
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
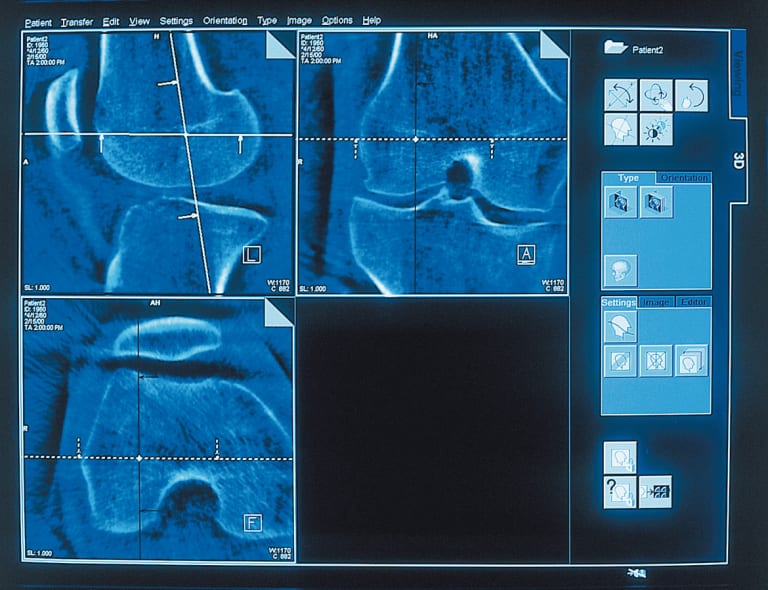
The process chain for a typical implant begins in the clinic, where the doctor uses CT scan imaging data to select an appropriate implant
Today’s machine shops, whether in the medical technology or tool and moldmaking sectors, can take advantage of an integrated Siemens CNC solution for everything from the design concept to the finished product.
The production of today’s medical implants involves an entire process chain, starting with the doctor and ending with the finished device. Doctors use the imaging data of a complex fracture, acquired with a computed tomography (CT) scan, to select an appropriate implant and then position it in the fracture area of the patient on the computer. Of course, this is only possible if the implant geometries are stored in a database, and the doctor has implants in stock or can access them immediately from a manufacturer.
Simulation of machining sequences
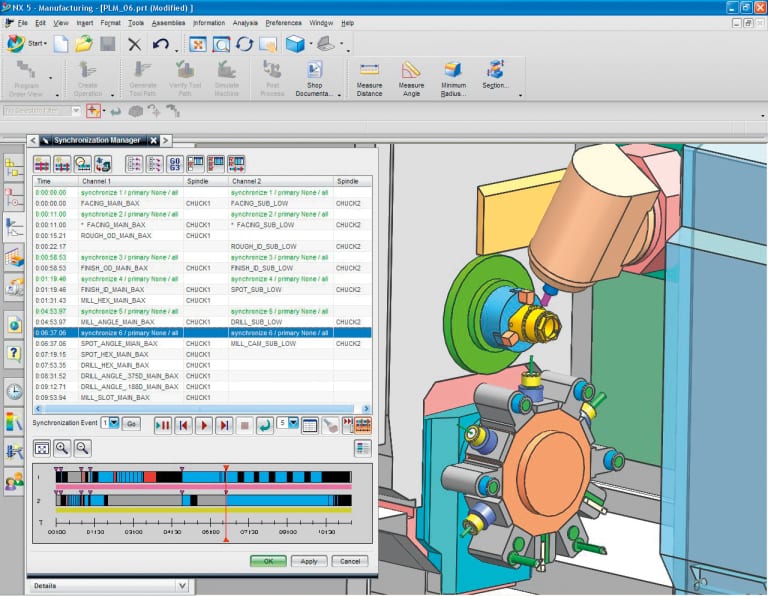
NX CAM programming from Siemens PLM enables realistic simulation of machine tool functions.
In plastic surgery, however, where implants specifically manufactured for each individual patient are needed, a different process is employed. Instead of pre-machined parts, implants are custom-made with the help of 3D imaging. In this case, the machine tools are controlled using the implant geometries. Calculated contours and shapes are acquired by the CT scan to produce implants that are literally a perfect fit. However, the feasibility of the planned production process can first be determined on a monitor using, for example, an NX graphic simulation from Siemens to avoid potential collisions or damage to the workpiece contours.
Technology package for milling
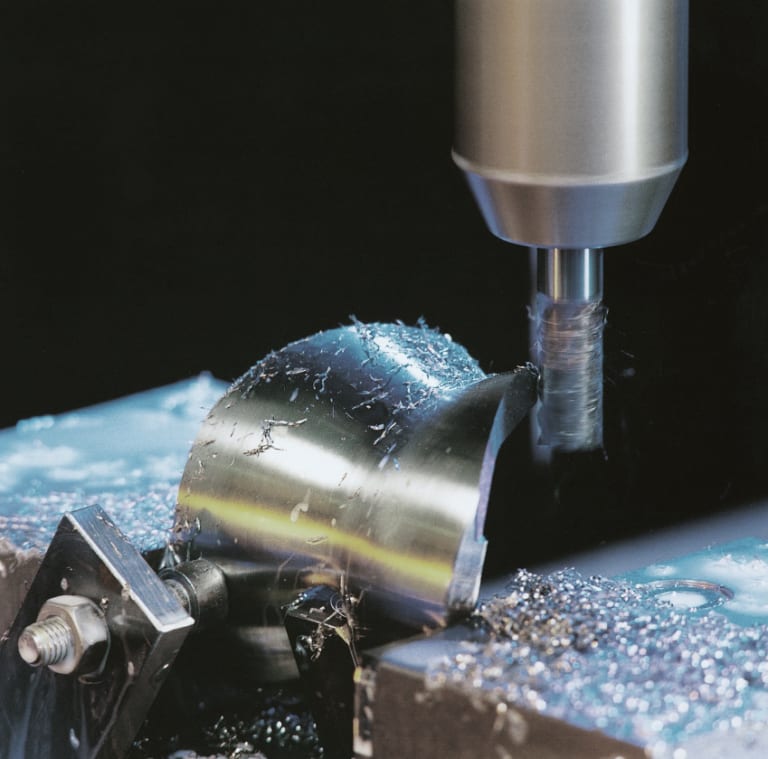
Implants for knee joints are precision machined with the High-Speed Cutting HSC process on a machine tool run by Siemens SINUMERIK 840D solution line CNC technology.
High-speed cutting (HSC) is a machining process with high material processing speeds. HSC machine tools achieve high spindle speeds, combined with feed rates that are much higher than those of conventional machine tools. Consequently, they require control systems and part programs that perform equally fast. The Siemens Sinumerik® 840D solution line CNC is specifically designed for the requirements of medical technology and this precision part HSC work. Integrated functions onboard the CNC assist users with set-up and programming, thus allowing faster and more precise production sequences.
Together, the Sinumerik CNC system and ShopMill® software from Siemens form a milling technology package that allows machine operators rapid access to the functions they need. Thanks to graphic function display and plain language input dialogs, cycles can be used quickly and effectively, after a brief training period. Even the smallest errors can be corrected during operation, using multi-axis kinematic analysis. The Siemens Safety Integrated® solution further provides protection for personnel and machinery. This software can be used to interlink emergency stop buttons and light barriers. In the event of an operating error, dangerous movements are immediately brought to a standstill and the power supply to the motor is quickly cut.
The use of measuring probes
The production of artificial knee joints on an HSC 20 linear milling center manufactured by DMG, for example, can be fully controlled and monitored by a Siemens Sinumerik CNC system. With its broad range of functions, this milling center is particularly well suited for use in the medical technology sector. It is equipped with linear drives on all axes and achieves acceleration rates over 2g. The machine can also generate a surface finish down to 0.2 micrometers Ra. The liquid-cooled machining spindle operates at speeds up to 42,000 rpm, thereby covering an extensive range of potential applications in the medical sector, where materials such as titanium, chromium-molybdenum, tantalum and niobium are typically milled.
In order to achieve maximum precision during implant production, while also maintaining a consistently high level of product quality, parametric measurements must taken continuously from both the machine and the workpiece. probes, for example, on HSC production machines measure tool dimensions in-process, detect broken tools and are used for the set-up and measurement of workpieces. In medical machine shops currently, the targeted use of such measuring probes can reduce set-up times by up to 90%, while substantially improving process control.
Cost-effective machining

The finished implant is a perfect fit
Metal parts used in medical technology are often extremely complex. Therefore, choosing the right tooling can have a great impact on the quality of the finished products. After all, proper cutting tools ensure that the parts leaving the machining center are absolutely precise and require no further finishing work. Although the materials used for many medical and orthopedic parts are often quite difficult to machine, the tools must fulfill high performance requirements with respect to the precision and surface quality of these implants. Iscar, one supplier of such tools, offers a program for monitoring the use of precision tools on turning, drilling, milling and finishing jobs. They also help users assess the performance qualities of non-vibrating carbide milling cutters, which are well-suited for machining implant materials, plus they can offer information on more cost-effective and efficient machining processes.
For more information on Siemens SINUMERIK CNC, visit www.usa.siemens.com/cnc.
For specific product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: SiemensMTBUMarCom.industry@siemens.com.
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue readingTo guarantee perfect workmanship and the highest possible product quality, BMW uses five-axis machining centers equipped with Sinumerik 840D sl and a range of new user interfaces for machining operations in its Berlin motorcycle plant.
 BMW motorcycles enjoy an outstanding reputation around the world for their reliability, quality, performance and safety. This is not achieved by chance, however. BMW’s motorcycle plant in Berlin uses around 50 machine tools to create numerous key components on-site, from frames and valve shafts to connecting rods and cylinder heads. Among these tools are Grob’s horizontal five-axis G550 machining centers equipped with Sinumerik 840D controllers, which are used in the manufacture of cylinder heads for flat and 4-cylinder engines. Prices are obtained from suppliers at regular intervals, especially when the company is investing in new machining centers. The aim is to ensure that BMW can manufacture its components more cost-effectively than external contractors, while at the same time comparing the prices offered by the various machine suppliers. One of the major reasons for choosing the G550 was because it was equipped with a Siemens CNC.
BMW motorcycles enjoy an outstanding reputation around the world for their reliability, quality, performance and safety. This is not achieved by chance, however. BMW’s motorcycle plant in Berlin uses around 50 machine tools to create numerous key components on-site, from frames and valve shafts to connecting rods and cylinder heads. Among these tools are Grob’s horizontal five-axis G550 machining centers equipped with Sinumerik 840D controllers, which are used in the manufacture of cylinder heads for flat and 4-cylinder engines. Prices are obtained from suppliers at regular intervals, especially when the company is investing in new machining centers. The aim is to ensure that BMW can manufacture its components more cost-effectively than external contractors, while at the same time comparing the prices offered by the various machine suppliers. One of the major reasons for choosing the G550 was because it was equipped with a Siemens CNC.

The horizontal design of the Grob five-axis G550 guarantees the highest levels of rigidity, which keeps axial deviations below 10 µm.
Thanks to previous positive experience with Siemens, the BMW manufacturing specialists in Berlin already employ technology from Europe’s market leader for 90 percent of their controllers. This allows both operators and tool setters the flexibility to work on almost all the machines in the plant. Other key requirements noted in the specification were adequate space for manufacturing all relevant components, the highest levels of precision and surface finish, compliance with pre-defined cycle times, and the ability to reuse all current tools and equipment.

The highest levels of precision on even the hardest material
Before committing to the new investment, the responsible BMW production engineer worked with a colleague from process engineering to investigate the effectiveness of the Grob machines in cylinder head production. Initially, it was the G550’s near-identical sibling, the G350, that was under consideration. As a first traditional single-workplace machine tool, it already met almost all the main criteria, but the space available inside was deemed too small to accommodate all the required processing tasks. However, the G550 satisfied this requirement as well. Among other factors, the horizontal design of this five-axis machine, which has both rotary axes in the work area, contributes significantly to its outstanding rigidity. As a result, axial deviation remains process-compliant at values under 10 µm. The level of precision that can be achieved is correspondingly high, even when processing extremely hard materials, as with valve seat inserts, for example.
The machine also produces a high-quality surface finish, with roughness (Rz) of up to 2 µm. Christian Heiß, applications engineer at Grob, explains a further benefit of the horizontal design: “Tool life can be increased by approximately 30 percent compared with that of vertical machining centers. And the problem of jammed slivers is almost completely eliminated because they are not able to fall onto the workpiece in the first place, but instead fall right through to the ground.”
One of the G550’s strengths is its compact size, at only 3800 mm x 6300 mm. However, despite its size, it still features an extremely long z-axis stroke of 1020 mm, meaning that tools up to 500 mm long can be retracted completely out of the work area and into the so-called spindle tunnel. The swivel-mounted shuttle table is another feature that helps deliver high levels of productivity. While one workpiece is being processed, the next can be clamped and set, thus minimizing costly downtime. 
Programmed and set in no time at all
Employees find the new Sinumerik 840D sl CNC especially easy to operate because, in the production of BMW cylinder heads, only Siemens controllers are used. Despite this, the user interface presented on the Grob machines looks completely different from the others. Until now, operators and setters have been used to the DIN-based HMI Advanced user interface, but the new CNC on the G550 features the Sinumerik Operate animated graphical display. Siemens has integrated a new operation and programming structure, with practical functions such as copy and paste that are well known to users from their daily use of PCs. This allowed BMW employees to quickly adapt and master the new Sinumerik user interface in no time at all.
Thanks to its excellent usability and intuitive operation through various technology cycles, measurement cycles, and setting functionality, the new G550 machines can be set up for new batches much more quickly than before. As Heiß explains: “This means our customers are much faster than before. Previously, it might have taken several hours to set up the machine and the workpiece, now it can be done in just a few minutes.”

Highly trained employees and specialist suppliers help BMW motorcycles maintain their excellent reputation for reliability, quality, and safety.
Quick and reliable with remote maintenance
Along with the tools and equipment from the current machines, the German motorcycle manufacturer was able to reuse all its existing programs as well. It took a single employee only two days to upgrade these programs to be compatible with the latest software, which can be loaded onto the relevant machine as required either over the network or from a USB stick. The modern Windows Explorer-style program manager means that complex programs can be managed either on the CF (Compact Flash) card or directly on the CNC.
If problems arise while the machine is operational, BMW production engineer Taner Ögretmen and his colleagues use the network-based remote maintenance functionality provided by Grob. This has rarely been required so far – but when it has, it proved to be extremely smooth and efficient, stresses Ögretmen. Grob can also perform minor optimizations together with Siemens using the teleservice. This is usually done automatically and without any disruption to ongoing production. The Sinumerik-controlled Grob machines have met every expectation in full, which is why BMW has already ordered an additional four G550s.
Programming and operation using Sinumerik Operate
 Sinumerik Operate provides several different programming methods to let users program and set the workpieces: ShopMill graphical user interface, programGUIDE for G-code with cycle support, and pure DIN/ISO programming. If the user decides to use ShopMill, he or she receives an animated graphical work-step programming environment for simple dialog programming. The interface is designed to
Sinumerik Operate provides several different programming methods to let users program and set the workpieces: ShopMill graphical user interface, programGUIDE for G-code with cycle support, and pure DIN/ISO programming. If the user decides to use ShopMill, he or she receives an animated graphical work-step programming environment for simple dialog programming. The interface is designed to
be clear and self-explanatory, so that even operators with no programming experience can learn the basics in no time at all. To write programs in programGUIDE, the operator will need some knowledge of G-code. The highlights here include new cycle support functionality and animated elements that can be used to represent the cycle graphically. Tooltip support is also provided.
For more information on this story:
SIEMENS INDUSTRY, INC.
MOTION CONTROL
MACHINE TOOL BUSINESS
390 Kent Avenue
Elk Grove Village, IL 60007
Phone: 847-640-1595
Fax: 847-437-0784
Web: www.usa.siemens.com/cnc
Email: SiemensMTBUMarCom.sea@siemens.com
Attention: John Meyer, Manager, Marketing Communications
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
Continue reading