
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
New CU250S-2 control unit now in stock; supplements existing Siemens G120 drive with universal vector control and encoder feedback
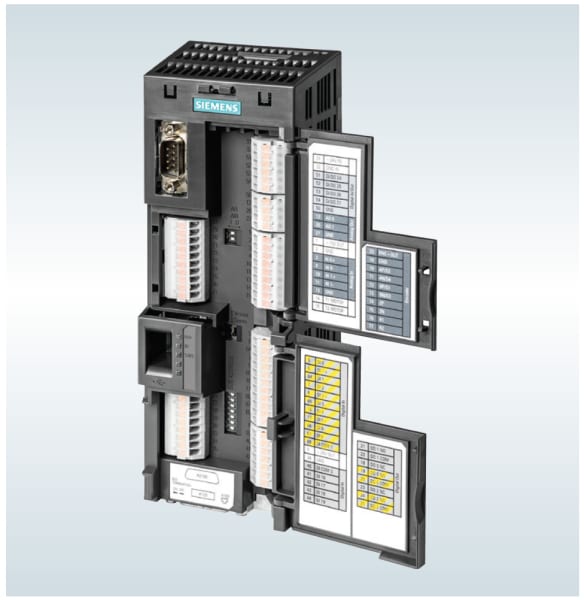
Siemens Industry, Inc. announced today the availability of the new Sinamics CU250S-2 control unit for use with its popular Sinamics G120 variable speed drives. The unit provides vector control with encoder feedback. Additionally, the operation of single-axis applications with exact speed and torque control on induction motors, as well as positioning tasks with high demand on I/O, are supported, with different encoder interfaces provided on the module. These new units complete the G120 product portfolio and replace the CU240S with encoder interface.
Typical applications for these new control units include single drives with a large number of I/O or those with high speed control requirements, including extruders, centrifuges, wire-drawing machines, basic fabric webs, conveyors, lifters and others in markets ranging from automotive assembly, textiles, printing and chemical processing to nearly all conveyors and material handling.

The new Sinamics CU250S-2 control units can be combined with existing power modules to support all G120 drive applications, with or without encoder evaluation, for demanding applications requiring speed feedback. Additionally, STO (Safe Torque Off), SBC (Safe Brake Control) and SS1 (Safe Stop 1) features are all integrated, enabling their application on basic safety requirements. With the purchase of an optional software license, extended safety functions can be obtained, along with software for a single positioning function (EPos).
Comprehensive communications interfaces for general machine building are provided on this new Sinamics control from Siemens, including Profibus DP, Profinet (Ethernet I/P), RS485 (USS protocol, Modbus RTU) and CANopen, allowing convenient connection to other Siemens systems as well as external automation systems. No external gateway is needed.
Other features include an integrated USB port, so users can simply go online to facilitate engineering set-up and maintenance, plus an integrated slot for an SD card to allow simple cloning and firmware updates or upgrades.
For more information about this line of Sinamics control units, please visit: www.usa.siemens.com/sinamics
For specific product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: SiemensMTBUMarCom.industry@siemens.com.
Continue reading
The process orientation of MAGMA5 illustrated using die casting
During the upcoming GIFA 2011 show in Dusseldorf, Germany, Magma will present its new software generation for casting process simulation, MAGMA5. At the 300 sq. m stand 12A16, the company will demonstrate how casting process simulation with MAGMA5 can be used for optimization at all stages of casting manufacturing to contribute to foundry profitability. MAGMA will show the newest version MAGMA5 5.2 with extended capabilities for all cast materials and processes, introduce its new software MAGMA C+M for the simulation of the core production processes and provide a view into the future of autonomous optimization of casting processes. Additionally, MAGMA is participating in the initiative “ecoMetals” from the Messe Düsseldorf, which supports companies who develop innovative products and processes leading to a more efficient use of energy. MAGMA will demonstrate, using practical examples, how the application of casting process simulation considerably increases a foundry’s energy and resource efficiency.
MAGMA5 – optimized simulation

Autonomous optimization of casting processes and layouts, shown here for gating optimization in die casting, is the future of casting processsimulation.
MAGMA5 5.2 introduces several new simulation capabilities: new process modes for permanent mold, low pressure sand and low pressure die casting, as well both hot-chamber and cold-chamber die casting, allow for detailed process-specific definitions. The software also supports process design by controlling process parameters during a simulation run. For gravity casters, process modules for DISAMATIC and investment casting are now available.
At GIFA, MAGMA will also present its newest developments for the quantitative prediction of as-cast and heat treated local microstructures and properties in aluminum, iron and steel castings. MAGMA5 simulates sand and reoxidation inclusions during mold filling and predicts defects related to molding materials. MAGMAnonferrous calculates the final microstructure and mechanical properties for aluminum alloys considering the metallurgy, inoculation, and hydrogen content of the melt. MAGMAiron predicts local microstructures for iron materials from graphite growth through to the distribution of phases making up the matrix. MAGMAsteel calculates macrosegregation in steel castings and the local microstructure resulting from heat treatment.
The stress module MAGMAstress for the first time offers casters the option to calculate thermally induced casting stresses in permanent molds for all manufacturing steps, including heat treatment and finishing, in order to predict casting crack problems and distortion. The simulated distortion results can be evaluated just as on a coordinate measuring machine and compared directly with real measurements. For the first time, the new module MAGMAdielife facilitates the evaluation of the effects of tooling design and thermal stresses on the durability of permanent molds.
MAGMA Core+Mold – transparency in core production

With MAGMA C+M, the simulation of the core shooting process is possible for complex tools, shown here for three cores including blow tubes in a single core box.
With MAGMA C+M, MAGMA introduces an integrated tool for the simulation of core production processes. MAGMA C+M simulates core shooting, blowing and hardening of organic and inorganic cores. Processes where binder hardening is driven by a catalyst gas as well
as core production with tempered core boxes are supported. MAGMA C+M considers all aspects of core production starting from the core shooter, in order to calculate the flow of the air-sand mixture based on the real shot parameters. An integrated database provides the ability to specify the characteristics of the sand and the binder system as well as core box vents and blow tubes. The program simulates gassing, purging and the curing reaction of gas-hardened cores. The design and control of core box tempering for heat-cured cores (hotbox, croning, inorganic) is effectively supported by modeling of heating cartridges and oil channels. For inorganic cores, MAGMA C+M calculates the drying of the core in the heated core box as well as due to transport of water vapor by hot air during gassing. MAGMA C+M takes advantage of all the functionality of MAGMA5 and is available as an add-on module to MAGMA5 or asa stand-alone product.
Autonomous optimization is the future
With autonomous optimization, foundrymen can make use of simulation in order to pursue their objectives for quality and cost. Autonomous optimization makes proposals for the right casting layout or the optimum process parameters. The virtual test foundry in the computer enables variation of parameters and systematic examination of influencing variables leading up to the optimum configuration. Based on the fundamental physics embedded in MAGMA5, the program finds the best possible dimensions and positions of ingates, as well as the location of feeders and chills including their optimum size. Using industrial examples, MAGMA will present state-of-the-art capabilities and provide a view into the future of optimization.
MAGMA – very involved
At the accompanying WFO Technical Forum, MAGMA will give presentations on the topics of aluminum casting, core production, and optimization. At the NewCast exhibition, which takes place in parallel with GIFA, simulation specialists will discuss the prediction of residual stresses and distortion in cast iron components.
MAGMA also has a further exhibition stand (12A15) as part of the “Get-In-Form” project “Youth-Technology-Future” (“Jugend-Technik-Zukunft“). Here, the attractiveness of work as a professional or specialist in the metal casting industry will be illustrated to students and apprentices in an entertaining and interactive manner.
About software for casting process simulation
Casting process simulation software considers the complete casting process including mold filling, solidification and cooling, and also provides the quantitative prediction of mechanical properties, thermally induced casting stresses and the distortion of cast components. Simulation accurately describes a cast component’s quality upfront before production starts, thus the casting layout can be designed with respect to the required component properties. This results in a reduction in pre-production sampling, but also the precise layout of the complete casting system leads to energy, material and tooling savings for the foundry.
The range of application of MAGMA solutions comprises all cast alloys, from cast iron to aluminum sand casting, permanent mold and die casting up to large steel castings. The software supports the user in component design, the determination of melting practice and casting methodology through to mold making, heat treatment and finishing. This saves costs consequently along the entire casting manufacturing line.
During the last 10 years, the use of casting process simulation has become a valuable business asset for many foundries. MAGMA5 now expands the capabilities of casting process simulation and will further accelerate the acceptance of this technology.
About MAGMA
MAGMA offers comprehensive solutions to the metal casting industry, casting buyers and casting designers worldwide. The MAGMA product and service portfolio includes the powerful modular simulation software MAGMASOFT®,with the newest release MAGMA5, as well as engineering services for casting design and optimization.
Today, MAGMASOFT® is used throughout the metal casting industry, especially for the optimization of cast components in automotive and heavy industry applications.
MAGMA Giessereitechnologie GmbH was founded in 1988 and is headquartered in Aachen, Germany. A global presence and support are guaranteed by offices and subsidiaries in the USA, Singapore, Brazil, Korea, Turkey, India and China. Additionally, more than 30 qualified partners represent MAGMA around the world.
For more information on this release, please contact:
Christof Heisser President MAGMA Foundry Technologies, Inc. 10 N. Martingale Road, Suite 425 Schaumburg, IL 60173 Phone 847-969-1001 ext. 225
Email: cheisser@magmasoft.com Web: www.magmasoft.com
Agency contact: Tim Daro Bernard & Company 847-934-4500 tdaro@bernardandcompany.com
Continue readingQuestion:
“We’re really rethinking our rep/dealer/distributor force, in this internet age. What are your thoughts?”
Our President’s point-of-view…
Some companies, having actually received orders off their online rfq forms, have stumbled into thinking they no longer need those vital links (no pun at all, believe me) in their sales chain, namely, their reps, dealers, distributors or even their offshore agents. They tell us the age of the internet obviates the need for such personnel and the corresponding cost.
They are just plain wrong.
For numerous reasons, not the least of which are the local representation in a business community by someone who’s known to it AND the corresponding frequency of contact made, you all need these folks fronting your product message. For years, we’ve told our industrial clients that they’re not in the mail order or retail business. That’s as true today, even in the age of instant online purchases and even, I admit, in the age of one client who sold an $88,000 piece of equipment directly from their website to a company they’d never sold previously.
Your front line troops are exactly that, your first line of attack (or sometimes defense, when the internet rumors fly) in the market. Beyond sales contacts, they provide customer assistance in many, often unseen ways. We’ve worked for dozen of electrical clients over the years and there is no industry with a more multi-layered distribution channel to reach the various OEM, contractor and end user segments of that huge market. Quite naturally, the electrical market was one of the first ones we serve where clients began to think they could do quite nicely, eliminating a link in the sales chain. The smart ones have realized it’s not true, as each played and still plays a vital role in product delivery, but even more-so in product conditioning, product persuasion, product positioning and product promotion. Yes, just as their advertising, PR, direct/blast emailings, trade shows and other promotional tactics do, the reps, distributors and wholesalers in the territories each play a role in helping the overall marketing communication effort succeed.
Companies who overlook that fact are just dumb and will likely suffer the consequences of such short-sighted thinking.
The same applies to you capital equipment companies and even you contract manufacturers who might consider eliminating your reps or dealers. “Gee, Tim, we build a lot of custom stuff and our engineers can handle most everything online. We really wonder if those other guys are necessary.” The answer is a resounding YES. It’s a collateral consequence of the internet that MORE companies who once sold locally or regionally can now do business nationwide, even worldwide, owing to the online communication channel. However, along with this broader business base come all those “local” factors that must be taken into account. These might include local electrical codes, shipping restrictions, installation challenges and, on the international scene, currency and other cultural considerations. Having at least some regional representation can be very helpful in this process.
One longtime client of ours devotes an entire page of their catalog to extol the virtues of their reps, detailing the company’s philosophy for their use. Call me, I’ll share it with you, as I’ve handled the client personally for 35 years and wrote that page myself!
-TD
email Tim
Our Director of Social Media’s point-of-view…
The point of social media is to make you and/or your company MORE accessible, not less human. Social media should be used to help give your company and your products life and a personality.
Human connection; having a real person answer questions, solve problems and attend to clients or potential clients needs is still a necessary part of a thriving business.
One should not replace the other, they should work hand-in-hand to support each other.
-Wendy
email Wendy
—–Original Message—–
From: Tim Daro (Bernard & Company)
Sent: Mon 15/02/2010 14:47
To: Jon W (BMW Oracle Racing)
Cc: Fred Young (Forest City Gear); Wendy Young (Forest City Gear); Nicole Zermatten (Bernard & Company); Wendy McCormick (Bernard & Company)
Subject: Congratulations!
We all welcomed the news of your success in winning the Cup.
And the story on Forest City Gear is popping up all over the trade press, here in the States.
Good news, all around!
Thanks for your help, Jon. Enjoy the victory.
Tim
—–Original Message—–
From: Jon W (BMW Oracle Racing)
Sent: Mon 15/02/2010 14:47
To: Tim Daro (Bernard & Company)
Cc: Fred Young (Forest City Gear); Wendy Young (Forest City Gear); Nicole Zermatten (Bernard & Company); Wendy McCormick (Bernard & Company)
Subject: Congratulations!
Hi guys,
I don’t think we could’ve written a better script! The victory will carry the article a bit further for you I’m sure. It was incredible to pick up the America’s Cup last night. I’ve been chasing it for more than 10 years!
Bye for now.
Jon
Check out our press release on FCG and BMW Oracle teaming up.
Go to our Facebook page to see more pictures of the BMW Oracle.
Continue reading During the last two years, AME’s Speedcut Division has invested in new production and measuring equipment and concentrated heavily on R & D and saw blade innovations to improve the tool life of carbide- and cermet-tipped circular saw blades.
During the last two years, AME’s Speedcut Division has invested in new production and measuring equipment and concentrated heavily on R & D and saw blade innovations to improve the tool life of carbide- and cermet-tipped circular saw blades.
We are very pleased to announce the promotion of Christian Schedler to the Product Manager position at this division.
In his new role, Christian will oversee P&L responsibility for the division, including its sales, application engineering, product management and project management functions.
Christian’s distinguished career has encompassed R&D, Engineering and Product Manufacturing. He has a broad assembly and service experience on machine tools and knows the market’s needs for productivity improvements. Prior to this promotion, he worked in service as a Global Service Rep for a German machine tool company and as a Designer of carbide saws at Advanced Machine & Engineering. Christian has the experience, energy and judgment necessary to lead the division to continued success, insuring its future growth objectives are achieved.
Advanced Machine & Engineering Co., is a manufacturer located in Rockford, IL, serving the Machine Tool Industry with precision components and accessories, including spindle interface components, workholding devices, and, through our sister company, Hennig, machine enclosures, chip removal and filtration systems. The Fluid Power – Safety markets are served with cylinder rod locks and safety catcher devises; and the Production Saw market with our Amsaw carbide saw machines and Speedcut blade products. AME has manufacturing partners and customers around the world and across the U.S. To learn more, visit www.ame.com.
Hennig, Inc. design and produces custom machine protection and chip/coolant management products for state-of-the-art machine tools. Hennig products are designed to protect against corrosion, debris and common workplace contaminants. Manufacturing facilities located in the U.S., Germany, Brazil, India, Japan, China and South Korea. Repair centers are located in Machesney Park, IL; Chandler, OK; Livonia, MI; Blue Ash, OH; Mexico City, Mexico and Saltillo, Mexico. To learn more, visit www.hennigworldwide.com.
For more information, contact:
Tim Waterman
ADVANCED MACHINE & ENGINEERING CO.
2500 Latham St.
Rockford, IL 61103
Phone: 815-316-5277
Fax: 815-962-6483
E-mail: info@ame.com
Connect with AME online: ![]()
![]()
![]()
![]()
![]()
![]()
 Noisy gear trains have been a common problem for gear designers for a long time. With the demands for smaller gearboxes transmitting more power at higher rpm and incumbent demands for greater efficiency, gear engineers are always searching for new ways to reduce vibration and limit noise, without increasing costs.
Noisy gear trains have been a common problem for gear designers for a long time. With the demands for smaller gearboxes transmitting more power at higher rpm and incumbent demands for greater efficiency, gear engineers are always searching for new ways to reduce vibration and limit noise, without increasing costs.
Some popular solutions to the noisy gear problem include enlarging the pinion to reduce undercut, using Phenolic, Delrin or other noise-absorbing products, where possible, or changing to a helical gear train. Other methods include tightening specifications to insure greater gear quality or redesigning the acoustical absorption characteristics of the gearbox. Occasionally, experimentation with gear ratios can limit harmonic frequency amplification, which otherwise can cause a gearbox to amplify noise like a finely tuned stereo system. The engineer can also study material and hardness requirements, so that modifications may be made to minimize heat treatment distortion or possibly eliminate the need for heat treatment entirely.
Particular attention must also be paid to gear geometry to insure maximum contact.
Another approach to the gear noise problem that yields good results is crowning or barreling of the teeth. This technique involves changing the chordal thickness of the tooth along its axis. This modification eliminates end bearing by offering a contact bearing in the center of the gear.
A second benefit of the crowning approach to gear cutting is the minimization of misalignment problems, caused by inaccurate machining of the casting, housing, shafting, gearboxes or bearing journals. Crowning can also reduce lead problems in the gears themselves, which causes the gears to wear unevenly and bind because of eccentricities and position errors. Obviously, a gear with a center contact is less affected by discrepant manufacturing or design; furthermore, one can reduce the backlash requirements and allow the gears to wear in rather than wear out.

Shaving is a secondary gear finishing operation done after rough hobbing or shaping to create the desired crown. Crown shaving has long been a popular method, especially in manufacturing coarse pitch gears. With the recent evolution of gear equipment capable of crowning while cutting, the need for shaving just to achieve a crown has been eliminated.
Two variations of the crown shaving method will produce a gear to compensate for off-lead or misalignment conditions.
One approach produces a crown by rocking the table during the reciprocation of work and cutter. The degree of crown is readily changed by this method. The other approach is plunge feeding, which requires dressing the shaving cutter to the desired crown. Generally, it is faster to plunge feed, but the technique can subject the cutter to greater wear. Of course, it is more difficult to change the crown, provided one starts with good quality gears. Shaving improves the quality of profile and reduces error in the gear tooth, through the cutting and burnishing action of the cutters.
The crown form can be produced on gear teeth in several other ways. One method is to shape the gear by use of a crown cam in the shaper back-off mechanism. The proper radius of the gear is calculated by using the amount of crown on the flank and the pressure angle of the gear. Unfortunately, the blocks, while not complex, tend to be expensive.

The advent of the latest generation of gear equipment has made two methods of crowning while hobbing popular. Both methods produce crowns by increasing and decreasing the center distance of cutter to workpiece. The first method utilizes physical copying of a template by a hydrocopying or mechanical following device. This allows taper hobbing or even the creation of sinusoidal wave forms, if desired. More recently, the second method, CNC hobbing, has become commonplace.
Depending on software limitations, CNC allows cutting gears in almost any desired form. A disadvantage to this approach is the high cost of the equipment, though the payback has decreased considerably, in recent years.
New CNC shapers can cut a crown gear or spline without the need for buying a special crowning cam. On our Gleason Pfauter P 300 ES, for example, we can crown by cutting a slight right and left hand helix angle along the face width of the part. This leaves the root diameter straight. We also have a Bourn & Koch Fellows MS 450 with a U-axis for controlling the back-off. It can be programmed to move the cutter spindle in and out during the stroking cycle to crown the tooth by cutting deeper at the ends of the face width and more shallow at the high point of the crown.
Who is using this gear cutting technology today?
Users of heavily loaded gears have been using crowning for quite some time. Another area ripe for the use of crowning is in the manufacturer of hydraulic wobble motors. Here, the application is strictly for misalignment problems rather than for noise reduction. An allied area involves heavily loaded pinions used in actuators for aircraft control surfaces. Generally speaking, it is more advantageous to crown the pinion because it makes more revolutions per minute and may generate more noise. In this case, it is of paramount importance to compensate for load deflection. Unfortunately, few companies in the United States have been applying this technology to commercial fine pitch gearing. However. the few manufacturers who have tried it are most pleased with the results. Some users have reported a 5x to 10x reduction in noise, accompanied by less vibration, wear and power draw.
reduction. An allied area involves heavily loaded pinions used in actuators for aircraft control surfaces. Generally speaking, it is more advantageous to crown the pinion because it makes more revolutions per minute and may generate more noise. In this case, it is of paramount importance to compensate for load deflection. Unfortunately, few companies in the United States have been applying this technology to commercial fine pitch gearing. However. the few manufacturers who have tried it are most pleased with the results. Some users have reported a 5x to 10x reduction in noise, accompanied by less vibration, wear and power draw.
Prime candidates for use of the crowning technique are the small fractional horsepower motor manufacturers or anyone dealing with spur or helical pinions that are susceptible to noise or misalignment. Because crowning on foreign gear hobbing equipment has been available for a greater length of time, this method has been developed to a greater extent in Europe.
American manufacturers would be wise to take advantage of the availability of this kind of technology. Exploration of crowning as a solution to noise and misalignment problems can produce a real competitive advantage for gear manufacturers and users alike.
Fred Young, CEO Forest City Gear Roscoe, Illinois
For more information, please contact Fred Young at: Forest City Gear 11715 Main Street Roscoe, IL 61073 fyoung@forestcitygear.com 866-623-2168
AUTHOR-Fred Young is the owner and CEO of Forest City Gear Co. in Roscoe, Illinois. He has worked for the company since the mid-1950s and assumed its management in 1968. He is a graduate of Rockford College, where he studied physics, mathematics and English literature. Mr. Young is a leading authority on gear manufacturing.
Agency contact: Tim Daro Bernard & Company tdaro@bernardandcompany.com 847-934-4500
Editor note: Mr. Young is available for interviews on this or other gear design and manufacturing issues. Please contact agency to arrange. Also, any publication-generated leads from this article should be sent to Wendy Young at wyoung@forestcitygear.com. Thanks!

Continue reading
 Fryer Easy Turn Combination Lathe with Siemens SINUMERIK 840D sl CNC lets operators at Continental Machine program, set-up and run faster; critical for one-off operations
Fryer Easy Turn Combination Lathe with Siemens SINUMERIK 840D sl CNC lets operators at Continental Machine program, set-up and run faster; critical for one-off operations
By definition, says Josh Johnson, vice-president, Continental Machine, Rockford, Illinois, his prototype and short-run production shop must constantly run lean. There can be no tolerating excessive programming, set-up or machining time of any kind, otherwise the shop loses and, in this economy, Johnson notes, that is simply unacceptable.
Continental Machine is a seven-person, 13,000 square-foot facility that houses a variety of CNC milling, turning, wire EDM, hole popping and grinding machines, as well as various sheetmetal and plastic injection molding machinery. Therefore, the shop is well positioned to produce a wide variety of metal and plastic prototypes used by its diverse customer base, which spans markets such as window hardware, bicycle components, automotive parts, chemical processing, medical devices and foodservice equipment. Materials processed here are just as wide-ranging, including aluminum, CRS, tool steels such as A2 and D2, zinc, brass, copper, bronze, titanium and a variety of engineered plastics such as glass-filled Delrin.
Recently, this job shop purchased a Fryer Easy Turn-21 CNC Combination Lathe, controlled by a Siemens SINUMERIK 840D sl numerical control. The two operators responsible for this machine upgrade at Continental had limited experience with CNC and none whatsoever with the Siemens protocol, as this was the first of its kind at the shop.
The Easy Turn-21 was particularly appealing to Josh Johnson, who comments, “The set-up is extremely easy. Teaching the tools, altering the lengths and diameters is kept very simple. After the initial learning curve, which took only a few days, the operators picked up on the conversational programming, right away. Also, one of the best features on the machine was that you could still turn the parts by using the electronic handwheel and just one function, such as hogging off material automatically or putting on a tapered thread.” He noted this feature was not only more comfortable for the operators, but it also allowed them to quickly and efficiently prove out part programs. Johnson commented that this would not have been possible on previous machines, owing to the flexibility of the control onboard the Fryer. The result has been a minimum 20% improvement in the overall cycle time on most part programs run at Continental. For this primarily prototype job shop, that fact translates into a substantial increase in the work product possible here.




Echoing this sentiment, Sue Ostrander, sales manager, Fryer Machine Systems, explained the process that led her company to select the SINUMERIK 840D sl numerical control for all its milling and turning machines, a move that was recently formalized by the company and announced to the trade.
“Since its inception 26 years ago, family-owned Fryer Machine Systems has based its operation on three core principles: build a quality product, price it fairly and provide quality service. This philosophy has allowed Fryer’s business to grow even in challenging times,” she said.
Fryer manufactures a diverse line of over 50 models of high-quality CNC machine tools in its 50,000 square-foot facility in Patterson, New York. Over the years, Fryer has become well-respected for its quality and innovation, throughout the job shop and production machining market segments.
“Moving to the Siemens 840D sl platform was the next step in Fryer’s ongoing commitment to provide our customers with the most innovative machine tools available in the market today,” Ostrander continued. “The Siemens solution allows machine tool end-users to achieve higher productivity through easy and intuitive features and step-by-step, on-screen programming. This enables them to dramatically reduce set-up, programming, and tooling times, while significantly increasing output.”
“The SINUMERIK 840D sl modular design allows us to take full advantage of the superior mechanical features in our machines,” continued Larry Fryer, president and CEO, Fryer Machine Systems. “Fryer has always been known for our easy conversational controls and the move to Siemens has allowed us to greatly enhance this feature,” Fryer noted. “The 840D sl menu-driven system combines an advanced geometry calculator that displays the part while the operator is programming it. Sophisticated solid model graphics allow the operator to verify the part program with more clarity than ever before,” he said.
 Larry Fryer has also been impressed with the automatic tool set-up and easy part set-up, made possible by the Siemens CNC. Fryer explained that auto-run mode is where many operators experience difficulty. Siemens and Fryer Machine Systems worked together to create an electronic handwheel run mode that gives the operator a safer way to prove out program execution, both forward and backward, using a standard electronic handwheel.
Larry Fryer has also been impressed with the automatic tool set-up and easy part set-up, made possible by the Siemens CNC. Fryer explained that auto-run mode is where many operators experience difficulty. Siemens and Fryer Machine Systems worked together to create an electronic handwheel run mode that gives the operator a safer way to prove out program execution, both forward and backward, using a standard electronic handwheel.
Fryer further stated, “Siemens provides us with a highly flexible solution that is critical to our ability to meet the specific needs of each customer. Our enhanced capability to offer the same control for both turning and milling gives Fryer machines a unified platform that is very important to customers both in the short-term and for long range expansion. Coupled with Siemens quality and reliability, they are invaluable to us in competing in today’s aggressive marketplace.”
Johnson added this comment on the service and training received by his operators at Continental. “Siemens has been helpful and very thorough in their training and after-sale service. The ShopTurn program, being integral to the control, now enables us to accurately determine tool path, potential collisions, tool changes and real world run time. This makes our operators’ jobs much easier, with the added benefit of allowing us to estimate much more accurately than ever.” Johnson further noted the CNC has substantial hard drive space, thus allowing most programs to be stored directly on the machine, though the company does maintain a back-up system.






For more information on this story, please contact:
CONTINENTAL MACHINE CO.
Email: conmach@onecommail.com
FRYER MACHINE SYSTEMS, INC.
Web: www.fryermachine.com
SIEMENS MACHINE TOOL BUSINESS
John Meyer
Manager, Marketing Communications
Siemens Industry, Inc.
(847) 640-1595
www.usa.siemens.com/cnc
SiemensMTBUMarCom.industry@siemens.com
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue reading
Hennig custom enclosures on generators provided through W.W. Williams to huge dairy products processing plant in Michigan.
Machesney Park, IL-On a recent installation at the Ovid, Michigan processing plant of the Michigan Milk Producers Association (MMPA), the standby power generation system supplier, W.W. Williams (WWW) of Dearborn, Michigan, required an increased level of sound and environmental protection on the three generating stations, in accordance with the specs received from their customer’s architectural firm. They turned to their enclosure suppliers for assistance, as the challenges were many. For the complete package, the project was awarded to Hennig. As WWW’s Brunswick, Ohio-based project manager on the job, Al LaManna, puts it, “We’d begun to see Hennig as our go-to guys on enclosures, owing to the continued satisfaction we’d experienced with their levels of quality, engineering and especially responsive service.”
The Ovid facility of MMPA processes over three million pounds of milk per day, specializing in the production of liquid dairy blends, dry powders and bulk butter. These dairy ingredients are offered in spray-dried, liquid, condensed and instantized forms. Fluid products are typically loaded for bulk tanker or 55-gallon drum delivery, while powders are packed in 50 lb. bags, 25 kg bags or one-ton totes. Butter is produced in 25 kg cubes. Such production processes place substantial load on the local utility company’s power generation system and also create ambient dust contaminant challenges for the plant’s equipment.
During the construction process on the three enclosures needed for the standby power generators, extra attention was given to the insulation, silencers and electrical controls for the unit, to ensure proper functioning, sound attenuation and minimized environmental impact. These enclosures and fuel tank assemblies further required additional features, as mandated by the Michigan Department of  Environmental Quality, including overflow protection valves with a spill box for fuel containment on the remote filling apparatus, fill panel alarm system with level switch, extended vents above the roof line, a special mastic coating on the bottom of the fuel tank and stainless steel fuel supply and return lines.
Environmental Quality, including overflow protection valves with a spill box for fuel containment on the remote filling apparatus, fill panel alarm system with level switch, extended vents above the roof line, a special mastic coating on the bottom of the fuel tank and stainless steel fuel supply and return lines.
Following the submission of the complete specification and winning the job, Hennig engineers Christian Grobe and Robin Moore, as well as sales rep Matt Sopchyk, led the team that produced the enclosures at the company’s manufacturing/fabricating facility in Rockford, Illinois. Al LaManna had occasion to visit the plant during the construction and was impressed by the efficiency of the vertical integration. Hennig performs all metal fabrication, finishing and the rigorous testing to UL standards in-house. “Even a midstream specification change by our customer was handled at Hennig with no upset in the production schedule,” notes LaManna.
 Founded in Columbus, Ohio in 1912, W.W. Williams has evolved from one of the nation’s largest industrial distribution, repair and service companies to a highly diversified solutions provider. They provide solutions to customers with technical / mechanical service and repair, remanufacturing, warehouse / supply chain management and service a varied customer base. Their products and services include diesel engines, transmissions, heavy duty truck repair, refrigeration, power generation and third party supply chain logistics services. Their customers comprise on-highway trucking, off-highway equipment, Department of Defense OEM’s, vehicle OEM’s, U.S. Military and marine enterprises. The company represents the MTU Onsite Energy group and specializes in gas and diesel engine systems, fuel cell systems, gas turbine systems and gen-drive engines, to provide primary, standby and continuous power.
Founded in Columbus, Ohio in 1912, W.W. Williams has evolved from one of the nation’s largest industrial distribution, repair and service companies to a highly diversified solutions provider. They provide solutions to customers with technical / mechanical service and repair, remanufacturing, warehouse / supply chain management and service a varied customer base. Their products and services include diesel engines, transmissions, heavy duty truck repair, refrigeration, power generation and third party supply chain logistics services. Their customers comprise on-highway trucking, off-highway equipment, Department of Defense OEM’s, vehicle OEM’s, U.S. Military and marine enterprises. The company represents the MTU Onsite Energy group and specializes in gas and diesel engine systems, fuel cell systems, gas turbine systems and gen-drive engines, to provide primary, standby and continuous power.
As Territory Manager for the company, Todd James Rundhaug, observes, “We are constantly looking for quality component suppliers to complement our MTU Onsite Energy power generating equipment. We began our relationship with Hennig in 2008 and have been extremely satisfied with the quality, workmanship, delivery and especially the after-sales sales support on their enclosures and fuel tanks. Due to a variety of factors, our types of equipment require highly specialized enclosures and UL Rated fuel tanks. The total service package from Hennig on these products has been excellent.” LaManna agrees, noting his customers’ repeat satisfaction with the full package supplied by Hennig. On this Michigan Milk Producers job, Hennig supplied the enclosures, each equipped with a heater, overhead lights, powered louvers, battery back-up lighting with NiCad battery power and GFI wall outlets.
complement our MTU Onsite Energy power generating equipment. We began our relationship with Hennig in 2008 and have been extremely satisfied with the quality, workmanship, delivery and especially the after-sales sales support on their enclosures and fuel tanks. Due to a variety of factors, our types of equipment require highly specialized enclosures and UL Rated fuel tanks. The total service package from Hennig on these products has been excellent.” LaManna agrees, noting his customers’ repeat satisfaction with the full package supplied by Hennig. On this Michigan Milk Producers job, Hennig supplied the enclosures, each equipped with a heater, overhead lights, powered louvers, battery back-up lighting with NiCad battery power and GFI wall outlets.
 Point man on the job for Hennig Enclosure Systems was Matt Sopchyk, who noted there were three enclosures needed for the onsite generators on this project. Each generator is a 2000 KW unit, with a sub-base fuel tank holding 3480 gallons of diesel. “Hennig design standards for this application included our complete in-house powder coating process for the enclosure walls, doors and roof sections over the all galvanealled steel construction. This job was finished in MTU gray, matching their gensets.”
Point man on the job for Hennig Enclosure Systems was Matt Sopchyk, who noted there were three enclosures needed for the onsite generators on this project. Each generator is a 2000 KW unit, with a sub-base fuel tank holding 3480 gallons of diesel. “Hennig design standards for this application included our complete in-house powder coating process for the enclosure walls, doors and roof sections over the all galvanealled steel construction. This job was finished in MTU gray, matching their gensets.”
The UL142 approved steel fuel tanks are finished with a phosphoric pretreatment high-pressure wash and then a 2-step polyurethane process. Hennig enclosures are of a semi-monocoque design, meaning the structural integrity and inner strength are engineered and built into every panel and roof section. This allows for clean and functional design, without the need for separate framing or additional substrate supports of any kind. Also, the Hennig fuel tanks are engineered and built in a similar way, with full interior baffling and sub-structure integrity to support the genset without the need for surface mounted I-beams to support the genset or the need for an additional, costly raised floor above the tank top. The tank top is the floor within the genset.
To learn more about Hennig products & services, visit www.hennigworldwide.com or call contact:
Tim Waterman
Hennig Inc.
9900 N. Alpine Rd.
Machesney Park, IL 61115
(815) 316-5277
info@hennig.ame.com
www.hennigworldwide.com
Connect with Hennig online: ![]()
![]()
![]()
![]()
![]()
![]()
![]()
—
Hennig, Inc., at www.hennigworldwide.com, has been designing and producing custom machine protection and chip/coolant management products for state-of-the-art machine tools for over 50 years. Hennig products are designed to protect against corrosion, debris and common workplace contaminants. Hennig has manufacturing facilities in the U.S., Germany, Czech Republic, France, Brazil, India, Japan, China and South Korea. Its North American repair centers are located in Machesney Park, Ill.; Chandler, Okla.; Livonia, Mich.; Blue Ash, Ohio; Mexico City, Mexico; and Saltillo, Mexico.
Continue reading Kimray, Inc., an Oklahoma City-based manufacturer of control valves and related equipment for oil and gas producing companies, reports an 83% increase in their machining efficiency, achieved largely as the result of recently acquired CNC production equipment.
Kimray, Inc., an Oklahoma City-based manufacturer of control valves and related equipment for oil and gas producing companies, reports an 83% increase in their machining efficiency, achieved largely as the result of recently acquired CNC production equipment.
Founded in 1948 by Garman Kimmell, Kimray operates a 274,000 sq. ft. facility and employs over 400 people to serve its expanding customer base of oil and gas producing companies. Kimray machines iron, steel and aluminum, as well as thermoplastic materials, to build its comprehensive line of control valves, thermostats, energy-exchange glycol pumps, gas-operated pilots and other process control devices. Their products are used to control vessel and lead line temperatures, liquid level inside pressurized vessels, pressure drops and liquid/gas flow.
The company maintains a turnkey manufacturing facility, including dozens of lathes, grinders, turning, milling, sawing and bore finishing/honing machine tools, nearly all with CNC systems onboard. Originally, two machines were purchased, an Emco Maier EMCOTURN 420 MC PLUS and HYPERTURN 665 MC PLUS Lathes, each equipped with Siemens SINUMERIK 840D CNCs and SIMODRIVE 611D drive packages. As their productivity greatly increased, Kimray decided to purchase two more Emco Maier machines to keep up with increased demand for their products.
 The company operates a host system for file storage and back-up on all part production data. As one operator of these lathes observed, “I liked the Fanuc 18i-T CNC we used on other machines in the shop, but, with the SINUMERIK 840D, you can do so much more, such as instant programming and cut and paste operations, while the machine is running or stopped. Each screen allows you to be very detailed about what you’re doing, such as separating your mains from your subs with your part and workpiece programs. I use the Siemens CNC for axis and spindle movements on both machines (Emco Maier 420 Dual Main and Counter spindle Machine and the 665 Main and Counter Spindle Machine). My programs and data can be recessed easily and transferred back to the machines (from the company’s main host system), as needed. I can run my programs out of workpieces and sub-spindles, including milling and stenciling out of the sub-programs. I use the parts program as my way to transfer files and folders to the main system and back again.”
The company operates a host system for file storage and back-up on all part production data. As one operator of these lathes observed, “I liked the Fanuc 18i-T CNC we used on other machines in the shop, but, with the SINUMERIK 840D, you can do so much more, such as instant programming and cut and paste operations, while the machine is running or stopped. Each screen allows you to be very detailed about what you’re doing, such as separating your mains from your subs with your part and workpiece programs. I use the Siemens CNC for axis and spindle movements on both machines (Emco Maier 420 Dual Main and Counter spindle Machine and the 665 Main and Counter Spindle Machine). My programs and data can be recessed easily and transferred back to the machines (from the company’s main host system), as needed. I can run my programs out of workpieces and sub-spindles, including milling and stenciling out of the sub-programs. I use the parts program as my way to transfer files and folders to the main system and back again.”
He further commented on the controls, “On a typical set-up, I like the sensitivity of the CNC. Being able to move the axis only a ten thousandth at a time to a hundred thousandth at a time comes in very handy for me. I also like the program test feature, especially on new programs. Each tool has its own geometry page and up to four offsets, making things much less complicated.”
Lastly, regarding the machine builder, this operator noted, “I received lots of good advice and training from the folks at Emco Maier, especially Doug Poling. He’s also assisted me a few times by phone, when needed.”
 In the manufacture of its oil and gas production controls, Kimray typically machines bar stock of 303, 304, 310, 316 and 17-4 stainless, as well as D-2 tool steel, 6061-T6 aluminum, brass, Delrin and Teflon. Cast iron, ductile, steel, stainless and aluminum are also machined here. The 83% increase in machining efficiency has been achieved, due to these four Emco Maier machines with Siemens CNCs, according to Kimray sources and company production data.
In the manufacture of its oil and gas production controls, Kimray typically machines bar stock of 303, 304, 310, 316 and 17-4 stainless, as well as D-2 tool steel, 6061-T6 aluminum, brass, Delrin and Teflon. Cast iron, ductile, steel, stainless and aluminum are also machined here. The 83% increase in machining efficiency has been achieved, due to these four Emco Maier machines with Siemens CNCs, according to Kimray sources and company production data.
In determining the increase in overall machining efficiency at Kimray, VP of Operations David Hill commented, “Our commitment to run CNC machine tools has long been in place and the addition of the Emco Maier lathes with Siemens controls onboard are the latest steps in this process. We’ve literally had no problems with these machines, the CNC’s or the drives. When Kimray operators can keep running and producing parts in such a way, the impact on our overall efficiency is immediate and substantial.”
Mike Morris, Kimray’s Plant Engineer, added that “the control is strong and easy for the operators to use”. Over the years, the CNCs have been virtually bulletproof.”
From the builder’s perspective, Emco Maier shares Kimray’s appreciation for the performance of its CNC/drive package supplier.
“Our 420 machine enables simultaneous production of two parts without interruption or collision. The digital drives (Siemens SIMODRIVE 611D) produce dynamic performance in both the main spindle and X/Z axes,” commented the company’s Director of Sales Support Operations for Emco Maier USA. “Plus, programming is just the same as on any CNC lathe. Only one program is generated. The program for the second workpiece is simply transferred to the bottom system by means of a selector switch. No additional programming is necessary. As we like to say, twice as nice.”
The 665 Hyperturn machine enables true 4-axis machining plus full c-axis capability on both the main and counter spindles. The 665 uses some of the same programming features, plus the same digital drive system as the 420, but in a larger package.





For more information on this story, please contact any of the following individuals:
KIMRAY, INC.
Web: www.kimray.com Email: info@kimray.com
EMCO MAIER CORP.
Web: www.emcomaier-usa.com
SIEMENS MACHINE TOOL BUSINESS
John Meyer
Manager, Marketing Communications
Siemens Industry, Inc.
(847) 640-1595
www.usa.siemens.com/cnc
SiemensMTBUMarCom.industry@siemens.com
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue reading Several clients have appointed designated hitters for the internet blogs and especially the engineering chat areas of publication websites.
Several clients have appointed designated hitters for the internet blogs and especially the engineering chat areas of publication websites.
We applaud this action, especially in this economy.
One client said to me, during a meeting where I was encouraging this tactic, “Tim, how can I take a very busy engineer or sales guy away from customers and quoting to play on the internet?”
After I calmed down, I explained to him that:
Seriously, since very little is new under the sun, this is just the new version of that longtime and revered guy at every company, the one people flocked to see at trade shows.
Two quick examples:
We had a client (sadly passed away) who invented polymer quenchants for commercial heat treating. This ancient industry used water and oil, mostly, as it had for literally centuries. People would come to the trade shows and actually wait in line to see the guy. Then, with almost papal severity, he would lean into them, listen to their quenching problem, ponder it for a moment and then put his finger in their chest and say, “OK, here’s what you do…”
We have a current client who runs what is arguably the finest gear company on the planet. He’s also a world-class fly fisherman. He stands in the aisles and goes “casting for customers,” as he says. When he arrives at a show or conference, you’d think Ghandi had walked into the room…with Mother Teresa on his arm! Talk about drawing a crowd. His theory evokes the old John Kennedy line that a rising tide lifts all boats. He actually shows customers, prospects AND his competitors his operation and his p&l. His company currently exports high-precision gears worldwide, including to China!
The internet guru at your company can be a powerful force for growth and a true agent of change for your business and the industry as a whole. Don’t overlook the possibilities or think that it’s just playtime! When a “social” network has a tangible business upside, that’s a game we’d all like to join!
TD