
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Straight and angle head styles available for all popular machine tools; now offered on all tools in company’s current line
Heimatec, a world leader in live tools, angle and multi-spindle drill heads, today announces immediate availability of its newest development, a coolant-thru feature on all the company’s current line items.
Coolant-thru technology is often the answer for faster, cleaner cutting on larger and deeper parts, where the chips and excess heat build-up are significant challenges. Heimatec now offers high-pressure coolant-thru designs up to 1000 psi on straight and 2000 psi on angle head tools.
Company president Preben Hansen comments, “Production drilling should almost always be done with internal coolant tools and this development means we’ll be able to satisfy more customer needs in that area.”
A full range of styles and pressures is available immediately, according to the company.
Heimatec literature is offered, fully detailing all products available, both with and without this coolant-thru feature.
For further information and literature, or to arrange a demo on this new line, please contact:
Preben Hansen, President
HEIMATEC INC.
16 E. Piper Lane Suite 129
Prospect Heights, IL 60070
Phone: 847-749-0633
Fax: 847-749-2445
Email: info@heimatecinc.com
Website: www.heimatecinc.com
Connect with Heimatec Inc: ![]()
![]()
![]()
![]()
![]()
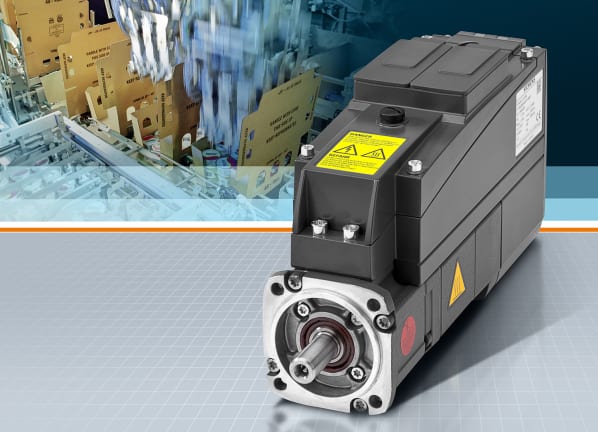
The new Sinamics S120M distributed servo drive system enables decentralized configuration of the drive and integration of the inverter power unit directly onto the driven axis of the motor. Less cabinet space, less cooling energy and shorter cable runs result for the machine builder or production line end-user.
Expanding on its popular Sinamics S120 multi-axis drive system, Siemens introduces the new Sinamics S120M, a compact, ready-to-connect motor with integrated drive that offers users the option of moving the motor inverter outside the control cabinet and directly onto the motor, thereby reducing both cabinet space and required cooling.
The addition of the Sinamics S120M distributed format into the S120 offering adds a high degree of flexibility for new and existing machines, as well as introducing innovative production line setups that can now be achieved.
Typical applications for the Sinamics S120M include packaging, printing, glass, textile and other processes, where machinery and production lines require multiple servo axes in a space-restricted environment.
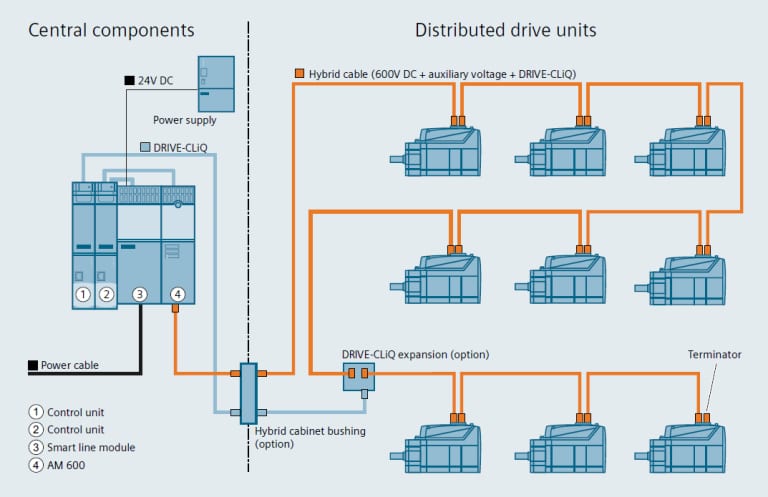
The decentralized S120M axes are connected back to the central S120 components in the cabinet via a hybrid cable and the AM600 adapter module. The pre-assembled hybrid cable contains all encoder and power cables and serves multiple S120M axes through a daisy chain connection. This single-cable solution drastically reduces the number and length of cables and is easily expanded for additional axes.
As a fully integrated format of the Sinamics S120 drive system, all existing Safety Integrated functions and communication options are available, and the benefits of power sharing between axes across the DC bus are completely realized. Additional design features of the S120M include a synchronous servomotor with multi-turn absolute encoder, optional holding brake and an integrated power unit (motor module) available in three shaft heights covering the power range of 0.25–1.5 kW.
For more information about the new Sinamics S120M distributed servo drive system, please visit: www.usa.siemens.com/S120M-PR.
For specific product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: SiemensMTBUMarCom.industry@siemens.com.
Continue reading

Siemens brings a full complement of solutions and services with its value proposition to the North American conveyor sector of the material handling industry
Siemens is offering conveyor technology for material handling, to all builder, system integrator and end-users of both discrete and process manufacturing markets. An integrated drive system with Siemens motion control and drives products, along with communication protocols, is available. It spans the range of drives, motors, gear motors and automation technology, plus machine safety, power supply and circuit protection.
As a longtime supplier to the global conveyor and material handling industry, Siemens brings this offering to the North American market with the full support of its global network of engineering, sales, service and technical support.
Advantages for machine builders
Siemens brings a flexible and field-tested portfolio of products and software services to the builders of material handling equipment in all industries. Free design tools allow a more efficient process in customer design, configuration and product selection, plus communication and energy calculation.
When a large or multi-unit system is needed, the advantages of Siemens distributed control and common DC bus afford many with an economical solution to material handling. This translates to a lower installation and commissioning cost.
Through the OEM Partner Program, machine and equipment builders benefit from the global experience of Siemens. Machine conversion services, design tool-kits, global coordination for companies seeking more international business including full standards compliance, co-marketing opportunities and assistance in emerging markets are among the many services provided by the global team of Siemens.
Advantages for system integrators and end-users
Whether a greenfield project or brownfield expansion of an existing material handling machine or full production line, Siemens integrated drive systems bring a full portfolio of products and automation solutions to the task. In the field, fast commissioning is provided by a team of qualified personnel, resulting in quicker start-up and less downtime.
The preventive maintenance and remote diagnostics software combine to keep equipment running more productively. The recent expansion of our popular drives platform to include PROFINET, PROFIBUS, EtherNet / IP and AS-interface allow Siemens drives to communicate with other brands of existing products or new components on the customer’s line, resulting in cost savings and greater efficiencies.
Siemens can satisfy an array of typical material handling scenarios, as it supplies a full range of products and services to create the ideal solution for the customer.
Siemens products for material handling applications include:
Gear motors
Recently established in Greenville, S.C. to better serve the North American market, the Simogear gear motor facility assembles energy-efficient gear motor units commonly found in material handling. Simogear can be combined with Sinamics drives to suit a broad range of applications — from the low-speed uses (0.1–1000 rpm) to the most challenging, high-torque demands.
Siemens is in the forefront of the evolution from worm to helical bevel gear motor utilization in the material handling world, as this technology means less motor power is needed to produce the same output torque and speed. This translates to smaller units with higher efficiency and overall lower cost.
Drives
The complete family of Siemens Sinamics drives means a single source for a broad assortment of product solutions, globally recognized and capable of controlling virtually every application in material handling, from basic roller tracks to multi-axis, high-bay racking units, all with high-dynamic performance.
Central and decentralized drives are highlighted by the Sinamics V20, G120C and G120D. All are space-saving and offer a variety of communication, programming and control capabilities. In addition, the decentralized Sinamics G120D can be machine-mounted and is suitable for tough environments.
Controllers, I/O and Software
Simatic S7 PLCs offer both PAC and PLC reliability in their performance with modular and PC-based options.
Distributed I/O from Siemens is useful in all conveyor, sorting and assembly operations, plus is offered in space-saving compact or modular form factors.
Simatic software includes operator control and monitoring systems with a single software environment for every automation task. Totally Integrated Automation (TIA) means over 100,000 Siemens products share a core intelligence.
Additional products available in the Siemens suite include RFID code systems, industrial PC’s, various HMI options for panel mount and portable use, full wireless automation and motion control communications hardware, safety devices and power management switchgear, measuring and monitoring.
For more information, videos and to download the relevant brochure, please visit: www.usa.siemens.com/conveyor-pr
For specific product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: SiemensMTBUMarCom.industry@siemens.com.
Continue reading
Most standard products available from Chicago inventory

Heimatec BMT 65 live tooling-axial style
Heimatec, a world leader in live tools, angle heads and multi-spindle drill heads, today announces immediate availability of BMT (Base Mount Tooling) standard products from inventory at its Chicago-area headquarters for the North American market.
In addition to standard X and Z axis tools, styles such as adjustable tools, speed increasers and internal coolant tools with capabilities to 140 bar (2000 PSI) are now available in an assortment of standard BMT tooling types, including BMT 45, 55, 65 and 75.

Heimatec BMT 65 live tooling-radial style
All Heimatec BMT tooling is supplied with the company’s unique U-Tec® flexible machining system, which provides extremely high power transmission via polygonal drive. Integrated collet nut, with easy changeout, can convert the output to arbor (for face mills), Weldon or ER collet extensions. The U-Tec® system further allows the cutting tool to be in closer proximity to the bearing, which results in much higher rigidity. The cutting tools last longer and yield an improved finish, as a result of this Heimatec design feature.
All Heimatec BMT tooling is manufactured at the company’s home facility in Germany and is now carried in inventory in the Chicago-area facility, which serves the North American machine tool market.
Heimatec products are sold through authorized sales representatives and machine tool distributors in North America.
For further information and literature, or to arrange a demo of this product line, please contact:
Preben Hansen, President
HEIMATEC INC.
16 E. Piper Lane Suite 129
Prospect Heights, IL 60070
Phone: 847-749-0633
Fax: 847-749-2445
Email: info@heimatecinc.com
Website: www.heimatecinc.com
Connect with Heimatec Inc: ![]()
![]()
![]()
![]()
![]()
Ohio manufacturer of oil field equipment saves 184 hours on one high-precision cutting tool head made of Nitralloy®
PMC-Colinet has a long history in the pipe and tube market, having started in 1912 and introduced the world’s first carbide-tooled pipe threading machine in 1958. Today, the company is established as a primary supplier of machines to the OCTG sector. Its customers include integrated steel mills that sell finished pipe and couplings to the oil and gas industries, specifically using the company’s machines for threading products for downhole drilling applications. PMC-Colinet also supplies cutting tools, consumable tooling, aftermarket parts and field service to the industry.
Recently, PMC-Colinet did an assessment on one very challenging job, namely, cutting keyways into large sections on a high-precision cutting tool head made of Nitralloy. For many years, the production had involved the use of a shaper to produce the keyway in the bore of the die head. Typically, the bore ranged from 6” to 13” in diameter and more than 12’ in length. These keyways have extremely tight tolerances, with location at +/- 0.0005”, width at +/- 0.001” and depth to +/- 0.0025”.

One style of cut is a 3-step keyway that does not run all the way through the bore, stopping at a window that is milled from the outside diameter. This situation prevented the PMC machining department from using a ram EDM to produce the keyway. The only options previously used were to rough the keyway on an old shaping machine, then send it out for ram EDM. This process required 50 hours on the shaper, plus approximately a week for the ram EDM. Another option was to do the job entirely on the shaping machine. Roughing the keyway had to be much more precise and usually required about 61 hours. Plus, an additional 145 hours were required to finish the part, normally. These times included 10-12 hours for set-up.
The team at PMC, led by Milling Foreman Rick Kokish, decided to explore other methods to produce this part on its Monarch 175B VMC. They conducted an exhaustive search on the Internet, turning up over 133,000 hits for 90º angle heads. After more than 30 hours of gleaning out the unsuitable products, they narrowed the search to just two vendors. Both manufacturers visited the facility and brought out their standard angle head designs. One of the companies, Heimatec, quickly realized this job would require a custom 90º head design to satisfy all the requirements.
One competitor brought a standard 40 taper tool, while Heimatec presented a larger, heavier 50 taper unit.
A week later, Preben Hansen, Heimatec’s president, supplied a drawing for the proposed custom product. PMC engineering reviewed both the standard and custom designs and awarded the project to Heimatec.
The angle head supplied was designed to perform a wide variety of cutting tasks on the various end products produced by PMC. On the keyway in a bore 6” in diameter and 12” in length, using the Heimatec 90º head, PMC spent 6 hours in setup, 3 for roughing and 3 for finishing, plus 12 to 16 hours of actual cutting time. This represented a total savings of 184 hours on a single part. Though the head appeared too slender to remain rigid during the entire cutting cycle, according to PMC sources, the performance was deemed very successful.
Heimatec’s head design for this custom radial drilling and milling head features an adjustable tool stop, 3 support pins for stabilizing the tool, CAT 50 taper style, 360º indexable pivot on the angle head and inclined tooth gear design for maximum rigidity.
During the project, Preben Hansen from Heimatec supervised the installation. After the stop block attachment and grinding of the supports pins for the head were accomplished in just one day, the head was mounted and several experimental cuts were performed. Hansen spent time with Rick Kokish as well as CNC programmer Barry Spence at PMC, discussing various options for programming the head on the Monarch VMC. The very next morning, the setup was performed and an actual keyway was roughed.
Results ongoing have continued to satisfy all requirements, according to PMC sources.
For further information on the application discussed in this story, please contact:
PMC INDUSTRIES
29100 Lakeland Boulevard
Wickliffe, OH 44092
Phone: 440-943-3300
Fax: 440-944-1974
Web: www.pmc-colinet.com
Email: sales@pmc-colinet.com
Attention: Rick Kokish, Milling Foreman
or
Preben Hansen, President
HEIMATEC INC.
16 E. Piper Lane Suite 129
Prospect Heights, IL 60070
Phone: 847-749-0633
Fax: 847-749-2445
Email: info@heimatecinc.com
Website: www.heimatecinc.com
Connect with Heimatec Inc: ![]()
![]()
![]()
![]()
![]()
—
Heimatec is an international tooling manufacturer, based in Renchen, Germany. Its experienced staff is dedicated to providing customers the most innovative tooling technology possible. In 2010, the company opened Heimatec Inc. in Prospect Heights, IL, near Chicago, to serve its growing North American customer base with sales and service, plus an extensive inventory of products. Heimatec serves the auto, aero, medical, off-highway, rail, energy, woodworking, composites and other industries, as well as an ever-increasing number of machine tool OEM’s worldwide.
Continue readingSee Suhner at IMTS 2014 Booth W-1464! Add them to your show schedule HERE.
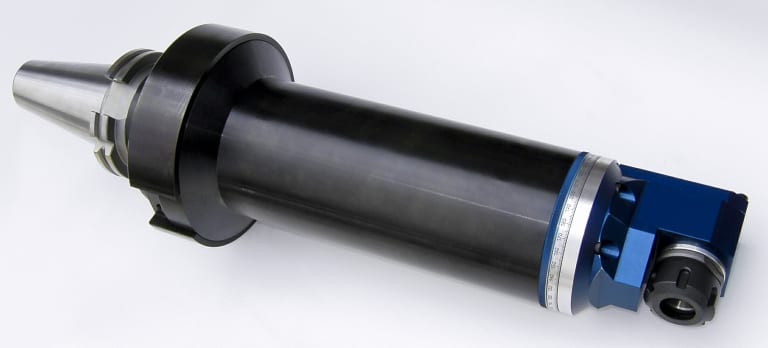
Large, long or odd shaped parts present various challenges; self-contained Suhner Multi-Master flex shaft machining units provide solutions
Bulky part machining can often become very difficult to integrate into a manufacturing process, when attempting to perform multiple operations on conventional CNC machines. Limited space or axis travel, one-sided spindle or tool accessibility are common restrictions when trying to design and fit multiple tool requirements onto a rigid machine concept. In addition, cycle time demands and accessibility issues from all sides and angles can make a single tool, 3-axis CNC machine option a losing proposition.
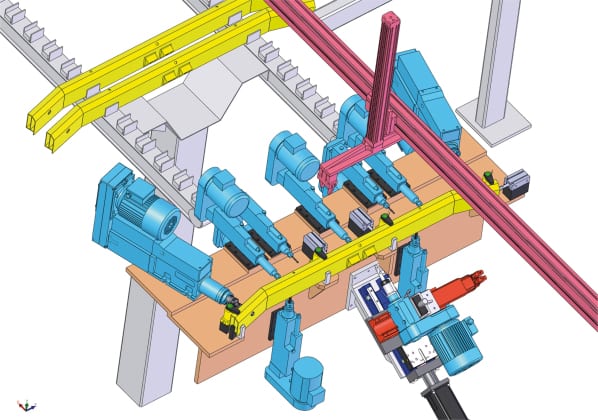
Fig. 1
One new solution involves compact and self-contained single tool Multi-Master flex shaft machining units from SUHNER. These units are modular in design, which means they can be positioned in any direction around a workpiece. In most cases, all operations can be performed in one cycle, thereby reducing the overall machining cycle time to a minimum. Since all tooling modules work simultaneously, the cycle time is basically determined by the longest single machining operation and not the addition of all the tools working together. There are virtually no limitations to part size and the number of tools that are engaged at the same time, with this arrangement.gid machine concept. In addition, cycle time demands and accessibility issues from all sides and angles can make a single tool, 3-axis CNC machine option a losing proposition.
SUHNER offers a complete spindle program with optional feed systems…pneumatic, hydraulic and CNC…available in a quill feed or slide and spindle design. In combination with modern tooling technology, SUHNER Multi-Master machining units can achieve a high degree of performance and accuracy, when incorporated into a machine design.
Solid carbide tools permit cutting speeds up to 300 m/min in aluminum, at feed rates of 0.5 mm/rev. These rates result in very short cycle times and extended tool life.

Fig. 2
Pictured transfer machine (Fig.1) illustrates a drilling station for an aluminum profile with 11 drilling operations. The actual machine time is 8 seconds for a roof rack railing. The machine is used in 3 shifts and produces a finished part in less than 20 seconds.
Depending on tool diameter, some of the drilling station units operate at 12,000 rpm.
A special purpose machine is shown in Fig. 2. This machine provides 33 holes in an automotive fiberglass- reinforced plastic part in less than 2.5 seconds. Years of experience and research with special tools and materials result in exeptional hole quality.
For all chipmaking operations including drilling, tapping, milling, reaming, flow drilling, boring, turning, inside and outside grooving etc. with internal or external coolant supply, SUHNER offers a comprehensive machining unit program for machine builders and end users alike.

SUHNER INDUSTRIAL PRODUCTS, CORP.
Hwy 411 S./Suhner Drive
P.O. Box 1234
Rome, GA 30162
Phone: 706-235-8046
Fax: 706-235-8045
Attention: Lee Coleman, Automation Division
www.suhner.com
automation.usa@suhner.com
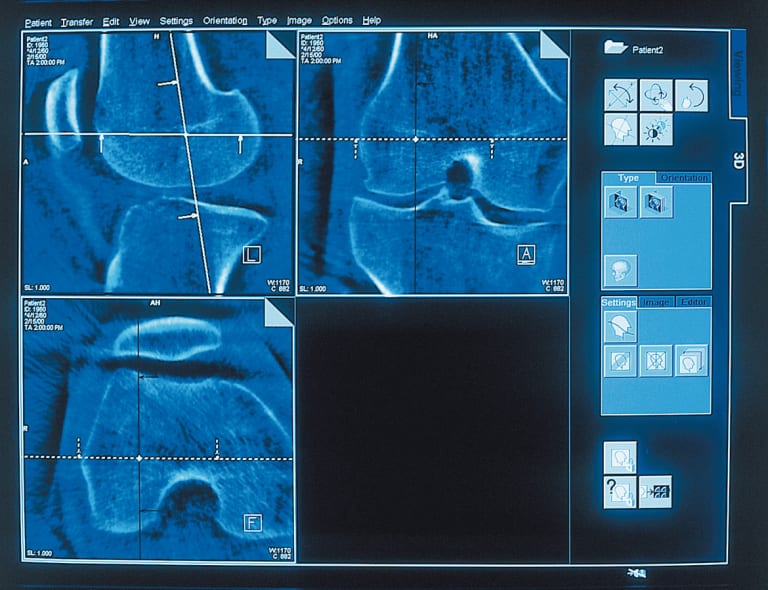
The process chain for a typical implant begins in the clinic, where the doctor uses CT scan imaging data to select an appropriate implant
Today’s machine shops, whether in the medical technology or tool and moldmaking sectors, can take advantage of an integrated Siemens CNC solution for everything from the design concept to the finished product.
The production of today’s medical implants involves an entire process chain, starting with the doctor and ending with the finished device. Doctors use the imaging data of a complex fracture, acquired with a computed tomography (CT) scan, to select an appropriate implant and then position it in the fracture area of the patient on the computer. Of course, this is only possible if the implant geometries are stored in a database, and the doctor has implants in stock or can access them immediately from a manufacturer.
Simulation of machining sequences
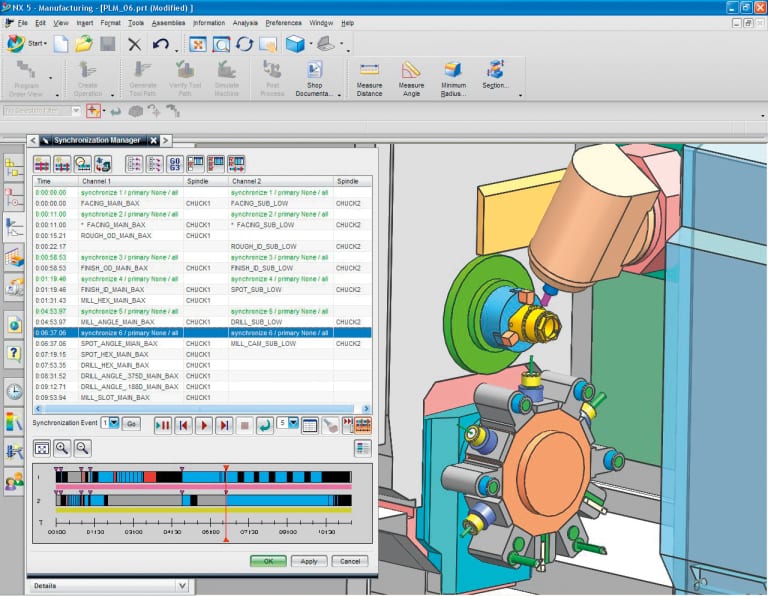
NX CAM programming from Siemens PLM enables realistic simulation of machine tool functions.
In plastic surgery, however, where implants specifically manufactured for each individual patient are needed, a different process is employed. Instead of pre-machined parts, implants are custom-made with the help of 3D imaging. In this case, the machine tools are controlled using the implant geometries. Calculated contours and shapes are acquired by the CT scan to produce implants that are literally a perfect fit. However, the feasibility of the planned production process can first be determined on a monitor using, for example, an NX graphic simulation from Siemens to avoid potential collisions or damage to the workpiece contours.
Technology package for milling
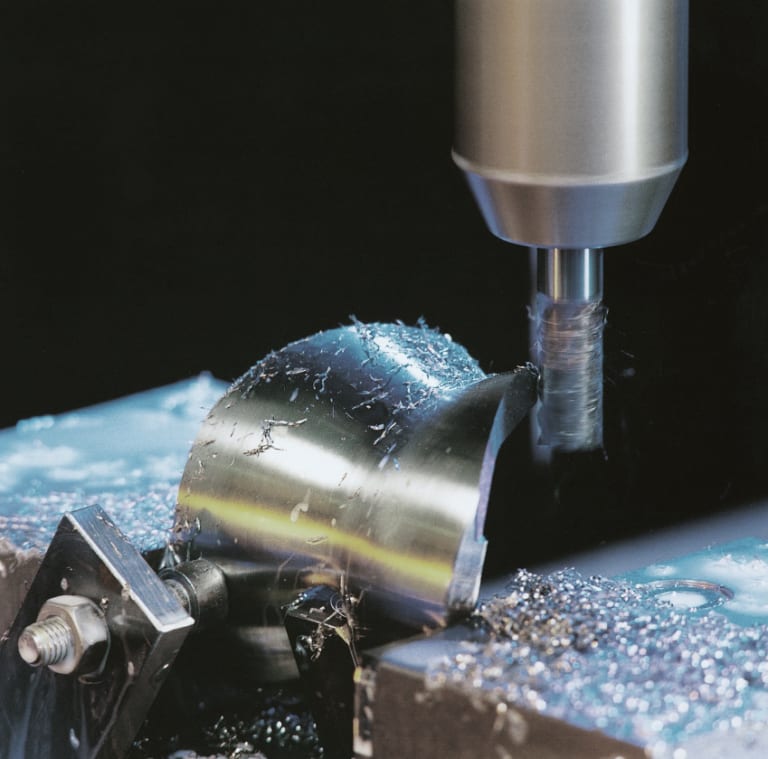
Implants for knee joints are precision machined with the High-Speed Cutting HSC process on a machine tool run by Siemens SINUMERIK 840D solution line CNC technology.
High-speed cutting (HSC) is a machining process with high material processing speeds. HSC machine tools achieve high spindle speeds, combined with feed rates that are much higher than those of conventional machine tools. Consequently, they require control systems and part programs that perform equally fast. The Siemens Sinumerik® 840D solution line CNC is specifically designed for the requirements of medical technology and this precision part HSC work. Integrated functions onboard the CNC assist users with set-up and programming, thus allowing faster and more precise production sequences.
Together, the Sinumerik CNC system and ShopMill® software from Siemens form a milling technology package that allows machine operators rapid access to the functions they need. Thanks to graphic function display and plain language input dialogs, cycles can be used quickly and effectively, after a brief training period. Even the smallest errors can be corrected during operation, using multi-axis kinematic analysis. The Siemens Safety Integrated® solution further provides protection for personnel and machinery. This software can be used to interlink emergency stop buttons and light barriers. In the event of an operating error, dangerous movements are immediately brought to a standstill and the power supply to the motor is quickly cut.
The use of measuring probes
The production of artificial knee joints on an HSC 20 linear milling center manufactured by DMG, for example, can be fully controlled and monitored by a Siemens Sinumerik CNC system. With its broad range of functions, this milling center is particularly well suited for use in the medical technology sector. It is equipped with linear drives on all axes and achieves acceleration rates over 2g. The machine can also generate a surface finish down to 0.2 micrometers Ra. The liquid-cooled machining spindle operates at speeds up to 42,000 rpm, thereby covering an extensive range of potential applications in the medical sector, where materials such as titanium, chromium-molybdenum, tantalum and niobium are typically milled.
In order to achieve maximum precision during implant production, while also maintaining a consistently high level of product quality, parametric measurements must taken continuously from both the machine and the workpiece. probes, for example, on HSC production machines measure tool dimensions in-process, detect broken tools and are used for the set-up and measurement of workpieces. In medical machine shops currently, the targeted use of such measuring probes can reduce set-up times by up to 90%, while substantially improving process control.
Cost-effective machining

The finished implant is a perfect fit
Metal parts used in medical technology are often extremely complex. Therefore, choosing the right tooling can have a great impact on the quality of the finished products. After all, proper cutting tools ensure that the parts leaving the machining center are absolutely precise and require no further finishing work. Although the materials used for many medical and orthopedic parts are often quite difficult to machine, the tools must fulfill high performance requirements with respect to the precision and surface quality of these implants. Iscar, one supplier of such tools, offers a program for monitoring the use of precision tools on turning, drilling, milling and finishing jobs. They also help users assess the performance qualities of non-vibrating carbide milling cutters, which are well-suited for machining implant materials, plus they can offer information on more cost-effective and efficient machining processes.
For more information on Siemens SINUMERIK CNC, visit www.usa.siemens.com/cnc.
For specific product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: SiemensMTBUMarCom.industry@siemens.com.
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue readingHennig chip conveyors on Niigata machining centers maintain efficiencies and production on ductile iron castings used in heavy truck and military drive train projects at Michigan shop
 Machesney Park, Illinois – Accurate Gauge prides itself on the company motto that says, “The quality is not in the product, unless the quality is in the process.” As this busy Rochester Hills, Michigan machine shop can attest, the machining and assembly of large ductile iron castings into components for the heavy truck and military drive train markets is one that demands accuracy at every turn. Correspondingly, the heavy-duty manufacturing equipment here includes a line of Niigata SPN 701 horizontal machining centers (HMCs) with multiple pallets, used for machining very large, heavy workpieces with accuracy that ranks among the highest in the machine tool world market. As a result, Accurate boasts the industry leaders among its customers, including Meritor, Axle Alliance, Dana and Mack.
Machesney Park, Illinois – Accurate Gauge prides itself on the company motto that says, “The quality is not in the product, unless the quality is in the process.” As this busy Rochester Hills, Michigan machine shop can attest, the machining and assembly of large ductile iron castings into components for the heavy truck and military drive train markets is one that demands accuracy at every turn. Correspondingly, the heavy-duty manufacturing equipment here includes a line of Niigata SPN 701 horizontal machining centers (HMCs) with multiple pallets, used for machining very large, heavy workpieces with accuracy that ranks among the highest in the machine tool world market. As a result, Accurate boasts the industry leaders among its customers, including Meritor, Axle Alliance, Dana and Mack.

The shop machines over 98% of its workpieces from ductile iron and the iron sludge build-up in the coolant tank is an all too familiar problem for the production personnel. As Accurate’s engineering manager Mark Tario explains, “We approach every machine with a keen eye on machine uptime and an absolute ease of maintenance. We had experimented with other systems to handle cast ductile iron fines and knew their benefits as well as their shortcomings.” Mark notes the company had actually designed two systems in-house to improve the handling of chips and the cleaning of coolant. While the benefits had been appreciable, they felt there was still a shortfall and the team at Accurate began a systematic search for a better solution.

One of the potential vendors, Hennig, was an established force in the market, as the company’s chip conveyors and machine enclosures are found on many of the global machine tool builders’ equipment. A particular development from Hennig caught the attention of the team at Accurate, namely, a magnetic chip disc filtration system that represented a substantial improvement over the traditional drum screen filtration system used on most competing brands. The relative ease of changeover immediately impressed the Accurate engineers, both from the production and maintenance perspectives. As Mark explains, “Replacing the drum filter screens is not an easy task, in fact it can be downright miserable. The Hennig disc arrangement seemed to us a much easier system to operate and maintain. The incorporation of a rare earth drum & scraper assembly inside the conveyor appeared to be a great solution for minimizing the amount of cast iron fines reaching the coolant tank side of the system.” Mark notes the heavier-duty mechanical components and drive chains used on the Hennig conveyor were also impressive, providing a greater wear life and reduced downtime likelihood.
 An initial order was placed with Hennig for four Chip Disc Filtration (CDF) conveyors to run in tandem with the Niigata machines. All electrical controls, coolant tanks, pumps and other hardware were provided by Hennig. Mark and his team worked closely with the Hennig mechanical and electrical engineers, as well as the Hennig’s local representative, John Kaczmarek of Marathon Industrial Sales in Sterling Heights, Michigan, to complete the first installation. “We have over 40 years of experience in what works and what doesn’t in the machining of cast iron, so we had a very defined list of needs in all facets of the design, electrical functions and the very important aspect of machine to auxiliary equipment communication,” Mark notes, adding that the worst scenario in the shop occurs when the machining center is working, but the chip conveyor is not.
An initial order was placed with Hennig for four Chip Disc Filtration (CDF) conveyors to run in tandem with the Niigata machines. All electrical controls, coolant tanks, pumps and other hardware were provided by Hennig. Mark and his team worked closely with the Hennig mechanical and electrical engineers, as well as the Hennig’s local representative, John Kaczmarek of Marathon Industrial Sales in Sterling Heights, Michigan, to complete the first installation. “We have over 40 years of experience in what works and what doesn’t in the machining of cast iron, so we had a very defined list of needs in all facets of the design, electrical functions and the very important aspect of machine to auxiliary equipment communication,” Mark notes, adding that the worst scenario in the shop occurs when the machining center is working, but the chip conveyor is not.

Every aspect of the machine-to-conveyor connection was planned out by the Accurate team, including the layout of the coolant tank covers and the access ports. This attention to detail is something in which the company takes great pride. “The Hennig team was very good on this job and they realized that nothing less than their best efforts would satisfy us,” Tario notes.
Among the many issues Accurate had to overcome, downtime for maintenance was the most prominent. The machining of cast iron, by definition, creates considerable problems arising from the frequent need to replace conveyor chains, drum screens and other mechanical components that get infiltrated by the iron fines and literally lock up. The conveyor chains on the Hennig system, for example, were found stronger than the typical styles used on competing brands, which often required adjustments and repairs several times annually and were usually in need of total replacement, once a year. Depending on the severity of the repair or replacement operation, this situation resulted in many hours or even several days to rectify. Practically speaking, the maintenance personnel would get completely soaked and filthy with the coolant and sludge as a result.
 On the Hennig CDF system, by contrast, the discs can be easily removed and cleaned on a workbench, rather than reaching through narrow access ports to wrestle with a drum style filter. According to Mark, this entire process is a two-hour operation at most. Simple screen replacements can be done in thirty minutes or less, he notes.
On the Hennig CDF system, by contrast, the discs can be easily removed and cleaned on a workbench, rather than reaching through narrow access ports to wrestle with a drum style filter. According to Mark, this entire process is a two-hour operation at most. Simple screen replacements can be done in thirty minutes or less, he notes.
Another common problem for the maintenance personnel are coolant related failures. On the HMCs at Accurate, a substantial amount of “through the spindle coolant” is used to improve productivity. However, this generous use of coolant can create an immediate and dangerous problem, if the coolant runs low and the machine has no safeguard-warning device, especially when drilling and tapping. Nearly half the Accurate systems had no such devices originally, resulting in some damage conditions on the high-speed drills used here. A third of the later systems used at the company had a communication device to put the machine’s CNC into a single block state when the coolant tank ran low, but had no protection to shut off the pump to prevent dry running. Mark notes, “On our third generation systems, we changed from a diaphragm style pump to a screw pump, where dry running would be very bad, to say the least. With our fourth generation Hennig conveyors, however, we have all the protections of the previous generations plus all the necessary controls to shut down the pumps to prevent very costly system component damage.”

Accurate has already installed four Hennig systems, just received an additional three and has plans to purchase two more shortly, for a total of nine in the shop. All are connected to Niigata HMCs that have an opening in the back of the machine with a horseshoe-shaped channel where the conveyor fits. The overall machine size is 10’ wide by 30’ long.
Other Accurate personnel involved in this project who contributed to the story include Greg Mann, plant manager, Dennis Shepp, maintenance technician and Jim Weeks, shift supervisor and maintenance technician.
To see a video of this installation, please go to http://youtu.be/GDPHtJdFul4
—
Hennig, Inc. designs and produces custom machine protection and chip/coolant management products for state-of-the-art machine tools. Hennig products are designed to protect against corrosion, debris and common workplace contaminants. Manufacturing facilities located in the USA, Germany, France, Brazil, India, Japan, Czech Republic, England and South Korea. Repair centers are located in Machesney Park, IL; Chandler, OK; Livonia, MI; Blue Ash, OH; Mexico City, Mexico; and Saltillo, Mexico.
To learn more about Hennig products & services, visit www.hennigworldwide.com or call 1-888-HENNIG6 (436-6446).
For more information, please contact:
Tim Waterman
Hennig, Inc.
2500 Latham St.
Rockford, IL 61103
Phone: 815-316-5277
Fax: 815-962-6483
E-mail: info@hennig-inc.com
Connect with Hennig online: ![]()
![]()
![]()
![]()
![]()
![]()
![]()
For more information on Accurate Gauge in this story, please contact:
Accurate Gauge & Manufacturing, Inc.
2943 Technology Drive
Rochester Hills, MI 48309
Phone: 248-853-2400
Web: www.accurategauge.com
Email: mark@accurategauge.com
Mark Tario, Engineering Manager
Causes, effects and control
This whitepaper covers definitions, harmonic generation, effects of harmonics and control of harmonics. It also addresses general awareness of power system harmonics, their causes, effects and methods to control them especially when these harmonics are related to variable frequency (or adjustable speed) drives.
—
For more information, please visit www.usa.siemens.com/motioncontrol
For specific product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: SiemensMTBUMarCom.industry@siemens.com.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue readingNew CU250S-2 control unit now in stock; supplements existing Siemens G120 drive with universal vector control and encoder feedback
Siemens Industry, Inc. announced today the availability of the new Sinamics CU250S-2 control unit for use with its popular Sinamics G120 variable speed drives. The unit provides vector control with encoder feedback. Additionally, the operation of single-axis applications with exact speed and torque control on induction motors, as well as positioning tasks with high demand on I/O, are supported, with different encoder interfaces provided on the module. These new units complete the G120 product portfolio and replace the CU240S with encoder interface.
Typical applications for these new control units include single drives with a large number of I/O or those with high speed control requirements, including extruders, centrifuges, wire-drawing machines, basic fabric webs, conveyors, lifters and others in markets ranging from automotive assembly, textiles, printing and chemical processing to nearly all conveyors and material handling.

The new Sinamics CU250S-2 control units can be combined with existing power modules to support all G120 drive applications, with or without encoder evaluation, for demanding applications requiring speed feedback. Additionally, STO (Safe Torque Off), SBC (Safe Brake Control) and SS1 (Safe Stop 1) features are all integrated, enabling their application on basic safety requirements. With the purchase of an optional software license, extended safety functions can be obtained, along with software for a single positioning function (EPos).
Comprehensive communications interfaces for general machine building are provided on this new Sinamics control from Siemens, including Profibus DP, Profinet (Ethernet I/P), RS485 (USS protocol, Modbus RTU) and CANopen, allowing convenient connection to other Siemens systems as well as external automation systems. No external gateway is needed.
Other features include an integrated USB port, so users can simply go online to facilitate engineering set-up and maintenance, plus an integrated slot for an SD card to allow simple cloning and firmware updates or upgrades.
For more information about this line of Sinamics control units, please visit: www.usa.siemens.com/sinamics
For specific product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: SiemensMTBUMarCom.industry@siemens.com.
Continue reading