
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
EMAG has a long history, starting back in 1867 in Bautzen, Germany, as an iron foundry and engineering works. Re-established 60 years ago in Eislingen, Germany, in 1952 to make lathes and special-purpose machines, today it makes manufacturing systems for precision metal components from its headquarters in Salach, Germany. Its machines range from basic round-part vertical turning centers to machining centers with as many as six axes handling large workpieces. They perform turning, milling, grinding, hobbing, drilling and more as singular purpose setup or combination machines.
 The tools manufacture primarily automotive, off-highway, agricultural and oil field components. For example, EMAG tools are involved in transmission components for agricultural vehicles, such as gears, ouput shafts and idlers. “If you look at a dozer from the outside, you have a chain,” notes Peter Loetzner, CEO of EMAG’s U.S. subsidiary in Farmington Hills, Mich. “There are two large precision wheels that drive that chain. There are idlers on the bottom. Our machine can make all these round components.”
The tools manufacture primarily automotive, off-highway, agricultural and oil field components. For example, EMAG tools are involved in transmission components for agricultural vehicles, such as gears, ouput shafts and idlers. “If you look at a dozer from the outside, you have a chain,” notes Peter Loetzner, CEO of EMAG’s U.S. subsidiary in Farmington Hills, Mich. “There are two large precision wheels that drive that chain. There are idlers on the bottom. Our machine can make all these round components.”
EMAG’s equipment differs from typical vertical lathe machining centers, whose head stock is mounted, typically horizontally, and a turret turns to do the machining. “Our turret is mounted in a concrete base, so it’s not moving,” Loetzner explains. “We have a head stock that moves outside of that design. That gives us better precision and better tool life.”
 The machine builder takes pride in its ability to produce high-precision parts. In one example, Axle Alliance in Redford, Mich., needed to hold to a 25 µm tolerance for 390 mm diameter steel ring gears during hard turning, which is done prior to grinding the gear teeth. EMAG worked with Axle Alliance to develop a probing process that ultimately delivered a variation of less than 15 µm. Axle Alliance now uses six machines built at EMAG’s headquarters in Germany, each dedicated to a part line.
The machine builder takes pride in its ability to produce high-precision parts. In one example, Axle Alliance in Redford, Mich., needed to hold to a 25 µm tolerance for 390 mm diameter steel ring gears during hard turning, which is done prior to grinding the gear teeth. EMAG worked with Axle Alliance to develop a probing process that ultimately delivered a variation of less than 15 µm. Axle Alliance now uses six machines built at EMAG’s headquarters in Germany, each dedicated to a part line.
Another example comes from Precima Magnettechnik in Brückeburg, Germany, whose customers expect absolute perfection from, in this case, housings for brakes used mainly for wind turbines. Precima had had issues with machine vibration causing negative effects on tool life and surface finish. However, the rigidity of EMAG’s turning machines and the vibration damping quality of the base allows for the very high feed rates and cutting speeds required in precision hard-machining. Precima now runs four vertical pick-up turning machines from EMAG.
 Loetzner gives much of the credit for the machines’ capabilities to long-time partner Siemens. EMAG has standardized on the Siemens Sinumerik 840D CNC platform, specifically the solution line and power line. Loetzner likes, in particular, that the CNC controller is an integral part of the PLC, and they are able to do almost everything through the CNC, including making it look like a PC for the operator. The common look and feel for the operators makes for easier onsite commissioning and cross-training, Loetzner adds.
Loetzner gives much of the credit for the machines’ capabilities to long-time partner Siemens. EMAG has standardized on the Siemens Sinumerik 840D CNC platform, specifically the solution line and power line. Loetzner likes, in particular, that the CNC controller is an integral part of the PLC, and they are able to do almost everything through the CNC, including making it look like a PC for the operator. The common look and feel for the operators makes for easier onsite commissioning and cross-training, Loetzner adds.
In one recent case study, EMAG needed to provide grinding, turning and turn-grind machines to a major agricultural equipment builder, and the machine builder relied on the 840D CNC. “We needed to devise a control solution that would satisfy all the needs of the various machines we were supplying to this demanding customer, based on a common platform, to enable easier design, integration, startup, commissioning on-site and training for our customer’s operations and maintenance personnel,” Loetzner said at the time.
 Similar control technologies are used on EMAG’s newer-technology machines, including laser welding and electrochemical machining centers. These technologies have little impact on the control or automation schemes, Loetzner notes, because they still are essentially performing the same task, whether in a dry, lubed, gas-cooled or underwater environment. Only the sensors and encoders need to change to accurately feed the relevant data to the control. In fact, the controls are often much simpler because the axes of motion are fewer, though more multi-axis and workpiece manipulating machines are being developed.
Similar control technologies are used on EMAG’s newer-technology machines, including laser welding and electrochemical machining centers. These technologies have little impact on the control or automation schemes, Loetzner notes, because they still are essentially performing the same task, whether in a dry, lubed, gas-cooled or underwater environment. Only the sensors and encoders need to change to accurately feed the relevant data to the control. In fact, the controls are often much simpler because the axes of motion are fewer, though more multi-axis and workpiece manipulating machines are being developed.
The CNC also enables remote monitoring over a wireless network so that process engineers can see what the operator sees on each machine. The agricultural equipment customer mentioned has used the remote monitoring capability on a wide variety of EMAG machines for several years, with all data communicated through a single information network that’s accessible by both EMAG and Siemens. Through this arrangement, they have been able to significantly reduce downtime, service calls and troubleshooting identification time.
 More than 75% of the EMAG machines at this customer site are equipped with robotic devices. The lights-out capabilities this provide make remote monitoring that much more important. Remote monitoring can be done directly through the Sinumerik CNC in a one-on-one exchange with the customer, Loetzner notes, or even a three-way exchange involving Siemens as well.
More than 75% of the EMAG machines at this customer site are equipped with robotic devices. The lights-out capabilities this provide make remote monitoring that much more important. Remote monitoring can be done directly through the Sinumerik CNC in a one-on-one exchange with the customer, Loetzner notes, or even a three-way exchange involving Siemens as well.
While happy with the precision capabilities, EMAG’s focus on future development is trying to decrease the downtime between producing components. “On the automation and the part handling, the challenge is you want the machine to run and make parts all the time, right? But once a part is done, you have to take it out and put the other in,” Loetzner says. “Those non-productive times are the biggest enemies.”
 EMAG reduces those times partly by use of the Japanese chaku chaku principle. Meaning “loading loading,” the idea is to bring various process steps as close together as possible to improve the speed between the processes. EMAG’s vertical machining centers not only fill a much smaller footprint on the plant floor, they also improve chip flow. Also, all of EMAG’s machines are self-loading, with a servo-controlled shuttle traveling through the machine, but not through the work envelope, Loetzner notes.
EMAG reduces those times partly by use of the Japanese chaku chaku principle. Meaning “loading loading,” the idea is to bring various process steps as close together as possible to improve the speed between the processes. EMAG’s vertical machining centers not only fill a much smaller footprint on the plant floor, they also improve chip flow. Also, all of EMAG’s machines are self-loading, with a servo-controlled shuttle traveling through the machine, but not through the work envelope, Loetzner notes.
“While we have shown the industry we can master any part to highest precision, over the last five years we’ve been more and more focused on tightening non-productive time,” Loetzner says. At IMTS in Chicago in September, 2012, EMAG showed a new machine generation that significantly reduces the non-value add times. “Our chip-to-chip time was between 6 and 7 seconds for typical automotive gear,” Loetzner says. “Now it would be a second or less.”
For more information:
Kristal Kilgore
EMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: kkilgore@emag.com
Web: www.emag.com
Check out Cutting Tool Engineering’s coverage of EMAG’s VL 2 P at IMTS 2012 HERE.
Contact for press and publishers:
EMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: info@usa.emag.com
Web: www.emag.com
Attention: Peter Loetzner
Continue readingTCT Stainless Steel, Inc., a Lebanon, Tennessee metal service center, is proud to announce the commissioning of a new 64” wide heavy gauge EMAG slitter. This line is capable of slitting .035 to .3125 gauges. Maximum coil weight is 40,000 lbs. with a maximum 72” outside diameter uncoiler/recoiler. The line is complemented with an Alcos (8) position carousel packing line.
This new line is in addition to the existing 20” Stanat light gauge slitter commissioned by TCT in late 2012, which slits .005 gauge.
The addition of this line complements the other (4) slitters, rolling mill, edger and cut-to-length capabilities that TCT currently offers to customers. With these additions, TCT now offers more in-house capabilities and services than any service center in the Southern United States, according to a company spokesperson.
TCT invites all interested parties to visit the company at 711 Maddox Simpson Parkway, Lebanon, TN for a personal tour or visit www.tctstainless.com for a virtual tour. Let TCT show you what these new lines can do to benefit your operation.
For more information, please contact:
TCT STAINLESS STEEL, INC.
711 Maddox Simpson Parkway
Lebanon, TN 37090
1-800-877-8366
Phone: 615-443-4657
Fax: 615-449-6079
Web: www.tctstainless.com
Email: tcttn@tctstainless.com
Attention: Sherry Shaub, General Manager
TCT Stainless Steel, Inc. is one of the steel industry’s leading service centers. Our vast, in-house capabilities include virtually every facet of coil processing. Our capabilities include slitting, tempering, gauge reduction, cut-to-length, edging, buffing and tension leveling. TCT currently serves the aerospace, medical, electronic, telecommunication, automotive, lift equipment, building trade and other markets.
The combined inventory of our Michigan and Tennessee service centers include annealed and tempered stainless, aluminum, carbon and coated steels. Our dedication to providing high-quality products, short lead times and reliable delivery has always been the key to our success. We are constantly improving our facilities to include state-of-the-art technology, SPC and quality control standards.
Customer satisfaction is our specialty. Whether it be heavy or light gauges, narrow or wide widths, small or large quantities – TCT guarantees satisfaction and dependability at competitive prices. Our outstanding reputation for product quality is backed by our dedicated, customer-oriented team. Our sales staff welcomes all orders and inquiries and will respond quickly with reliable service and industry leading lead times.
Whether we are talking about North America, Asia or Russia, within the oil and gas industry, there is a spirit of optimism. Geological discoveries have led to a massive increase in the estimated reserves in many countries. Along with these discoveries, the potential for the use of innovative technologies has also increased. According to the expert estimates, oil production in the Gulf of Mexico alone will rise from the present 1.3 million to 1.7 million barrels a day during the next decade, with demands for the highly sophisticated technological equipment required to accomplish it increasing as well. Two examples are delivery pipes and casings. To create the connection safely and in perfect alignment depends on the threads on the pipe ends. With its USC turning machines, the specialists from EMAG Leipzig have not only created a tool that specializes in this application – and one that has perfected the production sequence for these threads – but also developed complete solutions that guarantee component quality and process integrity.

Specially optimized for the thread cutting of delivery pipes and casings: the USC series of machines from EMAG
Economic key performance indicators for suppliers to the oil and natural gas industry change rapidly. An impressive example of this is found in the USA. The USA hopes to reduce its dependence on oil imports and instead invest heavily in new technology. An indicator, for the US, are imports of equipment technology for the American oil and gas industry, which the U.S. Department of Commerce for 2012 show an increase of 33 percent, compared to the previous year. The experts also expect a production boom in South America and Asia. For Brazil, the foreign trade experts at Germany Trade and Invest (GTAI) predict a “high level of growth in new reserves“. And on the other side of the globe, the investment volume in the oil and gas sector of Vietnam alone has reached 40 billion USD, according to GTAI.

Frank Schiffler, Head of Sales at EMAG Leipzig Maschinenfabrik: “We design all-round solutions. In addition to that, we have available a comprehensive service network. The two together guarantee the economic success we enjoy among our clientele.“
The experts at EMAG Leipzig are aware that this extraordinary dynamic has a direct impact on the production of the required technology. For decades, the machine builders at Leipzig have been specializing in the machining of delivery pipes and casings for the oil and gas industry. Many users can no longer do without their special know-how in demanding thread production. Frank Schiffler, Head of Sales, fills us in on the background: “We are talking about a gigantic production output. One steel mill produces up to 2 million metric tons of pipes per annum. Component quality is paramount for these because the pipe threads have to be totally leak-proof and must carry the enormous total weight of pipe and oil during the delivery. The machining centers used must ensure that the quality and efficiency of the threads produced is 100%.”
Flexible solutions for the production of pipes

The flexible loading of the workpieces is designed specifically for the customer and fully automated. The transport system does not need to be reset and adjusts itself to individual tasks and workpiece dimensions
The USC series from EMAG Leipzig Maschinenfabrik represents an extraordinary, sophisticated solution for this particular production requirement. Flexibility is very important in the construction of these turning machines. Not only do the different machine sizes allow for the complete-machining of different sizes of pipes with external and internal threads to API and GOST standards, they can also cut all proprietary threads. “The larger oil field technology producers have their own thread standards. We can adjust our machines perfectly to their demands“, explains Mr. Schiffler. For instance, all workholding and centering equipment is configured to suit individual requirements. The same applies to all automation components. As a result, the customer has an extremely fast production solution that automatically loads and unloads the components in 12 to 20 seconds (depending on pipe size and thread type), then carries out the 3-part threading process – from facing to chamfering and finally threadcutting. The output ratio therefore increases enormously, compared with that of traditional turning machines.

These machines handle an enormous amount of pipe material and are made to perfectly suit manufacturer’s individual requirements. The threading process itself takes just 12 to 20 seconds
However, there are two important factors that must be taken into account when machining threads on delivery pipes and casings: processing quality and process integrity. The quality is guaranteed by a perfectly adjusted machine, with proven EMAG technology and the know-how of the speciality machine builders from Leipzig come together. The whole process benefits from the following important design details:

The USC series offers great rigidity, preloaded linear guideways and dampening clamping systems that together ensure the production of thread profiles as smooth as glass
“This quality is a feature of all our USC series machines,” acknowledges Mr. Schiffler. Depending on the machine used, the max pipe diameter can be any dimension from 2⅜” to 20”.
Complete solutions guarantee process integrity
When faced with high production rates, fast machining processes and expensive pipe blanks, machine downtimes are particularly costly for the manufacturer. For this very reason, the process integrity of these machines is another key development area in Leipzig. “We design complete solutions for our customers, who – in turn – benefit from the quality of the EMAG components“, explains Mr. Schiffler. “In addition to that, we integrate, for instance, measuring stations, crack detection equipment, embossing and plating units and, of course, a monitoring system that covers all components. At the end, what we supply is a production system that guarantees the greatest possible degree of process integrity.“ Of similar importance in this context is the worldwide service presence of the specialists. Not only are both user and maintenance staff trained to perfection, a 24-hour 365-day telephone service is also available. This ensures that possible machine downtimes are reduced to an absolute minimum.

The two compound slides with 4-position table-type turrets of EMAG design accommodate a number of different tooling systems. The various quick-change toolholders hold tools for external and internal turning operations. The compound slides are subject to high rapid traverse speeds in X- and Z-axis and ensure idle times are kept short. The guideway system for the slide unit features pre-loaded linear roller guides for greatest machining accuracy and high dynamics
Projects from A to Z
How do the special machine manufacturers assess their market opportunities over the next few years? Mr. Schiffler’s judgement on the market’s dynamic is a positive one: “We already are the market leader in machines for the threading of oil and gas pipes; and we intend to further extend this position.“ One formula for success in this field is the famous “Made in Germany“ – which is a sign for quality. Over 70 percent of the machine components are made and assembled at EMAG in Germany. Every customer comes to Leipzig for the machine acceptance, where the first test run, using the actual pipe blanks, is carried out. Only then will the machine be installed at the production site. “Our particular quality of service kicks in long before the machine is built, or the central claim made by EMAG Leipzig would not be a valid one. Our name stands for projects that are carried through to perfection from A to Z, and that represent all-round solutions.“
See the USC series in action HERE.
For more information:
Kristal Kilgore
EMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: kkilgore@emag.com
Web: www.emag.com

VLC 100 G Vertical Pick-up Grinder
Automobile manufacturers all over the world were able to enjoy an increase in their sales figures, this year! The biggest increases were experienced in the USA, China, India and Russia. However, the rapidly increasing number of vehicles built also brought some production challenges – for instance, the sub-contractors must deal with the increasing output levels and also need to ensure that process safety and component quality do not suffer. In fact, even the smallest components with complex geometries must be produced with increasing levels of precision. In the development of the VLC 100 G Vertical Grinding Center from EMAG, our grinding specialists have made sure that the machine concept offers efficient, error-free machining processes for the production of small chucked components.
Small chucked components are typically produced in large quantities. The demand for components, such as gearwheels, planetary gears, chain gears and flanged components for cars, for instance, have necessary quantities that typically go into the millions; and short cycle times in the production of these components have become mandatory. For instance, the internal contour of a gearwheel must be ground in the shortest possible time and the machine’s workholding unit must be loaded with a new workpiece just as quickly. In many production environments, this represents a critical moment, because the idle time is commonly a decisive factor in establishing the economic viability of the whole process.
Automatic loading scores heavily

The VLC 100 G is equipped with three axes (X, Z, C). The machine uses its overhead pick-up spindle to load itself. The machining area features one or two grinding spindles for internal and/or external work.
High output levels – short cycle times. This is exactly why the VLC 100 G Vertical Grinding Center from EMAG, for small chucked components with a maximum diameter of 100 mm, was developed. The machine utilizes its onboard pick-up system to load itself. And while one workpiece is being machined, the operator – or the automation system – is putting the raw-parts on the conveyor belt. This reduces idle time and increases output rates. Another benefit is the vertical machining concept; the design ensures that the grinding sludge falls to the bottom of the machine unhindered, where it is then transported out of the machine. (Click HERE for a video detailing the VLC 100 G Vertical Grinding Center)
Quality control is integrated
Measuring processes can also be integrated into the machine, making quality control an integral part of the whole process. The measuring probe is located between the machining area and pick-up station, where it is protected from contamination.
In use are two different grinding wheels

Dr. Guido Hegener, Managing Director EMAG Salach Maschinenfabrik GmbH
An important feature of the VLC 100 G is that it offers the possibility to use two grinding spindles, which can be used to perform different grinding operations, or to handle both rough- and finish-grinding work. In other words, the first wheel performs the “rough” job of removing excess material from the raw-part at high feedrates (the CBN wheel is specially designed to absorb the necessary forces), while the second wheel (with different specifications) takes over the finishing work to guarantee a perfect surface finish on even the most challenging geometries. With the help of this intelligent tooling combination, EMAG design engineers have succeeded in drastically reducing the grinding time of even very complex components. “For the removal of large amounts, two wheels offer a shorter cycle time than one, with the first wheel designed to do the rough-grinding and the second one in charge of finish-grinding work,” explains Dr. Guido Hegener, Managing Director of EMAG Salach Maschinenfabrik GmbH in Germany.
A convincing machine concept

Very easy access! Generously designed maintenance and service doors make the machine easy to access.
The combination of fast loading and efficient grinding processes leads to a very compelling machine concept. The VLC 100 G works very well with the dynamic developments in automotive production. Now, with the rapid increase in required quantities, the demand is for new machine concepts that can be integrated into existing production without any problem. With the VLC 100 G, two features enable it to be integrated without any problems. “Programming the workpieces with our new EMAG NAVIGATOR software is simple and intuitive, saving valuable setup time. For many production environments, this is an advantage that should not be underrated,“ confirms Dr. Hegener. Furthermore, the exceptionally small footprint for the VLC 100 G should make the work of every production planner easier. The stand-alone machine occupies about 4.5 square meters (48 square feet), making sure that the growth of a production facility of this kind will not be limited by floor space requirements.
The advantages of the VLC 100 G

The dressing unit with diamond roll.

The workpieces are mounted on pallets and taken into the VLC 100 G by the conveyor belt. The pick-up spindle then further automates the whole loading and unloading process
For more information:
Kristal Kilgore
EMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: kkilgore@emag.com
Web: www.emag.com

The VL 5i Vertical Turning Machine from EMAG has been designed for the quality- and cost-conscious medium-sized business and the sub-contractor: a production aid that can be used universally and that impresses by its small footprint and its highly advantageous price-performance ratio – including automatic workhandling.
Better component quality at a lower price? VL 5i, a vertical turning machine that is custom-made to fully meet the demands of the small and medium size manufacturing company.
With their VL 5i the machine tool specialists at EMAG have developed a comprehensive solution for small and medium size manufacturing companies. It can be used for small and large batch production, and complete-machines workpieces of up to 250 mm in diameter in a single setup. Flanges, gears, gear shafts and steering pinions can be machined with as much efficiency and to the same quality as brake disks or cams. The machine features a powerful 28 kW workspindle with a top torque of 300 Nm, plus a turret that accommodates turning as well as driven tools and has an impressively short indexing time of 2.2 s.

Machining area of the VL 5i: 12 turning or up to 12 driven drilling and milling tools allow you to carry out a great variety of operations in a single set-up.
Drilling and milling operations can be incorporated by equipping some or all of the 12 turret stations with driven tools. The outstanding feature in this is the EMAG turret drive that combines high speeds with outstanding performance and a small space requirement. For instance, the diameter of the turret is only 360 mm but accommodates 12 stations and has a maximum torque rating of 45 Nm.
Flexible automation included

Flexible component loading: workpieces are loaded by inserting them directly into the carrier prisms or, where necessary, into workpiece receptors that can then be inserted into the prisms.

A recirculating conveyor band with carrier prisms that do not need to be reset, takes the components to the pick-up station. As this station lies behind the machining area, the operator is able to remove finished components and insert new raw-parts at the front of the machine.
Proof of the outstanding quality of the VL 5i is, first of all, its integrated automation system. It uses a recirculating chain conveyor equipped with carrier prisms that deliver the raw-parts directly to a pick-up station for machining. This station is located behind the machining area, so the operator can – at any time – insert new raw-parts at the front of the machine. It is hard to imagine a more flexible and, at the same time, more universal solution for the automation of a machine tool.
Short travel times = short idle times

Quickly in and out: the workpieces reach the pick-up station in flexible carrier prisms mounted on the recirculating conveyor belt, with the flexibility of the prisms minimising the resetting effort for different workpiece diameters.
Another advantage of the VL 5i is its short idle times. Changing workpieces is a very fast process, because the distance between the loading position and the machining position is only 550 mm. The importance the EMAG turning specialists attach to the machine’s efficiency can also be seen in the design of the guideways. They are located outside the machining area, where they are protected against chips and dirt. This reduces the maintenance effort and makes the machine less susceptible to breakdowns. The machine can also be equipped with an optional measuring station, located outside the machining area. Here the component is measured on its way from the tooling zone to the unloading station, while still in its original clamping position. The measuring results are not distorted by the entrance of chips, as the vertical turning operation provides for ideal chip flow conditions.
Energy efficiency is very important
The sustainable use of energy and resources completes the picture of an engineering solution that not only offers a small footprint but also eliminates unnecessary design details which is the reason why the machine builders at EMAG can offer this machine at an advantageous price-performance ratio.

Optional measuring: a measuring probe, located outside the machining area, brings quality assurance to the machine. In automated measuring cycles, carried out between machining process and component removal, the VL 5i logs the offset data and provides a record for quality assurance purposes.
For more information:
EMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: info@usa.emag.com
Web: www.emag.com
Attention: Peter Loetzner
Continue reading
Award-winning – the VL 2 from EMAG is one of the most energy efficient machines in the world.
According to the “Future Panel” of the IW – the Institut der deutschen Wirtschaft (Institute for German Economic Research) – energy efficiency is becoming increasingly more important in the metalworking industry. The IW suggests that over 60 percent of the companies interviewed for the award are hoping for “a push forward toward innovation”. EMAG is an initiator of such innovations. Its experts develop machine tools and production processes that consume significantly less energy then its competition. In honor of this, EMAG has received the “Energy Efficiency Award” from the ZF Group. This award states that EMAG’s contribution has been honored as one of the top five.
From their efficient manufacturing technology to economical design and construction, the machine builders at EMAG have shown their in-depth know-how and experience in one of the most important fields of industrial development, to compete for the “Energy Efficiency Award” from ZF. The result convinced decision makers at ZF and EMAG’s competition entry called “Energy-efficient Production Machines” has been honored as one of the “Top 5 Projects“. In fact, in this particular sector EMAG was the only machine builder honored. Before the competition as part of its “Year of Energy”, ZF contacted approximately 600 of its suppliers, inviting them to participate in the competition. From 30 eligible entries, the specialists in driveline and chassis technology picked the top five. These five companies were invited to present their particular approach to efficiency on September 13th at ZF, Saarbrücken.

Dr. Guido Hegener, Managing Director EMAG Salach Maschinenfabrik GmbH
EMAG has been focusing on energy efficiency for years
“We are very pleased to have received this award”, declared Dr. Guido Hegener, Managing Director of EMAG Salach, Maschinenfabrik GmbH. “It is an incentive for us to continue on the chosen path. Our focus has been on energy efficiency for years.” During his presentation Dr. Hegener highlighted the various developments at EMAG:
“We have established how much energy each component consumes and where the biggest potential for savings lies”, explained Wolfgang Rummel, Head of Control Technology Development and Design at EMAG Salach Maschinenfabrik GmbH. He also referenced the concrete measures taken: EMAG includes the most efficient components in their standard machine design – for instance hydraulic packs with greater efficiency, low-wattage valves and intelligent auto-standby circuitry.
At the end of his competition presentation Dr. Hegener introduced a new overall objective: the development of the “sustainable factory”. He suggested that in future the production – together with the building in which it is situated and its technological contents – will be evaluated as a single entity. In conclusion, he expresses his belief that the measures taken to reclaim and recycle energy can lead to a potential saving of up to another 40 percent.
 (text translation from above)
(text translation from above)
SAVINGS POTENTIAL PLATFORM 2
46.9% over existing machines
9.6% – optimization cooling systems
8.0% – hydraulics (e.g. DvP units)
6.9% – drive cooler with through-hole technology (only on Fanuc)
6.6% – reduced air seal, system pressure pneumatics
6.6% – standby circuitry
3.2% – IE2 motors (IE3 option)
1.9% – low-loss gear motors (option)
1.8% – frequency-controlled auxiliary drives (option)
1.7% – timed relief valves, flat-jet nozzles (options)
0.6% – low-wattage valves
53.1% – remaining machine consumption
At EMAG energy efficiency comes as standard.
Energy savings are implemented on the machines with Platform 2, as compared to similar earlier models = 46.9%.
For more information:
Kristal Kilgore
EMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: kkilgore@emag.com
Web: www.emag.com

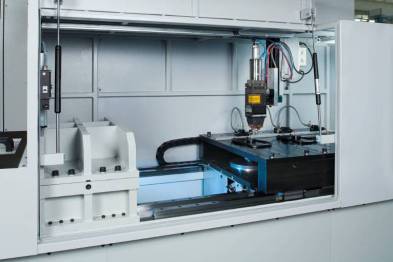
The ELC 250 DUO – a compact laser welding cell for the machining of differential housings. The DUO variant features two spindles. The twin-station operation allows for cycle time-concurrent loading and unloading of the work spindles.
“From Dual-Clutch Transmission to the classic differential: modern transmission technology is a pivotal research sector in the automotive industry. With new materials and altered geometries, designers optimize the functionality of the different gearwheels. Furthermore, these wheels are required in ever larger quantities, owing to the fact that the number of speed-gears in many passenger cars is on the increase. The innovations that promote the effectiveness of the production processes being applied include, for example, laser welding. With their ELC series of machines, the specialists at EMAG have developed integrated solutions for the application of processes with high output rates. The company’s in-depth knowledge of the production processes used for many transmission components has added to its competency in machine development.
(See the video HERE)

Herr Dr Andreas Mootz is Managing Director of EMAG Automation GmbH, Heubach, and responsible for the development of the production laser welding technology.
A first glance at a typical transmission component makes it plain where the challenges lie: even a small wheel with integrated synchronous gearing represents a relatively complex design. To manufacture it efficiently and at the highest precision calls for the two different parts to be produced separately and subsequently joined in a joining+welding process. It is at this point in modern transmission manufacture that laser welding comes into its own”, explains Dr. Andreas Mootz, Managing Director of EMAG Automation. “The process allows you to concentrate a carefully dosed amount of the energy emitted by the laser beam on the welding point, minimizing possible warping, while still achieving high welding speeds.” Furthermore, the welding process from EMAG uses solid-state lasers of outstanding energy efficiency. Whereas a classic carbon dioxide laser will achieve an efficiency factor of just about eight percent, the EMAG specialists can rely on an efficiency factor of approximately 20 percent with their technology. In other words, the power used to achieve the same optical performance is noticeably less, with energy costs in the production department massively reduced.
Machining area of the ELC 160 Laser Welding Machine for the welding of gearwheels. On up to three stations, the wheel assembly is pre-heated, joined and laser welded.
Stationary welding device scores heavily
Similarly effective within the total process is the integration of different production sequences on the ELC system. For starters, the work spindle uses the pick-up principle to load itself. The components involved are then clamped and pressed together in the joining press. The clamping technology used ensures the highly accurate positioning of the components, providing ideal conditions for the welding process. The design of the stationary optic ensures great operating safety and optimal stability of both machine and welding process. Depending on the workpiece material, the components can be induction-preheated prior to the welding process and brushed after it – and whatever is required, the process is completed in a single setup. The complete joining+welding process for a gearwheel takes just 12 seconds. This ensures that the components for a differential are thus finish-welded within no more than 40 seconds.

Laser welding the differential housing and the crown gear has meant a weight reduction of 1.2 kg or 2.65 lbs for this assembly.
Laser welding leads to advances in lightweight construction
The differential housing, as an example, clearly shows the possibilities the laser welding technology opens up in the general development of vehicle production. For some time now, automotive companies have been replacing the screw-type connection between differential housing and crown gear with a welded seam. The result: the cost of materials reduces and the weight of the assembly falls by approximately 1.2 kg or about 2.65 lbs. “When looking at the advances made in lightweight construction in the automotive industry, this kind of savings means the world”, explains Dr Mootz.

Laser welding a synchronous wheel onto a gear. The new fibre laser on the ELC 160 cuts operating costs in half.
The customer benefits from practical knowledge
Seen in context, the welding specialists from EMAG Automation in Heubach, Germany are able to look back on a truly impressive history of success. Over 50 ELC systems have been sold in the last decade. All leading automobile manufacturers are using them. EMAG is a world leader in solid-state laser systems for the production of transmission and powertrain components. How did this success come about? “It is of decisive importance that we have at our disposal a large reservoir of know-how in the manufacture of these components. We understand the entire manufacturing process, from turning and grinding, and from welding right up to the concluding ultrasound testing process”, emphasizes Dr Mootz. “We can develop and construct the whole of the process chain. This significantly simplifies the planning of new production sites and the expansion of existing ones.“

Laser-welded gearwheel
General market development is positive
The general market development does play into the hands of the German machine builder: It is not only the successful dual-clutch transmission that ensures the need for more gears. Conventional transmission systems also tend to have more speed gears, as this reduces gas consumption and improves the driving comfort. “Having said that, we are offering a well proven welding technology that provides an energy-saving, high-precision manufacturing process and, at the same time, helps to advance lightweight construction and reduce production costs. This is no doubt a very successful and persuasive combination”, concludes Dr Mootz.

Joining a gear and a synchronous ring on the ELC 160.
For more information:
EMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: info@usa.emag.com
Web: www.emag.com
Attention: Peter Loetzner
Continue readingIncreasing demands made on precision and the push for the decrease of price of modern components is pushing traditional manufacturing processes to their limits. From September 10th-15th, 2012 at IMTS in Chicago, IL, EMAG will present three production technologies that complement or replace traditional processes such as turning, milling and grinding.

The ECM process is used to deburr components only at the points where material needs to be removed, and without it having any mechanical or thermal impact on the workpiece.
PECM for nickel- and titanium-based alloys
With its PECM technology (Precision Electro-Chemical Machining) EMAG presents a production process that opens up completely new fields of application. PECM is a process for the machining of high-alloyed materials, such as nickel- and titanium-based alloys. The disadvantages of traditional metal cutting – tool wear, mechanical stresses, micro-fissuring caused by heat, oxidization layering and the need for subsequent deburring operations – are eliminated, because this process is a non-contact one without heat input. All electro-chemical machining processes are characterized by stress-free material removal, smooth transition points and surfaces without ridge formations.

Six in one – the EMAG ECM deburring process can be adjusted to suit individual production requirements.
The advantages that the PECM process provides for different branches of industry are best shown with the example of a turbocharger for the automotive industry. The electro-chemical process is one that can be used to effectively in the machining of many high-alloy components, especially those in the high-temperature sector of the turbocharger – it also offers a much shorter and very efficient process chain. The typical clean-up operations necessary when traditional machining processes are used – such as deburring after milling – are no longer necessary. PECM machining operations are burr-free. And there is hardly any tool wear. The result: downtimes are minimal, when compared to milling (which requires regular tool changes). The process as a whole is sturdier and less prone to errors. And another important factor that our example of the turbocharger shows: the superb surface finish of the PECM process, where Rz-values of 0.3 micron can be achieved.
Will camshafts ever again be made of a single piece?

Heat-shrink assembly of camshafts for small-power and passenger car engines.
Another highlight is EMAG‘s heat-shrink assembly technology, a process that scores particularly well in camshaft production. The high degree of precision achieved with the joining process drastically reduces the number of cam profile grinding operations or – with the use of precision cams – avoids them altogether. Another benefit of the process is the ability to combine different materials in the construction of the shaft, such as forged cams (e.g. in 100Cr6) and sintered cams, which do not require regrinding. Accessory components, such as plugs and end pieces, can – like the shaft itself – also be made of better materials. This allows for the camshaft to be adapted to the requirements of the engine and to be optimized in load bearing capacity and manufacturing costs.

Operating costs are cut in half with the fiber laser on the new ELC 160 laser welding machine.
Operating costs reduced by 50 %
Production laser welding is already a highly productive process in the manufacturing of gearwheels. The use of diode-pumped solid-state lasers – such as disc or fiber lasers –reduces operating costs by up to 50%. EMAG has been involved with the use of solid-state lasers in the welding of powertrain components from an early stage and is considered a pioneer in the technology. EMAG again has fulfilled a promise to their users offering them the lowest possible cost-per-piece, by coming up with an innovative technology that brings true cost benefits.
For many applications, solid-state lasers allow welding without shielding gas. This not only reduces operating costs, it also avoids having to follow the annoying logistics imposed by the use of shielding and laser operating gasses. In many cases, the welding process can also be sped up considerably. This increases productivity and – through a reduction in energy input per unit length – reduces welding distortion, resulting in better component quality.
For more information:
EMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: info@usa.emag.com
Web: www.emag.com
Attention: Peter Loetzner
Continue readingHigh component quality with low production costs is required in many applications involving machining chucked parts. At IMTS, September 10 – 15, 2012 in Chicago, EMAG will be showing these solutions which combine these requirements. One of the highlights at the show will be the introduction of the brand new VL 2 P, a vertical pick-up turning machine which operates using pendulum technology.
Whether you want to manufacture small chuck parts or larger components, the machining processes must ensure accurate component geometry while also guaranteeing low component costs. These requirements and more are met with the VL 2 P and VL 5i vertical turning machines as well as the VSC 400 DDS turning and grinding center from EMAG. The advance in productivity is provided by the EMAG design of these machines with the integrated pick-up automation and a machine body made of polymer concrete as well as the vertical design which ensures perfect chip flow conditions.
VL 2 P: Swinging to success
Workpieces up to 100 mm in diameter can be machined in full on the innovative VL 2 P, a two-spindle turning machine. The machine has two spindles because while one workpiece is being machined, the second spindle automatically loads itself using the pick-up method. This means that the next raw part is immediately ready for machining, resulting in extremely short chip-to-chip times. The focus during the design of this machine was efficiency and eliminating idle times. The VL 2 P also has an incredibly small footprint due to its compact design, which helps decrease the chip-to-chip times. See it in action at IMTS 2012 HERE.
VL 5i: Short idle times, perfect automation
The VL 5i turning machine is a universal solution for production companies. It can completely machine workpieces of up to 250 mm in diameter in a single clamping operation. In addition to the powerful pick-up working spindle with a rating of 28 kW and a torque of 300 Nm, the machine also has an automation system with a revolving belt which contains drag frames. The machine could be described as being self-automated, which means that new raw parts can be positioned and finished parts removed at any time. Another strength of the VL 5i is its short idle times because the distance between the loading and the machining positions is just 550 mm.
VSC 400 DDS: Grinding and turning combined
The VSC 400 DDS vertical grinding and turning center combines a range of processes and guarantees extremely cost-effective processes in the production of complex chuck parts with a diameter of up to 400 mm. Within a single clamping operation, the center can complete scroll-free turning and hard turning as well as subsequent grinding processes. Grinding is only used where quality and process reliability demands it. The center can also be fitted with drilling tools or hardening modules to suit the required machining task. Even measuring tasks can be integrated.
For more information:
EMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: info@usa.emag.com
Web: www.emag.com
Attention: Peter Loetzner