
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com

Our own Tim Daro recently presented at AFS Twin Cities Chapter meeting, The Many Ways to Market Your Foundry, in Minneapolis. The presentation covered different ways that foundries could promote themselves to current and prospective customers.
Topics included “old” methods of advertising (direct mail and trade shows), as well as the new methods of online advertising such as e-blasts, interactive e-brochures, social media such as Twitter, Facebook and especially the targeted LinkedIn groups. Bernard & Company has experience in all these areas, helping industry supplier giants such as Hunter Foundry Machinery and MAGMA, current and past foundry clients, improve their marketing communications.
We’d like to thank Joy Clifford and Josh Jaycox at the AFS Twin Cities Chapter for including us in their line-up and for the cool casting they gifted us!
—
The American Foundry Society exists “to provide and promote knowledge and services that strengthen the metalcasting industry for the ultimate benefit of its customers and the Society.” The objective of the Twin Cities Chapter are those of the American Foundry Society, namely, “exclusively to advance through research and education the arts and sciences relating to the manufacturing and utilization of metal castings.”
Continue reading
Siemens Industry, Inc. presents its new Sinumerik 808D Advanced CNC with compatible motors, drives and cabling, in vertical or horizontal variants for basic milling and turning machines
Siemens Industry, Inc. announced today its new Sinumerik 808D Advanced CNC, designed for basic milling and turning machines. Affordably priced for the machine builder (OEM), this new addition from Siemens offers a suite of design features to improve the accuracy, surface finish, safety and communication of the control. This new CNC is available now to the North American machine tool market.
The Sinumerik 808D Advanced offers up to five axes / spindle motion control on a single machine channel, with drive bus communication between the CNC and drive for better position control, data transfer over standard Ethernet protocol, plus Auto Servo Tuning (AST) for superior surface quality and repeatable part accuracy in mold and die applications. These include incremental encoder with 2,500 parts per revolution (ppr) or absolute encoder with 20-bit resolution.
Motor speeds up to 4,000 rpm are offered with Safe Torque Off (STO) and IP65 enclosure protection. Vertical and horizontal configurations of the Sinumerik 808D are available to suit all standard control panels.
The Sinumerik 808D Advanced T is the ideal choice for basic turning machines or turning centers without a Y-axis, with the option of driven tools, while the Sinumerik 808D Advanced M offers advanced surface finish and the SINAMICS V70 drive platform from Siemens, all with an attractive price-to-performance ratio.
Additional features of the Sinumerik 808D Advanced CNC include an RJ45 Ethernet port, 7.5” LCD color display with 640 x 480 resolution for easy viewing, machine technology-specific keyboards with hard keys shielded with protective membrane, a robust enclosure with no fan or hard disk, maintenance-friendly power with no battery, continuous data buffering with NV-RAM technology, LED tool number display and a master control panel with rotary switch for feed and spindle override. The rated torque is 1.9-40 Nm with drive line input of 400V and overload rating of 300 percent.
Part programs can be managed on an external PC, then fed to the control over an Ethernet cable or input via the USB port. Simple program sub-folders can be stored on the control, just like on the PC. Other standard features of the Siemens CNC for machine operators and programmers include intelligent jog, precise tool data handling with easy-to-recognize on-screen icons, tool wear data logging to ensure consistent high workpiece quality and startGUIDE engineering support, complete with the graphical user interface wizard for easier machine commissioning and startup and troubleshooting.
Siemens provides full training, on-site support and service plus a three-year warranty on parts and service. Proper machine registration is required.
For more information about the new Sinumerik 808D Advanced, please visit:
www.usa.siemens.com/808D-PR.
For more information on Siemens SINUMERIK CNC, visit www.usa.siemens.com/cnc.
For specific product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: SiemensMTBUMarCom.industry@siemens.com.
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue reading No. 1033 is a 500ºC (932ºF) inert atmosphere oven from Grieve, currently used for heating polymer fibers at the customer’s facility. Workspace dimensions of this oven measure 54” W x 36” D x 84” H. 60 KW are installed in Incoloy-sheathed tubular elements to heat the oven chamber, while a 10,000 CFM, 7-1/2 HP recirculating blower provides vertical downward airflow to the workload.
No. 1033 is a 500ºC (932ºF) inert atmosphere oven from Grieve, currently used for heating polymer fibers at the customer’s facility. Workspace dimensions of this oven measure 54” W x 36” D x 84” H. 60 KW are installed in Incoloy-sheathed tubular elements to heat the oven chamber, while a 10,000 CFM, 7-1/2 HP recirculating blower provides vertical downward airflow to the workload.
This Grieve oven features 8” thick insulated walls plus an aluminized steel exterior and Type 304, 2B finish stainless steel interior. The inert atmosphere construction comprises a gas pressure regulator, flow meter, pressure gauge, internal high-temperature gasket, all welded expansion connection in doorway throat, air jacket on inner oven for cooling, ½” thick cellular silicone rubber atmosphere seal, blower shaft seal, pneumatic positive latching door hardware, adjustable offset door hinges, outlet with pressure relief, interior seams all welded gas-tight plus all wall penetrations are fitted with compression fittings. A 0-1500 CFM blower pulls air through the air jacket on the inner oven for faster cooling.
Controls on No. 1033 include a digital programming temperature controller, manual reset excess temperature controller with separate contactors, recirculating airflow safety switch, paperless event recorder, SCR power controller and trace level oxygen analyzer.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
 The three-martini lunch was a viable business meeting venue, when I got into the ad/PR biz in 1976. Accomplished a lot and, moreover, forged solid friendships.
The three-martini lunch was a viable business meeting venue, when I got into the ad/PR biz in 1976. Accomplished a lot and, moreover, forged solid friendships.
My old boss and our agency founder WAS the guy from Mad Men, who sold the clients and had all the great ideas.  At 82 and retired 27 years now, he STILL drinks martinis and is sharp and quick-witted as ever.
At 82 and retired 27 years now, he STILL drinks martinis and is sharp and quick-witted as ever.
Today, we’re lucky to see clients more than a few times, each month. Email, conference calls and the vid conference or webinar are the norm, for us and clients. One web conferencing service runs TV commercials, actually mocking business travel as arcane, costly and pointless.
Who remembers the classic United campaign, where the boss handed out plane tix to the sales guys, admonishing them to get back to direct contact with customers? Business lunches are still conducted, but the business and social sides of client relationships have changed radically.
Wonder what others are experiencing, both on the agency and client sides, as well as in the media?
 We ad/PR guys invented the three-martini lunch, of course, right after the golf outing and the last-minute deadline!
We ad/PR guys invented the three-martini lunch, of course, right after the golf outing and the last-minute deadline!
Happy New Year,
TD
Tom Curfiss details the rapidly evolving business climate for retrofit; impacting large production department, job shop machine tool sectors alike

Siemens retrofit
CHICAGO —Various market factors and economic conditions have made retrofitting existing machine tools a very viable option for the large metalworking department at an OEM, as well as the job shop sector of moldmakers, tool & die and contract part manufacturers alike, according to Tom Curfiss, the retrofit business development manager for Siemens. Speaking from his Cincinnati area office, Curfiss comments, “Today’s business climate has combined with economic factors involved in the manufacture of control packages to create an ideal atmosphere for retrofit. Our company has long been involved in the upgrade of large gantry mills for aerospace production, for example. But today, it’s just as likely you’ll find our Retrofit Solution Partners outfitting a 3-axis mill or even a basic lathe with a new entry-level or mid-range CNC, motor and drive package. And, the best news for the job shop, this work can now be done at a price point comparable to just the cost of the CNC a decade ago, owing to economies of scale in the manufacture of these control packages.”
 Siemens currently has 17 Retrofit Solution Partners under contract in the U.S. These companies work in close cooperation with Siemens to fully understand the possibilities of retrofitting machines with SINUMERIK CNC and to provide complete services for the installation and refurbishment of the CNC machine. These partner firms for the Machine Tool Systems business at Siemens must have a demonstrated ability to work on CNC, PLC, servo motor, digital drive and all accompanying peripheral products, plus have a proficiency in the development of software packages related to PLC and CNC applications. Every Solution Partner then commits to a battery of training sessions on SINUMERIK controls and is required to keep at least two Siemens-trained engineers on staff at all times, according to Curfiss. The Solution Partners are not geographic specific, as several have proven expertise in the field working on particular types or brands of machine tools. The selection process for the appropriate partner takes many factors into consideration, says Curfiss. “We have partners who specialize in 5-axis machines, others who have expertise in a certain industry such as aerospace or medical, and still others who have their greatest strength in a particular area of the country. Depending on the job specifics and the logistic costs involved, we work hard to match the right partner to the customer’s needs.”
Siemens currently has 17 Retrofit Solution Partners under contract in the U.S. These companies work in close cooperation with Siemens to fully understand the possibilities of retrofitting machines with SINUMERIK CNC and to provide complete services for the installation and refurbishment of the CNC machine. These partner firms for the Machine Tool Systems business at Siemens must have a demonstrated ability to work on CNC, PLC, servo motor, digital drive and all accompanying peripheral products, plus have a proficiency in the development of software packages related to PLC and CNC applications. Every Solution Partner then commits to a battery of training sessions on SINUMERIK controls and is required to keep at least two Siemens-trained engineers on staff at all times, according to Curfiss. The Solution Partners are not geographic specific, as several have proven expertise in the field working on particular types or brands of machine tools. The selection process for the appropriate partner takes many factors into consideration, says Curfiss. “We have partners who specialize in 5-axis machines, others who have expertise in a certain industry such as aerospace or medical, and still others who have their greatest strength in a particular area of the country. Depending on the job specifics and the logistic costs involved, we work hard to match the right partner to the customer’s needs.”
Typically, Curfiss continues, the tipping point on a retrofit job is 60% of the price of a new machine. However, he also points out that many machines have outdated controls, although they still perform adequately in the shop or production department. “The challenge, when we do our onsite machine evaluation, is to determine whether a retrofit will make an appreciable difference in the performance of the machine, as other factors in the mechanics of the iron might make a retrofit impractical.” Curfiss further noted that today’s control technology is evolving at a very rapid rate, making some equipment that went out of production just 10 years ago less than optimum in contributing to maximum machine tool performance. “Running machine tools with 20-year-old technology today will simply not keep a shop as competitive as it needs to be.”
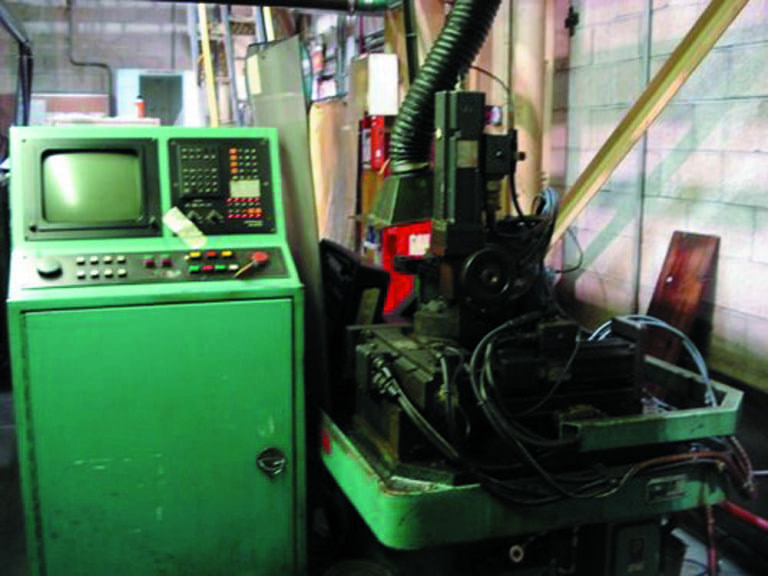
Existing equipment
Tom Curfiss has had his share of experiences with “old iron” in the field, as his background in machine tools spans over 40 years. “A lot of people think their old iron is just impossible to keep running, even with a retrofit, but we’re able to make the old equipment run better than it did when it was new, quite often.” He notes this achievement is the result of faster control processors, improved motor and drive technology, even more accurate and responsive encoders and other machine status sensing devices. On a practical note, Curfiss also remarks, “You cannot, however, fix a broken leg with a bandage, so the machine evaluation needs to be very comprehensive.”
In the end, Tom Curfiss suggests, both the large production departments and the job shops alike need to have regular assessments done on their prototype and production machine tools to determine if a retrofit might be in order. “The savings can be substantial, compared to purchasing new machines, because it’s not just a matter of the dollars saved at the outset, it’s also the long-term production improvements that inevitably lead to even greate Tom Curfiss has had his share of experiences with “old iron” in the field, as his background in machine tools spans over 40 years. “A lot of people think their old iron is just impossible to keep running, even with a retrofit, but we’re able to make the old equipment run better than it did when it was new, quite often.” He notes this achievement is the result of faster control processors, improved motor and drive technology, even more accurate and responsive encoders and other machine status sensing devices. On a practical note, Curfiss also remarks, “You cannot, however, fix a broken leg with a bandage, so the machine evaluation needs to be very comprehensive.” In the end, Tom Curfiss suggests, both the large production departments and the job shops alike need to have regular assessments done on their prototype and production machine tools to determine if a retrofit might be in order. “The savings can be substantial, compared to purchasing new machines, because it’s not just a matter of the dollars saved at the outset, it’s also the long-term production improvements that inevitably lead to even greater profit for the job shop or OEM.”
For more information on Siemens SINUMERIK CNC, visit www.usa.siemens.com/cnc.
For specific product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: SiemensMTBUMarCom.industry@siemens.com. Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue readingOhio manufacturer of oil field equipment saves 184 hours on one high-precision cutting tool head made of Nitralloy®
PMC-Colinet has a long history in the pipe and tube market, having started in 1912 and introduced the world’s first carbide-tooled pipe threading machine in 1958. Today, the company is established as a primary supplier of machines to the OCTG sector. Its customers include integrated steel mills that sell finished pipe and couplings to the oil and gas industries, specifically using the company’s machines for threading products for downhole drilling applications. PMC-Colinet also supplies cutting tools, consumable tooling, aftermarket parts and field service to the industry.
Recently, PMC-Colinet did an assessment on one very challenging job, namely, cutting keyways into large sections on a high-precision cutting tool head made of Nitralloy. For many years, the production had involved the use of a shaper to produce the keyway in the bore of the die head. Typically, the bore ranged from 6” to 13” in diameter and more than 12’ in length. These keyways have extremely tight tolerances, with location at +/- 0.0005”, width at +/- 0.001” and depth to +/- 0.0025”.

One style of cut is a 3-step keyway that does not run all the way through the bore, stopping at a window that is milled from the outside diameter. This situation prevented the PMC machining department from using a ram EDM to produce the keyway. The only options previously used were to rough the keyway on an old shaping machine, then send it out for ram EDM. This process required 50 hours on the shaper, plus approximately a week for the ram EDM. Another option was to do the job entirely on the shaping machine. Roughing the keyway had to be much more precise and usually required about 61 hours. Plus, an additional 145 hours were required to finish the part, normally. These times included 10-12 hours for set-up.
The team at PMC, led by Milling Foreman Rick Kokish, decided to explore other methods to produce this part on its Monarch 175B VMC. They conducted an exhaustive search on the Internet, turning up over 133,000 hits for 90º angle heads. After more than 30 hours of gleaning out the unsuitable products, they narrowed the search to just two vendors. Both manufacturers visited the facility and brought out their standard angle head designs. One of the companies, Heimatec, quickly realized this job would require a custom 90º head design to satisfy all the requirements.
One competitor brought a standard 40 taper tool, while Heimatec presented a larger, heavier 50 taper unit.
A week later, Preben Hansen, Heimatec’s president, supplied a drawing for the proposed custom product. PMC engineering reviewed both the standard and custom designs and awarded the project to Heimatec.
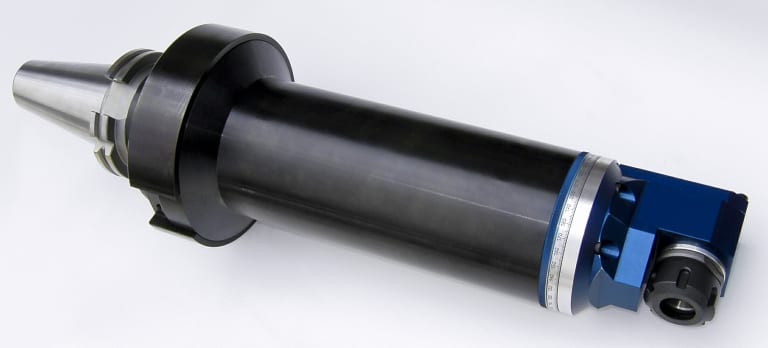
The angle head supplied was designed to perform a wide variety of cutting tasks on the various end products produced by PMC. On the keyway in a bore 6” in diameter and 12” in length, using the Heimatec 90º head, PMC spent 6 hours in setup, 3 for roughing and 3 for finishing, plus 12 to 16 hours of actual cutting time. This represented a total savings of 184 hours on a single part. Though the head appeared too slender to remain rigid during the entire cutting cycle, according to PMC sources, the performance was deemed very successful.
Heimatec’s head design for this custom radial drilling and milling head features an adjustable tool stop, 3 support pins for stabilizing the tool, CAT 50 taper style, 360º indexable pivot on the angle head and inclined tooth gear design for maximum rigidity.
During the project, Preben Hansen from Heimatec supervised the installation. After the stop block attachment and grinding of the supports pins for the head were accomplished in just one day, the head was mounted and several experimental cuts were performed. Hansen spent time with Rick Kokish as well as CNC programmer Barry Spence at PMC, discussing various options for programming the head on the Monarch VMC. The very next morning, the setup was performed and an actual keyway was roughed.
Results ongoing have continued to satisfy all requirements, according to PMC sources.
For further information on the application discussed in this story, please contact:
PMC INDUSTRIES
29100 Lakeland Boulevard
Wickliffe, OH 44092
Phone: 440-943-3300
Fax: 440-944-1974
Web: www.pmc-colinet.com
Email: sales@pmc-colinet.com
Attention: Rick Kokish, Milling Foreman
or
Preben Hansen, President
HEIMATEC INC.
16 E. Piper Lane Suite 129
Prospect Heights, IL 60070
Phone: 847-749-0633
Fax: 847-749-2445
Email: info@heimatecinc.com
Website: www.heimatecinc.com
Connect with Heimatec Inc: ![]()
![]()
![]()
![]()
![]()
—
Heimatec is an international tooling manufacturer, based in Renchen, Germany. Its experienced staff is dedicated to providing customers the most innovative tooling technology possible. In 2010, the company opened Heimatec Inc. in Prospect Heights, IL, near Chicago, to serve its growing North American customer base with sales and service, plus an extensive inventory of products. Heimatec serves the auto, aero, medical, off-highway, rail, energy, woodworking, composites and other industries, as well as an ever-increasing number of machine tool OEM’s worldwide.
Continue reading
Visit us at booth #239!
AERODEF 2014 – Siemens will present its SINUMERIK 840D sl numerical controller, the aerospace industry standard for CNC machine tool control, which features unmatched open architecture for the handling of the most complex cutting and forming operations. In addition, Siemens will demonstrate robotic control through its mxAutomation solution, where robotic functions are controlled on a second channel of the SINUMERIK CNC and transferred to the robot via the Siemens PLC. And as the only single-source supplier in the aerospace industry who can provide the entire CAD/CAM/ CNC process chain, it’s clear why Siemens is the first choice in aerospace part manufacturing.
For more information on Siemens SINUMERIK CNC, visit www.usa.siemens.com/cnc.
For specific product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: SiemensMTBUMarCom.industry@siemens.com.
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue reading No. 1008 is a 500ºF tunnel oven with gravity roller conveyor from Grieve, currently used for preheating metal housings at the customer’s facility. Workspace dimensions of this oven measure 42” W x 72” D x 30” H. 30 KW are installed in Incoloy-sheathed tubular elements to heat the oven chamber, while a 3000 CFM, 1-1/2 HP recirculating blower provides vertical downward airflow to the workload.
No. 1008 is a 500ºF tunnel oven with gravity roller conveyor from Grieve, currently used for preheating metal housings at the customer’s facility. Workspace dimensions of this oven measure 42” W x 72” D x 30” H. 30 KW are installed in Incoloy-sheathed tubular elements to heat the oven chamber, while a 3000 CFM, 1-1/2 HP recirculating blower provides vertical downward airflow to the workload.
This Grieve tunnel oven features 4” thick insulated walls plus an aluminized steel interior and exterior. The work zone comprises a 66” long open loading zone, 72” long insulated heat zone with recirculated airflow and 66” long open unloading zone, with a 36” wide roller conveyor with rollers on 3” centers. Motor-operated vertical lift doors are supplied on each end of the oven.
Controls on No. 1008 are built to NEMA 12 electrical standards and include a digital indicating temperature controller, manual reset excess temperature controller with separate contactors and a recirculating blower airflow safety switch.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP

Ann Arbor, Michigan – GMTA (German Machine Tools of America) represents various top-quality German metalworking machine builders, including Profilator, Pittler, Praewema and WMZ. These machines are sold to the North American market by GMTA primarily for gear and spline production, as well as other power transmission applications. The company’s target markets include automotive, off-highway, OCTG and other heavy equipment manufacturing. Machines are provided for gear honing, gear grinding, the patented Scudding® process for gearmaking, polygon milling, turning, gear tooth pointing and multi-task machining operations.
-GMTA is embarking on an aggressive new ad program in 2014, seeking to expand its market reach in automotive and gain additional exposure in other machine tool end users sectors, including aerospace, medical and energy. This effort will be enhanced by a direct marketing and social media campaign, as the company ramps up to a major presence planned for IMTS in September.In the news…

-GMTA recently sponsored a learning day for local area school children, including all 7th graders from the Saline, Michigan schools who are currently studying German. The group visited Frankenmuth, Michigan, which bills itself as “the American town with a German Bavarian heritage.” The group visited the historical museum and enjoyed an array of fun activities. Frankenmuth is also home to America’s premier Christmas store!
-GMTA recently became a member of the Michigan Chapter of the German American Chamber of Commerce. Claudia Hambelton from GMTA attended the annual Fall Dinner, where the keynote speaker was Sheryl Connelly, the Global Consumer Trends and Futuring Manager for Ford, who spoke on the topic of how companies can prepare themselves for oncoming trends in the market.
-An open house to celebrate the newly expanded facility in Ann Arbor, Michigan will be held soon. Details to come, so stay tuned!
-A definitive explanation on the Scudding® process for gearmaking, plus informative videos on this breakthrough technology, are now available from GMTA. Click HERE to access the video.
For more information on this announcement, please contact:
GMTA (GERMAN MACHINE TOOLS OF AMERICA)
4630 Freedom Drive
Ann Arbor, MI 48108
Phone: 734-973-7800
Fax: 734-973-3053
Web: www.gmtamerica.com
Email: scott@gmtamerica.com
Attention: Scott Knoy
Connect with GMTA online: ![]()
![]()
![]()
![]()
No.996 is a gas-fired, 350ºF (177ºC) jumbo walk-in oven, currently used for batch processing large composite structures. Workspace dimensions measure 10’ W x 32’ D x 8’ H. 1,200,000 BTU/HR are installed in a modulating natural gas burner to heat the unit, while 49,000 CFM total from two (2) 20HP recirculating blowers provide combination airflow to the workloads.

This Grieve jumbo walk-in batch oven features 4” insulated walls throughout, removable top-mounted heat chamber (shown removed in photo), the oven body split into four
(4) sections for shipment with mating angle iron frames for easy reassembly in the field, plus aluminized steel interior and exterior.
All safety equipment required by IRI, FM and National Fire Protection Association Standard 86 for gas-heated equipment are onboard No. 996, including an 8000 CFM powered forced exhauster for quick purge and cool down, motorized dampers on the intake and exhaust for accelerated cooling, as well as a 10” diameter circular chart recording and programming temperature controller.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP