muscle of Siemens. Come to booth E-5010 and see the difference. Productivity in Motion!
For more information about Siemens CNC solutions for the machine tool industry, visit the website: www.usa.siemens.com/cnc.
Please forward all inquiries to:
SIEMENS INDUSTRY, INC.
DRIVE TECHNOLOGIES
MOTION CONTROL
MACHINE TOOL BUSINESS
390 Kent Avenue
Elk Grove Village, IL 60007
Phone: 847-640-1595
Fax: 847-437-0784
Web: www.usa.siemens.com/cnc
Email: SiemensMTBUMarCom.sea@siemens.com
Attention: John Meyer, Manager, Marketing Communication
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue readingSee the MJC video HERE.
Custom machine tool builder in California contracts with research center at university in Glasgow, Scotland to design specialized equipment for forming new jet engine structures; machine completely controlled by Siemens CNC

AFRC facility performs fundamental and applied research on the forming and forging of metals, primarily for aerospace applications. A full battery of materials and performance testing is conducted at AFRC by a team of materials and process experts
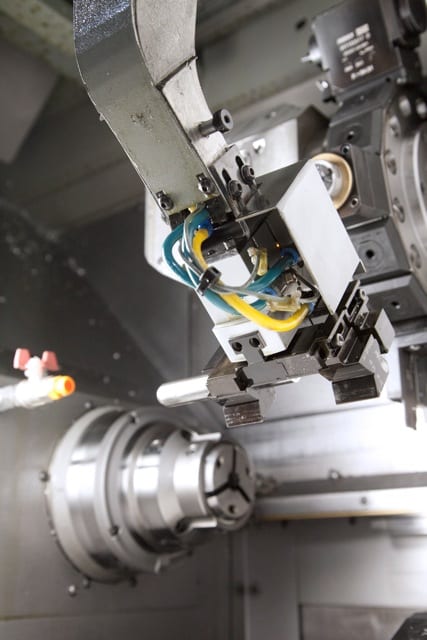
MJC Engineering is a custom machine tool builder, specializing in metalforming machines for such applications as spinning, flow forming, wheel spinning and rotary forging. The company was recently contracted by the Advanced Forming Research Centre (AFRC) at the University of Strathclyde in Glasgow, Scotland for a very unique application, namely, a cold-forming rotary forge press that works the material between two synchronized rotary dies. The dies operate in angle from the parallel. Typically, the angle is fixed but, on this custom designed machine from MJC, the angle is fully programmable. This configuration allows compression in a concentrated area and provides a more efficient method for metal deformation, while producing superior mechanical properties in the finished section. Up to 90 percent material savings can be achieved by the use of this revolutionary metalforming technology, in comparison to conventional machining from a solid blank.

Operator loads workpiece during test run-up on machine; very hard aerospace materials such as Hastelloy and Inconel are typically processed
The aim of this new CNC technology, according to MJC company president Carl Lorentzen, is to make the aerospace engineers rethink how they design their products, so that a maximum material savings on exotic and costly metals can be realized.
Rotary forging can be defined as a two-die forging process that deforms only a small portion of the workpiece at a time, in a continuous manner. The reduced instantaneous area of tool and workpiece contact means lower forging forces are required to cause deformation in the material. Typical components for rotary forge operations are round or cylindrical hollow parts that deploy expensive or exotic alloys, require extreme material property targets or involve very complex geometries. At AFRC, the rotary forging machine provided by MJC is processing AerMet® 100, Inconel 718 and Allvac® 718Plus®, Ti-6Al-4V as well as the creep-resistant Ti6242 and some beta alloys.

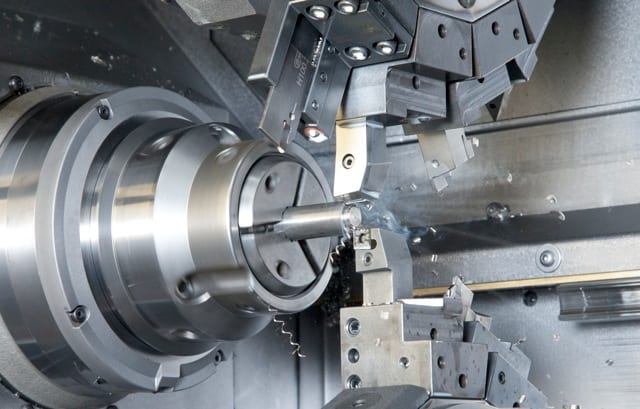
New rotary forge press from MJC, built specially for the Advanced Forming Research Centre (AFRC) at the University of Strathclyde in Scotland. Two independent and synchronized rotary dies are fully programmable on the Siemens CNC to affect 0-45º pitch angles
Onboard the machine, the bottom and top spindles pivot from 0-45º, operated by AC vector motors and drives, plus an overall motion control CNC, all provided by longtime supplier to the builder, Siemens. The CNC is a Sinumerik 840D, which controls all the axis and spindle motion, hydro and servo positioning valves, plus the synchronization of up to four cylinders for the integrated motion of the rotary dies. In the processing of the workpiece, the control is monitoring all machine conditions, while maintaining the synchronized angles of the twin rotary dies.

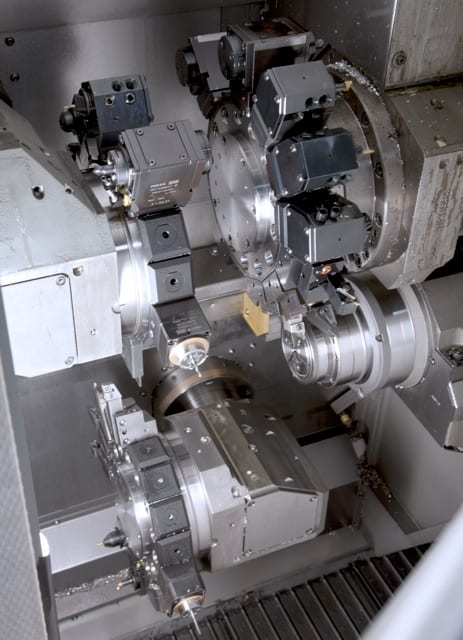
Siemens CNC controls the entire machine process
Programmed motion sequences on the machine must be maintained with high precision to avoid improper deformation of the materials during the cold-forming process. In a manufacturing environment, where the high production output of parts is critical, this process must remain extremely well-regulated, documented and monitored. The CNC has the capability to upload all data in real time.

The unique operation of this MJC rotary forging press involves the application of pressure on a small portion of material at a time, reducing stress and saving up to 90% in material, compared to subtractive machining from a solid blank
Carl Lorentzen comments further on this MJC development, “Though the concept of the rotary die forge is certainly not new, the computer-controlled synchronized dual rotary dies on this machine offer a number of unique advantages in the cold-forming process of metals. The idea originated in a somewhat different form in the automotive market with the development of a front wheel hub hollow shaft. The cold-forming of metal around a bearing was combined with robot loading in production. The concept, combined with the Siemens CNC and its ability to control all the motion so precisely, made the development of this machine more practical for us.”
MJC is a custom machine tool builder, with equipment currently serving in the military, aerospace, general metalforming and automotive after-market segments of industry. The company is a member of PMA, NFTC and AMT.
The AFRC is jointly sponsored by the Scottish government, Scottish Enterprise and a variety of international aerospace manufacturers and engineering firms, including Boeing, Rolls Royce, TIMET, Aubert & Duval and Barnes Aerospace. It has operated as a world-class facility, supporting fundamental and applied research into the forming and forging of metals, since 2009. Having doubled in size recently, AFRC is expanding its market applications into the automotive, energy and marine markets. The center can currently heat, shape, finish, measure, test and analyze all types of metal materials and components in-house. The research done here comprises investigations into residual stress, die life, process characterization, materials characterization, heating and thermal processes, super-plastic forming, sheet forming and related technologies in automation, metallurgy and metrology.
The key challenge for AFRC, according to its website, is to take low maturity technology developed in a university environment and successfully deploy it into a manufacturing facility.
See the video of MJC @FabTech HERE.
For more information on this story, please contact:
MJC ENGINEERING & TECHNOLOGY, INC.
15701 Container Lane
Huntington Beach, CA 92649
Phone: 714-890-0618
Fax: 714-895-3561
Web: www.mjcengineering.com
Email: clorentzen@mjcengineering.com or carlson@mjcengineering.com
Attention: Carl Lorentzen, President or Per Carlson, VP
or
SIEMENS INDUSTRY, INC.
DRIVE TECHNOLOGIES
MOTION CONTROL
390 Kent Avenue
Elk Grove Village, IL 60007
Phone: 847-640-1595
Web: www.usa.siemens.com/cnc
Email: SiemensMTBUMarcom.industry@siemens.com
Attention: John Meyer, Manager of Marketing Communications
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability.
When Task Force Tips, Inc. (TFT) decided to study the true costs of ultra-priced, high-speed machining, the company expected nominal gains on its machine-control investment; but when TFT began cutting the same precision parts in one-third of the time, it was, in the words of the company owner and president, Stewart McMillan, “a wake-up call.”
See the video on this story HERE.
 Breaking the price/cost perception barrier
Breaking the price/cost perception barrier
Task Force Tips (TFT) is a manufacturer of highly engineered fire suppression tips, nozzles and other agent delivery equipment used by fire departments globally. For more than four decades, the company has always invested in premium machine tool brands associated with quality, performance and logically, higher price tags. Even so, it was the latter variable – the perceived barrier of price and cost – that prevented company owner and president, Stewart McMillan from ever considering more ultra-priced, high-speed machining options on the market.
“I hadn’t really looked at the economics when it came to an INDEX machine,” recalls McMillan. “And why? Because it always seemed like the INDEX brand was so prohibitively expensive. I never even thought its machines were within our league.”
That was prior to IMTS 2008, before TFT brought the company’s first INDEX machine into its 168,000 square foot facility in Valparaiso, Indiana, where TFT manufactures over 5,000 products across three shifts, seven days a week, all year around.

The Index C100’s “literal” coordinate system establishes actual reference points for programming the machine’s precise motion, rather than use arbitrary points in space.
“It was an INDEX C100 automatic production lathe, ultimately fitted with a Siemens 840D control package,” McMillan says. “We started making parts on it and our production times became typically 30%. I don’t mean a 30% reduction. I mean our run time for a part dropped to 30% of what it was before.”
As to why the company’s new machine made such an unprecedented productivity impact, McMillan points to both the high speed design of the machine and to the equally capable Siemens control package, which represented yet another paradigm shift for TFT.
Previous to the INDEX C100 purchase, TFT had scant experience with Siemens control packages. Much like the INDEX brand, Siemens five-axis controls were perceived as prohibitively sophisticated and just plain different. This lack of familiarity had been reason enough for TFT not to consider Siemens.
These were the company’s perceptions in 2008, before the INDEX C100 machine came into the plant, powered not by a Siemens control package, but by a more commonly accepted brand of CNC.
 “We had all kinds of bugs in the control that came with the machine the first time,” McMillan recalls. “INDEX had a particular customer that had insisted on another more familiar brand of control, and so they were making the machine with that control. I don’t think that the other customer realized just how significant the Siemens control was to the machine. We didn’t recognize it either. A service representative commented to one of my employees that we really should have the Siemens control for what we were doing, that we were pushing the machine far beyond the capabilities of the original control.”
“We had all kinds of bugs in the control that came with the machine the first time,” McMillan recalls. “INDEX had a particular customer that had insisted on another more familiar brand of control, and so they were making the machine with that control. I don’t think that the other customer realized just how significant the Siemens control was to the machine. We didn’t recognize it either. A service representative commented to one of my employees that we really should have the Siemens control for what we were doing, that we were pushing the machine far beyond the capabilities of the original control.”
Upon learning that its new machine was underperforming for TFT, McMillan says INDEX swapped out the machine with an identical model, with one difference. This time, the INDEX C100 was powered by a Siemens motion control package, and TFT was able to set out in earnest to explore what price/cost lessons could be learned from its machine tool investment.
Zero to 5,000 RPM in one second
The INDEX C100 features automated remnant removal. The design has helped TFT increase revenues by eliminating the production delays caused by manual remnant stock removal cycles– typically not an option on lower priced machines.
McMillan recalls that an immediate revelation was seeing the difference a few thousand RPMs can make. The company began to run jobs at 5,000 to 6,000 RPM, ramping up from zero to 5,000 RPM in less than one second and ramping down just as fast. Several economic lessons soon emerged from this capability, as the sustained speed of the machine maximized motion in new time/cost saving ways.
“We never realized before just how much time we were losing waiting on the spindle to stabilize at a new commanded speed,” McMillan reports. “The turret indexing was also extremely fast, with the multiple tools overlapping to cut at the same time with incredibly fast accelerations.”
The INDEX C100 also leverages speed in new ways, as TFT discovered. The company can run more than 1,000 parts without having to change an offset. In addition, an automated remnant removal feature enables the machine to run continuously, by rapidly reloading bar stock without operator interaction.
“On the rest of our machines, we need to pick the remnant out and load a new bar into it,” McMillan explains. “That step should take just a few minutes. But the way things work, a machine can sit idle for six minutes before somebody realizes it, and then it takes five minutes to reload, and all that lost time adds up.”
Another speed-related discovery was the integration of rapid traverse rates, which have always been less than rapid in the company’s experience “A lot of machines advertise rapid traverse rates at maximum speed, but the fact is, unless you’re traveling 10 or 12 inches, traverse speeds have never reached maximum for us.”
Taking motion accuracy literally
As to how the machine eliminates slower traversing and other cost related functions, McMillan says the design of the INDEX C100 is unlike the design of conventional and yes, lower-priced machine bed coordinate systems.
“The INDEX doesn’t use the same coordinate system as other machines. It uses a set of parallelogram bars, a very unique system for rigidity,” McMillan explains. “The machine has a picture frame mount for its turret. The turret is not leveraged off a set of ways like most turrets. It’s close to where it’s sliding, so there’s not a big length over diameter ratio in terms of the tools of the turret hanging out from its support structure. This gives the machine a lot of rigidity for turning, and you can accelerate the axes so fast that you really do achieve faster traverse rates. The window on this machine is just a blur of motion.”

The coordinate system of the INDEX C100 uses a set of parallelogram bars for uniquely rigid motion that is fully exploited by the Siemens SINUMERIK 840D.
TFT’s lead programmer, Nate Price, sees additional efficiency advantages made possible by the INDEX machine’s unique coordinate system, whereby measurements and motion can be programmed based on actual numerical reference points and not on arbitrary points in space.
“On the INDEX, every machine space coordinate, every offset, every measurement that’s used to define how the machine operates has a legitimate explanation of why it is what it is and to where it relates,” Price explains. “This makes it much easier to automate these measurements; whereas, in the past we would measure manually, because these were arbitrary points. On the INDEX, they are defined, literal points. We know exactly what they relate to, so we can define them automatically before the program ever gets to the machine, before the set-up ever starts.”
(Click here to see: Normal Lathe Coordinates and Index C100 Coordinates)
Advanced cost control
 With the Siemens 840D control package driving the INDEX C100, TFT would document yet more lessons in machine tool economics, including reduced setup times. The faster indexing speed of the turrets contributed to an 80% reduction in setup times compared to the setup times of TFT’s other premium machines.
With the Siemens 840D control package driving the INDEX C100, TFT would document yet more lessons in machine tool economics, including reduced setup times. The faster indexing speed of the turrets contributed to an 80% reduction in setup times compared to the setup times of TFT’s other premium machines.
According to Price, the Siemens 840D control interface brought a refined and intuitive approach to machine programming, setups and operation — an approach that was especially empowering to him as a programmer.
“I don’t know if anybody just doing set-ups would understand how much of a difference the Siemens control has made in the programming,” Price explains. “It has enabled me to more quickly and easily write the programs, write the post-processes, thus making the setup of special routines go much faster.”
In addition to easier programming and faster setups, Price says the machinists have found that the Siemens 840D enables them to more efficiently control and capitalize on the production potential of the INDEX machine.
“The control gives you ample shortcuts,” says Price. “There is a method of presenting messages to the operator that was not present in the other control. There is so much happening on the machine, it is really difficult to capture all that information on a single screen, but the control helps you keep track of what everything is doing. It’s really easy to get into more detail, without having to go through a lot of pages.”
As another example of CNC operational efficiency, Price points to the way the control manages error messages.
 “The machine wants to see several conditions exist before it will start a cycle,” Price explains. ”On the previous control, it was not real good at telling you that it was not in a condition to start a cycle. It wants the chucks closed. It wants the gantry in safe position. It wants the sub-spindle in a safe position. It wants to know where everything’s at and it presents a giant list for the operator to reference in order to start a cycle on the machine. But, when you press Cycle Start on the Siemens control, if those conditions aren’t met, the control will guide you through what needs to change to meet those conditions, so you can start your cycle.”
“The machine wants to see several conditions exist before it will start a cycle,” Price explains. ”On the previous control, it was not real good at telling you that it was not in a condition to start a cycle. It wants the chucks closed. It wants the gantry in safe position. It wants the sub-spindle in a safe position. It wants to know where everything’s at and it presents a giant list for the operator to reference in order to start a cycle on the machine. But, when you press Cycle Start on the Siemens control, if those conditions aren’t met, the control will guide you through what needs to change to meet those conditions, so you can start your cycle.”
Another advantage brought about by the Siemens control was faster tool loading, made possible by faster and easier CNC programming.
“Tool loading was a big area of improvement,” Price says. “You essentially give the control a mini-program that tells it what tools you’re going to be putting in for this job that you’re setting up. The control will then present the stations on the turrets for you, tell you what tools to put in and what tools to take out. And it’s entirely guided. This has been a huge departure from what we traditionally had dealt with. It really accelerates set-up time.”
More profit per square foot
 McMillan and Price claim that the lessons derived from their machine-tool investment can be measured in broader and perhaps even more dramatic ways.
McMillan and Price claim that the lessons derived from their machine-tool investment can be measured in broader and perhaps even more dramatic ways.
“I started to look at the numbers from a different perspective,” McMillan relates. “You have all these initial and ongoing costs to build a shop, to put in a floor, to put a roof over it, heat it, cool it, and all these costs can equate to so much per hour. Now you buy a machine that’s $600,000 versus a machine that’s $300,000 over 10 years. We run almost 24 hours a day, seven days a week, which helps our analysis. For us, it comes out to about an eight dollar per hour difference to buy the $600,000 machine. And for eight bucks more an hour, we’re getting triple the production out of that same square footage.”
Another way the company has measured its return on its investment in advanced machine-control manufacturing has been to witness the change in the people uplifted by the technology. Now, owner, programmer, machinists and others at TFT are enthusiastic about the possibilities of their more advanced, CNC-based manufacturing.
McMillan says that it will be such investments in machines and in people that will keep his company from selling itself short, having proven that with the right machine and the right motion control technology, anything is possible.
“We had a job that ran a couple of weeks ago,” McMillan recalls. “I received several e-mails before I even came to work that day. Different people were sending me e-mails that said in effect: Wait until you see what we’re doing with the INDEX today!”
See the video HERE!
For more information, contact:
Siemens Industry, Inc.
Motion Control Business — Machine Tools
390 Kent Avenue
Elk Grove Village, IL 60007
Tel: (847) 640-1595
Fax: (847) 437-0784
Web: www.usa.siemens.com/cnc
E-mail: SiemensMTBUMarCom.industry@siemens.com
Attention: John Meyer, Manger, Marketing Communications
Twitter: www.twitter.com/siemens_cnc_us
Facebook: www.facebook.com/SiemensCNC
 With the right CNC platform, this large, state-of-the-art job shop has discovered “anything is possible”…
With the right CNC platform, this large, state-of-the-art job shop has discovered “anything is possible”…
CNC upgrade enhances performance and precision
Major Tool & Machine (MTM) is a large job shop, producing precision milled and turned hardware throughout the company’s 500,000 square foot Indiana facility. Performance is essential, because MTM contracts with aerospace, energy, nuclear and defense companies on many mission-critical, one-off projects. Owner and CEO Steve Weyreter will tell you openly, MTM is more competitive by way of a significant CNC technology change, starting with an aggressive retrofit strategy.

 Major Tool & Machine, Inc. retrofitted two of their machining centers in 2010 changing to a CNC technology platform that was completely new to the company. Ten more such large-scale retrofits have followed, bringing increased enthusiasm, momentum and productivity.
Major Tool & Machine, Inc. retrofitted two of their machining centers in 2010 changing to a CNC technology platform that was completely new to the company. Ten more such large-scale retrofits have followed, bringing increased enthusiasm, momentum and productivity.
Günther Zimmermann, CNC Controls Engineer at MTM, says the company’s retrofit program and the decision to change to the Siemens SINUMERIK CNC platform have brought a new enthusiasm and momentum to the company. Over the last two years the change has also brought significant time and cost reductions, especially in the areas of programming, maintenance engineering, and machine operations.
“The initial goal in early 2010 was to retrofit two Cincinnati U5 Gantry machines,” Zimmermann recounts. “We evaluated two CNC technology platforms and after considerable analysis our CEO Steve Weyreter announced that Siemens would best support the company’s future.”
The decision to reduce costs by moving to a single CNC platform was the least difficult decision for the company to make, Zimmermann explains. The larger challenge for MTM was the integration of a new CNC technology platform that was new to the company.
Bill Henderson, MTM’s manager of large machining and maintenance, agrees that the decision to change to a Siemens CNC platform integrated with advanced part and tool probing was critical, because the shop manages constant changeovers from one complex job to the next, making setup times a critical time/cost constraint for the company. Another big advantage is the increased flexibility by only having to train machinists and maintenance personnel on one type of control.
 Henderson went on to say “the decision to change to a new control has signaled higher expectations for the company, along with new challenges for those who program, operate and maintain the company’s big machines.
Henderson went on to say “the decision to change to a new control has signaled higher expectations for the company, along with new challenges for those who program, operate and maintain the company’s big machines.
Naturally, there’s a resistance to change,” Henderson says. “People are comfortable with what they normally run, but after our discussions with the people on the plant floor, they understood the overall objective. Our retrofit program is not finished, yet it’s already showing tremendous benefits.”
Heads-up interchangeability

An advantage MTM gained by its retrofit strategy has been the ability to interchange heads and rotary tables from machine to machine. Easy-to-use head storage and tool management programming provided by the Siemens CNC platform support the new interchange capability.
Retrofitter Doug Huber says having Siemens as a new CNC technology partner has made a difference for Major Tool & Machine, but it’s also been an evolutionary uplift for his own retrofitting company, Indiana Automation.
“Indiana Automation has increasingly retrofit using Siemens controls in recent years, Huber explains. “On a retrofit, we always try to exceed what the original machine could do, and that’s just kind of inherent when you put on a Siemens 840D. Major Tool’s first retrofits were the Cincinnati U5 machines, a bridge model and two gantry models. These are five-axis machines and five-axis is the 840D’s forte. The processing power of the control is so much better, that it just whips through the blocks faster. So right off, cycle time is a major performance enhancement.”
Huber says something else happened this time. As his firm finished retrofitting the first three giant machines with Siemens five-axis controls, drives and motors, the reaction within the company was not just that the machines were now predictably more efficient, but that they performed as very different machines. A new advantage is the ability to interchange machining heads from machine-to-machine, and all driven by the Siemens CNC platform.
“On many of the U5 machines, the axes come off with the heads,” Huber explains, “and we rebuilt these machines to accept any one of three different heads. That’s one of Major Tool’s key strategies. They insist on having flexible machine capabilities, so that they can run all kinds of different parts. They have straight heads for serious metal cutting, contour heads for five-axis work and finesse work. They have 90-degree heads for more flexibility than a straight head, but it’s also not as fragile as the contour head. And they wanted to interchange all of these heads to automatically go pick up a head out of the shuttle and, on the fly, reconfigure the axes and the zero positions. To do this, the compensation tables all had to be updated. Everything needed to be done with the macro program so that each head came on ready to run.”
The interchangeable head strategy was a challenge, Huber says, because the machines were not originally capable of sharing heads. But with support from Siemens, the strategy has worked, including the ability to interchange rotary tables as well as heads. “Each head or rotary table has a configuration file that has all the settings and compensations and travels with it from machine to machine. So now when you mount that head the control just runs the configuration file that goes with it and its all set up for you. We also incorporated Siemens Tool Management for each machine’s 60-pocket tool chain. We used the feature on these machines to manage all the different tooling MTM uses, both in the automatic tool changer as well as the ones manually loaded.”
Huber says, “MTM’s ability to smoothly transition to more advanced CNC is largely due to the HMI’s ease of use. The Operate interface is a huge help to us and to Major Tool. The HMI helps make better parts. And it didn’t take very long for the operators to fall in love with it.”
Leveraging the machinist’s skills

Central to MTM’s retrofit program has been the Siemens SINUMERIK 840D sl control, which features the SINUMERIK Operate interface. The highly intuitive interface enables both programmers and operators to easily capitalize on the broad capabilities of the control.
“I had never used a Siemens control before,” admits MTM machinist Mike Burthay. “I have extensive knowledge of G-code and CNC controls and I would say the Siemens 840D sl with the Operate interface is the easiest one I’ve ever run. It’s user friendly, that’s exactly the words for it.”
Burthay reports several ways in which the Siemens SINUMERIK Operate interface has made his life easier. “There’s not as much G-code,” he says. “The control does it all for you as long as you put in the parameters as to size, length, width. Then once you’re in Job Mode, there’s a screen where you can tool change or jog the machine around to certain positions, or turn the spindle on, turn the coolant on, anything that traditionally required G-code. So now you can push a cycle stop button to pause the machine, enter a change such as turning coolant on, then restart the program.

Programming as easy as 1-2-3: Using the SINUMERIK Operate interface, a machinist can turn on coolant flow by 1) pressing Cycle Stop to stop the machine, 2) Coolant On, and 3) Restart.
“Another function I love is Block Search, which allows me to start or restart right in the middle of a program. Say you’re finishing a pocket and you have to run the tool two or three times to get a tight tolerance, I can enter in a line number and hit Block Search, the control picks up every line before that, restarts the spindle and everything for you.”
Burthay says the Siemens control also enables him to program parts right on the machine whenever necessary, using a simple yet robust program called ShopMill. “I can go into ShopMill, type in some parameters and it will kick out that G-code program for me automatically. Say I want to drill a hole two inches deep. I open ShopMill, pick my tool, tell it the depth and these steps are all interactive on the screen. It even shows me 3D motion images of the tool path, confirms the drill going down as expected into the part. So I hit go and it puts a drill cycle into the program for me.”
Programmed for collaborative growth
Lead Programmer, Tim Hayden, has from the beginning conducted all processor setups for the newly retrofitted machines. Hayden says integrating the Siemens CNC platform has been an empowering experience he had not expected, given the fact that he had never before set up a post processor to run a Siemens control, nor had he ever before operated a Siemens control.
“Now, when I look at the Siemens control, I think man, it would have been so much better to have had it all along,” Hayden says, “because the other control I’ve been using is just a lot more cryptic. The Siemens control with the SINUMERIK Operate interface is more powerful for writing macros and the language seems modern, whereas the other control seems like it is still based on an old FORTRAN type language.”

Work offsets for compound angles can be scaled and rotated using the Frames function of the Siemens SINUMERIK Operate interface. Many advanced machining operations can be managed simply, without the use of time-intensive manual G-code programming.
Hayden points to the Frames coordinate and offset programming function of the Siemens interface as an example of improved programming convenience.
“We do a lot of work on compound angles,” Hayden explains, “and with the Siemens Frames function, you can scale and rotate your coordinate system on the control, just plug it in with your work offsets. Whereas, on the other control you will see a G54 request, you’ve got to enter G-code. You can’t just plug it into your work offsets like you can with the Siemens control.”
Hayden says the SINUMERIK Operate interface brings greater programming flexibility. The HMI enables him to enter G-code using a comparatively more advanced manual data entry (MDI) function; however the HMI has all but eliminated the need for G-code entry by way of its intuitive design and evolved capabilities.
Another example of such HMI evolution is in the area of data management.
“When we post a program, we no longer have to use a G-code based MDI,” Hayden explains. “We no longer need to type in T= and enter a nine digit number and then enter M6 to make a tool change. With the Operate HMI, you pick your tool off a screen and hit cycle start. It’s just as easy to program going to a position. Instead of doing things the old way by typing G0X0Y0Z0 into the MDI, you open the Operate interface, click position, then click how you want to wrap it and then you just type the numbers into those fields. So it’s a lot more user friendly.”
Hayden says the Siemens CNC platform has supported greater collaboration at MTM between him and the machinists, and this is helping the company find ways to increase performance and efficiency. He agrees with his coworkers’ assessments that shorter setup times and greater operator freedom are making a significant difference.
“One of our production bottlenecks has been programming,” Hayden says. “The machinists that run our machines are professionals, they’re not button pushers, and with the SINUMERIK Operate interface, we can now rely on them to control and program certain parts right on their machines, while we programmers work on the more complex projects.”
“Siemens was the best fit for all of us,” Hayden concludes. “Siemens CNC is set up as an open control, and with that kind of flexibility, it seems anything is possible.”




See Siemens CNC at Major Tool & Machine in action HERE!
For more information, contact:
SIEMENS INDUSTRY, INC.
MOTION CONTROL
MACHINE TOOL BUSINESS
John Meyer
Manager, Marketing Communications
Siemens Industry, Inc.
(800) 879-8079 ext. Marketing Communications
www.usa.siemens.com/cnc
SiemensMTBUMarCom.industry@siemens.com
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue readingMachining center used at University of Hawaii Institute For Astronomy to produce one-off diffraction gratings for remote sensing instruments used with telescopes and other research instrumentation

University of Hawaii Institute For Astronomy telescopes are able to see the solar system and into deep space with greater clarity than at any other location on the planet, according to Dr. Ritter.
When you enter the laboratories at the University of Hawaii’s Maikalani Institute For Astronomy (IFA) Advanced Technology Research Center on the island of Maui and hear talk of light years, dark energy and space telescopes, it quickly becomes apparent that this is not your typical machine shop. The machining for instrumentation developed here involves some of the most sophisticated techniques on Earth, which is a pun of cosmic irony, as the workpieces produced here are primarily used to help evaluate happenings in deep space.
The Maikalani facility provides laboratory workspace for Physicists and Astronomers performing advanced  metrology and optical fabrication, novel optics design, optical/infrared sensor development and a creative workspace. Maikalani literally means, “knowledge we gain from the cosmos.” As the Lab Director, a world-class physicist, Dr. Joe Ritter explains, “At the IFA, our excellent staff and faculty invent, design and build novel instruments for use in state of the art telescopes. Among other technologies, we are working to develop a novel generalized conformal diffraction grating. Gratings are optical components used to split light into component colors for the study of the chemistry of stars.” Ritter and his assistant John Valliant are also the machinists. They exchange their hats from physicists to milling machine operators, using a Spinner MC650-5A, equipped with Sinumerik 840D solution line CNC, to produce parts from high-conductivity copper and aluminum 6061-T6 grades, among other alloys.
metrology and optical fabrication, novel optics design, optical/infrared sensor development and a creative workspace. Maikalani literally means, “knowledge we gain from the cosmos.” As the Lab Director, a world-class physicist, Dr. Joe Ritter explains, “At the IFA, our excellent staff and faculty invent, design and build novel instruments for use in state of the art telescopes. Among other technologies, we are working to develop a novel generalized conformal diffraction grating. Gratings are optical components used to split light into component colors for the study of the chemistry of stars.” Ritter and his assistant John Valliant are also the machinists. They exchange their hats from physicists to milling machine operators, using a Spinner MC650-5A, equipped with Sinumerik 840D solution line CNC, to produce parts from high-conductivity copper and aluminum 6061-T6 grades, among other alloys.
 Since the Spinner is used at the IFA exclusively for precise one-off parts, the search for the right machine focused on equipment that had among the industry-highest standards of accuracy and precision. The novel conformal gratings under development at the lab are designed with variable pitch and spacing dimensions to correct optical aberrations and also focus and split infrared light for future deep space spectroscopy instrumentation.
Since the Spinner is used at the IFA exclusively for precise one-off parts, the search for the right machine focused on equipment that had among the industry-highest standards of accuracy and precision. The novel conformal gratings under development at the lab are designed with variable pitch and spacing dimensions to correct optical aberrations and also focus and split infrared light for future deep space spectroscopy instrumentation.
As Ritter explains, “Accuracy is everything in optics. Most of the machining centers I evaluated were in the +/-25 micron (~0.001”) range for accuracy. We settled on a 3+2 axis machine with 100 nanometer precision scales with interferometric remapping on the 840D sl CNC. Because we do experimental fabrication work and optics typically need to be made to micron level tolerances, it was imperative to have a feedback control on the machine tool with a known accuracy and predictable degrees of variation.” As an example, though not suitable for visible light, the optics Ritter discussed required accuracies of a few microns-good enough for infrared optics. Other technologies being developed by Ritter at IFA include novel photonic meta-materials for future space telescopes intended for studying exoplanets and the evolution of our universe.
Dr. Ritter cited the age-old challenge for educational  and research institutions, when searching for such precision machinery, namely, budget constraints. In this case, the lab was fortunate, according to Ritter, as they became aware of a demo machine from Spinner, available from Lois Hill and Robert “Mac” McPherson of MacHill Machinery in South Carolina. During the purchase and commissioning, Ritter emphatically noted, “The Spinner technician Herr Siegfried Jungk, who trained us, was exceptionally talented and particularly knowledgeable and helpful. Ritter also noted that the Siemens ShopMill software included with the CNC package, was “…an easy-to-use program for getting the multi-axis machining up and running for basic drilling and facing.”
and research institutions, when searching for such precision machinery, namely, budget constraints. In this case, the lab was fortunate, according to Ritter, as they became aware of a demo machine from Spinner, available from Lois Hill and Robert “Mac” McPherson of MacHill Machinery in South Carolina. During the purchase and commissioning, Ritter emphatically noted, “The Spinner technician Herr Siegfried Jungk, who trained us, was exceptionally talented and particularly knowledgeable and helpful. Ritter also noted that the Siemens ShopMill software included with the CNC package, was “…an easy-to-use program for getting the multi-axis machining up and running for basic drilling and facing.”

Sample parts produced on Spinner machine, mostly copper and aluminum, include many that become diffraction gratings used on highly sensitive instruments for deep space exploration projects
While invariably the smart guys in any room, Dr. Joe and John Valliant are not machinists by trade, so they were using both Shopmill and CAD/CAM programs like Mastercam with the highly-specialized G-code generator and post-processor needed to create precision path cuts, then running them directly on the mill to quickly begin cutting, an absolute necessity in their one-off world of custom parts.
“For some optics, the millions of coordinates we use for every workpiece are pushing the control to the limit, but it responds well. Plus, the teach-in functionality of the Sinumerik 840D sl CNC and its software package keep us running very efficiently,” according to Valliant, who worked in the lab as a University of Hawaii-Maui college student and has learned CNC machining on the go. In an environment where 0.1 of a wavelength of light is the desired target for accuracy, this is no small achievement. Valliant adds, “Once you’re comfortable with this machine and the control, the process is very intuitive.”

Photo Credit: Rob Ratkowski
Dr. Ritter, who is constantly pushing the boundaries on novel orbital space telescope designs, notes that the state of Hawaii and the island of Maui in particular have some of the best conditions on Earth for nighttime telescopic observation, as well as the best in the world for daytime solar viewing. The National Science Foundation will soon build the world’s largest solar telescope on Maui. Maui is a little known hotbed of technology development. In addition to solar research and deep space observations, the Institute for Astronomy partners with many nations to push the boundaries of human knowledge, while training future scientists.
 Currently, the Institute is engaged in developing technology to make other new scientific discoveries possible. They include the largest camera on earth, new high contrast off axis telescopes, instruments using electronic cameras and spectrographs for the telescopes on Mauna Kea, Haleakala and, in Chile, detectors such as ultra-sensitive mega-pixel infra-red CCD arrays, plus adaptive optics to help overcome the image blurring caused by Earth’s atmosphere. Knowledge gained from the cosmos depends on maintaining Hawaii’s dark skies. Another initiative by Ritter, who chairs the Maui County Outdoor Lighting Committee, includes the development of novel efficient low light pollution outdoor and street lighting to preserve endangered species sea turtles and migrating seabirds as well as to preserve dark skies for Astronomy (see www.EcoScienceLighting.com).
Currently, the Institute is engaged in developing technology to make other new scientific discoveries possible. They include the largest camera on earth, new high contrast off axis telescopes, instruments using electronic cameras and spectrographs for the telescopes on Mauna Kea, Haleakala and, in Chile, detectors such as ultra-sensitive mega-pixel infra-red CCD arrays, plus adaptive optics to help overcome the image blurring caused by Earth’s atmosphere. Knowledge gained from the cosmos depends on maintaining Hawaii’s dark skies. Another initiative by Ritter, who chairs the Maui County Outdoor Lighting Committee, includes the development of novel efficient low light pollution outdoor and street lighting to preserve endangered species sea turtles and migrating seabirds as well as to preserve dark skies for Astronomy (see www.EcoScienceLighting.com).
Mac McPherson, the Spinner machine dealer and importer for North America, adds, “We do  considerable business with academics and it’s always challenging, owing to the unique nature of their machining needs. In this case, an optic grid pattern with high accuracy was the biggest hurdle. We were able to supply the Spinner demo machine within budget and with the proper tooling included. The lab actually built their own custom fixturing for their work and Siemens helped to develop a special post-processor program.”
considerable business with academics and it’s always challenging, owing to the unique nature of their machining needs. In this case, an optic grid pattern with high accuracy was the biggest hurdle. We were able to supply the Spinner demo machine within budget and with the proper tooling included. The lab actually built their own custom fixturing for their work and Siemens helped to develop a special post-processor program.”
“Na Kilo Hoku” means “the watchers of the stars” and the instrument components made here certainly help them do just that — and also gain knowledge from the cosmos for us all.
For more information on this story, please contact:
Joe Ritter, Ph.D
Physicist and Lab Director
University of Hawaii Institute For Astronomy
Maikalani Advanced Technology Research Center
34 Ohia Ku St.
Pukalani, HI 96768
Phone: 808-573-9521
Web: www.ifa.hawaii.edu
Or
Robert McPherson
MacHill Machinery Solutions, LLC
(dealer for Spinner machines)
2245 C-132 Ashley Crossing Drive
Charleston, SC 29445
Phone: 843-873-6888
Web: www.machillmachinery.com
Or
SIEMENS INDUSTRY, INC.
DRIVE TECHNOLOGIES
MOTION CONTROL
MACHINE TOOL BUSINESS
390 Kent Avenue
Elk Grove Village, IL 60007
Phone: 847-640-1595
Fax: 847-437-0784
Web: www.usa.siemens.com/cnc
Email: SiemensMTBUMarCom.sea@siemens.com
Attention: John Meyer, Manager, Marketing Communication
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue readingBOOTH E-5010
 CHICAGO — At this year’s International Manufacturing Technology Show (IMTS) in Chicago, Siemens will introduce new solutions and services for machine tool manufacturers and end-users. Under the theme, “Productivity in Motion,” the presentation will focus on turnkey solutions for the job shop, aerospace, automotive, mold/die and medical part manufacturing industries.
CHICAGO — At this year’s International Manufacturing Technology Show (IMTS) in Chicago, Siemens will introduce new solutions and services for machine tool manufacturers and end-users. Under the theme, “Productivity in Motion,” the presentation will focus on turnkey solutions for the job shop, aerospace, automotive, mold/die and medical part manufacturing industries.
For machine tool builders and end-users, Siemens will exhibit the newest innovations in CNC (Computer Numerical Control), motor and drive technology, as well as new value-adding services ranging from condition monitoring and manufacturing IT to innovative solutions for CNC training and machine tool retrofits.
Highlighting the booth for attendees will be a raffle to win a Harley-Davidson motorcycle, as well as the opportunity to register for a 60-day free trial license on Sinutrain, the full suite of Siemens CNC training modules.
NEW CNC SOLUTION FOR THE SHOPFLOOR
New at IMTS 2012, Siemens will introduce a shop floor CNC specifically designed and engineered for the 230V, three-phase) economy-priced market, with up to three-axis plus spindle control capability in milling or turning applications. Offered as a package with Siemens Sinamics drives and Simotics motor solutions, this new control will be demonstrated on a knee mill, during the show. This new CNC will be available for both OEM machine builds and in-the-field retrofit.
SOLUTIONS FOR THE JOB SHOP
Introduced at IMTS 2010 and already a world-class force in the mid-range machine tool market, the Sinumerik 828D will be running on various machines and simulators in the booth. New for IMTS 2012, the Sinumerik 828D BASIC T (turning) and BASIC M (milling) will also be on display, expanding this range of Siemens CNC to enhance job shop performance in all segments of this market.
The Sinumerik 828D BASIC T is designed to address the needs of shopfloor turning machines.
It combines CNC, PLC, operator panel and axis control for five axes/spindles, including live tooling. Milling and drilling operations on a turning machine, both for face and peripheral surfacing, are therefore possible. In tandem with the new Sinamics S120 Combi drives package, the 828D BASIC T represents a new level of efficiency and virtually maintenance-free operation, as the fans, hard disks and batteries of past CNC generations are eliminated.
Likewise, the new Sinumerik 828D BASIC M class features the same quality performance as the T class, for use on milling machines. Even in complex moldmaking operations, mirror-smooth surfacing and reduced machining times are enabled. Again, in tandem with Sinamics S120 Combi drives package and Simotics feed and spindle motors, the 828D BASIC T will operate a milling machine at the highest level of performance possible. Superior axis and spindle dynamics within a broad speed bandwith yield quality workpieces, every time.
All the other benefits of the Siemens CNC family, including the Sinumerik Operate graphical user interface platform as well as ShopMill and ShopTurn easy programming are offered in these new 828D CNCs.
The Sinumerik 828D is capable of full graphical, high-level language command and supports ISO programming that is customary in the United States. This control family is ideal for single-part and small-batch production. Programming time can be further reduced for small-batch production with the use of the ShopMill and ShopTurn graphical workstep programming system, while high-level language programming can be used in conjunction with programGuide to significantly reduce programming times for large-scale serial production.
Also included with this expansion of the Sinumerik 828D family of CNC, modern PC and mobile phone technology are also available to the mid-range machine tool. Extensive online help animations and a new type of input prompting system with moving picture sequences provide the basis for exceptional user convenience. USB, Compact Flash (CF) card and Ethernet ports enable high-speed data transfers onto storage media or integration of the control system into corporate networks.
Through the use of its Easy Message functionality, the Sinumerik 828D family offers production status monitoring by text messaging (SMS). Depending on the recipient’s profile settings, the machine tool can transmit information about workpiece machining status, report on the tool condition currently in use and send machine maintenance bulletins to a mobile phone, anytime and anywhere. These combined functions are designed to help keep machine downtime to a minimum.
STILL THE HIGHEST STANDARD IN CNC
Still the highest technology standard in the industry, the Sinumerik 840D sl CNC makes
another series of advancements, all being demonstrated at this year’s show. The system platform
offers a comprehensive range of functions for machine tools. This universal control covers wide-ranging machining technologies used in metalworking operations such as turning, drilling, milling, grinding, laser machining, nibbling and punching, plus it can be used in multi-tasking machines such as turn-mill or mill-turn centers. Whatever the application, Sinumerik 840D sl leads to maximum productivity for the job shop or industrial-scale production department, as well as optimum surface quality for all mold and tool building applications.

Sinumerik Operate
Sinumerik Operate is the graphical user interface that provides an integrated milling function for turning machines or integrated turning function for milling machines.
With the benefit of modern touchscreen operation, the new Sinumerik operator panel OP 019, now extended to include the new Power Control Unit (PCU) 50.5, allows high-speed key actuation at the large 19-inch glass front, which conforms to the IP66 protection rating. Another new feature of the OP 019 design is the wide LEDs, which allow the operator to clearly visualize every key actuation, no matter what the angle of vision, and an integrated key lock helps safeguard against operating errors. The new operator panel is able to provide a basic machine display with three or four channels showing up to 13 axes.

Sinumerik Ctrl-Energy
Sinumerik CTRL-E is the new green high achievement in CNC operation, designed for the strict requirements of the international energy efficiency standard EN16001. It provides a full assessment of the energy consumed by the machine tool in every cycle, on every part produced and throughout the machine’s life cycle. Specific power loads can be shut down automatically during downtimes, plus generated braking energy can be stored or fed back into the power grid. In this way, Siemens Sinamics drives package are achieving up to 99% energy efficiency, while Simotics motors are likewise running 90%+ levels, unprecedented in the machine tool market previously.
Sinumerik Integrate is an onboard CNC solution that allows machine tool data to be integrated quickly, simply and reliably into other company processes. This IT integration of production processes allows managers, machine operators, part programmers, maintenance engineers and machine tool builders to be inter-connected with each other and integrated into the overall system by means of defined processes. Sinumerik Integrate facilitates this network by concentrating IT-related functions into a single process suite, using six different available modules that cover every aspect of the machine tool integration process.
SOLUTIONS FOR AEROSPACE
For the aerospace market, the Sinumerik 840D sl is the latest in CNC technology that increases performance and user productivity. It is a universal and flexible CNC system featuring the innovative Sinamics S120 drives that can be used with up to 31 axes. It is a distributed, scalable, open and
inter-connecting system, offering a wide range of specialized functions for milling, drilling, turning, grinding and handling technologies, with full kinematic transformations for optimum machining and surface quality.

Sinumerik 840D
The Sinumerik 840D offers users innovative features that increase productivity on the manufacturing floor, especially the challenging segments of high-speed and five-axis
aerospace machining.
Connectivity is the watchword in aerospace at this year’s show. From a single solution provider, machine builders and end users alike can enjoy full and seamless connectivity of their CNC and PLC technologies, plantwide and worldwide among facilities, as Siemens provides its international network of support to all facilities, in all operating and conversational languages. Hardware and software solutions from a single source are available, to the scale and scope needed by any aerospace OEM or tier vendor.
SOLUTIONS FOR AUTOMOTIVE
In the automotive industry, Siemens continues to solidify its position with the Transline System Solution, the solution for automotive powertrain. This system integrates diverse metalcutting technologies such as milling, drilling, turning and grinding, and the assembly of powertrain parts, under a common system architecture. With the introduction of the Flexible Assembly Configuration System (FACS), Siemens has now also streamlined the line changeover world in dramatic fashion. What took weeks now takes hours.
Based on the new Sinumerik 840D sl, Simatic PLC and Simotics motor technologies, Transline solution line transforms the company’s concept of “productivity in motion” into a real-world application for total factory automation. By specifying Transline, machine tool users benefit from faster start-up times, better equipment serviceability and increased productivity. Operator cross-training and workcell operation are further enhanced.
SOLUTIONS FOR MANUFACTURING EXCELLENCE
During the show, Siemens will also have displays of its Totally Integrated Automation (TIA) services, as well as Siemens Safety Integrated and other production network offerings. TIA Portal, enables the design and configuration of all process automation from a single computer screen, along the entire process supply chain. Siemens Safety Integrated for Factory Automation comprises advanced drive technologies, automation systems, operator control and machine monitoring, fail-safe communications and safe industrial control advancements.
SOLUTIONS FOR CNC TRAINING, CUSTOMER SUPPORT AND MOBILE APPS
SinuTrain, the Siemens package of CNC training software on CD-ROM, provides milling and turning machine operators with a high degree of practical hands-on experience, prior to using the CNCs on their actual machines. It is designed to run on Windows XP or Windows 7 operating systems and is the optimal solution for machine tool control-identical simulation training. It installs and operates with less memory, so other work can easily be accomplished during simulation of the machining.
With SinuTrain, actual NC programs are developed and simulated, using a direct connection to the company’s CAD systems to further speed the program generation protocol. In this way, machine tool operators not only learn the control language commands, but they also visualize part programs on a PC screen that are identical to the actual machine screen. As a further benefit, programs generated through SinuTrain on the PC software can then be used on the machines.
A FREE 60-DAY TRIAL LICENSE of Sinutrain will be available to all show attendees.
My Documentation Manager allows Siemens CNC users to customize online service and operations manuals to suit their specific machine tools.
New mobile apps for iOS and Android devices that are now available from Siemens will be demonstrated, including Easy CNC with G-code compatibility conversion, Motion World, the Siemens customer magazine for CNC automation and CNC4you.
Other exhibits on display in the Siemens booth include the new Simotics 1FK7 / 1FT7
high-inertia servomotors, the 1PH8 main spindle motor, linear motors and direct-drive torque motors that contribute to the increase in machine performance. The exhibition will also focus on machine tool retrofit, field service, customer service, spare parts and repair, all of which support the machine tool builder and end-user. Special displays will also feature Siemens solutions for medical part manufacturing and power generation.
In the booth’s theater area, educational seminars about CNC technology, Product Lifecycle Management (PLM) developments, factory automation and more will be presented.
Finally, Siemens will have active participation in the Automation Pavilion being held at IMTS 2012, directly adjacent to the Siemens booth in the East Hall.
For more information about Siemens CNC solutions for the machine tool industry, visit our website: www.usa.siemens.com/cnc.
Please forward all inquiries to:
SIEMENS INDUSTRY, INC.
DRIVE TECHNOLOGIES
MOTION CONTROL
MACHINE TOOL BUSINESS
390 Kent Avenue
Elk Grove Village, IL 60007
Phone: 847-640-1595
Fax: 847-437-0784
Web: www.usa.siemens.com/cnc
Email: SiemensMTBUMarCom.sea@siemens.com
Attention: John Meyer, Manager, Marketing Communication
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue readingSiemens Sinumerik 840D is the control of choice on turning, grinding and turn/grind models, resulting in substantial savings for its customer and EMAG

VL Series vertical turning machine from EMAG, with short loading and cycle time
EMAG L.L.C. is the U.S. subsidiary of a major German machine tool builder who specializes in machine tools for the production of automotive, off-highway, agricultural and oil field components. The company’s equipment ranges from basic prismatic part turning centers to large workpiece, five-axis machining centers, gear hobbing machines and alternative cutting equipment such as lasers and electro-chemical machining centers. This wide variety of machine tools requires an assortment of control technologies to power and manage the motion. For one recent customer requirement, where a major agricultural equipment builder in Iowa needed grinding, turning and turn-grind machines, EMAG looked to its longtime partner Siemens for a standardized CNC solution.
CEO Peter Loetzner put it simply, “We needed to devise a control solution that would satisfy all the needs of the various machines we were supplying to this demanding customer, based on a common platform, to enable easier design, integration, start-up, commissioning on-site and training for our customer’s operations and maintenance personnel.” After reviewing the entire line of CNC offerings from various suppliers, the decision was made to use the Siemens Sinumerik 840D CNC for all of the grinding, turning and turn-grind machines to be supplied. Collaboration was a key element in the decision-making process, as Loetzner explains.
“The control we selected offered great flexibility in application, which was very important to us and our customer. They were seeking a scenario that would allow considerable cross-training of their operators, who might run a turning center one day, then a grinding or turn-grind center the next.” Loetzner further noted the control chosen offered his machine designers and the customer’s production management team an enhanced remote monitoring feature, so changes could be made on the fly with very little downtime. As a result, over 20 machines of various sizes and styles can be monitored over a wireless network, enabling process engineers to see what the operator sees on each machine.
Furthermore, owing to the global capabilities of Siemens, Loetzner commented on the control’s ability to function

Universal VLC machine does turning, milling, grinding and drilling
in U.S., German and even Asian factories with seamless data integration. Regardless of the machine tool’s location, EMAG and its customer are able to monitor the performance of any particular machine and even report comparative production data from one continent to another. Because it sells into every industrialized nation, EMAG “…works with its customers on every aspect of a job, from the order process to tooling usage, materials handling strategies to predictive maintenance. The cultural differences are substantial sometimes and the control must be programmed to adapt to such variations. We have been most satisfied with the help Siemens has provided to us, worldwide, in this area.”
Those differences, he continued, must nonetheless be based on a common technology to streamline the integration of the CNC on the machines under construction.
Loetzner cited specifics from the project referenced in this story. “We were looking at a fairly diverse group of machines being supplied to the customer. Frankly, many of their operators were more comfortable with a CNC that is very popular in the American job shop community. However, we were able to demonstrate the immediate advantages of the Siemens control to them and they accepted our recommendations.” This value proposition, he said, hinged on the greater capability of the Sinumerik 840D to run different machine types, which translated into considerable savings on the training and commissioning side of the equation. Coupled with the remote monitoring and programming aspects of the Siemens control solution, the customer was convinced.

Production VSC from EMAG is a vertical pick-up turning center capable of milling, turning, grinding, drilling, even gear profiling and honing.
More than 75 percent of the EMAG machines at this particular customer are equipped with robotic devices, enabling a lights-out manufacturing scenario, another instance where the Siemens remote monitoring via Ethernet feature benefits both the machine tool builder and its customer alike. Loetzner explains, “Remote monitoring of the machine tools can be done directly through the Sinumerik CNC in a one-to-one exchange between our customer and us. Alternatively, we can communicate with Siemens and our customer in a three-way exchange of machine data and cycle information, all protected through a firewall for security and customer peace-of-mind. That’s important with all our major OEMs, of course.” Loetzner cited one customer in the agricultural machine building market, who’s used the remote monitoring capability of the Sinumerik CNC on a wide variety of EMAG machines for over three years currently, with all data communicated through a single information network, accessible by both EMAG and the control supplier. Significant reductions in downtime, service calls and troubleshooting identification time have been achieved, translating into documented savings for everyone.

Shaft machining is done on a VTC, with full 4-axis machining plus loading and unloading, all controlled by a Siemens CNC.
As a further advantage to the machine tool builder, the space reduction of more than 20 percent in the control, compared to competitive brands, meant a smaller footprint for the machine, further improving the workspace productivity of the EMAG machines for their customer. Especially in brownfield applications, where a limited space is being utilized to maximize production for an OEM, this physical space-savings combines with other advantages of the Siemens control, according to Peter Loetzner. These include reduced wiring and lower power consumption with the attendant lower operating temperatures, due to reduced ambient heat.
At this particular customer, the EMAG machines are used to produce gears, gear blanks, shafts and splines for
powertrain applications. Gear hobbing and synchronous support grinding are among the advanced machining technologies performed here. Heavy, hardened steels are the most often worked substrates.
The specific control used on these machines is the Siemens Sinumerik 840D solution line, a distributed, scalable and open control for up to 31 axes of motion, incorporating the CNC, HMI, PLC, closed loop control and communications functions into a single NC unit. Sinumerik Safety Integrated further provides a comprehensive, yet efficiently packaged suite of personnel and machine protection functions, fully compliant with internationally-accepted standards.
Commenting on the competing brands of CNC often found in job shops worldwide, Loetzner noted that the Siemens communication architecture easily accepts input from such devices, owing to its ability to capture, standardize and transmit all data in a seamless manner through its legacy tracking. “This service is another example of a forward-thinking supplier, such as Siemens, responding to brownfield conditions in the marketplace,” he noted.

Siemens Sinumerik 840D solution line CNC, shown with Sinamics drive package
EMAG machines are used by the majority of American companies for the production of such products in the Agriculture, Earthmoving, Motorcycle and Automotive and subsequent leading TIER1 suppliers. The machine builder has had a presence in the American market for over 20 years and, according to Peter Loetzner, “…we’ve received great support from Siemens, both in Germany and in the United States, for on-site service, application engineering, parts distribution, remote monitoring implementation and communications between our customers and us.”

For more information on this story, please contact:
EMAG L.L.C.
Peter Loetzner
CEO
38800 Grand River Avenue
Farmington Hills, MI 48335
Phone: 248-477-7440
Fax: 248-477-7784
Web: www.emag.com
Email: info@emag.com
OR
SIEMENS INDUSTRY, INC.
DRIVE TECHNOLOGIES
MOTION CONTROL
MACHINE TOOL BUSINESS
390 Kent Avenue
Elk Grove Village, IL 60007
Phone: 847-640-1595
Fax: 847-437-0784
Web: www.usa.siemens.com/cnc
Email: SiemensMTBUMarCom.sea@siemens.com
Attention: John Meyer, Manager, Marketing Communication
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue readingMark Cunningham operates a Gleason gear shaper with Siemens CNC onboard. “It’s very user friendly,” he says.
Using CNC technology on advanced machine tools helps company sell its products worldwide
Roscoe, Illinois is home to many more gear companies than your average town of 10,000 people, but the reason is obvious. During the peak of the machine tool boom in nearby Rockford, it was critical to have these important components made locally. Over the years, that market has changed and so have the gear companies here, each taking its expertise in other directions to offset the decline in local machine tool building.
Forest City Gear Inc. took a different track to remain competitive globally. As Fred Young, CEO of the company, which was founded in 1955 explains, “We decided long ago to do two things. First, to make the very best fine and medium coarse pitch gears in the world, and to do so by using the best machines, people and quality assessment practices possible. Second and just as important, we became committed to reinvesting our company’s profits in newer and better machinery, based on the global standards and the ongoing technical advancements made by machine tool builders around the world.”

Kevin Chatfield has worked on CNC machines for 20 years. Here, he uses a Samputensili gear grinder for internal, external and form grinding. “No other CNC can do all the work the Siemens does.”
This precision gear and spline maker performs nearly every aspect of production in-house, including blanking, turning, hobbing, shaping, milling, gear grinding with form wheels and generating grinding, thread grinding, broaching, honing, straightening, laser marking, magnetic particle inspection, metal-etching, CMM, hardness testing and final surface inspection. Forest City Gear continues to subcontract heat treating and plating. The blanking department, though relatively new, has been expanded several times to keep pace with increasing production. The company boasts nearly every leading brand of gearmaking machine tool on the world market, because, as Young puts it, “We really do put our money where our mouth is, to use that old expression. In a typical year, we invest between 25 and 40 percent of our gross sales back into better gear machines and metrology.”

Brian Turnbull runs various machine tools, including a Hoefler gear grinder, and notes, “The CNC is easy-to-use, very easy to layout and gives me no problems navigating.”
Among the most advanced gearmaking machines in this shop are four Gleason shapers, two Samputensili grinders (form and generating style) plus a Hoefler gear grinder. All these machines have something in common.
At the heart of any machine tool, of course, is the CNC that drives it, controls the motion, detects and integrates all the cutting parameters, feeding back that information to the computer logic of the control to ensure the part being made is as close as possible to the programmed specifications. Meanwhile, the ergonomic or operator-to-machine interaction must always be considered, because a control that’s too difficult to learn and use will result in substantial and costly delays in production. While Forest City Gear has the classic mix of longtime and newer employees, who all bring a variety of computer knowledge and machining skills to the job, this company has consistently sought the most advanced equipment on the market, as part of its “Excellence Without Exception” motto and its practical desire to stay ahead of the competition in the global gear market.

Forest City Gear is among the world leaders in fine and medium pitch gears, selling high-precision applications in medical, aerospace, defense, avionics, instrumentation and performance racing markets.
The control on these machines at Forest City Gear is the Sinumerik 840D from Siemens with specialized gear software. As Young explains, “The extensive gear software developments available are quite remarkable. Most have been a cooperative venture between a machine builder, the CNC builder and folks like us. The result has been software that’s specific to hobbing, shaping, gear grinding and thread grinding.” He also notes features of the Siemens CNC that have yielded positive impacts on the production at Forest City Gear, including “…sophisticated executive software for all machine movements and the fast program reading that allow us to cut and grind much faster, with more options such as reverse direction, segment cutting and combined operations, when compared to other controls we see.”
Company CEO Fred Young notes, “Most of the best gearmaking machines in the world use Siemens CNC and I’ve seen a lot of them, in my time.” He adds the controls have great flexibility, more motion precision and greater diagnostic capabilities than competitive brands he’s used at his company.
Typically, the CNC is used for all axis, rotary and spindle movements and the machine operators particularly appreciate the multiple standard cycles for cutting with degressive feeds, increasing speeds plus special cycles for gear tooth removal and reversing directions to improve finish or reduce cutter wear.
Forest City Gear cuts a wide variety of standard and exotic materials in the production of its gears and splines. These include titanium, Inconel, 4340, 300M, Vascomax 250 and 300, Nitralloy 135M, 9310, 4150, 4140, 8620, aluminum bronze, 13-8, 15-5, 17-4, 316 and 440 stainless, Hastelloy, Ferrium and numerous thermoplastics. The shop can carbide rehob to 60-62 RC and gear grind at all hardnesses.
Kevin Chatfield, a longtime Forest City Gear employee with 20 years’ CNC machine experience, works with the Samputensili grinders and says, “I’ve used all the brands of controls we have here… and for many jobs, no other control can do what the Siemens 840D can do. One example would be the internal, external and form-grinding I do on the Samputensili machine. If the other controls could perform these operations at all, which is doubtful, it would be a very slow process.”
Mark Cunningham, a 12-year veteran of CNC, runs the Gleason machines and notes the controls are very user-friendly. “The screens are easy-to-program and modify, then you get a clear picture of what’s happening at every step in the cycle. The precision is so good, we sometimes need to ‘lie” to the program to get what we want from the machine.”
Brian Turnbull, a newcomer to Forest City Gear, but a longtime machinist, had worked with a competing brand to Siemens CNC and was initially hesitant. “Then, as soon as I saw the easy layout, plus how quickly it could be set-up and go into action, with no trouble navigating at all, I was convinced Siemens was simply a better control.”
Young notes one last point about the CNCs on these machines. “These machine tools produce our most complex parts, including helical splines and internal gears most other shops simply cannot or will not make. The cycle and program read times on the Siemens controls are critical to our production work, plus these are the most expensive machines in the shop, so their run-time cost is the highest.” He adds, “Most of our jobs, though not all, here are short runs on very expensive materials. If the machine takes too long to complete the first part or has repeat rejects, we lose money — it’s that simple. I’m proud to say that neither our operators nor our production supervisors allow that to happen. And the controls on the machines are a big reason why we stay so successful in achieving that accuracy and consistently good part production at Forest City Gear.”
The company has remained among the leaders in the market for high-precision gears, owing to this strategy of buying the best machines, hiring the best gearmakers available and verifying the output of this 100-person shop by using the power of the industry’s leading quality lab, which occupies a cleanroom-level environment in the middle of the factory. As Young explains, “We do checking of our gears and splines at various test stations located throughout the shop, but the final proof resides in our quality lab. Our equipment is so sophisticated, even our competitors often bring us their work to have it checked. It’s one of the things that’s led to our current customer base of about 400 companies, about twenty percent of whom are other gear companies or gear producers themselves.”
For more information on this story, please contact:
FOREST CITY GEAR CO., INC.
Fred Young
CEO
11715 Main Street Roscoe, IL 61073
Toll-Free: 866-623-2168
Phone: 815-623-2168
Fax: 815-623-6620
Web: www.forestcitygear.com
Email: sales@forestcitygear.com
OR
SIEMENS INDUSTRY, INC.
DRIVE TECHNOLOGIES
MOTION CONTROL
MACHINE TOOL BUSINESS
390 Kent Avenue
Elk Grove Village, IL 60007
Phone: 847-640-1595
Fax: 847-437-0784
Web: www.usa.siemens.com/cnc
Email: SiemensMTBUMarCom.sea@siemens.com
Attention: John Meyer, Manager, Marketing Communication
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue reading Kimray, Inc., an Oklahoma City-based manufacturer of control valves and related equipment for oil and gas producing companies, reports an 83% increase in their machining efficiency, achieved largely as the result of recently acquired CNC production equipment.
Kimray, Inc., an Oklahoma City-based manufacturer of control valves and related equipment for oil and gas producing companies, reports an 83% increase in their machining efficiency, achieved largely as the result of recently acquired CNC production equipment.
Founded in 1948 by Garman Kimmell, Kimray operates a 274,000 sq. ft. facility and employs over 400 people to serve its expanding customer base of oil and gas producing companies. Kimray machines iron, steel and aluminum, as well as thermoplastic materials, to build its comprehensive line of control valves, thermostats, energy-exchange glycol pumps, gas-operated pilots and other process control devices. Their products are used to control vessel and lead line temperatures, liquid level inside pressurized vessels, pressure drops and liquid/gas flow.
The company maintains a turnkey manufacturing facility, including dozens of lathes, grinders, turning, milling, sawing and bore finishing/honing machine tools, nearly all with CNC systems onboard. Originally, two machines were purchased, an Emco Maier EMCOTURN 420 MC PLUS and HYPERTURN 665 MC PLUS Lathes, each equipped with Siemens SINUMERIK 840D CNCs and SIMODRIVE 611D drive packages. As their productivity greatly increased, Kimray decided to purchase two more Emco Maier machines to keep up with increased demand for their products.
 The company operates a host system for file storage and back-up on all part production data. As one operator of these lathes observed, “I liked the Fanuc 18i-T CNC we used on other machines in the shop, but, with the SINUMERIK 840D, you can do so much more, such as instant programming and cut and paste operations, while the machine is running or stopped. Each screen allows you to be very detailed about what you’re doing, such as separating your mains from your subs with your part and workpiece programs. I use the Siemens CNC for axis and spindle movements on both machines (Emco Maier 420 Dual Main and Counter spindle Machine and the 665 Main and Counter Spindle Machine). My programs and data can be recessed easily and transferred back to the machines (from the company’s main host system), as needed. I can run my programs out of workpieces and sub-spindles, including milling and stenciling out of the sub-programs. I use the parts program as my way to transfer files and folders to the main system and back again.”
The company operates a host system for file storage and back-up on all part production data. As one operator of these lathes observed, “I liked the Fanuc 18i-T CNC we used on other machines in the shop, but, with the SINUMERIK 840D, you can do so much more, such as instant programming and cut and paste operations, while the machine is running or stopped. Each screen allows you to be very detailed about what you’re doing, such as separating your mains from your subs with your part and workpiece programs. I use the Siemens CNC for axis and spindle movements on both machines (Emco Maier 420 Dual Main and Counter spindle Machine and the 665 Main and Counter Spindle Machine). My programs and data can be recessed easily and transferred back to the machines (from the company’s main host system), as needed. I can run my programs out of workpieces and sub-spindles, including milling and stenciling out of the sub-programs. I use the parts program as my way to transfer files and folders to the main system and back again.”
He further commented on the controls, “On a typical set-up, I like the sensitivity of the CNC. Being able to move the axis only a ten thousandth at a time to a hundred thousandth at a time comes in very handy for me. I also like the program test feature, especially on new programs. Each tool has its own geometry page and up to four offsets, making things much less complicated.”
Lastly, regarding the machine builder, this operator noted, “I received lots of good advice and training from the folks at Emco Maier, especially Doug Poling. He’s also assisted me a few times by phone, when needed.”
 In the manufacture of its oil and gas production controls, Kimray typically machines bar stock of 303, 304, 310, 316 and 17-4 stainless, as well as D-2 tool steel, 6061-T6 aluminum, brass, Delrin and Teflon. Cast iron, ductile, steel, stainless and aluminum are also machined here. The 83% increase in machining efficiency has been achieved, due to these four Emco Maier machines with Siemens CNCs, according to Kimray sources and company production data.
In the manufacture of its oil and gas production controls, Kimray typically machines bar stock of 303, 304, 310, 316 and 17-4 stainless, as well as D-2 tool steel, 6061-T6 aluminum, brass, Delrin and Teflon. Cast iron, ductile, steel, stainless and aluminum are also machined here. The 83% increase in machining efficiency has been achieved, due to these four Emco Maier machines with Siemens CNCs, according to Kimray sources and company production data.
In determining the increase in overall machining efficiency at Kimray, VP of Operations David Hill commented, “Our commitment to run CNC machine tools has long been in place and the addition of the Emco Maier lathes with Siemens controls onboard are the latest steps in this process. We’ve literally had no problems with these machines, the CNC’s or the drives. When Kimray operators can keep running and producing parts in such a way, the impact on our overall efficiency is immediate and substantial.”
Mike Morris, Kimray’s Plant Engineer, added that “the control is strong and easy for the operators to use”. Over the years, the CNCs have been virtually bulletproof.”
From the builder’s perspective, Emco Maier shares Kimray’s appreciation for the performance of its CNC/drive package supplier.
“Our 420 machine enables simultaneous production of two parts without interruption or collision. The digital drives (Siemens SIMODRIVE 611D) produce dynamic performance in both the main spindle and X/Z axes,” commented the company’s Director of Sales Support Operations for Emco Maier USA. “Plus, programming is just the same as on any CNC lathe. Only one program is generated. The program for the second workpiece is simply transferred to the bottom system by means of a selector switch. No additional programming is necessary. As we like to say, twice as nice.”
The 665 Hyperturn machine enables true 4-axis machining plus full c-axis capability on both the main and counter spindles. The 665 uses some of the same programming features, plus the same digital drive system as the 420, but in a larger package.





For more information on this story, please contact any of the following individuals:
KIMRAY, INC.
Web: www.kimray.com Email: info@kimray.com
EMCO MAIER CORP.
Web: www.emcomaier-usa.com
SIEMENS MACHINE TOOL BUSINESS
John Meyer
Manager, Marketing Communications
Siemens Industry, Inc.
(847) 640-1595
www.usa.siemens.com/cnc
SiemensMTBUMarCom.industry@siemens.com
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue reading