
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
 The three-martini lunch was a viable business meeting venue, when I got into the ad/PR biz in 1976. Accomplished a lot and, moreover, forged solid friendships.
The three-martini lunch was a viable business meeting venue, when I got into the ad/PR biz in 1976. Accomplished a lot and, moreover, forged solid friendships.
My old boss and our agency founder WAS the guy from Mad Men, who sold the clients and had all the great ideas.  At 82 and retired 27 years now, he STILL drinks martinis and is sharp and quick-witted as ever.
At 82 and retired 27 years now, he STILL drinks martinis and is sharp and quick-witted as ever.
Today, we’re lucky to see clients more than a few times, each month. Email, conference calls and the vid conference or webinar are the norm, for us and clients. One web conferencing service runs TV commercials, actually mocking business travel as arcane, costly and pointless.
Who remembers the classic United campaign, where the boss handed out plane tix to the sales guys, admonishing them to get back to direct contact with customers? Business lunches are still conducted, but the business and social sides of client relationships have changed radically.
Wonder what others are experiencing, both on the agency and client sides, as well as in the media?
 We ad/PR guys invented the three-martini lunch, of course, right after the golf outing and the last-minute deadline!
We ad/PR guys invented the three-martini lunch, of course, right after the golf outing and the last-minute deadline!
Happy New Year,
TD
Tom Curfiss details the rapidly evolving business climate for retrofit; impacting large production department, job shop machine tool sectors alike

Siemens retrofit
CHICAGO —Various market factors and economic conditions have made retrofitting existing machine tools a very viable option for the large metalworking department at an OEM, as well as the job shop sector of moldmakers, tool & die and contract part manufacturers alike, according to Tom Curfiss, the retrofit business development manager for Siemens. Speaking from his Cincinnati area office, Curfiss comments, “Today’s business climate has combined with economic factors involved in the manufacture of control packages to create an ideal atmosphere for retrofit. Our company has long been involved in the upgrade of large gantry mills for aerospace production, for example. But today, it’s just as likely you’ll find our Retrofit Solution Partners outfitting a 3-axis mill or even a basic lathe with a new entry-level or mid-range CNC, motor and drive package. And, the best news for the job shop, this work can now be done at a price point comparable to just the cost of the CNC a decade ago, owing to economies of scale in the manufacture of these control packages.”
 Siemens currently has 17 Retrofit Solution Partners under contract in the U.S. These companies work in close cooperation with Siemens to fully understand the possibilities of retrofitting machines with SINUMERIK CNC and to provide complete services for the installation and refurbishment of the CNC machine. These partner firms for the Machine Tool Systems business at Siemens must have a demonstrated ability to work on CNC, PLC, servo motor, digital drive and all accompanying peripheral products, plus have a proficiency in the development of software packages related to PLC and CNC applications. Every Solution Partner then commits to a battery of training sessions on SINUMERIK controls and is required to keep at least two Siemens-trained engineers on staff at all times, according to Curfiss. The Solution Partners are not geographic specific, as several have proven expertise in the field working on particular types or brands of machine tools. The selection process for the appropriate partner takes many factors into consideration, says Curfiss. “We have partners who specialize in 5-axis machines, others who have expertise in a certain industry such as aerospace or medical, and still others who have their greatest strength in a particular area of the country. Depending on the job specifics and the logistic costs involved, we work hard to match the right partner to the customer’s needs.”
Siemens currently has 17 Retrofit Solution Partners under contract in the U.S. These companies work in close cooperation with Siemens to fully understand the possibilities of retrofitting machines with SINUMERIK CNC and to provide complete services for the installation and refurbishment of the CNC machine. These partner firms for the Machine Tool Systems business at Siemens must have a demonstrated ability to work on CNC, PLC, servo motor, digital drive and all accompanying peripheral products, plus have a proficiency in the development of software packages related to PLC and CNC applications. Every Solution Partner then commits to a battery of training sessions on SINUMERIK controls and is required to keep at least two Siemens-trained engineers on staff at all times, according to Curfiss. The Solution Partners are not geographic specific, as several have proven expertise in the field working on particular types or brands of machine tools. The selection process for the appropriate partner takes many factors into consideration, says Curfiss. “We have partners who specialize in 5-axis machines, others who have expertise in a certain industry such as aerospace or medical, and still others who have their greatest strength in a particular area of the country. Depending on the job specifics and the logistic costs involved, we work hard to match the right partner to the customer’s needs.”
Typically, Curfiss continues, the tipping point on a retrofit job is 60% of the price of a new machine. However, he also points out that many machines have outdated controls, although they still perform adequately in the shop or production department. “The challenge, when we do our onsite machine evaluation, is to determine whether a retrofit will make an appreciable difference in the performance of the machine, as other factors in the mechanics of the iron might make a retrofit impractical.” Curfiss further noted that today’s control technology is evolving at a very rapid rate, making some equipment that went out of production just 10 years ago less than optimum in contributing to maximum machine tool performance. “Running machine tools with 20-year-old technology today will simply not keep a shop as competitive as it needs to be.”
Existing equipment
Tom Curfiss has had his share of experiences with “old iron” in the field, as his background in machine tools spans over 40 years. “A lot of people think their old iron is just impossible to keep running, even with a retrofit, but we’re able to make the old equipment run better than it did when it was new, quite often.” He notes this achievement is the result of faster control processors, improved motor and drive technology, even more accurate and responsive encoders and other machine status sensing devices. On a practical note, Curfiss also remarks, “You cannot, however, fix a broken leg with a bandage, so the machine evaluation needs to be very comprehensive.”
In the end, Tom Curfiss suggests, both the large production departments and the job shops alike need to have regular assessments done on their prototype and production machine tools to determine if a retrofit might be in order. “The savings can be substantial, compared to purchasing new machines, because it’s not just a matter of the dollars saved at the outset, it’s also the long-term production improvements that inevitably lead to even greate Tom Curfiss has had his share of experiences with “old iron” in the field, as his background in machine tools spans over 40 years. “A lot of people think their old iron is just impossible to keep running, even with a retrofit, but we’re able to make the old equipment run better than it did when it was new, quite often.” He notes this achievement is the result of faster control processors, improved motor and drive technology, even more accurate and responsive encoders and other machine status sensing devices. On a practical note, Curfiss also remarks, “You cannot, however, fix a broken leg with a bandage, so the machine evaluation needs to be very comprehensive.” In the end, Tom Curfiss suggests, both the large production departments and the job shops alike need to have regular assessments done on their prototype and production machine tools to determine if a retrofit might be in order. “The savings can be substantial, compared to purchasing new machines, because it’s not just a matter of the dollars saved at the outset, it’s also the long-term production improvements that inevitably lead to even greater profit for the job shop or OEM.”
For more information on Siemens SINUMERIK CNC, visit www.usa.siemens.com/cnc.
For specific product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: SiemensMTBUMarCom.industry@siemens.com. Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue readingUnique rod lock assemblies from Advanced Machine & Engineering built into Boeing fixtures; used to stabilize airframe, maintain structural integrity during and after major repairs
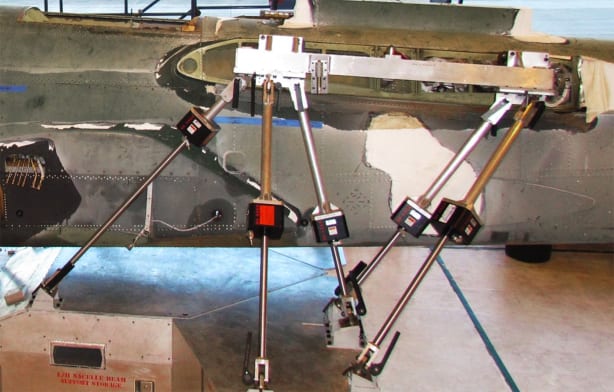
 AMLOK® rod locks shown at wing fitting attach points on A-10 Warthog
AMLOK® rod locks shown at wing fitting attach points on A-10 Warthog
During the maintenance and repair operations of A-10 Warthog aircraft at Hill Air Force Base in Utah, a unique product design from Advanced Machine & Engineering (AME) helps maintain the structural integrity of this heavy airframe. AMLOK® pneumatic rod locks keep the load steady and ensure the aircraft will return to flight in its proper configuration. Boeing in St. Louis designed and built the fixtures for the Air Force and specified the rod locks, 28 on each of five (5) fixtures constructed for use at the Air Force base.
In use, each rod lock holds up to 5000 lbs. and maintains position with 0.002”-0.003” maximum backlash and repeatable positioning. The AMLOK® design functions by holding the cylinder rod in place and locking the load in place, when air pressure is removed. Only when the pressure is restored can the load be released. This power-off clamping protects operators and workload alike.
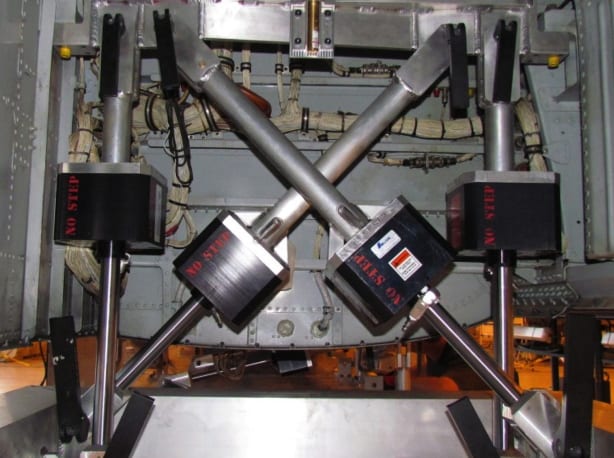
 Rod locks shown on nacelle attach points
Rod locks shown on nacelle attach points
The Air Force contracted Boeing to produce a series of fixtures to help perform major structural repair operations on the A-10. This was a new product design, conceived by Boeing, to solve the problem of holding the massive A-10 airframe in position while major structural sections were removed and replaced. In application, the rod locks provide a means of attaching the main fixture to the aircraft structure without introducing any external load to the structure. This fact is key to the overall repair operation, as the original shape of the craft must remain consistent during and after the repair. In addition, since the locking feature on the rod lock is activated when the pneumatic power is removed, it prevents inadvertent activation of the lock during the repair process, increasing technician safety substantially.
Another aspect of the AME rod lock design, they provide an uncomplicated, easy-to-install interface between the main repair fixture and the surface of the fuselage on the aircraft, doing so in a way that prevents the introduction of positive or negative loads to the fuselage in the resting position. Prior to start-up of operations, laser tracking measurements of the A-10 Warthog fuselage were consistently monitored by Boeing personnel during the initial prototype repair processes.
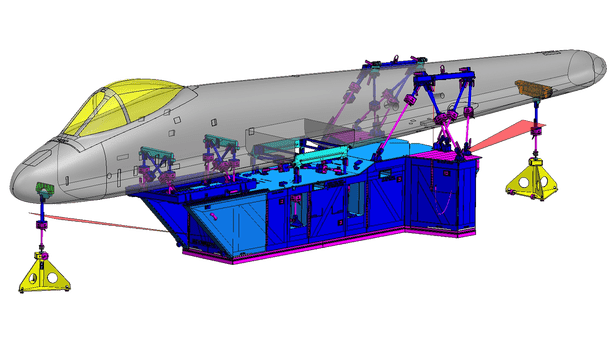 Overall view of the structure built by Boeing St. Louis to hold the airframe of the A-10 Warthog during the refurbish/repair ops at Hill Air Force Base in Utah. 28 rod locks on each of the five (5) total fixtures built by Boeing hold 5000 lb. load and maintain a .002-.003” maximum backlash, with no external load on the work surface, thus assuring the structural integrity of the fuselage during and after repairs
Overall view of the structure built by Boeing St. Louis to hold the airframe of the A-10 Warthog during the refurbish/repair ops at Hill Air Force Base in Utah. 28 rod locks on each of the five (5) total fixtures built by Boeing hold 5000 lb. load and maintain a .002-.003” maximum backlash, with no external load on the work surface, thus assuring the structural integrity of the fuselage during and after repairs
In operation, rod locks are positioned at seven (7) points on both sides of the fuselage along its entire length to provide adequate structural support. These points of contact also provide convenient attachment points on the aircraft, in relation to the components typically installed. In removing and replacing large sections of the fuselage, excess pressures can be exerted on the airframe, a potential cause of distortion.
Jack Bucheit, the lead tool engineer at the Boeing facility in St. Louis, notes, “The size and weight of the aircraft necessitated a unique solution. Our requirements exceeded the capacity of the standard rod locks catalogued by AME in size and weight ranges. AME stepped up and developed, then tested and supplied a specific rod lock designed to our specifications for this application. The performance was in line with all our expectations.” Others on the Boeing team included Jerry Dunmire, A-10 program manager, Dan Dudley, project manager and Brad Moore, tool engineer.
 Gun bay attach points
Gun bay attach points
The AMLOK® rod locks on these fixtures minimize the over-travel, drifting, bouncing and reverse travel often encountered in pneumatic motion applications, according to the engineers consulted for this story.
Acting as the representative for AME on this project was Ray Varady, president of V-TEC Machine Tools, Inc. in Glen Carbon, Illinois, near St. Louis.
Shane Hatfield, sales manager at AME, led his team in the design and delivery of the rod locks to Boeing, who subcontracted the building of the fixtures to John Wisker and his team at WB Industries of O’Fallon, Missouri, also near St. Louis.
For more information on the repair ops referenced in this story, please contact:
Richard Essary
Chief of Media
Hill AFB Public Affairs Office
Hill Air Force Base (Utah)
Richard.essary.3@us.af.mil
Jim Pruin
Logistics Mgt Specialist
A-10 Program Manager
A-10 Depot Support Section
Hill Air Force Base (Utah)
James.Pruin.1@us.af.mil
For more information on the fixtures referenced in this story, please contact:
Bradley Moore
Tool Engineering
Boeing-St. Louis
314-233-8560
Bradley.m.moore@boeing.com
For more information on the rod locks referenced in this story, please contact:
ADVANCED MACHINE & ENGINEERING
2500 Latham Street
Rockford, IL 61103
Toll-Free: 800-225-4263
Phone: 815-962-6076
Fax: 815-962-6483
Web: www.ame.com
E-mail: shane@ame.com
Attention: Shane Hatfield, Sales Manager
Connect with AME online: ![]()
![]()
![]()
![]()
![]()
![]()
Advanced Machine & Engineering Co., is a manufacturer located in Rockford, Ill., serving the Machine Tool Industry with precision components and accessories, including spindle interface components, workholding devices and, through our sister company, Hennig, machine enclosures, chip removal and filtration systems. The Fluid Power – Safety markets are served with cylinder rod locks and Safety Catcher devices; and the Production Saw market with our AmSaw carbide saw machines and Speedcut blade products. AME has manufacturing partners and service centers around the world and across the U.S. To learn more, visit www.ame.com.
Hennig, Inc. designs and produces custom machine protection and chip/coolant management products for state-of-the-art machine tools. Hennig products are designed to protect against corrosion, debris and common workplace contaminants. Manufacturing facilities are located in the U.S., Germany, France, Czech Republic, Brazil, India, Japan and South Korea. Repair centers are located in Machesney Park, IL; Chandler, OK; Livonia, MI; Blue Ash, OH; Mexico City, Mexico; and Saltillo, Mexico. To learn more, visit www.hennigworldwide.com.
Continue reading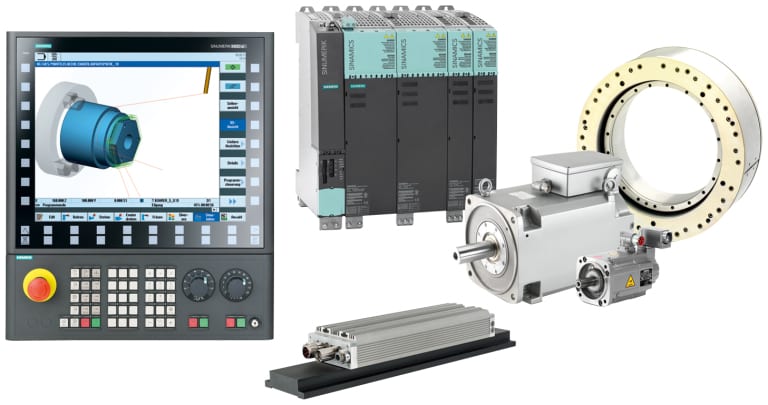
Visit us at booth #239!
AERODEF 2014 – Siemens will present its SINUMERIK 840D sl numerical controller, the aerospace industry standard for CNC machine tool control, which features unmatched open architecture for the handling of the most complex cutting and forming operations. In addition, Siemens will demonstrate robotic control through its mxAutomation solution, where robotic functions are controlled on a second channel of the SINUMERIK CNC and transferred to the robot via the Siemens PLC. And as the only single-source supplier in the aerospace industry who can provide the entire CAD/CAM/ CNC process chain, it’s clear why Siemens is the first choice in aerospace part manufacturing.
For more information on Siemens SINUMERIK CNC, visit www.usa.siemens.com/cnc.
For specific product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: SiemensMTBUMarCom.industry@siemens.com.
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue reading No. 1008 is a 500ºF tunnel oven with gravity roller conveyor from Grieve, currently used for preheating metal housings at the customer’s facility. Workspace dimensions of this oven measure 42” W x 72” D x 30” H. 30 KW are installed in Incoloy-sheathed tubular elements to heat the oven chamber, while a 3000 CFM, 1-1/2 HP recirculating blower provides vertical downward airflow to the workload.
No. 1008 is a 500ºF tunnel oven with gravity roller conveyor from Grieve, currently used for preheating metal housings at the customer’s facility. Workspace dimensions of this oven measure 42” W x 72” D x 30” H. 30 KW are installed in Incoloy-sheathed tubular elements to heat the oven chamber, while a 3000 CFM, 1-1/2 HP recirculating blower provides vertical downward airflow to the workload.
This Grieve tunnel oven features 4” thick insulated walls plus an aluminized steel interior and exterior. The work zone comprises a 66” long open loading zone, 72” long insulated heat zone with recirculated airflow and 66” long open unloading zone, with a 36” wide roller conveyor with rollers on 3” centers. Motor-operated vertical lift doors are supplied on each end of the oven.
Controls on No. 1008 are built to NEMA 12 electrical standards and include a digital indicating temperature controller, manual reset excess temperature controller with separate contactors and a recirculating blower airflow safety switch.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP

Ann Arbor, Michigan – GMTA (German Machine Tools of America) represents various top-quality German metalworking machine builders, including Profilator, Pittler, Praewema and WMZ. These machines are sold to the North American market by GMTA primarily for gear and spline production, as well as other power transmission applications. The company’s target markets include automotive, off-highway, OCTG and other heavy equipment manufacturing. Machines are provided for gear honing, gear grinding, the patented Scudding® process for gearmaking, polygon milling, turning, gear tooth pointing and multi-task machining operations.
-GMTA is embarking on an aggressive new ad program in 2014, seeking to expand its market reach in automotive and gain additional exposure in other machine tool end users sectors, including aerospace, medical and energy. This effort will be enhanced by a direct marketing and social media campaign, as the company ramps up to a major presence planned for IMTS in September.In the news…

-GMTA recently sponsored a learning day for local area school children, including all 7th graders from the Saline, Michigan schools who are currently studying German. The group visited Frankenmuth, Michigan, which bills itself as “the American town with a German Bavarian heritage.” The group visited the historical museum and enjoyed an array of fun activities. Frankenmuth is also home to America’s premier Christmas store!
-GMTA recently became a member of the Michigan Chapter of the German American Chamber of Commerce. Claudia Hambelton from GMTA attended the annual Fall Dinner, where the keynote speaker was Sheryl Connelly, the Global Consumer Trends and Futuring Manager for Ford, who spoke on the topic of how companies can prepare themselves for oncoming trends in the market.
-An open house to celebrate the newly expanded facility in Ann Arbor, Michigan will be held soon. Details to come, so stay tuned!
-A definitive explanation on the Scudding® process for gearmaking, plus informative videos on this breakthrough technology, are now available from GMTA. Click HERE to access the video.
For more information on this announcement, please contact:
GMTA (GERMAN MACHINE TOOLS OF AMERICA)
4630 Freedom Drive
Ann Arbor, MI 48108
Phone: 734-973-7800
Fax: 734-973-3053
Web: www.gmtamerica.com
Email: scott@gmtamerica.com
Attention: Scott Knoy
Connect with GMTA online: ![]()
![]()
![]()
![]()
No.996 is a gas-fired, 350ºF (177ºC) jumbo walk-in oven, currently used for batch processing large composite structures. Workspace dimensions measure 10’ W x 32’ D x 8’ H. 1,200,000 BTU/HR are installed in a modulating natural gas burner to heat the unit, while 49,000 CFM total from two (2) 20HP recirculating blowers provide combination airflow to the workloads.

This Grieve jumbo walk-in batch oven features 4” insulated walls throughout, removable top-mounted heat chamber (shown removed in photo), the oven body split into four
(4) sections for shipment with mating angle iron frames for easy reassembly in the field, plus aluminized steel interior and exterior.
All safety equipment required by IRI, FM and National Fire Protection Association Standard 86 for gas-heated equipment are onboard No. 996, including an 8000 CFM powered forced exhauster for quick purge and cool down, motorized dampers on the intake and exhaust for accelerated cooling, as well as a 10” diameter circular chart recording and programming temperature controller.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP

No. 871 is a 2000°F (~1093.3°C) gas-heated box furnace from Grieve, currently used for heat treating and high temperature testing. 650,000 BTU/HR are installed in three modulating natural gas burners with a floor mounted combustion air blower. Workspace dimensions are 30” wide x 48” deep x 30” high.
The unit has 7” insulated walls comprised of 5” of 2300°F ceramic fiber and 2” of 1700°F block insulation. The 6½” floor insulation is made of 4½” of 2300°F firebrick and 2” of 1900°F block insulation. The plate hearth is made of firebrick and is supported by firebrick piers.
For more information, please contact:Controls onboard No. 871 include a Partlow MRC 7000 recording and programming temperature controller and an electrically-operated vertical lift door.
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, Illinois 60073-2835
USA
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese
See Suhner at IMTS 2014 Booth W-1464! Add them to your show schedule HERE.
Large, long or odd shaped parts present various challenges; self-contained Suhner Multi-Master flex shaft machining units provide solutions
Bulky part machining can often become very difficult to integrate into a manufacturing process, when attempting to perform multiple operations on conventional CNC machines. Limited space or axis travel, one-sided spindle or tool accessibility are common restrictions when trying to design and fit multiple tool requirements onto a rigid machine concept. In addition, cycle time demands and accessibility issues from all sides and angles can make a single tool, 3-axis CNC machine option a losing proposition.
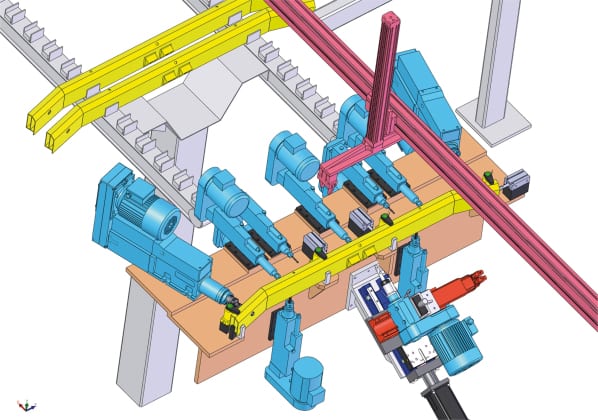
Fig. 1
One new solution involves compact and self-contained single tool Multi-Master flex shaft machining units from SUHNER. These units are modular in design, which means they can be positioned in any direction around a workpiece. In most cases, all operations can be performed in one cycle, thereby reducing the overall machining cycle time to a minimum. Since all tooling modules work simultaneously, the cycle time is basically determined by the longest single machining operation and not the addition of all the tools working together. There are virtually no limitations to part size and the number of tools that are engaged at the same time, with this arrangement.gid machine concept. In addition, cycle time demands and accessibility issues from all sides and angles can make a single tool, 3-axis CNC machine option a losing proposition.
SUHNER offers a complete spindle program with optional feed systems…pneumatic, hydraulic and CNC…available in a quill feed or slide and spindle design. In combination with modern tooling technology, SUHNER Multi-Master machining units can achieve a high degree of performance and accuracy, when incorporated into a machine design.
Solid carbide tools permit cutting speeds up to 300 m/min in aluminum, at feed rates of 0.5 mm/rev. These rates result in very short cycle times and extended tool life.

Fig. 2
Pictured transfer machine (Fig.1) illustrates a drilling station for an aluminum profile with 11 drilling operations. The actual machine time is 8 seconds for a roof rack railing. The machine is used in 3 shifts and produces a finished part in less than 20 seconds.
Depending on tool diameter, some of the drilling station units operate at 12,000 rpm.
A special purpose machine is shown in Fig. 2. This machine provides 33 holes in an automotive fiberglass- reinforced plastic part in less than 2.5 seconds. Years of experience and research with special tools and materials result in exeptional hole quality.
For all chipmaking operations including drilling, tapping, milling, reaming, flow drilling, boring, turning, inside and outside grooving etc. with internal or external coolant supply, SUHNER offers a comprehensive machining unit program for machine builders and end users alike.

SUHNER INDUSTRIAL PRODUCTS, CORP.
Hwy 411 S./Suhner Drive
P.O. Box 1234
Rome, GA 30162
Phone: 706-235-8046
Fax: 706-235-8045
Attention: Lee Coleman, Automation Division
www.suhner.com
automation.usa@suhner.com
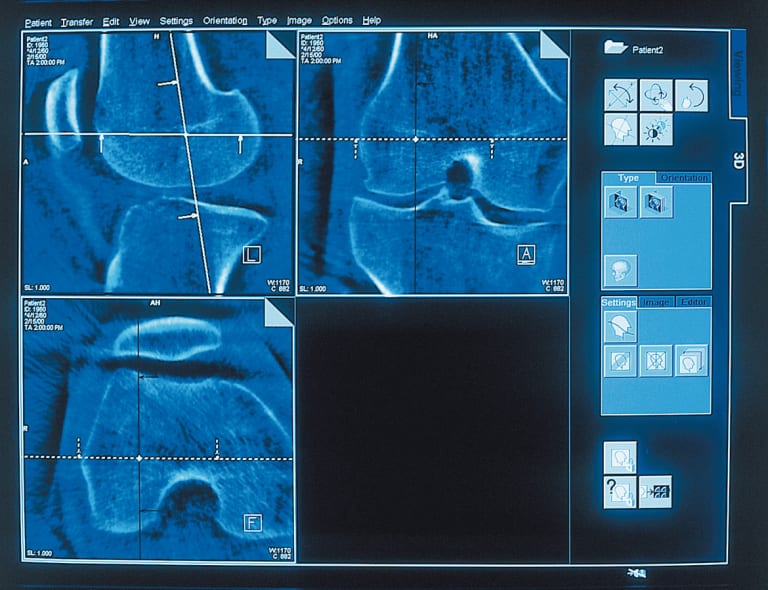
The process chain for a typical implant begins in the clinic, where the doctor uses CT scan imaging data to select an appropriate implant
Today’s machine shops, whether in the medical technology or tool and moldmaking sectors, can take advantage of an integrated Siemens CNC solution for everything from the design concept to the finished product.
The production of today’s medical implants involves an entire process chain, starting with the doctor and ending with the finished device. Doctors use the imaging data of a complex fracture, acquired with a computed tomography (CT) scan, to select an appropriate implant and then position it in the fracture area of the patient on the computer. Of course, this is only possible if the implant geometries are stored in a database, and the doctor has implants in stock or can access them immediately from a manufacturer.
Simulation of machining sequences
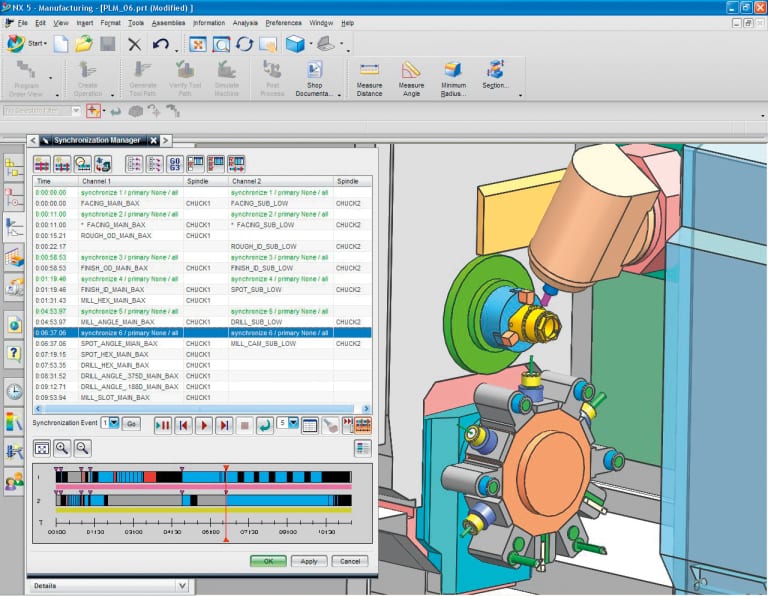
NX CAM programming from Siemens PLM enables realistic simulation of machine tool functions.
In plastic surgery, however, where implants specifically manufactured for each individual patient are needed, a different process is employed. Instead of pre-machined parts, implants are custom-made with the help of 3D imaging. In this case, the machine tools are controlled using the implant geometries. Calculated contours and shapes are acquired by the CT scan to produce implants that are literally a perfect fit. However, the feasibility of the planned production process can first be determined on a monitor using, for example, an NX graphic simulation from Siemens to avoid potential collisions or damage to the workpiece contours.
Technology package for milling
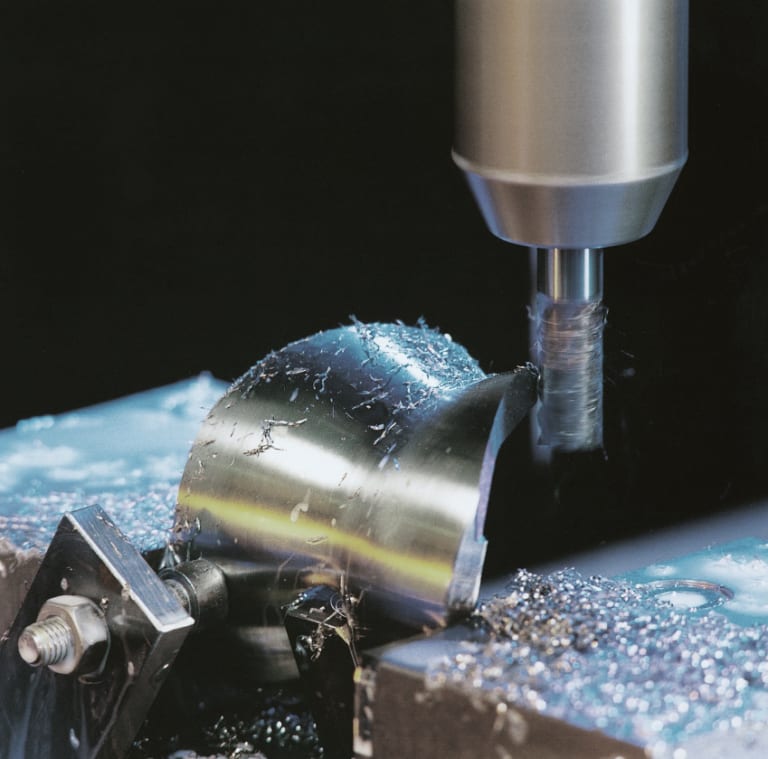
Implants for knee joints are precision machined with the High-Speed Cutting HSC process on a machine tool run by Siemens SINUMERIK 840D solution line CNC technology.
High-speed cutting (HSC) is a machining process with high material processing speeds. HSC machine tools achieve high spindle speeds, combined with feed rates that are much higher than those of conventional machine tools. Consequently, they require control systems and part programs that perform equally fast. The Siemens Sinumerik® 840D solution line CNC is specifically designed for the requirements of medical technology and this precision part HSC work. Integrated functions onboard the CNC assist users with set-up and programming, thus allowing faster and more precise production sequences.
Together, the Sinumerik CNC system and ShopMill® software from Siemens form a milling technology package that allows machine operators rapid access to the functions they need. Thanks to graphic function display and plain language input dialogs, cycles can be used quickly and effectively, after a brief training period. Even the smallest errors can be corrected during operation, using multi-axis kinematic analysis. The Siemens Safety Integrated® solution further provides protection for personnel and machinery. This software can be used to interlink emergency stop buttons and light barriers. In the event of an operating error, dangerous movements are immediately brought to a standstill and the power supply to the motor is quickly cut.
The use of measuring probes
The production of artificial knee joints on an HSC 20 linear milling center manufactured by DMG, for example, can be fully controlled and monitored by a Siemens Sinumerik CNC system. With its broad range of functions, this milling center is particularly well suited for use in the medical technology sector. It is equipped with linear drives on all axes and achieves acceleration rates over 2g. The machine can also generate a surface finish down to 0.2 micrometers Ra. The liquid-cooled machining spindle operates at speeds up to 42,000 rpm, thereby covering an extensive range of potential applications in the medical sector, where materials such as titanium, chromium-molybdenum, tantalum and niobium are typically milled.
In order to achieve maximum precision during implant production, while also maintaining a consistently high level of product quality, parametric measurements must taken continuously from both the machine and the workpiece. probes, for example, on HSC production machines measure tool dimensions in-process, detect broken tools and are used for the set-up and measurement of workpieces. In medical machine shops currently, the targeted use of such measuring probes can reduce set-up times by up to 90%, while substantially improving process control.
Cost-effective machining

The finished implant is a perfect fit
Metal parts used in medical technology are often extremely complex. Therefore, choosing the right tooling can have a great impact on the quality of the finished products. After all, proper cutting tools ensure that the parts leaving the machining center are absolutely precise and require no further finishing work. Although the materials used for many medical and orthopedic parts are often quite difficult to machine, the tools must fulfill high performance requirements with respect to the precision and surface quality of these implants. Iscar, one supplier of such tools, offers a program for monitoring the use of precision tools on turning, drilling, milling and finishing jobs. They also help users assess the performance qualities of non-vibrating carbide milling cutters, which are well-suited for machining implant materials, plus they can offer information on more cost-effective and efficient machining processes.
For more information on Siemens SINUMERIK CNC, visit www.usa.siemens.com/cnc.
For specific product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: SiemensMTBUMarCom.industry@siemens.com.
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue reading