
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
As further evidence of the ongoing (at light speed) development in part production across all industries, four of our clients have married machining with metrology. Essentially, the measurement of a machined or additive part is being done in the cutting theater, thus eliminating the labor- and time-intense process of taking parts down the hall to a CMM for validation against the CAD file.
In this “marriage” arrangement, the cutting parameters are captured, fed to a cloud-based or host server, instantly compared to the CAD specs and then, as needed, the machine is adjusting its cutting of the very next parts. This is a genuine giant step on the path to digitalization and machine learning. Is that AI I see coming over the horizon? Actually, no, it’s pulling into the driveway!
Here’s what just four of our forward-thinking clients are doing…
ANCA, the global leader in tool grinding machines, has joined with Zoller in the AIMS system, which stands for ANCA Integrated Manufacturing System. You can watch it here. All done in a virtually unattended environment, too.
Zimmermann, a leading builder of large portal milling machines for the aerospace and very large base mold industries, has partnered with Hexagon for in-process measurement.
Nidec, a gear machine builder, has literally walked across the street in Detroit to join with Wenzel for advanced gear machining/measurement projects. This marriage was celebrated at the last IMTS and many of you media moguls attended our press conference to see it in action.
Finally, our metrology client Exact has joined (literally) the family of In-Place Machining, which now boasts a new Measurement & Alignment Services Division. As a precursor to machining and throughout that process, which is typically done on large workpieces such as power gen rotors, wind turbines and marine diesel power plants, laser and CT measurement is performed. Thus, data capture and instant adjustments in the cutting and finishing operations are made possible.
It’s a new day in every aspect of manufacturing plus machine maintenance and we’re proud to serve such innovative and creative thinkers, who use AND blend the technologies in their markets to move the ball farther down the field and help their customers succeed.
Sound like companies YOU should be dating? Check them out.
www.anca.com
www.zimmermann-inc.com
www.nidec-machinetoolamerica.com
www.inplace.com
By Ioana Benea
Trade shows involve a lot of work. This isn’t limited to signing up for an event, making sure the right person/s and machines are displayed and preparing engaging presentations for your clients and potential customers. When all is said and done, how do you know that your company successfully delivered its message?
With numerous years of trade show experience under our belt, we certainly know how to create a long-lasting impression so our clients not only stand out at an event, but are also remembered and discussed months after.
Clients wanting to receive the maximum benefit from their participation at a show have two options. They can opt for Media Days or a press conference. The former involves editors from target publications visiting our clients’ booths for individual 30-minute sessions. The latter is an organized press conference, usually less than an hour, where all the invited editors are present.
While both options have merit, there are certain situations where one works better than the other. For example, press conferences are best when announcing a new product to the market.
Organizing these events involves several steps. First, we discuss with the clients what publications they are looking to target, then carefully create a list that includes the names and contact information of the editors. We send out the invitation by email, sometimes creating one if the client asks us to do so. This is often followed up by phone calls we make to the editors, reminding them of the invitation and encouraging them to visit our client. Once we receive confirmation, the team creates a spreadsheet listing the time and date of each appointment. The client is consistently updated during this time, so they know how many people are coming and if the editors have a particular subject they’d like to discuss. Based on that information, our client makes sure that a subject matter expert is in the booth when certain editors drop by. Concurrently, the agency works to develop content that will be included in a press kit that editors will receive at the trade show. During the event, several members of Bernard & Company will be on hand to greet editors and hand out digitized press kits.
Our work doesn’t stop once the event concludes. We follow up with the editors after the show to make sure that they have everything they need and don’t have additional questions. If so, we help set up interviews between interested parties. Furthermore, we also send out press kits to editors who were unable to attend. Lastly, we monitor all PR appearances, whether in print, online or on social media. The latter is key, as many editors today post on sm from the booth or immediately thereafter. At the end of a determined period, we provide reports to the clients, detailing their ROI and the value of our services.
If you want to make sure your trade show is a success, reach out to us!
Continue readingIn my 48 years in the agency biz, I’ve encountered clients of all sizes, shapes and interests. We’ve worked for multi-national mega corporate giants, mid-sized entrepreneurial businesses and family-run companies who, in several current cases, have passed the operation onto the third generation. Had one family biz, long ago, who was on the SIXTH generation, when the last owner sank the company, a malleable iron foundry here in Chicago. Didn’t stay responsive to the times and market forces at work in his industry.
Today, we have all the above sizes as clients at our strictly industrial ad/PR agency. For our offshore clients, we generally handle the marcom for North America, while we market globally for our domestic guys, in most cases, including the undisputed world leaders in three categories. If anyone ever tells you the world isn’t still hungry for American technology, have them call me.
Continue readingBy Amie Burke
Participating in a trade show can be a little overwhelming to think about social media when you’re busy with your trade show or expo responsibilities. You know that it is important to let your social media followers know that you are at a show, but what do you do when you are there? Sticking to a couple of these posting ideas can help make it less of a task and help highlight how important your company is to the industry.
Highlight your booth setup.
The first post to make while you are on location with your booth is to actually highlight your whole setup. If it is possible, a behind the scenes shot of the actual set up the day before a trade show would be a great way to remind your followers that you will be at a particular event along with directions to get to your booth. Posting the finished set up, in all of its glory, on the first morning of the trade show will remind your followers what booth they are looking for. Posting a couple of eye catching photos or time-lapse videos of the set up process, then finishing the story next morning with a nice photo of the whole setup or a less than a minute video walk through tour, is an effective way to kick off your first day.
Focus on the unique and important.
What makes your booth area unique? Do you have important clients or guests coming to visit? Are you doing a special giveaway that’s only at the trade show? These are great things to highlight when you are in full swing of the trade show. Posting a quick video tour of something unique about your setup or a photo of a meet up with a client will help in showing how inclusive and friendly your booth is to not only your followers on social media, but potential clients at the show as well. Make sure to use trade show specific hashtags in order to maximize this idea especially if you are doing a trade show specific giveaway or have a sponsorship of an event.
Take it to the next level.
While you are at a trade show, you will see all kinds of new technology or enjoy groundbreaking speeches and presentations. If you are able to share some of the next level information that you are learning, do it! Your followers will find it very interesting and it shows that you are the kind of company that is always looking forward to the next progression in your industry.
Trade shows and expos can be a great way to not only show off what your company can do for your clients and potential partners, it can highlight that your company is ready to make meaningful connections through your industry. While posting about trade shows on your company social media pages, always remember that those channels are an outreach to the rest of the world outside of the expo hall. Not only will the posts help with information inside the show, posts will help show others who could not be there, that you understand the importance of connection and keeping up with what’s new in your industry.
Continue reading

As a strictly industrial agency with 30 clients who develop and manufacture all types of machines, equipment, software, communications and other stuff to run industry worldwide, we participate in several dozen trade shows each year. Well, we did until Mr. Covid came to town. That two-year hiatus was not only costly, it also created a silo mentality for both our clients and us, something that’s counter-productive in many ways, especially to the creative process. Human interaction…and NOT on zoom…is most necessary to drive creativity, whether you’re working on a machine tool, a motor or a full-page ad message.
(more…) Continue readingBy Amie Burke
We all know that social media can be the best thing to happen to your B2B communications and marketing. Social media is a great way to capture the attention of other businesses that may want to partner with you. You can also keep an eye on your competitors to see what they are up to. Social media can do a lot for your business that traditional forms of media just cannot do. But, how do you stay relevant & on top of the rapidly changing social media environment? Here are a few tips to remember:
Your business is really interesting.
Your business is interesting & there is a need for it. Otherwise, you wouldn’t be in business! So how do you capture the interesting ways your business gets things done? By showing a few peeks behind the curtain that most people do not get to see. This idea doesn’t have to be a grand production, it can be very small and unique. Of course, being cognizant of any privacy regulations for your company, you can still share something interesting about your company that your competitors do not have. What would that be?
Be genuine & authentic.
With the ever changing landscape of social media, it is more important than ever to show your business is run by humans. No one is perfect. Not every photo or video has to be perfect. Showing only a glossy exterior is now becoming something that is being ignored by younger generations as not being authentic. Yes, cool marketing shots are great, but they should not be the only thing that is shared on your business social media. Even a quick photo of workers having fun at a company cook-out from your phone speaks to your company’s authenticity.
For real, share it.
Sometimes we feel that other businesses or people don’t care about what we share. That’s not true. People take the time to follow your business page on various channels of social media. Now, it is your time to shine a light on what your business does to your audience. You already have an audience, or you are building one, you really want to be able to speak to them in a more relaxed way through social media. Don’t get hung up on feeling like no one will care about your post. They do care and they appreciate you sharing.
These tips are great starting points on how you treat your social media channels for your business. These tips will help you think more strategically for your social media posts as well. People are getting more critical of their own personal social media consumption. Customers are curating their own social media habits to fit the kind of media they would like to experience. Ensuring that your business profiles can serve your customers/audience, or potential partners, in a positive way, will help your business grow.
Continue reading
New quality standard heightens performance at company, opens new market opportunities

Accurate Pattern Inc. (Butler, Wisconsin) proudly announces it has received the Certificate of Registration for ISO 9001: 2015, effective July 29, 2021. The announcement was made by the new owners of the company, President & CEO Polly Sackett and COO Kevin Williams, who took the reins from Kevin’s father, Bruce Williams, on April 8, 2021.
As the ISO certificate states, Accurate has demonstrated that their Quality Management System complies with the requirements of ISO 9001: 2015 and, further, that the scope of this registration includes the design and manufacturing of patterns, tooling and gages for a variety of industries and provision of contract services for inspection and machining.
There are two distinct halves of this busy 25-person job shop, namely, patternmaking and fixturing. Each requires a unique set and President Polly Sackett comments, “We are so fortunate to have a dedicated group of employees who can work both sides of the operation to get the jobs done.”
Accurate performs CAD design services, manual and CNC machining up to 5-axes, CMM inspection and certification plus welding and spray coating, as it provides products to the automotive, metalcasting, marine and other markets nationwide.


In detailing the story of its ISO certification, Kevin Williams said, “The process actually began before Polly and I bought the business. Our quality manager Kris Bird has a passion for excellence and he was the key driver in this effort. But all our team really worked together, investing over 1500 hours in meetings, documentation, process and procedure development.”

Polly Sackett echoed that sentiment. “We partnered with the Waukesha County Technical College to obtain their Incumbent Worker Training Grant and it helped us train the entire team for the ISO audit, conducted by American Management Technology, Inc. (AMTEC) in Fontana, Wisconsin.” The result was a series of protocols and documentation on the entire production process at Accurate, resulting in an overnight success through the certification. As Polly notes, “We had the entire document prepped and provided it to AMTEC on a Thursday morning and we were certified by Friday night. We promptly threw a party for the employees and their families to celebrate.”
In practical terms, the benefits of achieving the ISO certification are many. The company anticipates it will explore greater opportunities in its core market of automotive, plus the ISO certification opens new market opportunities. “Those are both very exciting prospects for Accurate and we’re certain this accomplishment will lead to increased business for the company, a goal Kevin and I have set, despite these challenging times and business conditions,” she concluded.
Discussing the origin of this process at Accurate, Kevin noted, “It was a combination of customer-driven need and the passion of Kris Bird, who lobbied for the ISO certification. We quickly realized the benefits to the company and knew it would be worth the investment of time and resources to make it happen.” He further commented that the entire team at Accurate took ownership for the success of the process and the result was therefore more quickly achieved.
Polly explained the process further. “Seven or eight of us would meet weekly to discuss every stage of this endeavor and all the necessary documentation. Because we have both a metal and a model side to our company, it was a challenge to find one solution to fit both departments, but we did it,” she said, clearly proud of the achievement attained by the team at Accurate.
Kevin observed, “It was smooth sailing with very little pushback and that’s always a worthwhile experience.”
One other employee voiced his satisfaction with the accomplishment of the ISO certification. Armand “Mandi” Lulo, the company’s Director of Business Development, said, “As soon as we had the certificate in hand, I was contacting current and prospective customers to let them know. All of us at Accurate Pattern are very excited and very proud of this achievement.”


For more information, please contact:
ACCURATE PATTERN INC.
12833 W. Glendale Ave.
Butler, WI 53007
Phone: (262) 781-5558
www.AccuratePattern.com
Attention: Kevin Williams

First Zimmermann portal milling machine of the newly designed FZP machine family with thermosymmetrical design offers significant user benefits
Model, tool and die makers must deliver perfect quality at competitive prices under increasing deadline pressure in order to prevail against strong global competition. Zimmermann is responding to this market condition with the newly developed FZP machine line. These 5-axis portal milling machines are customizable, space-saving and extremely thermostable. These features are ensured by the new thermosymmetrical design with a center-guided Z-slide. Daniel Demlang, technical director at Zimmermann, explains the advantages for the user.
“An evolution is a progressive process. A revolution, by contrast, is a fundamental and lasting structural change of a system – this is exactly what we have done with the development of our new FZP machine line,” reports Zimmermann Technical Director Daniel Demlang. The demands that model, tool and die makers need to meet today have grown steadily. Their customers demand workpieces with near-perfect surfaces and consistently high dimensional accuracy. The key to achieving this goal is manufacturing equipment that minimizes rework to ensure fast delivery times. “Our customers are burdened by increasing cost pressure and the demand for ever higher quality, while simultaneously increasing delivery deadline pressure for components. Reducing throughput times for workpieces was one of our main goals with the newly developed FZP series in terms of design,” explains Demlang. “Stable process control and high machining quality are decisive factors for the cost-effectiveness of our systems.” However, the customizability of our milling machines was not allowed to decline. Machines of the FZP Series are therefore even more flexible, in terms of set-up and design, with a comprehensive range of additional options.
Customizable – not only in length and width
“With our new FZP line, we primarily want to empower customers to compete successfully in the market for the long term,” says Demlang. The developers have placed particular emphasis on the customizability of the machines. Their structure can be varied in length and width with different vertical slides and gantries, thus adapting to a wide range of workpiece sizes. The “lightest” machine in the FZP line is the new FZP32 with a working range of up to X = 10, Y = 4 and Z = 2.5 meters (393” x 157” x 98”). The user can machine block materials, plastics, as well as CFRP, GFRP and aluminum, among other materials. Due to the large working area, it is also possible to mill components completely without reclamping. “The modular design of the machine offers the possibility to consider different options. Automation solutions, such as a pallet changing system, a positionable rotary table, dust extraction bells and an individualized tool clamping system are all possible,” explains the technical director.
Thermosymmetrically constructed

It was important to the developers to build the FZP line for maximum dimensional accuracy during workpiece machining. This is because changing temperatures in the user’s facility, as well as long machine running times, inevitably influence the machining quality. For this reason, the Zimmermann developers designed these new portal milling machines thermosymmetrically – a concept that was used successfully for the first time at Zimmermann in 2017 in the compact FZU portal milling machine line and was enthusiastically received by customers.
“The idea of the thermosymmetrical design is based on the fact that inevitable thermal influences can be absorbed to a considerable extent by the design of the machine structure,” explains Demlang. In the portal milling machines of the FZP line, Zimmermann has arranged the milling spindle, guides and other accuracy-determining components in such a way that their heating is either absorbed or can expand in non-critical directions. The gantry’s center-guided Z-slide in double-bridge design, for example, has an octagonal cross-section that makes it particularly stable. “With this design, we achieve very high thermosymmetric stability,” says Demlang. Comparable systems usually use complex cooling or software-based compensation for this purpose.
“Our concept is future-proof, especially when the demands on quality and surface continue to rise,” promises Demlang. Companies that do not have an air-conditioned machining facility and are therefore particularly exposed to temperature fluctuations in their production will also benefit from this concept. And this is where the new design further scores points, according to Demlang. The design of the structure alone reduces the effects of the influencing variables to a minimum.

VH10: milling head with extraction
The Zimmermann VH10 milling head is used on this new machine line. The fork head is designed in monoblock versions made of cast iron. It is compactly built, has only minimal interference contours, achieves high clamping forces and thus enables stable component machining. Zimmermann optionally equips the VH10 milling head with process cooling via cooling lubricants and minimum quantity lubrication. To reduce throughput times, a powerful spindle with 34 kilowatts (45 HP) at a maximum speed of 24,000 rpm is used as standard in the milling head. “We have now also equipped the VH10 with a dust extraction bell around the milling tool,” Demlang notes. This makes it suitable for abrasive and harmful materials such as GRP or CFRP, which are used in aircraft construction. The dust extraction system captures the dust directly at the point of origin, which greatly reduces contamination of the interior.
Great flexibility by design
Facility conditions are often a challenge for the installation of large milling machines. Free installation space is usually scarce and machine concepts must offer a high degree of flexibility in installation. The Zimmermann developers have applied symmetry not only to the basic structure of the gantry, but also to the complete machine concept. This allows the customer to individually determine specific connections or peripheral attachments. “We can then simply position the peripherals as required by the individual situation without making any major design changes to the new FZP32,” says Demlang. Overall, the ratio of floor space to workspace has been optimized with this new development.

Zimmermann equips the new machine line with larger tool magazines or even pallet changers on request. This allows users to reduce non-productive time and make their production more automated. Another feature: “Milling-turning applications are increasing, especially in aircraft construction, for example in turbine production,” says Demlang. “For this purpose, we also equip our milling machines with carousel rotary tables on request.” Regardless of the task the customer needs to perform, Zimmermann’s experts can supply the machines in a customer-specific, optimized way with their modular plant construction kit (MAB).
What’s next?
“We already have the first orders for the FZP32, our ‘light’ entry-level model in the new series,” says Demlang. “Based on the new double-bridge gantry, we will soon launch the new FZP37, a machine in the medium segment, and the FZP42, one in the heavy segment for the mold and die industry.” The heavy-duty FZP42 machine will be in the 1,000 newton-meter (737 ft lb) torque range. “We have taken a forward-looking path with this new machine line,” concludes Daniel Demlang.
About the company
F. Zimmermann GmbH from Neuhausen a.d.F. in Swabia is a leading global high-tech supplier of portal milling machines. These are characterized by huge workspaces, enormous dynamics and cutting performance. The company, founded in 1933 by Friedrich Zimmermann, now has over 200 employees worldwide. With its product range, the innovative company has one goal above all: to offer the right solution for its customers and thus to be able to guarantee high economic efficiency. “Quality made in Germany”. The special machines are used worldwide in the automotive, aerospace and mechanical engineering sectors. The company has its North America headquarters in Wixom, Michigan, near Detroit, where it operates a full tech center offering engineering assistance, commissioning, parts and retrofit services, as well as multiple machines for demonstration purposes.
For more information, please contact:
ZIMMERMANN INC.
30587 Century Drive
Wixom, MI 48393
Phone: 248-956-8511
www.zimmermann-inc.com
Ms. Lena Kiesel, Marketing Manager
lena@zimmermann-inc.com
Welcome to our newsletter, brought to you by our strictly industrial, full-service ad/PR agency in Chicago.
In this issue, you’ll see one client who’s moved aggressively into the emerging EV market with the addition of a laser line, as well as another client’s Tool of the Year announcement, a very prestigious award in the global machine tool market. Finally, our stamping press giant client is touting the next step in the Press Room of the Future, rapidly coming onstream at Porsche. We are proud to be associated with all these great clients. We celebrated 50 years with one client in 2020 and have entered our 63rd year in service to another. Both are the global leaders in their equipment categories. Hmmm.
Our PR Coordinator runs down a list of upsides you can derive from working with us on her specialty.
What’s changed over my 46 years in the business is neither the formulation of the message nor the target audience strategies we bring to your marcom efforts. They are the nexus of our PR service and what differentiates Bernard & Company from consumer or b2b agencies. We’re i2i, industry to industry, engineers talking to engineers. We speak your language…and your customers’.
What HAS changed, of course, is the method of delivery, especially in Covid times. We’ve identified SEVEN ways industry gets its information and we help our clients in all those areas…including digital, social and experiential. If you want a needs assessment to be sure you’re achieving success on all those platforms, talk to us.
Contact me for more details and stay safe,
Tim Daro
President
847-934-4500
Canton, Michigan, January 14, 2021 – The first major members of Smart Press Shop GmbH have arrived at the Star Park industrial area in Halle (Saxony-Anhalt). These are the components for a ServoLine 20, induction press and laser blanking line, which is to be put into operation in 2021 in the state-of-the-art press shop of the joint venture between Porsche and Schuler. In this newly emerging press shop, the body parts of the Porsche Macan II are pressed, followed by assembly at the body shop in the Porsche plant in Leipzig.
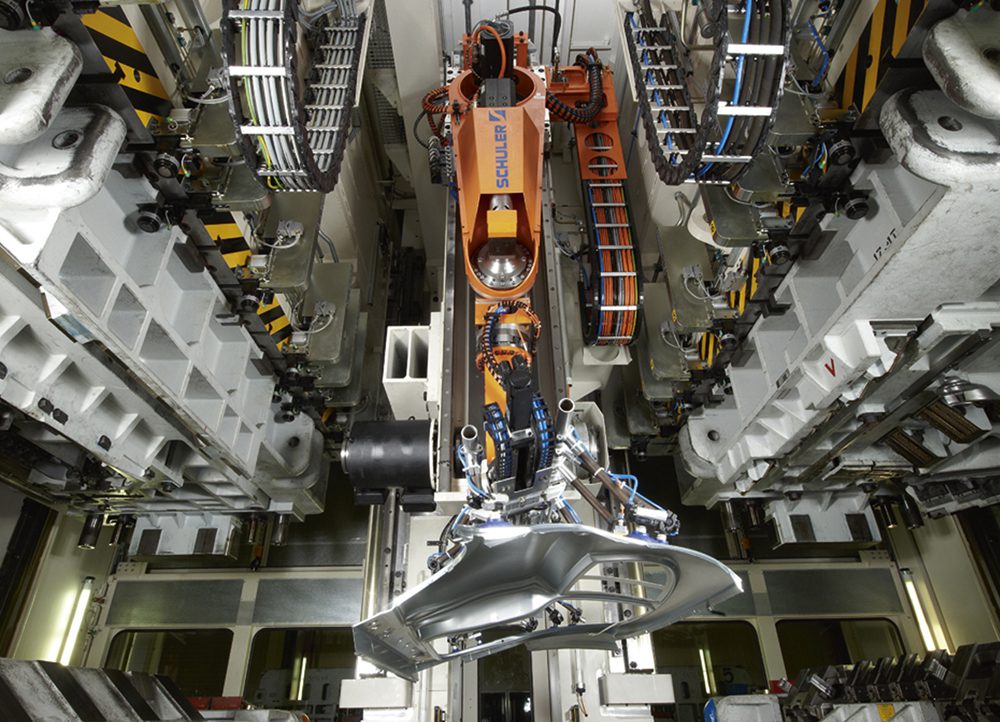
The press line with an output of up to 20 strokes per minute (for example 40 doors, 80 fenders) has numerous intelligent functions from the Industry 4.0 kit by Schuler.
For example, cameras monitor the drawn edge of the shaped components. Under consistent conditions in the forming process, the shape and size of this drawn edge remain largely the same. If there is a change here, it indicates a deviation in material properties, lubrication or pulling forces. Process monitoring is used to inform the plant operator, so corrections can be made at an early stage to avoid expensive scrap/rework parts to a large extent.
The camera-based tool monitoring “Visual Die Protection” controls the correct attachment of connections, detects foreign objects such as wrenches or punch residues in the tool and checks whether the parts have been inserted, reshaped and removed correctly. In the event of a registered deviation from the target state, the press stops immediately to avoid costly consequential damage in the tool.
The oil circulating in the system is continuously monitored to determine the aging of the lubricant. The aim is to change the oil only when its condition really requires it, which significantly increases the useful life. In addition, lubricating oil monitoring allows detection of short-term changes in oil properties, for example indicating contamination with water or foreign particles.
The documentation of the entire system is also available in digital form. This saves employees from spending time searching. The files are available from each control station with HMI and screen as well as from mobile devices that all employees of the Smart Press Shop carry. For faster identification, electrical and fluid components of the system are equipped with a DMC code.
About the Schuler Group – www.schulergroup.com
Schuler offers customer-specific cutting-edge technology in all areas of forming technology – from the networked press to press shop planning. In addition to presses, the product portfolio also includes automation and software solutions, tools, process know-how and service for the entire metalworking industry. Customers include automotive manufacturers and suppliers as well as companies from the forging, household appliances and electrical industries. Presses from the Schuler Group mint coins for more than 180 countries. As a provider of innovative system solutions, we support our customers worldwide in the digital transformation of forming technology. In the 2019 financial year, Schuler generated sales of 1.136 billion euros. Schuler AG, founded in 1839 at its headquarters in Göppingen (Germany), is represented with approximately 6,000 employees at production sites in Europe, China and America as well as service companies in more than 40 countries. The majority of the company is part of the Austrian ANDRITZ Group.
For further information on Schuler Inc., North America, please contact:
Guido Broder, Vice President of Sales & Marketing
Schuler Incorporated
7145 Commerce Blvd.
Canton, MI 48187 USA
734-207-7200
Guido.Broder@schulergroup.com