
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com

Platinum Tooling, the importer and master distributor of live tools, angle heads, Swiss machine products, knurling and marking tools manufactured by various international suppliers, just announced the release of their new product catalog.
The company’s premium lines include live tools and angle heads from Heimatec, Swiss-type collets/guide bushings from Tecnicrafts, mechanical, air and motor spindles from Henninger and QUICK® knurling and marking tools from Hommel + Keller. Additional products are shrink fit tool holders and machines from Rineck, specialty and adaptive guide bushings from Dunner and broaching tools from REV.
Manufacturing tools for the most popular machine tool builders, Heimatec supplies precision live and static tools in all sizes, ranging from the smallest Swiss-type CNC lathes to the largest live tool lathes. Their angle heads are manufactured to handle the most difficult applications; hence they are ideal for drilling, tapping and milling operations.
Tecnicrafts Swiss-type collets and guide bushings are available in standard and ultra-precision grades with a runout accuracy of 5 microns or less. Bore profiles include round, square, hexagon, rectangle and custom. Guide bushings are chamfered in the back bore and slit to provide smooth guiding and unwanted marks.
Available as air, mechanical spindle and high frequency motor, Henninger speed increasers help maximize productivity by achieving a higher cutting tool rpm that is required for certain applications in today’s marketplace.
The Hommel + Keller QUICK® line offers premium quality knurling and marking tools with special consideration for customer requirements. For both form knurling and cut knurling, QUICK® fulfills the most stringent quality standards and masters difficult tasks, while marking tools make it possible to mark workpieces in seconds on a variety of surfaces and part geometries.
Rineck offers standard and custom shrink fit tool holders with various connections including CAT, HSK, BT, SK, PSC and straight shank extensions. Rineck shrink fit machines are equipped with an elevation cooling system. Heated tools can be moved to a cooling tank with the push of a button. The machine’s smart design keeps accessories stored but close at hand during operation.
A manufacturer of guide bushings for Swiss-type CNC lathes, Dunner manufacturers bronze, ceramic and titane (Meehanite®) guide bushings for customer machining needs. All guide bushings are ready for machine use with finished internal surfaces and geometries designed to offer the best result with nominal size material.
REV broaching tools are ideal for machining simple keyways or internal and external profiles, both teeth and splines. Common profiles, including square and hexagon, are easily achieved and custom profiles are available.
For further information, please contact:
Preben Hansen, President
PLATINUM TOOLING TECHNOLOGIES, INC.
16 E. Piper Lane
Suite 128
Prospect Heights, IL 60070
Phone: 847-749-0633
Fax: 847-749-2445
Email: phansen@platinumtooling.com
Platinum Tooling Technologies, Inc. in Prospect Heights, IL, near Chicago, serves its growing North American customer base with an extensive inventory of machine tool accessories. Its experienced staff is dedicated to providing the most innovative tooling and technology. Platinum Tooling Technologies, Inc. serves the auto, aero, medical, woodworking, composites and other industries, as well as an ever-increasing number of machine tool OEMs, through its network of manufacturers’ representatives. Platinum Tooling is the importer of Heimatec live tools and angle heads, Henninger speeders, Tecnicrafts Swiss-type collets and guide bushings, Hommel + Keller QUICK knurling and marking tools, REV broaching tools and Dunner specialty and adaptive guide bushing systems in North America. In addition, Platinum Tooling represents Rineck Shrink Fit Tooling in the United States and Mexico.


E-Z LOK, a leading manufacturer and master distributor of threaded inserts for metal, plastic and wood, has hired a new sales representative firm in the Southwest area.
Located in Scottsdale, Arizona, Desert Distribution covers Arizona, California, Colorado, New Mexico, Nevada and Utah. The entire line of E-Z LOK products will be sold by the Desert team comprising Jo Ann Morris, David Palmquist and John Wachman. Desert currently handles a wide assortment of fastener lines.

Jo Ann Morris
Jo Ann Morris, the company’s Managing Partner, studied Business at Arizona State University. She has 32 years of experience in the fastener industry, working with fastener distributors, manufacturers and OEMs. Morris’ first job was at Copper State Bolt & Nut Company, as their Regional Sales Manager. She started working at Desert Distribution in 2014 as a Sales Business Development representative. Morris also serves as Marketing Director for the Fastener Training Institute.
David Palmquist is the Sales Manager in California. He has 27 years of fastener experience in manufacturing, outside processing and application engineering. Palmquist previously worked at ND Industries, serving as Manager and General Manager.
John Wachman is the Founding Partner, having started the company in 2001 to provide professional sales representation for engineered fastener and component suppliers.

David Palmquist
Discussing what led Desert Distribution to partner with E-Z LOK, Morris said, “Our core strength is selling proprietary, engineered components and fasteners to all markets. E-Z LOK’s unique designs on inserts to repair threads supplement and complement our other products.” Palmquist added that E-Z LOK offers a quality product that fills a void in the market. Wachman was attracted to E-Z LOK quality and service. He added, “We are impressed with their management team’s honest approach to addressing customer needs.”
Desert Distribution offers sales support, product training and OEM development to distributors, manufacturers and end users, including DIY businesses.
The responsibilities of these sales representatives include generating new business, product training and sales support, marketing and application support on behalf of the manufacturers the company represents.
John Wachman
Morris and Palmquist enjoy working with the team at E-Z LOK and anticipate bringing growth, new brand awareness and business opportunities to their new principal.
Wachman wants to increase E-Z LOK’s business by bringing in new customers to provide sustainable growth.
Regarding his thoughts on this new partnership, E-Z LOK Director of Sales & Marketing, Kyle Lindsly-Roach said, “We are excited to partner with Desert Distribution for the Southwest territory. John, Jo, and David have long been involved in the fastener industry and bring a wealth of knowledge and connections in the growing Southwest market. We look forward to the opportunity to work together and continue to grow the territory.”
For more information, please contact:
Kyle Lindsly-Roach, Director of Sales & Marketing
E-Z LOK
240 E. Rosecrans Ave
Gardena, CA 90248
USA
Phone: 310-323-5613 x221
klindsly@ezlok.com
www.ezlok.com
E-Z LOK is a leading manufacturer and master distributor of threaded inserts for metal, plastic and wood. Inserts for metal include solid wall and helical wire-thread inserts, while inserts for plastic feature press-in and ultrasonic/heat stake designs. Those for wood are die-cast zinc alloy in hex drives for softwood and
brass knife threads for hardwood. A variety of kits are available and feature installation tools, drill bits etc.
E-Z LOK is a third-generation family owned and operated company. Founded in 1956, it primarily sells North American OEM’s, end users and the DIY market through local, regional and national industrial distributors.
Substantial increase of 30% in production resulting from large workspace, cutting capabilities and new generation Heidenhain CNC onboard
Wixom, Michigan- Zimmermann, Inc. has installed and commissioned its FZU37 portal milling machine, with a 5m x 4m x 1.5m workpiece capacity, at Century Tool, a major tool and die manufacturer in Fenton, Michigan and part of the Tooling Tech Group. The machine has already proven its worth, according to the customer’s Director of Manufacturing, Tom Bradford, who notes, “The table size, speed and accuracy of this Zimmermann machine have already increased our capabilities by 30% or more.” Bradford and the operator on the machine, David Hawes, further note the benefits of the Heidenhain TNC7 control, one of the first machine tool installations in America for this advanced CNC, as a key factor in production planning, CAD/CAM integration, cycle performance and data logging. The CNC also features a visual simulator of the cutting path for cycle validation and in-process monitoring.
According to Cornelius Kiesel, President of Zimmermann, Inc., his company was approached for the discussion of a new machine, which would be replacing an existing, smaller machine that was no longer in operation, plus expand the capabilities of other machines on the floor at Century. “We determined the spec of the new machine and its tasks for Finishing and Semi-Finishing. The primary goal was to cut down the immense number of hours for such processes on the very large workpieces at Century, while enabling them to run the roughing process on their existing equipment.”
Kiesel continues, “To keep things simple, we selected the FZU37 machine, so the foundation of the replacement machine could be filled up to make it flush without a major foundation rework. After several conversations and a few adjustments on the accessories, we were able to lock in the layout. These layout improvements allowed us to go even wider for a total of 5000mm x 4000mm x 1500mm (197” x 157” x 59”) of travel, which was 79% more travel in the same amount of floor space. The FZU37 was subsequently ordered with the state-of-the-art spec for an advanced machine shop such as Century, including our Tool Changer, Top Cover, mist extraction, high-pressure coolant, Tool Laser, Touch Probe and more. Century Tool also wanted to step up their control to the new generation Heidenhain TNC7.”
Lastly, Kiesel notes, “Zimmermann also integrated an extended Spindle housing for deeper cavities plus the side walls were raised to create enough clearance and the machine table reinforced for the challenging molds our customer expected to be produced on this machine. When all these machine parameters got worked out and finalized, we completed the machine rather quickly, commissioned it, did the training onsite and helped Tom and his team start up.” Tom Bradford cited Alfio Campagna, project manager for Zimmermann, for his critical help in getting the machine into production at Century, as this was the first Zimmermann portal mill purchased by the moldmaker.
Bradford also commended the Heidenhain team, who provided three days of training on the CNC at their Chicago location and two more onsite at Century. Operator Hawes commented that he had substantial experience on Heidenhain controls, so the training went quickly for him, though the new control has numerous new features, including its Smart Programming, a graphical programming feature that allows the user to draw contours directly onto the touchscreen, after which the CNC converts the result into a Klartext (German for clear text) program. Century uses Visi as its main CAD program and Tebis as its CAM software and Bradford noted the seamless matching of these programs with the onboard CNC software to configure programs and posts made startup and run a smoother process.
In addition, the new CNC offers the user its Component Monitoring feature, which can protect the spindle bearing from overloading, while also detecting increased component wear in the drive train, all while the machine is running. This feature provides valuable data for predictive maintenance and evaluation of the process capability of the machine. This is vital at Century, who uses the Zimmermann machine exclusively for large, one-off mold prep, often removing over 90% of the material from a workpiece, over multiple days of machining.
Also, the ergonomics of the CNC are extremely user-friendly. Screen layouts and touchpad controls can be adapted to suit user preferences.
Finally, the intuitive contour programming is enabled by symbolic gestures on the touchscreen. Since Klartext remains the main format for files and exporting from the Heidenhain control, existing NC programs can continue in use.
Currently, the Zimmermann machine at Century is running on two shifts, often remotely tended in a low-light or lights-out mode.
Tom Bradford comments on the Zimmermann machine performance. “We do a lot of large tools for compression molding of composites and other substrates. We work for a variety of industries, from automotive to heavy truck, off-highway to agriculture, power sports to infrastructure such as water tanks. Century specializes in Class-A exterior body panels, so the surface finish is critical. During the very long runs we do on the Zimmermann, maintaining tight tolerances is key and the machine plus its onboard control technology make that happen for us.”
Brian Czapla, Director of Sales at Century, adds, “The trend toward high-strength, lightweight composites and large dimensioned, unitized parts for auto and heavy truck make this machine a real asset in our operation.”
In use, the typical workpiece on the Zimmermann is P20 steel, the industry standard for molds, as well as various aluminum materials. HSK 63 and HSK 80 are the primary toolholder types, used for cutting and laser touch probing here. Standard carbide cutting tools and inserts are typical, as well.
Bradford further notes, “As a tooling source, we serve the Tier One and OEMs in the manufacturing space. We have a strong reputation in automotive and heavy truck and we’re looking to expand into aerospace and other consumer products as well. As Brian noted, our core strength in composite molds gives us a real advantage in entering these other markets. The Zimmermann machine helps us achieve superior RA finishes with consistent quality, even on much larger structures.”
Century Tool is part of the Tooling Tech Group. With roots that go back over 40 years, Tooling Tech Group (TTG) has grown to be a leading manufacturer of tooling in the United States. They provide solutions for thermoform molding, high compression composite molding, blow molding, rotational molding, die casting and stamping, as well as custom automation systems for assembly, joining and inspection applications in a variety of industrial sectors. TTG comprises Century Tool, Century Automation for post-molding materials handling and assembly strategies, Die Cad for tooling design & simulation, Majestic for production of stamping dies, Tooling Technology for turnkey cast & billet aluminum tooling solutions, Alpha Integration for assembly automation and G&H Tool & Mold for high-pressure die cast molds.
About Zimmermann
Zimmermann is based in Germany and is a leading global high-tech supplier of portal milling machines. These are characterized by huge workspaces, substantial machining dynamics and cutting performance. The company has its North American headquarters in Wixom, Michigan, near Detroit, where it operates a full tech center, offering engineering assistance, commissioning, parts and retrofit services, as well as multiple machines for demonstration purposes. Zimmermann Inc. is headed by President Cornelius Kiesel.
Zimmermann, founded in 1933 by Friedrich Zimmermann, now has over 200 employees worldwide. With its product range, our innovative company has one goal above all: to offer the right solution for our customers and thus be able to guarantee high economic efficiency. “Quality made in Germany and supported locally” is our motto. The company’s special machines are used worldwide in the automotive, aerospace, moldmaking, transportation, off-highway and mechanical engineering sectors.
About Century Tool
Our skill in machining complex geometries and exacting tolerances has positioned Century Tool as a premier composites mold supplier capable of meeting the exceptional surface quality required by manufacturers in the automotive, marine, agriculture, and other industries.
Our Team has mastered the production of molds capable of delivering excellent surface finishes required by Class-A exterior body panels. We have provided the tools used for high-visibility, high-demand vehicles like the Corvette, Jeep, and the Ford Bronco.
About Tooling Tech Group (parent company of Century Tool)
Tooling Tech Group has combined a growing number of industry-leading automation and tooling brands, pooling their collective knowledge and experience to support our efforts to design and build the most innovative automation and tooling solutions for our customers’ greatest manufacturing and product challenges.
Tooling Tech Group is the largest provider of tooling in the United States with 600+ employees, 12 modern facilities and over 1-million square feet of manufacturing space across five states.
We build custom tooling for a variety of applications including thermoforming, compression molding, blow molding, die casting, and stamping, as well as secondary equipment and automated solutions for these applications. We have experience in many industries including automotive, appliance, lawn and garden, agricultural, aerospace, marine, and off-road vehicle industries, among others.
For more information, please contact:
ZIMMERMANN INC.
30587 Century Drive
Wixom, MI 48393
Phone: 248-956-8511
www.zimmermann-inc.com
Ms. Lena Kiesel, Marketing Manager
lena@zimmermann-inc.com
Or
CENTURY TOOL
200 South Alloy Drive
Fenton, MI 48430
Phone: 810-629-0784
www.toolingtechgroup.com
Ms. Amy Stegmuller, Chief Commercial Officer
astegmuller@toolingtechgroup.com









At this year’s AUTOMATE, Siemens is announcing the launch of its enhanced motion control portfolio, featuring SINAMICS servo-drive systems and the new SIMATIC S7-1200 G2 controller, delivering unprecedented performance and flexibility for basic automation applications including handling, moving, positioning and processing.
The new solution combines three key innovations:
“This holistic system approach represents a significant leap forward in basic automation capabilities,” said Craig Nelson, Product Manager, Motion Control, Siemens Industry, Inc.
Key features and benefits include:
The new portfolio offers scalable solutions with various power options:
This cost-optimized solution includes comprehensive safety features, wireless diagnostics capabilities, and seamless integration with the Siemens TIA Portal, making it ideal for manufacturers seeking to modernize their automation systems.
For more information about this new motion control system for basic applications, visit usa.siemens.com/servo-drives and usa.siemens.com/efficient-motion-control.
Siemens Digital Industries (DI) is an innovation leader in automation and digitalization. Closely collaborating with partners and customers, DI drives the digital transformation in the process and discrete industries. With its Digital Enterprise portfolio, DI provides companies of all sizes with an end-to-end set of products, solutions and services to integrate and digitalize the entire value chain. Optimized for the specific needs of each industry, DI’s unique portfolio supports customers to achieve greater productivity and flexibility. DI is constantly adding innovations to its portfolio to integrate cutting-edge future technologies. Siemens Digital Industries has its global headquarters in Nuremberg, Germany, and has around 75,000 employees internationally.
Siemens Corporation is a U.S. subsidiary of Siemens AG, a technology company focused on industry, infrastructure, transport, and healthcare. From more resource-efficient factories, resilient supply chains, and smarter buildings and grids, to cleaner and more comfortable transportation as well as advanced healthcare, the company creates technology with purpose adding real value for customers. By combining the real and the digital worlds, Siemens empowers its customers to transform their industries and markets, helping them to transform the everyday for billions of people. Siemens also owns a majority stake in the publicly listed company Siemens Healthineers, a globally leading medical technology provider shaping the future of healthcare. In addition, Siemens holds a minority stake in Siemens Energy, a global leader in the transmission and generation of electrical power. In fiscal 2022, which ended on September 30, 2022, Siemens Group USA generated revenue of $18.6 billion and employs approximately 45,000 people serving customers in all 50 states and Puerto Rico.
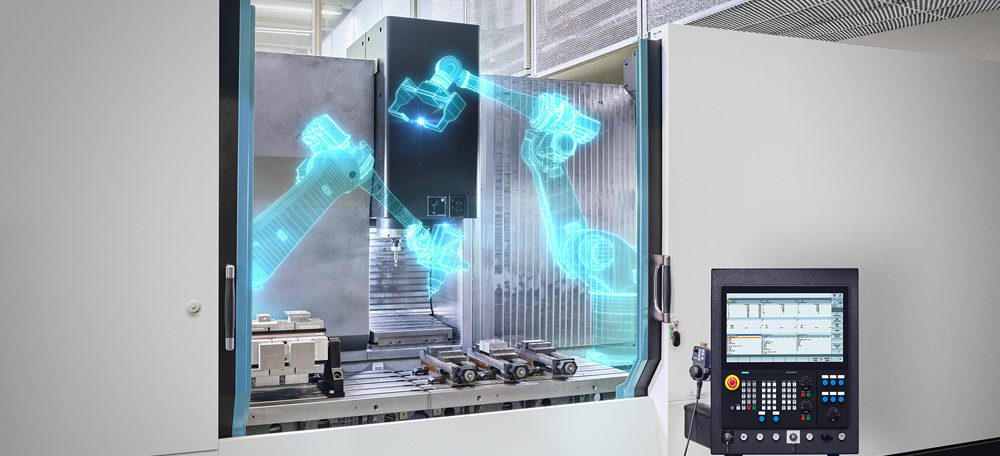
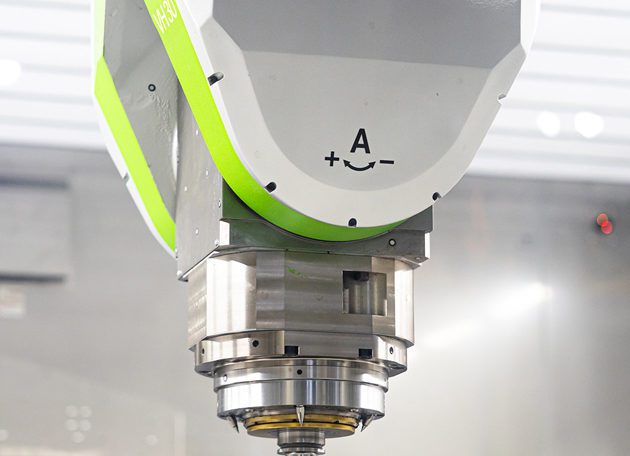
Siemens expands its Run MyRobot platform to allow cost-effective part handling and articulation functions of a KUKA robot directly on the control of the machine tool
In Booth 3232 at this year’s AUTOMATE show in Detroit, Siemens is presenting an automation solution for the busy, multi-tasking job shop, as it demonstrates a digital twin of the software and programming of its popular SINUMERIK 828 CNC, working in tandem with a KUKA robot, to simplify the operation and programming in part handling for the operator. Meanwhile, in nearby booth 4032, KUKA Robotics Corporation will demonstrate the same control and its robot working in tandem on a SYIL vertical milling machine.
Advantages of this development include:
As automation continues to impact the machine tool industry, robots and CNC machines are collaborating even more closely. The number of handling and machining robots (machine tools with robotic kinematics) is continually on the rise and Siemens is leading this movement, as the only automation manufacturer in the world that equips its CNC with the necessary interfaces for robotic integration.
Increasingly more machine shops and operators are seeing that automation is an important asset when striving to achieve consistent workpiece quality and more flexibility on the shopfloor. Digitalization facilitates the higher level of automation needed and the networking
of the components involved. With this new development, Siemens is offering a cost-effective solution that incorporates the KUKA robot functionality with a line of affordable machine tools, in this case, the SYIL brand of machining centers and lathes for small to medium job shops.
As Tiansu Jing, Product Manager, SINUMERIK CNC systems, explains, “The benefits of this development for the busy job shop are many. Setup, programming, operator interface and diagnostics are all improved with this system, as it easily incorporates the KUKA robot with
the machine tool.” The teach-in functions are implemented through the SINUMERIK Operate system on the control, while the proprietary SINUMERIK Run MyRobot capability of the CNC seamlessly integrates with the KUKA robot control. He further noted that, since there is no need to learn robotic programming, start-up time is reduced and the robot’s separate control pendant is eliminated, making the operator’s task simplified. The SINUMERIK CNC’s HMI is used to operate both the machine tool and the robot.
From the KUKA perspective, Ron Bergamin, Key Technology Manager, Machine Tool Automation, comments, “KUKA offers machine tool builders and end-users alike the ability to incorporate advanced robotics into their equipment and onto their shopfloors, with the goal of optimizing productivity and reducing operator workload. Our partnership with Siemens has resulted in the synergy that brought this development to life. It substantially expands the ability of the small and medium-sized shops to utilize robotics in their work environment.”
Siemens Digital Industries (DI) is an innovation leader in automation and digitalization. Closely collaborating with partners and customers, DI drives the digital transformation in the process and discrete industries. With its Digital Enterprise portfolio, DI provides companies of all sizes with an end-to-end set of products, solutions and services to integrate and digitalize the entire value chain. Optimized for the specific needs of each industry, DI’s unique portfolio supports customers to achieve greater productivity and flexibility. DI is constantly adding innovations to its portfolio to integrate cutting-edge future technologies. Siemens Digital Industries has its global headquarters in Nuremberg, Germany, and has around 75,000 employees internationally.
Siemens Corporation is a U.S. subsidiary of Siemens AG, a technology company focused on industry, infrastructure, transport, and healthcare. From more resource-efficient factories, resilient supply chains, and smarter buildings and grids, to cleaner and more comfortable transportation as well as advanced healthcare, the company creates technology with purpose adding real value for customers. By combining the real and the digital worlds, Siemens empowers its customers to transform their industries and markets, helping them to transform the everyday for billions of people. Siemens also owns a majority stake in the publicly listed company Siemens Healthineers, a globally leading medical technology provider shaping the future of healthcare. In addition, Siemens holds a minority stake in Siemens Energy, a global leader in the transmission and generation of electrical power. In fiscal 2022, which ended on September 30, 2022, Siemens Group USA generated revenue of $18.6 billion and employs approximately 45,000 people serving customers in all 50 states and Puerto Rico.




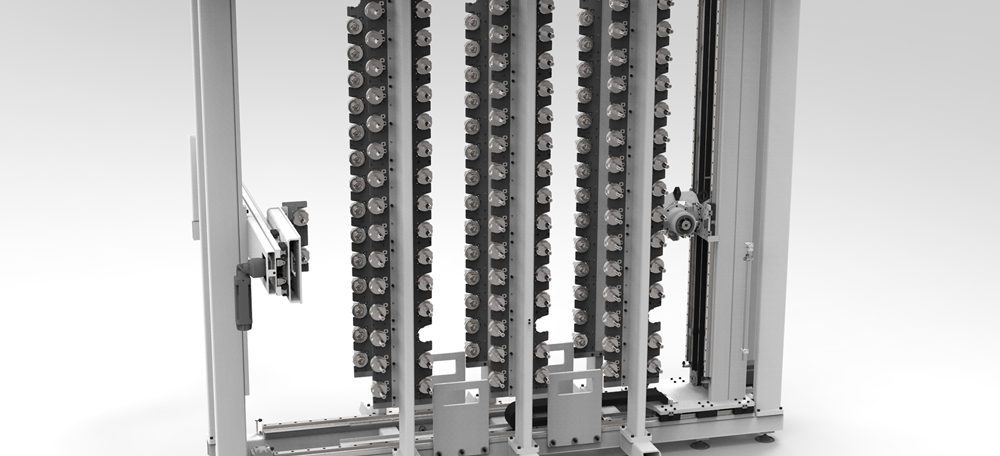
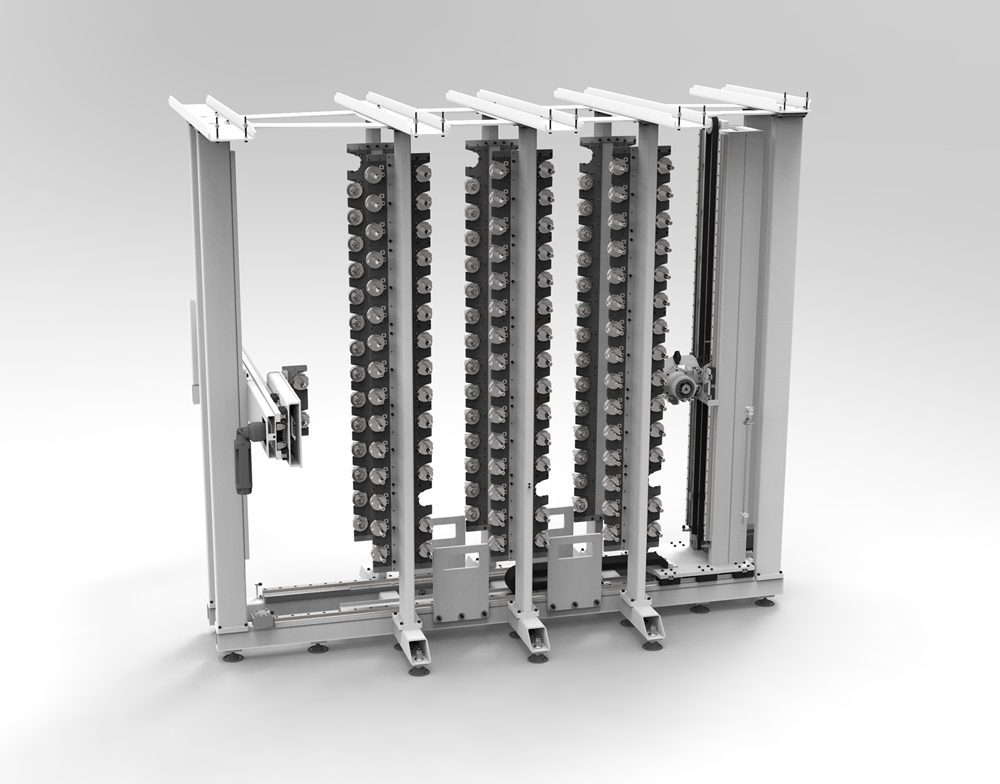
With the FZ rack magazine ZIM Rack, Zimmermann has developed a compact tool changer for its portal milling machines which can be expanded to accommodate several thousand tools. This modularity allows clients to tailor the system precisely to their production without requiring additional storage space.
Tool availability plays a major role in ensuring uninterrupted production for customers. Whether it’s a machine demanding challenging materials or very different components, the right tools must be available quickly and easily due to the high level of wear or diversity. To solve this need, Zimmermann created its own tool changer.
The basic version offers 60 positions and can be expanded in increments of 30 up to several thousand. The operating principle is independent of the number of tools. Thus, the operating personnel have enough space to change all the tools before starting work and to work with them uninterrupted until the next shift. This eliminates the need for a separate storage area.
The tools are stored horizontally in the holders and can be removed via a manipulator. Unlike a conventional chain system, not all tools are moved, but only the necessary ones. Customers can adapt the ZIM Rack to their production. Since both the machine and the changer are from the same source, Zimmermann provides better and faster support when needed.
To see short video of the ZIM Rack, visit: https://www.youtube.com/watch?v=F0a4ygvGqEY
About the company
Zimmermann is based in Germany and is a leading global high-tech supplier of portal milling machines. These are characterized by huge workspaces, substantial machining dynamics and cutting performance. The company, founded in 1933 by Friedrich Zimmermann, now has over 200 employees worldwide. With its product range, our innovative company has one goal above all: to offer the right solution for our customers and thus be able to guarantee high economic efficiency. “Quality made in Germany and supported locally” is our motto. The company’s special machines are used worldwide in the automotive, aerospace, moldmaking, transportation, off-highway and mechanical engineering sectors. The company has its North American headquarters in Wixom, Michigan, near Detroit, where it operates a full tech center, offering engineering assistance, commissioning, parts and retrofit services, as well as multiple machines for demonstration purposes. Zimmermann Inc. is headed by President Cornelius Kiesel.
For more information, please contact:
ZIMMERMANN INC.
30587 Century Drive
Wixom, MI 48393
Phone: 248-956-8511
www.zimmermann-inc.com
Ms. Lena Kiesel, Marketing Manager
lena@zimmermann-inc.com


E-Z LOK, a leading manufacturer and master distributor of threaded inserts for metal, plastic and wood has created a drive tool assortment kit containing a variety of sizes.

Drive tool assortment kit
While these drive tools were already offered individually, as well as in insert kits, this new offering brings everything together in one kit. According to Kyle Lindsly-Roach, Director of Sales & Marketing, “We decided to offer this assortment kit based on customer feedback indicating that having all of the sizes in one package would be highly beneficial.”
Made from steel, these tools are used to install slotted E-Z LOK threaded inserts like Solid Wall inserts for metal and Knife Thread inserts for wood. Furthermore, all drive tools in the assortment kit fit in standard power tools. Kit drivers can be used to install inserts with internal threads from #6 to 3/4 and M3 to M16. They’re ideal for maintenance departments, machine shops and manufacturing facilities.
Regarding the importance of this product launch, Lindsly-Roach said, “We hope that it will offer an easier way for our customers to access all of the tools needed to install our Solid Wall and Knife Thread inserts in one place.”
The drive tool assortment kit will be available for sale early next year through E-Z LOK’s distribution partners.
For more information, please contact:
Kyle Lindsly-Roach, Director of Sales & Marketing
E-Z LOK
240 E. Rosecrans Ave
Gardena, CA 90248
USA
Phone: 310-323-5613 x221
klindsly@ezlok.com
www.ezlok.com


Platinum Tooling – Full Line
Platinum Tooling, the importer and master distributor of live tools, angle heads, Swiss machine products, knurling and marking tools manufactured by various international suppliers, will exhibit its extensive inventory of machine tool accessories at EASTEC.
The Manufacturing Technology Series EAST features EASTEC in West Springfield, Massachusetts, between May 13-15. The three-day event has over 500 exhibitors and 10,000 attendees who work in a variety of industries, including aerospace, automotive, medical, defense, industrial, commercial machinery, and more.
Premium lines include live tools and angle heads from Heimatec, Swiss-type collets and guide bushings from Tecnicrafts, mechanical, air, and motor speeders from Henninger, QUICK knurling and Marking tools from Hommel + Keller, shrink fit tool holders and machines from Rineck (distributed in the U.S. and Mexico).
Highlighted products are our specialty and adaptive guide bushing systems from Dunner, as well as our broaching tools from REV.
Available for milling and turning machines, the company offers an assortment of standard and custom solutions. Our extensive network of sales representatives supply OEMs, machine tool dealers and industrial supply companies.
Interested parties can speak to Preben and Luke Hansen at the show regarding special applications or machining of exotic materials.
Visit Platinum Tooling at booth 5148 during EASTEC.
For more information, please contact:
Preben Hansen, President
PLATINUM TOOLING TECHNOLOGIES, INC.
16 E. Piper Lane
Suite 128
Prospect Heights, IL 60070
Phone: 847-749-0633
Fax: 847-749-2445
email: phansen@platinumtooling.com
Platinum Tooling Technologies, Inc. in Prospect Heights, IL, near Chicago, serves its growing North American customer base with an extensive inventory of machine tool accessories. Its experienced staff is dedicated to providing the most innovative tooling and technology. Platinum Tooling Technologies, Inc. serves the auto, aero, medical, woodworking, composites and other industries, as well as an ever-increasing number of machine tool OEMs, through its network of manufacturers’ representatives. Platinum Tooling is the importer of Heimatec, Henninger, Tecnicrafts, Hommel + Keller QUICK tools, REV broaching tools and Dunner specialty and adaptive guide bushing systems in North America. In addition, Platinum Tooling represents Rineck Shrink Fit Tooling in the United States and Mexico.
E-Z LOK, a leading manufacturer and master distributor of threaded inserts for metal, plastic and wood, introduced Grant Govel as their Business Development Representative. Since his appointment in July, Govel has worked to generate new business opportunities.
Grant Govel
A graduate of Penn State University, he received his Bachelor of Science in Business Economics. He has a unique 30+ year blend of technology (hardware and software), finance, marketing and industrial experience, with substantial experience in new business generation and client retention.
Throughout his career, Govel honed his sales and customer service skills in various industries including computers, scrap metal, paving and lighting. His responsibilities included finding new customers (through cold calls, emails and networking), acting as the first point of contact for customers, developing proposals, managing inventory and closing the deal.
In his role at E-Z LOK, Govel mostly enjoys, “… interacting with clients and prospects [and] helping them find solutions and savings to their manufacturing needs.”
Kyle Lindsly-Roach, E-Z LOK Director of Sales & Marketing looks forward to all the ways Govel can expand E-Z LOK’s business, stating, “Grant is a dynamic sales executive and business leader with strong communication skills that produce positive results. His track record proves he’s committed to ensuring customer satisfaction and continued company growth.”
For more information, please contact:
Kyle Lindsly-Roach, Director of Sales & Marketing
E-Z LOK
240 E. Rosecrans Ave
Gardena, CA 90248
USA
Phone: 310-323-5613 x221
klindsly@ezlok.com
www.ezlok.com

Complete enterprise-grade solution accelerates Industry 4.0 adoption through hands-on technology demonstration center at MxD
CHICAGO, IL – In a milestone for manufacturing innovation, Betacom, a pioneer in private wireless networks, today announced a groundbreaking partnership with Siemens Industries. The companies have deployed a first-of-its-kind private 5G network platform at MxD (Manufacturing x Digital), the National Center for Cybersecurity in Manufacturing in Chicago. The platform is the first complete private wireless network to operate behind a Siemens firewall, demonstrating the future of secure enterprise connectivity.
“Manufacturing enterprises need more than just network connectivity – they need a complete solution that seamlessly enables Industry 4.0 applications while maintaining total control of their data and operations,” said Johan Bjorklund, CEO of Betacom. “By partnering with Siemens at MxD, we’re providing manufacturers with a blueprint for digital transformation, combining our private 5G expertise with Siemens industrial automation leadership to create a truly comprehensive platform for smart manufacturing innovation.”
The platform demonstrates how enterprises can:
Developed specifically for Siemens U.S. manufacturing initiatives, the solution features:
“This deployment represents a significant milestone in manufacturing innovation,” said Joel Green, Wireless Business Development at Siemens Industries. “The platform gives our customers the security and control they need while enabling the full spectrum of Industry 4.0 applications that drive operational excellence.”
Industries benefiting from this complete private 5G solution include manufacturing, logistics, defense contractors and supply chain operations. The MxD facility showcases practical applications including:
About Betacom
Betacom offers the first fully managed private 5G network service in the U.S., building on decades of expertise as a trusted wireless infrastructure provider for major carriers such as AT&T, T-Mobile, and Verizon. Founded in 1991 and headquartered in Bellevue, Washington, Betacom has established a reputation for delivering high-performance connectivity solutions to meet complex enterprise needs. With its secure, high-speed and scalable 5G services, Betacom continues to lead innovation in private wireless networks. For more information, visit http://www.betacom.com.
About Siemens Industries
Siemens Corporation is a U.S. subsidiary of Siemens AG, a global technology powerhouse that has stood for engineering excellence, innovation, quality, reliability and internationality for more than 170 years. Active around the world, the company focuses on intelligent infrastructure for buildings and distributed energy systems and on automation and digitalization in the process and manufacturing industries. Siemens brings together the digital and physical worlds to benefit customers and society. Through Mobility, a leading supplier of intelligent mobility solutions for rail and road transport, Siemens is helping to shape the world market for passenger and freight services. Via its majority stake in the publicly listed company Siemens Healthineers, Siemens is also a world-leading supplier of medical technology and digital health services. In addition, Siemens holds a minority stake in Siemens Energy, a global leader in the transmission and generation of electrical power that has been listed on the stock exchange since September 28, 2020. In fiscal 2020, Siemens Group USA generated revenue of $17 billion and employs approximately 40,000 people serving customers in all 50 states and Puerto Rico. For more information, visit http://www.siemens.com.
About MxD
MxD (Manufacturing x Digital) is where innovative manufacturers go to forge their futures. In partnership with the Department of Defense, MxD equips U.S. factories with the digital tools, cybersecurity and workforce expertise needed to begin building every part better than the last. As a result, our more than 300 partners increase their productivity, win more business and strengthen U.S. manufacturing.




