
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Guill Tool, global leader in extrusion tooling, has expanded its lab capabilities to better serve the global extrusion market with the creation of Guill Labs. The labs include the company’s state-of-the-art rheology lab and a facility focused entirely on the extrusion process.
Guill’s existing rheology lab measures the flow characteristics of plastics and rubber to predict how a customer’s material will flow through the company’s extrusion dies before production. Tooling geometry is virtually optimized, and the project can be viewed in 3D CAD. Machines used include a rotational rheometer, scanning calorimeter, thermal conductivity meter and a new CT scanner.




The rotational rheometer quickly generates visco-elastic data for polymer melts, precisely capturing polymer melt properties. Test temperature ranges between ambient and 300°C. The lab’s scanning calorimeter characterizes the thermal properties of a polymer sample, such as crystallization temperature, glass transition temperature and head capacity of the sample. Knowing these thermal properties permits the simulation of shear heating and hot and cold spots in the flow area. The thermal conductivity meter is used to determine the thermal conductivity of the polymer sample across a range of temperatures.
This in-house lab provides faster turnaround on test results, reducing delays during the design process and offering better control over the testing parameters. The result is a high-quality part delivered on time.
The new test extrusion facility features various pieces of equipment including two Killion 1.25″ extruders, an RDN 2.0 PVS vacuum tank, one Keyence LS9000 dual axis laser gauge, two Dri Air ARID-X 10 30lb capacity driers, a custom-built tubing puller and an Accurate Thermal Systems FTBLL47 fluidized bath. In addition, the test lab permits single and co-extrusion capabilities with its tried-and-true die designs. Access to exotic extrusion processes such as rotary die extrusion of filament and tubular end-products are also available.
Supporting extrusion trials, the test lab also offers extrusion training, die cleaning services, sample inspection, and end-product testing. Guill’s fluidized bath has a 50°C-605°C temperature range and a working volume of 15.7” x 47.”
Customers can test materials, dies and actual extrusion run time… all on Guill premises.
For more information, please contact:
Tom Baldock, Sales Manager, Extrusion
Guill Tool & Engineering
10 Pike Street
West Warwick, RI 02893
USA
Phone: 401-465-5526
tbaldock@guill.com

On December 5, 2025, our strictly industrial ad/PR agency will celebrate our first 50 years in business. First, a thanks to the great employees and clients who’ve made this milestone possible. By definition, a service business requires those who serve and those who get served. That dynamic cooperation, especially in the marketing of highly technical products to an equally technical audience, presents some unique challenges and we welcome them daily. We balance our creativity and service with the clients’ engineering and manufacturing muscle to reach the optimum audience on time and on budget. That aspect of Bernard & Company will never change, though much else has, over the years.
On December 5, 1975, Fred Bernard incorporated Bernard & Company, having ventured out from a large Chicago agency to plant his own flag. He quickly realized the continuation of his service to his clients would compound the time needed to get the business up and running. So, he put out the word to magazine reps that he was seeking a copy/contact (old Leo Burnett concept for the account executive function at an ad agency) and he found a kid freelancer named Tim Daro. Though they had almost nothing in common, besides the ability to write copy, Fred brought the kid onboard to help with his clients. At the time, a major client whom we ended up serving for 63 years, was a leader in industrial ovens and furnaces. Tim thought the client made pizza ovens and residential furnaces, his lone points of previous contact with those generic equipment terms. Tim had a lot to learn.
As the early years continued, Fred and Tim would set goals for office enhancements…a water cooler, a fax machine etc., tied to monthly profits. It worked and we grew. Like all agencies, many clients were with us for a short time, others stayed the course and grew with us, reaping the benefit of our talents. Service remained the cornerstone. Unlike other agencies with a “one size fits all” biz model, we worked on the Harvard Business School concepts of zero-based budgeting and the task method. In short, tell us what you want to accomplish, we give you a list of strategies and tactics plus dollars to get there, then we cooperatively trim from the bottom up til the optimum plan is derived. So much for methodology. Many of our clients are the #1 or #2 player in their respective sandboxes. Four had record sales last year and, gee golly, they are our largest media clients.
Again, in a service business, it’s the people and their ideas that win the day. Technology gobsmacked the ad agency business with the invention of the Mac and things changed permanently. Printers came to our clients, offering to do free artwork in exchange for print work. Today, printed literature has faded in favor of online catalogs, online data exchanges, machine sim software etc., so clients and we have changed with the times. Likewise, the emergence of digital media has impacted our world, though our landmark study on how engineers get the info needed to do their jobs today drives our planning to a significant degree. (Ask me about that, anytime. And yes, print still plays a significant role, as do trade shows.)
Today, I’m privileged to continue running Bernard & Company, after buying the agency from Fred in 1982. Though much has changed in the business we do and the way we do it, one commandment is indeed set in stone. We will continue to service the needs of our clients, providing the creativity, market/media knowledge and innovative marcom tactics that have made our clients and us successful, over the years. For that, I say thanks to all those who’ve prospered from our service and especially those who’ve provided it here.
Onward!
Tim Daro
President
Selling your services or products requires an in-depth knowledge of your customer, regardless of industry. This need becomes even more apparent when a company plans to roll out a new product and/or service and wants to find out what the target audience thinks. This is where market research comes in. The process of collecting, analyzing and interpreting data about the target market, consumers, competitors and the industry offers several benefits.
One of these is to help companies understand their customers’ needs and characteristics, such as: age, gender, race, ethnicity, education, income and employment status. By segmenting the audience, businesses can tailor their messaging to appeal to each group. Market research also helps companies understand what their competitors are doing, thus discovering a competitive advantage. Last but not least, market research helps businesses identify opportunities and avoid costly mistakes. For example, there would be no point in introducing a new product if the data showed that such a product wouldn’t be well received in the market.
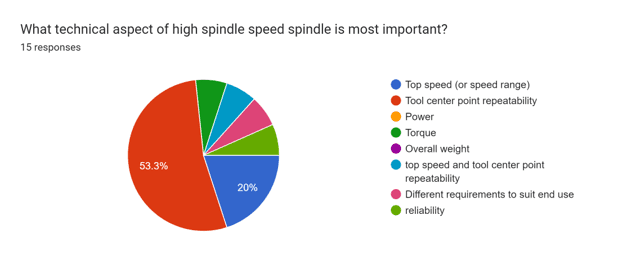
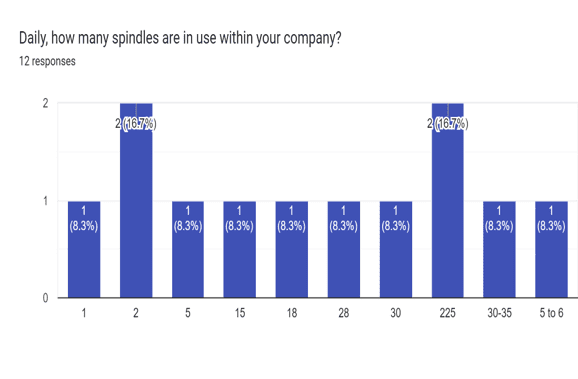
At Bernard & Company, we recently obtained and analyzed market research data on behalf of our German spindle manufacturer and repair client. They wanted to see if there was a potential U.S. market for their line of small, high precision spindles used in industries such as: mold and die, medical, semiconductor, optics, watch/jewelry and aviation/defense. To reach machine builders and end users effectively, our agency distributed a short online survey through two publications, Manufacturing Center and Manufacturing Engineering. Questions included industries served as a high precision spindle manufacturer, technical aspects of the spindles, machine tool brands currently used, number of spindles in use and biggest challenges. Both publications provided a click report, with Manufacturing Center also generating a huge list of leads.
While the survey indicated there was modest market potential for the company, a second survey was sent out to uncover OEMs making machines in the U.S. that could use the German spindle line. The second survey was sent out through Manufacturing Center and contained only five questions, as opposed to nine in the first survey. Furthermore, participants had to list their name, company address and email to qualify for a $10 Amazon gift card. These questions were more specific, with participants asked to name the brands of machines that currently used our client’s spindles, machine manufacturers they’d consider for future purchases, well-known North American machine tool builders, as well as technology leaders in the industry. Results of the second survey still showed a low market potential and confirmed that a majority of the well-known machine tool builders were either Asian or European companies. Thus, the agency confidently recommended that the company focus on increasing exposure to the full line of capabilities offered in North America by their Racine, Wisconsin office.
Market research is just one of the many ways we help our clients get ahead of the game.
Thank you!
Ioana Benea is a Marketing Information Specialist at Bernard & Company, an industrial advertising/marketing agency. Her responsibilities include translating technical press releases (English-Spanish) for magazines in Latin America, interviewing clients for stories, writing product releases, ads and success stories, conducting client research on the market/ competitors and managing and posting to clients’ social media pages.
She has worked at Bernard & Company for 10 years and is based Palatine, Illinois (Chicago). Ioana is a graduate of Benedictine University, holding a Bachelor of Arts in Global Studies and Spanish. She received her Masters in Integrated Marketing Communications from Roosevelt University.
For more information, please contact:
Tim Daro, President
BERNARD AND COMPANY
1540 E. Dundee Road
Suite 250
Palatine, IL 60074
Phone: 847-934-4500
tdaro@bernardandcompany.com

ANCA’s innovative job management and production control software improves quality and reduces cost for tool manufacturers
ANCA CNC Machines, a world leader in CNC grinding technology, announces the launch of AIMS Connect, a job management and production control software designed to benefit tool manufacturing by optimizing processes, enhancing quality, and reducing costs.
In a highly competitive industry where efficiency is key, AIMS Connect addresses the growing demand for smarter, more streamlined operations. As a smart solution to integrated manufacturing, AIMS Connect has the potential to boost productivity by 20% or more, setting a new standard for excellence in the sector.
“AIMS Connect offers a flexible and customizable solution for tool manufacturers looking to increase efficiency, improve quality, and reduce costs,” said Steffen Kluth, ANCA Product Manager.
“Our goal is to make digital manufacturing accessible to everyone, and with AIMS Connect, we are helping our customers embark on a journey toward a fully integrated smart factory, step by step.”
Key features and benefits of AIMS Connect:
AIMS Connect is an accessible entry point into digital manufacturing, emphasizing the logical connection of machines and systems. It delivers transparent and verifiable processes, featuring a worker guidance system that informs employees about production stages and task schedules. This system frees skilled workers from repetitive tasks, allowing them to focus on areas where their expertise is most valuable. Each tool is meticulously described in a job order process, ensuring consistent quality through defined compensation strategies and logical frameworks.
Building on the foundation laid by AIMS Connect, ANCA’s AIMS Automate transforms tool manufacturing into a fully integrated smart factory. AIMS Automate autonomously adapts to production changes, ensuring smooth operations even during disruptions. With the mobile robot, AutoFetch, it effortlessly manages tool pallet transfers, from raw materials to finished products, maximizing efficiency and minimizing downtime.
To learn more about AIMS Connect, visit www.anca.com/AIMS-Connect
For further information, please contact:
Amanda Bakun
Marketing & Communications Manager – Americas
248-497-1168
amanda.bakun@anca.com
ANCA CNC Machines is a global leader in the design, manufacture, and service of advanced CNC grinding machines. With an illustrious history spanning over 50 years, ANCA is renowned for its cutting-edge technology, innovative solutions, and exceptional customer support. ANCA’s comprehensive range of products includes tool grinders, CNC grinding machines, software, and automation solutions, catering to diverse industries such as aerospace, automotive, medical, and general manufacturing.








E-Z LOK, a leading manufacturer and master distributor of threaded inserts for metal, plastic and wood has a wide range of installation tools available regardless of the type of threaded insert being used. These include drive tools for E-Z LOK™ (Solid Wall) inserts, Knife Thread, Coil and Hex Drive.
E-Z LOK™ tools install Solid Wall inserts for metal without engaging the insert internal threads. This speeds up the installation process and eliminates the possibility of cross-threading or stripping. Furthermore, drive tools fit standard power drills and drill presses for an easy and efficient installation process. They are versatile and adaptable to various metalworking applications ranging from industrial projects to automotive repairs. Drive tools are designed for threaded insert installation in metal as well as woodworking.
Installation tools for E-Z™ Knife threaded inserts are engineered to improved accuracy, reduce effort, prevent insert damage, enhance strength of connections and increase project efficiency. It ensures that threaded inserts are installed correctly and securely. Optionally, power drive wood insert tools provide efficiency and consistency, making them ideal for high-volume projects.
The E-Z Coil™ tools can quickly fortify, or repair tapped holes in soft metal materials. Each mandrel-style insert tool and manual tang break tool offer a low-cost solution for efficiently installing the company’s premium inserts. Installation tools are available for every insert size E-Z LOK offers.
Hex drive installation tools are high-grade and ideal for softwood installation applications. These tools provide the needed control to achieve precise and snug threaded insert installations each time. Versatility is at the core of the tool collection. Threaded insert tools are constructed using top-quality materials, ensuring they are durable, dependable and ready to tackle numerous installations without faltering.
FREE SAMPLE ON REQUEST
CAD files on this product can be downloaded in over 100 file formats from the E-Z LOK website at https://www.ezlok.com/cad-downloads
For more information, please contact:
Kyle Lindsly-Roach, Director of Sales & Marketing
E-Z LOK
240 E. Rosecrans Ave
Gardena, CA 90248
USA
Phone: 310-323-5613 x221
klindsly@ezlok.com
www.ezlok.com
E-Z LOK is a leading manufacturer and master distributor of threaded inserts for metal, plastic and wood. Inserts for metal include solid wall and helical wire-thread inserts, while inserts for plastic feature press-in ultrasonic/heat stake designs. Those for wood are die cast zinc alloy hex drives for soft wood and brass knife threads for hardwood. A variety of kits for the above inserts are available and feature installation tools, drill bits, etc.
E-Z LOK is a third- generation family owned and operated company. Founded in 1956, it primarily sells through local, regional, and national industrial distributors.


It’s that time of year again… IMTS 2024 is just around the corner and we’re looking forward to seeing you there! This year, we’ll have a total of eight clients exhibiting, hosting either Media Days or Press Conferences exclusively for editors.
ANCA – well-known manufacturer of CNC grinding machines will be showcasing the MicroX Ultra, an innovative six-axis grinding machine, is meticulously designed for volume production of nano and micro cutting tools down to 0.03mm. It offers a superior solution for manufacturing high-quality, high-performance micro cutting tools. The ANCA edge preparation machine, EPX-SF, features unmatched automation, resource optimization, machine learning capabilities, traceability and predictable precision. The annual Tool of the Year award invites creative cutting tool makers to submit their designs in the #MadeonANCA and/or Most Innovative Tool Design category. The company’s Female Machinist of the Year Award celebrates female machinists actively working with ANCA technology in the tool and cutter grinding industry. Winners for both will be announced at IMTS. ANCA will also continue the celebration of its 50th anniversary in business.
Booth 237406, North Building, Level 3
Zimmermann – the leading manufacturer of high-tech portal milling machines will display its FZU22 gantry milling machine in monoblock structure for machining a variety of workpiece shapes and sizes. Their strong suit includes aluminum, wood, plastics and the finishing of CFRP parts (carbon fiber and composites). The top-moving gantry also ensures high precision in the production of models and molded parts, while the standard version includes the tool changer for 12 tools and a control of the latest generation (Siemens or Heidenhain). The specially developed 5-axis milling head with 15 kW spindle is also suitable for machining hard-to-reach workpiece locations due to its geometry.
Booth 339336, South Building, Level 3
E-Z LOK – a manufacturer and master distributor of threaded inserts for metal, plastic and wood, will display E-Z Sonic™ inserts with threaded insert assortment kits. Inserts are designed for post-molding installation in thermoplastic materials such as acrylic, polypropylene, and PVC. Machined out of high-quality brass and available with both inch and metric threads, these inserts are durable enough for the toughest environments and versatile enough to meet the needs of any application. The Heat Staking threaded insert assortment kits quickly add machine threads to 3D printed parts and prototypes. E-Z LOK will exhibit in tandem with its sister company, TCI Precision, a supplier of metal materials and near net shapes to speed production for the busy job shop.
Booth 432123, West Building, Level 3
FISCHER USA – world leader in the manufacture of high precision spindles, service and repair, will display its branded spindles and formally introduce the expansion of its repair services and exchange programs for non-FISCHER spindle brands to the North American market. The company will target Kessler spindles, commonly found on large format SW machines and typically used in the automotive market for high-production work, as well as MAG3 Makino spindles used in the aerospace sector. FISCHER will also target a repair and exchange program for Voumard multi-spindle, ID high-speed grinding machines.
Booth 237470, North Building, Level 3
Platinum Tooling – the importer and master distributor of live tools, angle heads, marking tools, Swiss tools, speed multipliers and multi-spindle tools manufactured by various global suppliers, will display its QUICK knurling and marking tools from Hommel + Keller. The QUICK product spectrum offers solutions for both form knurling and cut knurling, while marking tools make it possible to mark workpieces in seconds on a variety of surfaces and part geometries. Platinum will also display its new line of broaching tools.
Booth 432245, West Building, Level 3

Nidec Machine Tool America – will unveil its LAMDA500 Powder DED Metal 3D Printer. The LAMDA500 boasts a generous build volume of 500mm x 500mm x 500mm and five-axis functionality, ideal for producing complex industrial metal parts. It complements Nidec’s existing LAMDA series, featuring the LAMDA200 and LAMDA2000 models. Features include highly advanced local shield, AI-powered anomaly detection and two material gradient printing. Federal Broach & Machine, a division of Nidec Machine Tool Corporation, will exhibit their Vertical Rising Table Broach Machine (VRT). Permitting the fully automatic broaching of internal spur splines, the machine can be built with five to 20 tons of force for a wide range of applications. Capable of hard broaching, the VRT has a small footprint and is suitable for mass production as well as job shop installations. The company’s award-winning CF26A cut chamfer machine is used to machine the chamfered portions of gears. The machine is designed to achieve high-precision and high-efficiency machining, and it is particularly well-suited for the machining of gears for electric vehicles. It features a tool design simulation that designs the desired chamfer shape before machining, a unique circuit configuration that reduces the time required to align the workpiece groove and the dedicated tool blade and a dry-cut method that does not use coolant, reducing the environmental load.
Booth 338948- Metal Removal, South Building, Level 3
Booth 237238, Abrasive Machining/Sawing/Finishing, North Building, Level 3
Siemens – productivity enhancing solutions and services for the North American machine tool industry. Part of Siemens Xcelerator, the open digital business platform that includes a portfolio of software and IoT-enabled hardware, Machinum analyzes and optimizes machine tools and manufacturing areas virtually and in real production. The first digital native CNC, SINUMERIK ONE, works with software to create the machine controller and the associated digital twin from one engineering system, thus contributing to the seamless integration of hardware and software. The generative AI-powered assistant, Siemens Industrial Copilot, is connected to plant via the Totally Integrated Automation (TIA) Portal, enabling teams to find a given topic and to generate a basic visualization and code faster for programmable logic controllers (PLCs). The Copilot functions to reduce workloads, take on repetitive tasks and reduce errors when engineering complex tasks. Cloud-based SINEC Security Guard offers automated vulnerability mapping and security management optimized for industrial operators in OT environments. The software can automatically assign known cybersecurity vulnerabilities to the production assets of industrial companies, allowing industrial operators and automation experts to identify cybersecurity risks among their OT assets on the shop floor and receive a risk- based threat analysis.
Booth 133249- Software, East Building, Level 3
Booth 433028- Additive Manufacturing, West Building, Level 3
Continue readingPart of our role as a full-service agency is to counsel you in the formation, implementation and execution of your marcom program.
Below are three classic mistakes being made by companies today…
The legendary (in my biz) Leo Burnett called advertising salesmanship in print. True then, true today. The psych guys in my biz call it pre-disposition to a predetermined outcome.
Be happy to discuss the above in detail, anytime.
Tim Daro
President
Bernard & Company
847-934-4500
tdaro@bernardandcompany.com
www.bernardandcompany.com

Cybersecurity
Edge Technology
Metaverse
AI (Artificial Intelligence)
WFH (we all know that one by now)
Such terms were not even in our lexicon a few years ago. One of our new clients deals EXCLUSIVELY with a few of the above concepts, so we needed to update the team on much of this terminology for that client, who’s niche is bringing those services to industry vs. the commercial/retail sector. And that’s the good part here.
It is precisely due to the fact industrial terminology is in our DNA at Bernard & Company that we’re so good for our clients. In the above case, we hit the ground running (a very OLD expression) for this new client, as a result of 49 years doing it.
This fact results from many others, including our unique Special PR service, wherein we gather and amass a matrix of editorial topic ties from among THOUSANDS of trade magazines, covering all the vertical markets and functions our clients need to address, each season. We then contribute content to maintain their top-of-mind awareness and stature as thought leaders on various business topics in various industries.
By doing this, we also remain on a very high awareness level of the topics relevant to each market…and ALL markets…which helps us better devise a strategy for business development and marcom tactics with our clients.
Budgets and objectives change, as does our methodology in developing them and maximizing their value in the overall biz plan of each client.
All these services, coupled with unmatched copywriting and graphic art abilities make our agency a truly full-service, industrial leader. No brag, just fact.
Call us with your challenges.
We’re here to help.
Continue reading“At the speed of light” is a saying we hear often. In today’s world, everything happens fast. That’s why social media is a great investment for businesses to reach customers quickly and easily.
Social media management is just one of the many services offered at Bernard & Company. We make sure that our clients’ message is shared with their target audience through regular posts regarding new products, industry trends and events.

A strong social media presence benefits the client in several ways. First, it enhances their visibility. Many people who access a company’s website immediately visit the social media pages to get a better sense of what the company does. Thus, regular and relevant content will attract visitors to your pages and lead to new followers and opportunities. Videos are a highly effective way to encourage interaction as well as giveaways. Secondly, if someone would like to contact the company with a question or comment they can do so on social media and receive a response shortly. Thirdly, we can post in real time from trade shows, obtaining significant coverage for our clients. Fourthly, Bernard & Company helps establish clients as thought leaders in their industries by promoting articles where corporate management offer their insights on specific topics.
Market research is another useful tool that should be used on a regular basis to differentiate yourself from rival companies and ensure current customers and prospects choose you as their top choice. Competitive research includes company news, products, advertising as well as industry trends.

Obtaining this information helps our clients know where their competitors fall short and what they can do to fill that void. For example, a rival company could take a long time to ship a product. If your company is known for fast service then you can promote this aspect on social media, your website and other advertising efforts. Research also uncovers competitors’ key selling points, whether these are quality product design, good pricing, beneficial customer service, quick delivery or advanced technology. Being able to see what rival companies promote gives you a major edge. From there, you can start brainstorming about what your brand already offers and how you can make it better.
Both social media and market research can help improve your business and ensure your success in today’s fast-paced business environment.
Thank you!

Ioana Benea is a Marketing Information Specialist at Bernard & Company, an industrial advertising/marketing agency. Her responsibilities include translating technical press releases (English-Spanish) for magazines in Latin America, interviewing clients for stories, writing product releases, ads and success stories, conducting client research on the market/ competitors and managing and posting to clients’ social media pages.
She has worked at Bernard & Company for 9 years and is based Palatine, Illinois (Chicago). Ioana is a graduate of Benedictine University, holding a Bachelor of Arts in Global Studies and Spanish. She received her Masters in Integrated Marketing Communications from Roosevelt University.
Continue readingIn a digital age now, evaluating the performance of our advertising and PR has become more challenging, but we do it to a substantial level at our agency.
Nobody reading this probably remembers the “bingo card” used long ago by trade magazines, which allowed the readers to request information from advertisers and PR producers. Yes, kids, people waited 30 days to get catalogs in the mail vs. the scenario today, with 30-second access to company information. However, the bingo card gave us hard information on the inquiry and keep in mind there was a bit of labor involved in filling out the card and sending it to the publisher, which reflected a more serious interest level. As a result, we had trackable evidence of who had inquired, which could be subsequently used in the sales process and back-end assessment of publication lead quality. I spent my earliest days here at the agency doing that, as well as using the follow-up info from rep and sales organizations to assess their performance for clients. Made for some interesting presentations at client sales meetings!
Today, we track all appearances of our clients’ ads and PR online, in print and on social media. We assign an equivalent ad dollar value and can thus present the client with always impressive ROI. This is done through a complex system of online searching and print magazine scans.
The information is then made into pdf and/or link form and amassed in a data base archive in real time. We also engage in CTS protocols to assess the performance of both individual publications and the clients’ sales organizations.
The bottom line…all the content we create and place for our clients is carefully monitored for performance, in this new media environment. You shouldn’t expect any less from an agency.
For more information on how we prove our value to clients every day, call me.
Tim Daro
847-934-4500
Continue reading{kind=link}