
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Electro-chemical machining offers manufacturers a smart alternative to conventional processes

Simon Popecki
ECM Applications
Engineer EMAG LLC
To understand electro-chemical machining (ECM) it’s best to start by understanding it’s not electrical discharge machining (EDM). These technologies for non-contact machining are routinely confused, but there are distinct differences – EDM vaporizes metal and ECM erodes it via electrolysis- which is less violent. For our purposes here, the key differences are three: While current is passed between an electrode and workpiece in both methods, in ECM there is no spark – ECM uses a conductive electrolyte while EDM uses a dielectric, ECM has virtually no tool wear, and in ECM there is no HAZ (heat affected zone) like there is in EDM. This results in a part with no burrs, and the ECM process has potential for exceptional surface finishes even on extremely hard-to-machine materials, such as those found in medical, aerospace and firearms manufacturing. Medical, auto, and firearms take advantage of another aspect of ECM which has significant merit: namely, the ability to produce contours and pockets deep inside parts that would otherwise be difficult or even impossible to manufacture with conventional chip cutting methods. The machining force in ECM is just the pressure of the electrolyte which allows ECM to produce features like high aspect ratio holes in conductive materials of any hardness.
As material is dissolved in the electrolyte, it is evacuated from the work area and the tool imprints its geometry upon the workpiece. ECM can produce tight contours on everything from airfoils to the grooves of a rifle barrel with exceptionally tight tolerances. In the latter, rifle grooves can be cut to a depth of ± 2.5 micrometers.
It was turbine blade production that sparked the development of ECM, in the then Soviet Union after WWII. Much of the ECM expertise today has roots in aerospace. In the production of turbine blades for example, ECM produces burr free, HAZ-free parts via PECM – an advanced ECM process combining the oscillation of the tool with pulsed current to create a superior surface finish on Inconel and other hard materials.

Turbine Blade
Today, electric mobility is emerging as another ideal application for the ECM technology. Thin-walled parts, those with many complex features can now be formed very efficiently. ECM, is commonly thought to be limited to hard aerospace materials but that is not the case.
Since an ECM machine like the EMAG CI platform serves as a base to provide the structure, intelligent power application, and precise electrolyte control to the fixture – sinking, drilling, broaching and deburring can all occur on one machine based on the fixture configuration. By changing the fixture and tooling, the machine can be converted to a completely different machining task. If the part you deburr with ECM today stops selling tomorrow, you can re-fixture the machine for a different part to maximize productivity.
In the production of gun barrels, the traditional methods are cut rifling, buttoning and hammer forging. ECM has distinct advantages over these methods – particularly output, consistency, precision, low tooling cost, and the elimination of post rifling processes. Stress relieving or straightening can be eliminated with ECM. The ECM process can rifle profiled barrels or blanks, and Inconel barrels are just as easy as ordnance steel. Unlike buttoning, ECM can quickly rifle a barrel with no distortion during the process. This is valuable in the production of air guns and composite reinforced barrels, for example, where the thin-walled barrel is more susceptible to distortion, which leads to inconsistency and ultimately a compromise in accuracy.
ECM rifling is best suited for high production runs with minimal variation, and here again ECM is showing substantial value. In competitive shooting, where match grade barrels are the minimum standard, and gain twist and special groove profiles are prominent, the effectiveness of the ECM process is distinguished. On ECM machines today, a hunting rifle barrel and a military cannon barrel can potentially be rifled on the same machine. Caliber change-overs can be done in minutes.
In the general manufacturing world, ECM is popular for various purposes such as crown gear manufacturing and the process is now finding its place in the booming markets of e-bikes, scooters, hybrids, and electric cars. When complex geometries and contours are a necessity, the efficiency of the ECM process is a proven winner.

For higher production runs, it is possible to stack multiple workpieces without risking excessive heat transfer or distortion.

For more information, please contact:
EMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
248-477-7440
www.emag.com
info@usa.emag.com
Attention: Amanda Bakun, Marketing Manager
 Buffalo Grove, IL, Liftomatic Material Handling, Inc., an industry leading material handling equipment manufacturer, recently introduced the HCB hoist attachment to handle all 55 gallon drums.
Buffalo Grove, IL, Liftomatic Material Handling, Inc., an industry leading material handling equipment manufacturer, recently introduced the HCB hoist attachment to handle all 55 gallon drums.
The HCB hoist attachment safely lifts steel, fiber and plastic drums weighing up to 2000 lbs. using Liftomatic’s exclusive “Parrot-Beak®” drum handling attachment. The model HCB-BC attaches to any overhead hoist, crane or boom and engages drums automatically. Liftomatic’s exclusive mechanical clamping system engages the top lip of the container, assuring a safe and reliable pick-up each time.
An adjustable counter-balance on the main frame of the unit allows for safe handling of all drums from 15 to 27 inches in diameter. A padded belt cradle protects the drum sidewall during transport. The model HCB is available in 1 or 2 drum configurations, including stainless steel units for food grade and pharmaceutical applications.
Liftomatic Material Handling, Inc. is an acknowledged leader in the design and manufacture of drum handling equipment. Headquartered in Buffalo Grove, Illinois, Liftomatic maintains manufacturing, engineering and sales facilities around the globe. Liftomatic currently sells products in over 40 countries and sells to more than 400 of the Fortune 500 companies.
For more information, please contact:
Liftomatic Material Handling, Inc.,
700 Dartmouth Lane, Buffalo Grove, IL 60089,
Sales Dept. 847-325-2930
Web: www.liftomatic.com
Email: info@liftomatic.com
For more product information, please contact:
George Gambini
Liftomatic Material Handling
700 Dartmouth Lane
Buffalo Grove, IL 60089
sales@liftomatic.com
847-325-2930 ext. 1226
www.liftomatic.com
By Gerhard Flores, Manager of Technology Development and Intellectual Property
Gehring, Farmington Hills, Michigan
Note to editor: Information in this article was derived from the presentation given by Gerhard Flores at AGMA’s Fall Technical Meeting between September 24th and 26th in Chicago.
Gerhard Flores discusses the need for flat and curved surfaces with the functionality of high static friction for force-fitted nonslip power transmissions. This need is especially true for con rod and cam structuring for high torque resistance or front face connections of sprockets, gears or cam shaft adjustments. He details that expensive solutions like diamond layers, coatings or form fitting design are being substituted. Instead, innovative manufacturing is now performed by a modified laser process with defined exposed micro structures. The prerequisite for high friction is exposed micro melting burrs of smaller micrometer height with martensitic material structures. As a result, high static friction surfaces can be produced economically with repeatability of small tolerances in high-volume productions.
 Production of surfaces that generate static frictional connections with the counterpart are increasingly realized with a modified laser beam. The contact surfaces actuated by adherence are laid out with topographies that assure the functioning of work pieces and they can be produced in a cost-efficient way. The requirements of the connections include loads by torques and shearing forces. The system is kept is kept in a state of adhesive friction during the different operational conditions and does not allow any relative movement of the contact areas.
Production of surfaces that generate static frictional connections with the counterpart are increasingly realized with a modified laser beam. The contact surfaces actuated by adherence are laid out with topographies that assure the functioning of work pieces and they can be produced in a cost-efficient way. The requirements of the connections include loads by torques and shearing forces. The system is kept is kept in a state of adhesive friction during the different operational conditions and does not allow any relative movement of the contact areas.
The principal feature of the adhesive system was revealed in a stress test. In it, hardened and structured contact surfaces are loaded against non-structured and unhardened ones with an axial force of 80 kN over 60 seconds for a twist angle of 4 degrees. The course of torque was indicated as target value. The contact areas (di= 15 m, da= 30 mm) were dry and free of grease. At the junction of adhesive and sliding friction, there is a maximum of adhesive value.
Using the adhesive friction bench or the functional aggregate, the effects of structure can be evaluated. Every structure that increases adhesive friction is characterized by a raised profile contour that has influence on the counter body. Next, manifold micro form profiles are produced to absorb shearing forces. Furthermore, the micro form profiles result in a frictional connection with high adhesive friction value. Due to the thermal effect of the laser beam, hardness is generated due to the short heating time.
There are significant differences in the laser structured adhesive friction surfaces of cams, connecting rods, front face connections and pre-treated substrate surfaces. Cam topographies can be raised with low profile elevations and without deepening. Material melts evenly. The structure lines of connecting rods are equidistant superposed. Both cam shafts and connecting rods can absorb torque of shaft hub joints. Between the structures of front face connections, there are often deepenings caused by material transfer. Lastly, pre-treated substrate surfaces display a squamous structure with micro recesses and are suitable to join layer materials to substrates.
Laser structuring of adhesive friction surfaces in rigid friction type connections can substitute positive locking design connections or other expensive friction type connections like diamond interlayers. The achievable adhesive value depends on the depth of the height, the profile shape of the laser structured roughness profile, the arrangement of the structure density, the martensitic properties of lasered materials, the normal force and whether the lubricant is embedded in the contact surfaces or not.
Different connections with torsional strength have different cylindrical contact surfaces. A shrinking connection with the laser structured inner surface of the cam and the shaft, enables the cost effective built cam shaft in serial production. In the case of the clamping connection shaft and the hub, the laser structured contact surfaces are engaged by clamping. This replaces the costly alternative of positive connections. In this way, pin or fitting connections can be replaced by friction type contact surfaces with high adhesive friction generated by the laser structured process.
Another category is the frictional connections of plain functional surfaces for the transmission of shearing forces of torques. The laser structured front surface, often designed with an alignment element replaces cost-intensive solutions like form-locked joint coupling with frontal tooling or inserted diamond or SiC interlayers as slices for the increase of the friction value. Applications related to the combustion engine like pinion, cam shaft adjuster, ball bearing or related to the chassis frame are becoming frequently demanded alternatives to the expensive solutions with slices and interlayers.
Laser structuring of the connecting rods is realized by means of the crank pin, which joins the connecting rod and the crankshaft. The design of the bearing consists of the rod eye, the bearing shell and the crank pin of the crankshaft. There is a rotational relative movement between the crank pin and the inner side of the bearing shell. The joint is laid out as a sliding bearing and works with low friction. However, there is no movement allowed between the outer side of the bearing shell and the connecting rod bore. Here, a sufficient high adhesion is required to absorb the frictions within the sliding bearing. Next, a frictional connection is necessary to deliver the suitable torque strength by means of the elevated topography of the connecting rod and the resulting adhesion.
For the process of laser structuring, a solid body laser with scanning optics is used. The two beam sources are arranged above the connecting rod eye laterally, the connecting rod bore. The beam sources work simultaneously and structure each of the two areas with the connecting rod bore. In each unit, the pulsed beam is guided by the galvanometer scanners with two galvanometer mirrors each. There is no mechanically actuated displacement or positioning of the beam and the focal movement is carried out quickly, line by line, with the highest precision and simultaneously by the movable optics of the integrated scanning heads.
The laser structuring of cams takes place after the shaft and cams are machined as single parts and are assembled by thermal friction type connected processes. In order to achieve sufficient torque strength of the cams, their bores are structured for enhanced adhesion.
Friction type connections are applied in several sectors of mechanical engineering and vehicle design for the transmission of shearing forces and torque. Frontal face connections with plain contact surfaces are laser structured in serial production. Cam shaft adjuster, chain pinions or gears are the focus of the central valve of Schaeffler with the cam shaft in serial production. This valuable technology reduces carbon dioxide emissions. By laser structuring of the main bearing, a high torsion strength of the bearing shell can be realized by the roughly structured areas of a cylindrical type connection as well as heat transfer by the smooth unstructured areas.
In conclusion, the advantage of laser structuring with integrated scanning is that the structuring segments on curved and plain surfaces can be freely dimensioned and positioned. In addition, the structure data and the tolerances of the different surface values can be adjusted by the beam parameter. The structuring process is completely automatable and can be integrated in a production line. Laser structuring allows an increase of static friction up to 5 times. Compared with diamond interlayers, the costs and number of parts is significantly lower.
For more information, please contact:
Jacqueline Fette
Marketing Manager
Gehring
24800 Drake Road
Farmington Hills, Michigan, 48335
Cell: +1 248 954 8383
Email: Jacqueline.fette@gehring-group.com

The C1D1-DCM power drum transporter is a completely powered and self-contained handling device for lifting, lowering and moving all types of steel, plastic and fiber drums.
The unit incorporates a completely electrically enclosed and spark-free power drive, as well as power lift and lower for moving drums quickly and efficiently by any operator in all plants, warehouses and laboratories. Weight capacities up to 1000 pounds are available.
The models offer users a number of benefits, including protection for “EE” and “EX” rated environments. Features include a steering/throttle handle for forward/reverse drive, lift and lower features and tight turning radius for tight aisle and restricted workspace facilities. The transporter offers a standard lift height of 20” to allow for palletizing on standard or spill pallets and handles up to 1000# per drum. The power system can negotiate inclines and offers the ability to load/unload trucks and shipping containers. Additional features include a fully counterbalanced configuration for “head-on” work with pallets, cabinets, etc., and heavy-duty deep-cycle industrial grade battery. The C1D1-DCM uses Liftomatic’s proven “Parrot-Beak®” clamping system for safe handling of steel, plastic and fiber drums. An optional charger is available.
Liftomatic Material Handling, Inc. is an acknowledged leader in the design and manufacture of drum handling equipment. Headquartered in Buffalo Grove, Illinois, Liftomatic maintains manufacturing, engineering and sales facilities around the globe. Liftomatic currently sells products in over 40 countries and sells to more than 400 of the Fortune 500 companies.
For more information, please contact:
Liftomatic Material Handling, Inc.,
700 Dartmouth Lane, Buffalo Grove, IL 60089,
Sales Dept. 847-325-2930
Web: www.liftomatic.com
Email: info@liftomatic.com
For more product information, please contact:
George Gambini
Liftomatic Material Handling
700 Dartmouth Lane
Buffalo Grove, IL 60089
sales@liftomatic.com
847-325-2930 ext. 1226
www.liftomatic.com
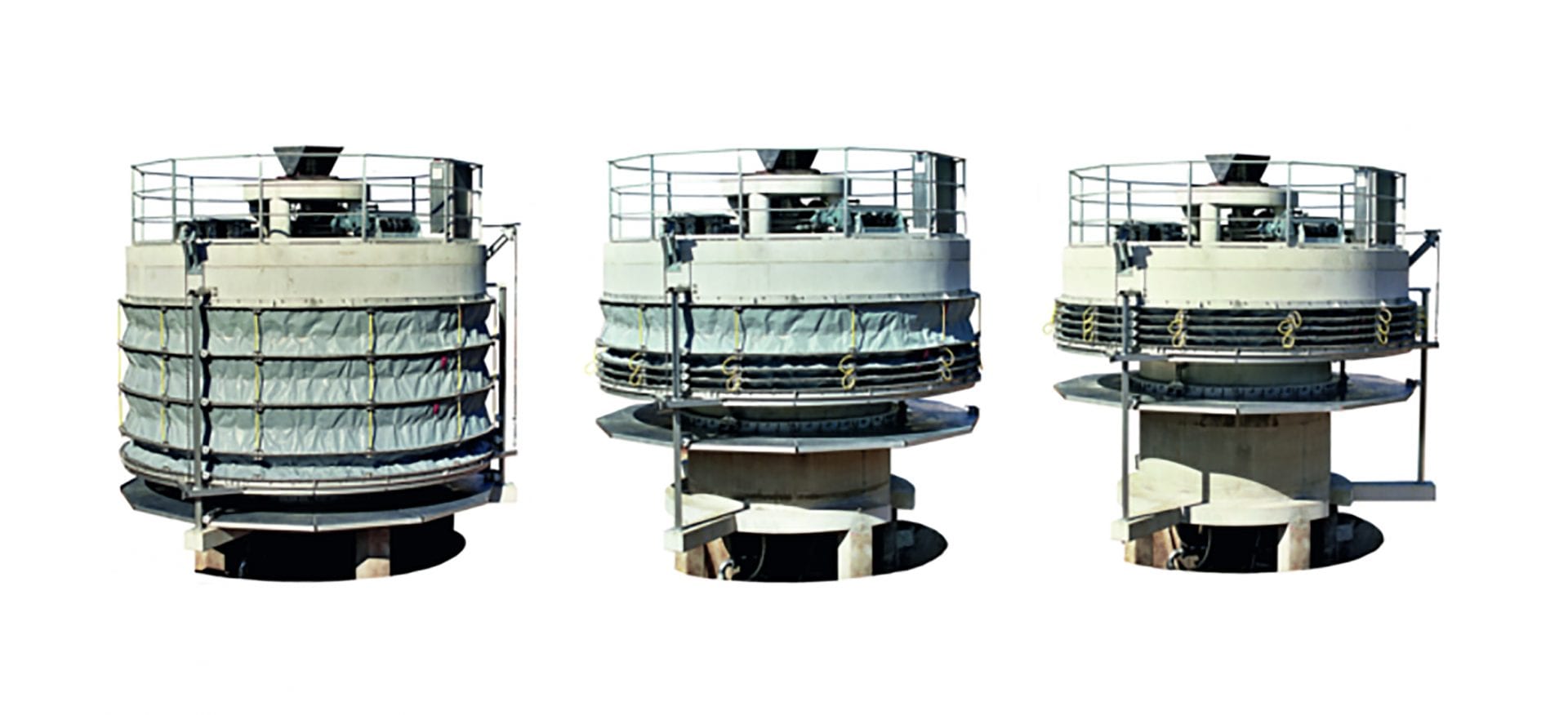 Centrisys/CNP (Kenosha, WI), a leader in decanter centrifuge technology and systems for nutrient recovery and sludge optimization, has announced their exclusive distributorship for the Passavant hydrograv adapt System in North America (U.S. patent pending).
Centrisys/CNP (Kenosha, WI), a leader in decanter centrifuge technology and systems for nutrient recovery and sludge optimization, has announced their exclusive distributorship for the Passavant hydrograv adapt System in North America (U.S. patent pending).
Unlike fixed inlet structures for secondary clarifiers, the Passavant hydrograv adapt System consistently and continuously adjusts to current loading in a clarifier. If the loads are low, the hydrograv adapt automatically shifts the inlet elevation and opening height to a low position, introducing the mixed liquor below the sludge blanket. As the loads increase, the hydrograv adapt system shifts itself to a higher elevation and opening height, ensuring ideal hydraulic conditions for the operation of the secondary clarifiers and avoiding sludge overflow.
Benefits of the Passavant hydrograv adapt System include improved process stability of secondary clarification, a reduction of effluent suspended solids to usually less than 3 mg/L, improved particulate phosphorus removal, improved clarification capacity from hydraulic optimization and overall low maintenance requirements.
At WEFTEC 2018, Dr. Martin Armbruster, the Managing Director and founder of hydrograv GmbH and the inventor of the hydrograv adapt system, will co-present on the topic of “Stress Testing of a Secondary Clarifier with an Adaptive Inlet Structure.” His expertise in the field of clarifier CFD simulation includes optimization and practical engineering for more than 1,000 clarifiers in 200+ treatment plants worldwide. His experience in improving hydraulic efficiency of water management systems is based on 500+ hydrograv® with CFD simulations installations. The seminar will take place on Wednesday, October 3 at 1:50 p.m. in room 239.
Centrisys Corporation is a U.S.A. manufacturer of dewatering centrifuges, sludge thickeners and complete dewatering systems for municipal and industrial wastewater. The company’s focus is centrifuge equipment, including the award winning THK sludge thickener. Centrisys provides global service, repair and parts for all brands of centrifuges. CNP – Technology Water and Biosolids designs and supplies nutrient recovery and biosolids treatment optimization systems. CNP’s key technologies are: AirPrex® and CalPrex™, phosphorus recovery technologies, and PONDUS™, a Thermo-Chemical Hydrolysis Process (TCHP). CNP is a division of Centrisys Corporation.
For more information, please contact:
Centrisys Corporation
9586 58th Place
Kenosha, WI 53144
262-654-6006
Jessie Jones, Marketing Associate
Email: Jessie.jones@centrisys.us
Website: www.centrisys.com
Buffalo Grove, IL Liftomatic Material Handling, Inc., an industry leading material handling equipment manufacturer, recently introduced a new 4-wheel hand truck, the Liftomatic 10HT-4W.
 The Model 10HT-4W is a 4-wheel hand truck designed to handle all rimmed steel, fiber and plastic drums weighing up to 1000 pounds. It is designed with ergonomic safety in mind, eliminating the need for an operator to bear the weight of the load during transport.
The Model 10HT-4W is a 4-wheel hand truck designed to handle all rimmed steel, fiber and plastic drums weighing up to 1000 pounds. It is designed with ergonomic safety in mind, eliminating the need for an operator to bear the weight of the load during transport.
The drum truck has two 10″ main wheels with full roller bearings, and two 4″ swivel casters to support the drum while moving through plants and warehouses, in addition to Liftomatic’s exclusive “Parrot-Beak®” clamping mechanism. Other features include a clamping mechanism that can be adjusted to handle all drum sizes from 10 to 85 gallons.
Liftomatic Material Handling, Inc. is an acknowledged leader in the design and manufacture of drum handling equipment. Headquartered in Buffalo Grove, Illinois, Liftomatic maintains manufacturing, engineering and sales facilities around the globe. Liftomatic currently sells products in over 40 countries and sells to more than 400 of the Fortune 500 companies.
For more information, please contact:
Liftomatic Material Handling, Inc.,
700 Dartmouth Lane, Buffalo Grove, IL 60089,
Sales Dept. 847-325-2930
Web: www.liftomatic.com
Email: info@liftomatic.com
For more product information, please contact:
George Gambini
Liftomatic Material Handling
700 Dartmouth Lane
Buffalo Grove, IL 60089
sales@liftomatic.com
847-325-2930 ext. 1226
www.liftomatic.com
 Buffalo Grove, IL, Liftomatic Material Handling, Inc., an industry leading material handling equipment manufacturer, recently expanded its line of innovative drum handling equipment to include the new model 3A-HD-BHDL, a below-hook drum handling system.
Buffalo Grove, IL, Liftomatic Material Handling, Inc., an industry leading material handling equipment manufacturer, recently expanded its line of innovative drum handling equipment to include the new model 3A-HD-BHDL, a below-hook drum handling system.
The 3A-HD-BHDL is a fully automatic and mechanical below hook attachment that can be used to lift 55 gallon drums from an overhead position for placement to or from many containment devices, scales, pallets or similar handling requirements. Drums remain in a vertical position while lifted and/or transported with the 3A-HD-BHDL unit.
The 3A-HD-BHDL works with three radial arms that conform to the drum body and engage at the underside of the drum chime on nearly any 55-gallon steel or plastic drum. The unit has a working capacity of up to 3000 pounds/drum. The 3-point connection assists to maintain the drum’s integrity during the lifting process. A cutting-edge “intuitive-lock” engagement system ensures the radial arms remain in the locked position until the load is placed in its final resting location. Drums with a range of 21”-23” in outside chime diameter can be handled.
The 3A-HD-BHDL can be attached to any overhead lifting hoist, or can be affixed to Liftomatic’s model FTB-3 forklift adapter, allowing the unit to be used from the underside of a set of forklift forks. The 3A-HD-BHDL is ideal for energy industries, environmental operations as well as general use where overhead lifting of drums is required. The unit was designed as a result of customer requests for a positive locking system assurance that eliminates the need for a manual locking and unlocking of the armature to a drum.
Liftomatic Material Handling, Inc. is an acknowledged leader in the design and manufacture of drum handling equipment. Headquartered in Buffalo Grove, Illinois, Liftomatic maintains manufacturing, engineering and sales facilities around the globe. Liftomatic currently sells products in over 40 countries and sells to more than 400 of the Fortune 500 companies.


For more information, please contact:
Liftomatic Material Handling, Inc.,
700 Dartmouth Lane, Buffalo Grove, IL 60089,
Sales Dept. 847-325-2930
Web: www.liftomatic.com
Email: info@liftomatic.com
For more product information, please contact:
George Gambini
Liftomatic Material Handling
700 Dartmouth Lane
Buffalo Grove, IL 60089
sales@liftomatic.com
847-325-2930 ext. 1226
www.liftomatic.com
World Leader in Extrusion Tooling Design & Manufacturing Releases Newly Designed, Information-packed Website
Guill Tool & Engineering, West Warwick, Rhode Island, world leader in extrusion tooling design and manufacturing, just rolled out a new website at www.guill.com.
The new site offers a detailed look at the company’s entire product line, which offers a wide-range of standard and custom designed extrusion tooling, including crossheads, in-line heads, rotary heads and extrusion tips & dies.
The site includes a full listing of all product and specifications with calculation tools to compute annual cost of lengthy concentricity adjustments and crosshead replacement analysis, plus calculators to compute draw-down, feet per minute and pounds per hour. The website includes charts and tables with detailed data and a full library of downloadable literature organized by industry. Guill markets its equipment worldwide and is currently seeking new representatives in select countries.
The Guill website is mobile phone friendly and offers the convenience of allowing users to request a quote online.
The new website has already been awarded the 2018 American Web Design Award from Graphic Design USA.
For more information, please contact:
Bill Conley, Sales Manager
Guill Tool & Engineering
10 Pike Street
West Warwick, RI 02893
USA
Phone: 401-828-7600
www.guill.com
sales@guill.com
 Liftomatic Material Handling, Inc., Buffalo Grove, IL, an industry leading material handling equipment manufacturer, now offers attachments to handle up to four drums at once.
Liftomatic Material Handling, Inc., Buffalo Grove, IL, an industry leading material handling equipment manufacturer, now offers attachments to handle up to four drums at once.
Liftomatic offers two forklift-mounted attachments suited for high-volume drum handling. The attachments do not require hydraulic or electrical connections. Both units are capable of handling 1, 2, 3 or 4 rimmed steel, poly and fiber drums with a total load capacity of 8,000 pounds.
The LOM-4 units come in two configurations to handle up to 4 drums at once. The model L4F can handle 1, 2, 3 or 4 drums and is useful for mixed loads, single stacking in trucks and trailers and for fill-line movement. The model S4F handles 4 drums at a time only, for double stacking in trucks and trailers where overall height is limited.
 Both models are available with spark-resistant and “EE” rated components. Each can handle a mixed group of 4 drums, steel, plastic or fiber at one time, as long as the drums heights are within 1.5 inches of each other. Crane and carriage-mount models are also available.
Both models are available with spark-resistant and “EE” rated components. Each can handle a mixed group of 4 drums, steel, plastic or fiber at one time, as long as the drums heights are within 1.5 inches of each other. Crane and carriage-mount models are also available.
Liftomatic Material Handling, Inc. is an acknowledged leader in the design and manufacture of drum handling equipment. Headquartered in Buffalo Grove, Illinois, Liftomatic maintains manufacturing, engineering and sales facilities around the globe. Liftomatic currently sells products in over 40 countries and sells to more than 400 of the Fortune 500 companies.
For more information, please contact:
Liftomatic Material Handling, Inc.,
700 Dartmouth Lane, Buffalo Grove, IL 60089,
Sales Dept. 847-325-2930
Web: www.liftomatic.com
Email: info@liftomatic.com
For more product information, please contact:
George Gambini
Liftomatic Material Handling
700 Dartmouth Lane
Buffalo Grove, IL 60089
sales@liftomatic.com
847-325-2930 ext. 1226
www.liftomatic.com
 Centrisys/CNP, Kenosha, Wisconsin, is proud to announce that Hiroko Yoshida, R&D Director, was recently selected as one of Water & Wastes Digest (WWD) top young professionals in the water and wastewater industry.
Centrisys/CNP, Kenosha, Wisconsin, is proud to announce that Hiroko Yoshida, R&D Director, was recently selected as one of Water & Wastes Digest (WWD) top young professionals in the water and wastewater industry.
The impressive WWD award is given to up-and-coming professionals in the water and wastewater industry who are talented and passionate professionals under 40 years old. These individuals must not only excel in their professional lives, but also give back to their community and hold worldly attitudes and views about the industry’s importance and necessity around the globe.
“I’m very excited to have won this award and love being part of such an innovative company,” Yoshida says. “It’s satisfying to start a project at the lab scale and see it progress into a full installation with great results.”
Yoshida previously accepted an invitation to the White House to attend the U.S. EPA Nutrient Recycling Challenge conference and was named one of the top four winners at the event. She notes one of her professional accomplishments as being part of the team was to bring the first full scale AirPrex® installation to the U.S.
She holds a B.S. in environmental studies from the University of Nebraska-Lincoln, Master of Science in water resource management and civil and environmental engineering, University of Wisconsin-Madison and a PhD in environmental engineering, Technical University of Denmark.
Yoshida specializes in solids handling and hopes to contribute to the advancement of the industry as it relates to that specialty. She has worked at Centrisys/CNP for over three years and is currently leading a pilot test program for CalPrex™, Centrisys/CNPs newest phosphorus recovery technology. Yoshida is involved with data analysis and process optimization. She says that the technology may be used in both municipal and industrial applications. “CalPrex is a lot more involved than normal,” Yoshida says. “Everyone is working night and day on this pilot — we’re excited to show what it can do.”
Yoshida stresses the importance of Centrisys/CNP as a whole. “Everyone in the company works so hard to bring these great innovations,” she says. “It’s not a win for just me; it’s a win for the team. I’m just looking forward to learning more!”
Centrisys Corporation is a U.S.A. manufacturer of dewatering centrifuges and sludge thickeners, as well as complete dewatering systems for municipal and industrial wastewater. The company’s focus is centrifuge equipment, including the award winning sludge thickener THK series. Centrisys provides global service, repair and parts for all brands of centrifuges. CNP – Technology Water and Biosolids Corporation designs and supplies nutrient recovery and biosolids treatment optimization systems. CNP’s key technologies are: AirPrex® and CalPrex™, phosphorus recovery technologies recovery technology, and PONDUS, a Thermo-Chemical Hydrolysis Process (TCHP). CNP is a division of Centrisys Corporation.
For more information, please contact:
Centrisys/CNP
9586 58th Place
Kenosha, WI 53144
262-654-6006
Jessie Jones, Marketing Associate
Email: Jessie.jones@centrisys.us
Website: www.centrisys.com