
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
When Task Force Tips, Inc. (TFT) decided to study the true costs of ultra-priced, high-speed machining, the company expected nominal gains on its machine-control investment; but when TFT began cutting the same precision parts in one-third of the time, it was, in the words of the company owner and president, Stewart McMillan, “a wake-up call.”
See the video on this story HERE.
 Breaking the price/cost perception barrier
Breaking the price/cost perception barrier
Task Force Tips (TFT) is a manufacturer of highly engineered fire suppression tips, nozzles and other agent delivery equipment used by fire departments globally. For more than four decades, the company has always invested in premium machine tool brands associated with quality, performance and logically, higher price tags. Even so, it was the latter variable – the perceived barrier of price and cost – that prevented company owner and president, Stewart McMillan from ever considering more ultra-priced, high-speed machining options on the market.
“I hadn’t really looked at the economics when it came to an INDEX machine,” recalls McMillan. “And why? Because it always seemed like the INDEX brand was so prohibitively expensive. I never even thought its machines were within our league.”
That was prior to IMTS 2008, before TFT brought the company’s first INDEX machine into its 168,000 square foot facility in Valparaiso, Indiana, where TFT manufactures over 5,000 products across three shifts, seven days a week, all year around.

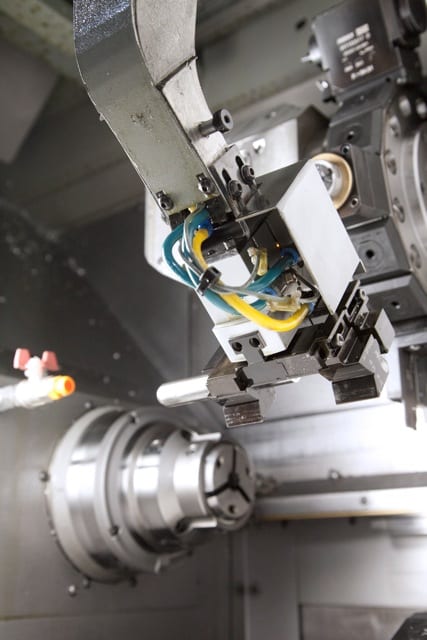
The Index C100’s “literal” coordinate system establishes actual reference points for programming the machine’s precise motion, rather than use arbitrary points in space.
“It was an INDEX C100 automatic production lathe, ultimately fitted with a Siemens 840D control package,” McMillan says. “We started making parts on it and our production times became typically 30%. I don’t mean a 30% reduction. I mean our run time for a part dropped to 30% of what it was before.”
As to why the company’s new machine made such an unprecedented productivity impact, McMillan points to both the high speed design of the machine and to the equally capable Siemens control package, which represented yet another paradigm shift for TFT.
Previous to the INDEX C100 purchase, TFT had scant experience with Siemens control packages. Much like the INDEX brand, Siemens five-axis controls were perceived as prohibitively sophisticated and just plain different. This lack of familiarity had been reason enough for TFT not to consider Siemens.
These were the company’s perceptions in 2008, before the INDEX C100 machine came into the plant, powered not by a Siemens control package, but by a more commonly accepted brand of CNC.
 “We had all kinds of bugs in the control that came with the machine the first time,” McMillan recalls. “INDEX had a particular customer that had insisted on another more familiar brand of control, and so they were making the machine with that control. I don’t think that the other customer realized just how significant the Siemens control was to the machine. We didn’t recognize it either. A service representative commented to one of my employees that we really should have the Siemens control for what we were doing, that we were pushing the machine far beyond the capabilities of the original control.”
“We had all kinds of bugs in the control that came with the machine the first time,” McMillan recalls. “INDEX had a particular customer that had insisted on another more familiar brand of control, and so they were making the machine with that control. I don’t think that the other customer realized just how significant the Siemens control was to the machine. We didn’t recognize it either. A service representative commented to one of my employees that we really should have the Siemens control for what we were doing, that we were pushing the machine far beyond the capabilities of the original control.”
Upon learning that its new machine was underperforming for TFT, McMillan says INDEX swapped out the machine with an identical model, with one difference. This time, the INDEX C100 was powered by a Siemens motion control package, and TFT was able to set out in earnest to explore what price/cost lessons could be learned from its machine tool investment.
Zero to 5,000 RPM in one second
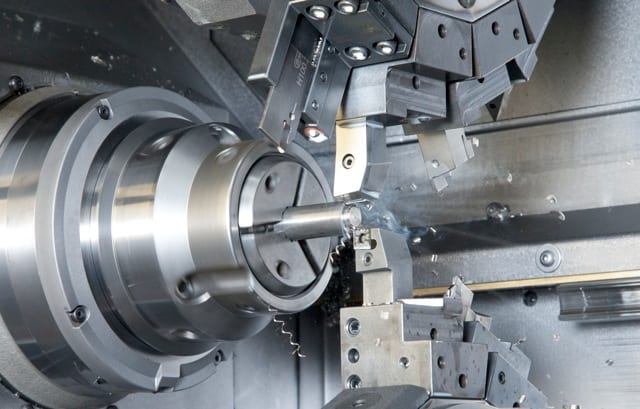
The INDEX C100 features automated remnant removal. The design has helped TFT increase revenues by eliminating the production delays caused by manual remnant stock removal cycles– typically not an option on lower priced machines.
McMillan recalls that an immediate revelation was seeing the difference a few thousand RPMs can make. The company began to run jobs at 5,000 to 6,000 RPM, ramping up from zero to 5,000 RPM in less than one second and ramping down just as fast. Several economic lessons soon emerged from this capability, as the sustained speed of the machine maximized motion in new time/cost saving ways.
“We never realized before just how much time we were losing waiting on the spindle to stabilize at a new commanded speed,” McMillan reports. “The turret indexing was also extremely fast, with the multiple tools overlapping to cut at the same time with incredibly fast accelerations.”
The INDEX C100 also leverages speed in new ways, as TFT discovered. The company can run more than 1,000 parts without having to change an offset. In addition, an automated remnant removal feature enables the machine to run continuously, by rapidly reloading bar stock without operator interaction.
“On the rest of our machines, we need to pick the remnant out and load a new bar into it,” McMillan explains. “That step should take just a few minutes. But the way things work, a machine can sit idle for six minutes before somebody realizes it, and then it takes five minutes to reload, and all that lost time adds up.”
Another speed-related discovery was the integration of rapid traverse rates, which have always been less than rapid in the company’s experience “A lot of machines advertise rapid traverse rates at maximum speed, but the fact is, unless you’re traveling 10 or 12 inches, traverse speeds have never reached maximum for us.”
Taking motion accuracy literally
As to how the machine eliminates slower traversing and other cost related functions, McMillan says the design of the INDEX C100 is unlike the design of conventional and yes, lower-priced machine bed coordinate systems.
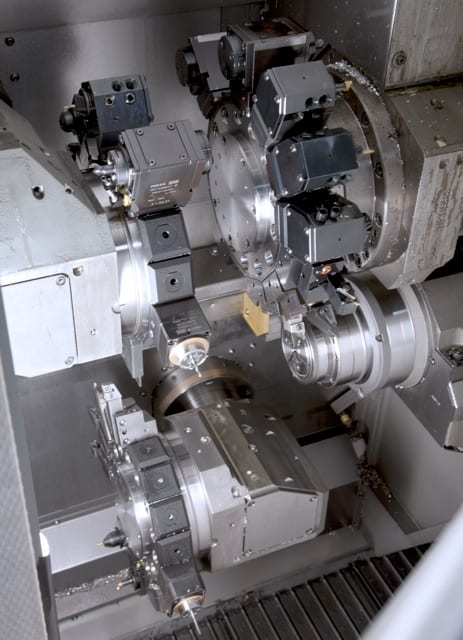
“The INDEX doesn’t use the same coordinate system as other machines. It uses a set of parallelogram bars, a very unique system for rigidity,” McMillan explains. “The machine has a picture frame mount for its turret. The turret is not leveraged off a set of ways like most turrets. It’s close to where it’s sliding, so there’s not a big length over diameter ratio in terms of the tools of the turret hanging out from its support structure. This gives the machine a lot of rigidity for turning, and you can accelerate the axes so fast that you really do achieve faster traverse rates. The window on this machine is just a blur of motion.”

The coordinate system of the INDEX C100 uses a set of parallelogram bars for uniquely rigid motion that is fully exploited by the Siemens SINUMERIK 840D.
TFT’s lead programmer, Nate Price, sees additional efficiency advantages made possible by the INDEX machine’s unique coordinate system, whereby measurements and motion can be programmed based on actual numerical reference points and not on arbitrary points in space.
“On the INDEX, every machine space coordinate, every offset, every measurement that’s used to define how the machine operates has a legitimate explanation of why it is what it is and to where it relates,” Price explains. “This makes it much easier to automate these measurements; whereas, in the past we would measure manually, because these were arbitrary points. On the INDEX, they are defined, literal points. We know exactly what they relate to, so we can define them automatically before the program ever gets to the machine, before the set-up ever starts.”
(Click here to see: Normal Lathe Coordinates and Index C100 Coordinates)
Advanced cost control
 With the Siemens 840D control package driving the INDEX C100, TFT would document yet more lessons in machine tool economics, including reduced setup times. The faster indexing speed of the turrets contributed to an 80% reduction in setup times compared to the setup times of TFT’s other premium machines.
With the Siemens 840D control package driving the INDEX C100, TFT would document yet more lessons in machine tool economics, including reduced setup times. The faster indexing speed of the turrets contributed to an 80% reduction in setup times compared to the setup times of TFT’s other premium machines.
According to Price, the Siemens 840D control interface brought a refined and intuitive approach to machine programming, setups and operation — an approach that was especially empowering to him as a programmer.
“I don’t know if anybody just doing set-ups would understand how much of a difference the Siemens control has made in the programming,” Price explains. “It has enabled me to more quickly and easily write the programs, write the post-processes, thus making the setup of special routines go much faster.”
In addition to easier programming and faster setups, Price says the machinists have found that the Siemens 840D enables them to more efficiently control and capitalize on the production potential of the INDEX machine.
“The control gives you ample shortcuts,” says Price. “There is a method of presenting messages to the operator that was not present in the other control. There is so much happening on the machine, it is really difficult to capture all that information on a single screen, but the control helps you keep track of what everything is doing. It’s really easy to get into more detail, without having to go through a lot of pages.”
As another example of CNC operational efficiency, Price points to the way the control manages error messages.
 “The machine wants to see several conditions exist before it will start a cycle,” Price explains. ”On the previous control, it was not real good at telling you that it was not in a condition to start a cycle. It wants the chucks closed. It wants the gantry in safe position. It wants the sub-spindle in a safe position. It wants to know where everything’s at and it presents a giant list for the operator to reference in order to start a cycle on the machine. But, when you press Cycle Start on the Siemens control, if those conditions aren’t met, the control will guide you through what needs to change to meet those conditions, so you can start your cycle.”
“The machine wants to see several conditions exist before it will start a cycle,” Price explains. ”On the previous control, it was not real good at telling you that it was not in a condition to start a cycle. It wants the chucks closed. It wants the gantry in safe position. It wants the sub-spindle in a safe position. It wants to know where everything’s at and it presents a giant list for the operator to reference in order to start a cycle on the machine. But, when you press Cycle Start on the Siemens control, if those conditions aren’t met, the control will guide you through what needs to change to meet those conditions, so you can start your cycle.”
Another advantage brought about by the Siemens control was faster tool loading, made possible by faster and easier CNC programming.
“Tool loading was a big area of improvement,” Price says. “You essentially give the control a mini-program that tells it what tools you’re going to be putting in for this job that you’re setting up. The control will then present the stations on the turrets for you, tell you what tools to put in and what tools to take out. And it’s entirely guided. This has been a huge departure from what we traditionally had dealt with. It really accelerates set-up time.”
More profit per square foot
 McMillan and Price claim that the lessons derived from their machine-tool investment can be measured in broader and perhaps even more dramatic ways.
McMillan and Price claim that the lessons derived from their machine-tool investment can be measured in broader and perhaps even more dramatic ways.
“I started to look at the numbers from a different perspective,” McMillan relates. “You have all these initial and ongoing costs to build a shop, to put in a floor, to put a roof over it, heat it, cool it, and all these costs can equate to so much per hour. Now you buy a machine that’s $600,000 versus a machine that’s $300,000 over 10 years. We run almost 24 hours a day, seven days a week, which helps our analysis. For us, it comes out to about an eight dollar per hour difference to buy the $600,000 machine. And for eight bucks more an hour, we’re getting triple the production out of that same square footage.”
Another way the company has measured its return on its investment in advanced machine-control manufacturing has been to witness the change in the people uplifted by the technology. Now, owner, programmer, machinists and others at TFT are enthusiastic about the possibilities of their more advanced, CNC-based manufacturing.
McMillan says that it will be such investments in machines and in people that will keep his company from selling itself short, having proven that with the right machine and the right motion control technology, anything is possible.
“We had a job that ran a couple of weeks ago,” McMillan recalls. “I received several e-mails before I even came to work that day. Different people were sending me e-mails that said in effect: Wait until you see what we’re doing with the INDEX today!”
See the video HERE!
For more information, contact:
Siemens Industry, Inc.
Motion Control Business — Machine Tools
390 Kent Avenue
Elk Grove Village, IL 60007
Tel: (847) 640-1595
Fax: (847) 437-0784
Web: www.usa.siemens.com/cnc
E-mail: SiemensMTBUMarCom.industry@siemens.com
Attention: John Meyer, Manger, Marketing Communications
Twitter: www.twitter.com/siemens_cnc_us
Facebook: www.facebook.com/SiemensCNC