
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
The Customer’s Challenge:
Significant new business, order intake
New customers
Steeply rising monthly production rates
Building/Facility space constraints
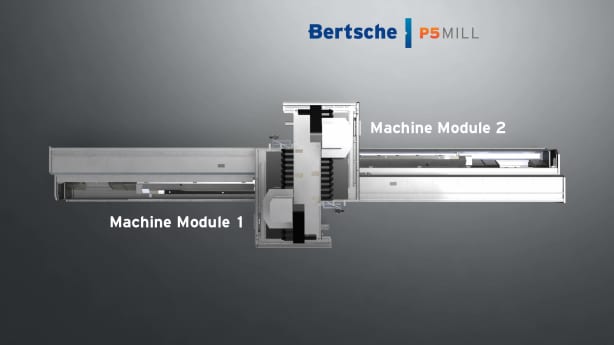
Solution: The Bertsche Two-in-One P5 Mill

Bertsche’s Dual P5 Mill allows dual work chamber manufacturing, independent or simultaneous, thereby saving considerable factory floor space for their aerospace customer.
Our aerospace customer was faced with the choice of either building a new facility to house two new milling machines or splitting their production between two manufacturing sites. Bertsche developed a new machine concept that offered the customer the productivity (throughput) of two machines and the floor space footprint requirements of one machine, thereby saving the customer the cost of building a 2nd facility and moving all production to a larger facility. The Bertsche Dual P5 Mill has all the benefits associated with having two machines, namely independent but linked CNC’s, two 5-axis machining modules ( A-side, B-side) each with separate machining chambers, the ability to machine two different parts at the same time and yet the overall machine is nearly the same size as a previously supplied single 5-axis P5 Mill. Based on the daily production requirements, the machine is operated A-side only, B-side only or A and B side together. Twin integral vacuum fixture tables are designed to accept a variety of different vacuum workholding fixtures that can be quickly changed at a moment’s notice, with a high degree of repeatability. To assist the operator loading parts, each table has retractable datum surfaces that swing into place to edge locate parts and then swing back down, when machining. Thick-walled composite structures (up to 0.625”) are milled, scalloped, edge trimmed and drilled on all sides. High accuracy hole patterns and datum holes are drilled for determinate assembly and then probed for accuracy. Parts are machined complete in a single setup and manufactured one-off to meet user ship-set kitting requirements.
With the growing trend towards cutting composites wet, flood coolant cutting was added and composite debris is flushed into a full bed length flume system. Flood coolant is constantly circulated throughout the machine for greater machine thermal stability. High volume mist collection hoods, integral to the machining compartment, collect and vent mist. A special sealing system is employed on linear ways to protect precision surfaces from very aggressive (detergent type) coolant fluids that must be used with composite materials. Multiple temperature sensors on the bed and X-axis slide accurately capture data for dynamic thermal compensation. To reduce the amount of filtration media, coolant is continuously filtered using a cyclonic filtration system.
Bertsche’s Dual P5 Mill allows dual work chamber manufacturing, independent or simultaneous, thereby saving considerable factory floor space for their aerospace customer.
Benefits:
For more information on this story, please contact:
BERTSCHE ENGINEERING CORPORATION
711 Dartmouth Lane
Buffalo Grove, IL 60089
Phone: 847-537-8757
Fax: 847-537-1113
Web: www.bertsche.com
Email: info@bertsche.com
Attention: Rich Bertsche or Erich Bertsche
Handles parts up to 240” long at major aircraft manufacturer
 Production problems occur in all sizes and trying to meet the challenge of making one size fit all requires a better idea, a better solution.
Production problems occur in all sizes and trying to meet the challenge of making one size fit all requires a better idea, a better solution.
That is exactly how one customer’s problem became an opportunity for Bertsche. It began as a simple customer request, where a Tier 1 manufacturer of large airplane structural assemblies is required, on a daily basis, to modify semi-finished and partially assembled detail parts. The parts are required for large airplane structural assemblies. Plus, the parts are needed just prior to final assembly and so this manufacturer was searching for an all-purpose machine that could quickly be step up to run a wide variety of parts to support several different airplane programs.
To better appreciate this problem, it helps to understand the difficult work environment.
Airplane manufacturers often start the manufacture of parts for a specific airplane order well before all detail parts for that airplane have been fully defined. This is great for the airlines but complicates the process of building planes to a tight schedule. Furthermore, airplane manufacturers must have considerable flexibility built into their processes, to allow last-minute modification to parts that will be needed shortly thereafter in final assembly.
 In this environment, the manufacturer needs to have the ability, as required, to modify or rework every detail part needed for a specific structural assembly. On short notice, CNC part programs need to be created for virtually every part used in that subassembly, while special tools and fixtures need to be readily available and easily set-up in machines, so that the parts can be manufactured just-in-time before they are needed at assembly. This is truly a “one off” manufacturing environment, where the first part must be a good part with no margin for error.
In this environment, the manufacturer needs to have the ability, as required, to modify or rework every detail part needed for a specific structural assembly. On short notice, CNC part programs need to be created for virtually every part used in that subassembly, while special tools and fixtures need to be readily available and easily set-up in machines, so that the parts can be manufactured just-in-time before they are needed at assembly. This is truly a “one off” manufacturing environment, where the first part must be a good part with no margin for error.
For Bertsche, the customer’s initial request was simple, namely, replace three small footprint machining centers with a single machine tool that could quickly be reconfigured with tools, workholding fixtures and programs to manufacture the parts needed to complete a specific airplane build (ship) set. Specialized workholding, developed over many years for legacy (older model, mature) airplanes had to fit onto the new machine as well as new workholding needed for the latest model airplanes. Setup time needed to be minutes or, at most, hours and not days.
 The customer wanted to reduce operating costs by reducing the number of people needed to run the machines, reduce setup time and improve the productivity. The existing machines could only manufacture small parts fitting a 20”x30” work envelope, but the new machine had to handle these parts plus parts as long as 240”. There was neither budget nor floor space to replace the existing machining centers with new ones and purchase a new long X-travel machining center.
The customer wanted to reduce operating costs by reducing the number of people needed to run the machines, reduce setup time and improve the productivity. The existing machines could only manufacture small parts fitting a 20”x30” work envelope, but the new machine had to handle these parts plus parts as long as 240”. There was neither budget nor floor space to replace the existing machining centers with new ones and purchase a new long X-travel machining center.
Having developed a long X-travel, raised-carriage, fixed bed machining center (Xi-Mill) for single or dual work zone long part machining, Bertsche’s solution was to expand the capabilities of the existing machine design by develop a new type of machine, the X-Flex Center, configured with multiple pallet receivers instead of the typical T-slot tables. This allowed the customer to load multiple workholding fixtures into the machine and have them ready to run on short notice. Equipped with a setup changer, the machine could quickly be reconfigured by pulling new workholding fixtures from storage and loading them into the machine to match constantly changing production requirements and schedule changes. Having the dual work zone feature with each work zone having its own dedicated tool changer, the operator was able to load newly tooled fixtures in one zone, while parts were being machined in the other. 
In keeping with lean operating principles, this solution was an FMS that didn’t require all the automation, expense and overhead to manage. The machine was easily overseeable, pragmatic and affordable, plus it allowed the manufacture of a wide range of parts with just a single machine. As the project unfolded, however, many divergent new requirements were identified as desirable and this began to conflict with the original “as concepted” solution.
Long parts, short parts, 4-axis machining, smart fixture control, automatic fixture recognition,
integral thermal growth compensation, video camera actual cutting display, different materials, aluminum, titanium, composite (CFRP) parts, sandwich materials, materials separation, special water filtration, materials separation and other considerations arose, with each requirement mandating additional machine functionality.
 To machine the long parts, the machine needed a two T-slot tables, one for each work zone and the two used together for very long parts up to 240”. It needed a fourth axis trunnion-style table, designed to accept smart fixtures up to 72” in length, fixtures with retractable clamps controlled by the part program. The machine tables needed to be reconfigured from T-slot mode, to 4-axis trunnion mode, to pallet mode and back again.
To machine the long parts, the machine needed a two T-slot tables, one for each work zone and the two used together for very long parts up to 240”. It needed a fourth axis trunnion-style table, designed to accept smart fixtures up to 72” in length, fixtures with retractable clamps controlled by the part program. The machine tables needed to be reconfigured from T-slot mode, to 4-axis trunnion mode, to pallet mode and back again.
To meet these requirements, a zero point clamping system was incorporated into the base table, which allowed the pallet receivers to be decked with various long part handling special tables. The zero point clamping features meant that different tables could be quickly installed, with a high degree of repeatability (0.0002” repeatability for a 120” long table). Large and heavy special tables could be craned overhead, lowered into place, clamped and locked down to do production-ready machining in minutes.
For further flexibility, a vacuum workholding system was added to allow any of the pallet receivers to use both mechanical and vacuum workholding.
Each work zone was equipped with a CNC part program addressable connection port, so that special fixtures with complex part clamping (part program actuated) could be controlled by the programmer.
Being a very large machine with two different work zones and machining parts that only 24 hours later were used in final airplane assembly also meant there would be zero tolerance for error or delay. A video camera view port was provided to allow the operator to see what was happening in one work zone, while the other zone was being setup for the next part.
 A further complication revealed itself late in the project. Constantly changing and reconfiguring the worktables with different workholding fixtures also meant that the system was prone to operator error. To address this additional problem, a radio frequency identification system (RFID) read/write station was incorporated into each pallet receiver location. By means of reading the tooled fixture pallet tag, it was now possible to compare the “workholding fixture” installed in a given pallet location to the part program pulled down to the CNC. This insured that the program, part and tool matched. Additionally, the same system was used to scan the tools in the tool changer and could be used to verify the correct tools were available to machine the selected part before the actual machining cycle began.
A further complication revealed itself late in the project. Constantly changing and reconfiguring the worktables with different workholding fixtures also meant that the system was prone to operator error. To address this additional problem, a radio frequency identification system (RFID) read/write station was incorporated into each pallet receiver location. By means of reading the tooled fixture pallet tag, it was now possible to compare the “workholding fixture” installed in a given pallet location to the part program pulled down to the CNC. This insured that the program, part and tool matched. Additionally, the same system was used to scan the tools in the tool changer and could be used to verify the correct tools were available to machine the selected part before the actual machining cycle began.
Switching from aluminum parts to CFRP composite parts required a chip and water filtration system to convey both chips and sludge-like material. The waste material needed to be separated from the coolant. First, the chips from composite sludge, then the coolant suspended CFRP fines had to be filtered from the coolant. Material separation and disposal was not just an operational issue, it was also a facility and hazardous waste disposal issue. The machine was equipped with a flush and wash feature that allowed the entire work zone to be washed down and cleaned before the next material was machined. For chip collection and removal, a conventional chip conveyor was used to transport chips out of the machining area. The chips were separated and put into a dumpster. The cutting fluid carrying liquid and suspended composite particles was pumped to a cyclonic separator, where the sludge was separated and fleece paper filtered for separate disposal.
For long part machining, “hole pattern” to “hole pattern” accuracy was critical and thermal growth of the part relative to the machine was factored into the design. Knowing the temperature of the part (so that appropriate length compensation could be applied) was critical when parts needed to snap together at assembly. To this end, each work zone was equipped with a material sample station. A sample piece of the material was mounted, its temperature measured and the information fed to the CNC for corresponding machining thermal positioning adjustment.
To interface with the shop floor managing network, a front-end PC equipped with bar code reader allowed the operator to scan in work order information and, together with pallet loading instructions, send the right part program for the part(s) to be manufactured as needed to meet daily production requirements. The operator loaded workholding tooled pallets, as directed, to a specific pallet receiver location, while the system verified that the correct tools were available in each tool changer. The operator could then arm (enable) the work zone in which machining was to next take place and wait until the part(s) in the other zone had been manufactured. The process repeated throughout the day with nearly 100 % spindle and operator utilization in a “one off” demand driven environment.
To ensure the correct tools of size and length were being used, each ATC was equipped with its own tool length setter. Each tool could be measured, with offsets adjusted prior to machining. A spindle probe, one for each work zone, allowed fixtures and parts to be probed for location with corresponding work coordinate adjustments. A special marking tool allowed information to be written on a part in easily readable script.
While not every manufacturer has these same complex problems, having such a flexible large machine to make both long and short parts makes sense for even the smallest manufacturer. As a result, any manufacturer who needs flexibility and reconfigurable worktables can quickly adapt his machine tool to meet a wide variety of such machining needs.
For more information contact:
BERTSCHE ENGINEERING CORPORATION 711 Dartmouth Lane Buffalo Grove IL 60089 Phone: (847) 537-8757 www.bertsche.com Attention: Rich Bertsche, President rwb@bertsche.com
Agency contact: Tim Daro Bernard & Company 847-934-4500 tdaro@bernardandcompany.com
Continue reading
Bertsche iJet waterjet deburring system built for Linamar combines waterjet deburring with part cleaning for one inline system.
Canadian automotive part supplier realizes significant gains with Bertsche-designed multi-function system in its plant
With factory floor space at a premium and capital equipment funds scarce, Linamar, a Tier One Canadian automotive part supplier, turned to Bertsche Engineering recently for an all-in-one part deburring, final rinse and drying solution.
Typically, complex machined automotive parts with multiple intersecting holes require feature-specific part deburring to insure that parts are burr-free. After deburring, parts also need a final cleaning/washing to insure removal of microscopic particles that might adversely affect performance. They are then preserved with a rust or oxidation inhibitor and dried for shipment (transport) to be assembled. Usually, this involves separate pieces of equipment linked by conveyors or robots to transport parts to each machine.
To solve the problem of densely filled factory floor space, Bertsche Engineering developed a machine that handles all these processes in one machine, in one deburring cycle. The machine takes oil and chip contaminated parts, previously machined on CNC milling centers and mill/turn machines, then selectively deburrs critical features using high pressure water, blasting chips out of internal cavities, knocking off all feather-edge burrs and fan washing the outside of the part, using a CNC for full cycle control.

Close-up shows parts infeed and outfeed station, where considerable space savings were realized by the customer, Linamar, a major Canadian Tier One automotive parts supplier.
This process is accomplished by a series of rotating lance nozzles that probe small diameter internal holes in order to blast feather edge burrs clean at intersection points and wash chips out of dead-end passages. External features are then blasted with a series of direct nozzles that release up to 10,000 psi of water at the burr while tracing the part edges. The part is then washed with high-pressure rotating fan nozzles. Note: When required, additional mechanical wire and filament brush tooled deburring stations can be incorporated into the Bertsche system to mechanically remove burrs.
The same machine moves the deburred part to an agitated wash and rinse station, where the part is rinsed, cleaned and preserved with an aqueous rust inhibitor (providing up to 24-day protection) and is finally dried. The part is then ready for final assembly.

Close-up shows parts being indexed over high-pressure (10,000 psi) waterjet nozzles for full wash cycle and rust-inhibiting aqueous coating process
For more information on this application, please contact:
BERTSCHE ENGINEERING CORPORATION www.bertsche.com
PR agency contact: Tim Daro Bernard & Company www.bernardandcompany.com
Release: BERTSCHE ENGINEERING CORPORATION
Date: December 28, 2009