
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
EMAG has a long history, starting back in 1867 in Bautzen, Germany, as an iron foundry and engineering works. Re-established 60 years ago in Eislingen, Germany, in 1952 to make lathes and special-purpose machines, today it makes manufacturing systems for precision metal components from its headquarters in Salach, Germany. Its machines range from basic round-part vertical turning centers to machining centers with as many as six axes handling large workpieces. They perform turning, milling, grinding, hobbing, drilling and more as singular purpose setup or combination machines.
 The tools manufacture primarily automotive, off-highway, agricultural and oil field components. For example, EMAG tools are involved in transmission components for agricultural vehicles, such as gears, ouput shafts and idlers. “If you look at a dozer from the outside, you have a chain,” notes Peter Loetzner, CEO of EMAG’s U.S. subsidiary in Farmington Hills, Mich. “There are two large precision wheels that drive that chain. There are idlers on the bottom. Our machine can make all these round components.”
The tools manufacture primarily automotive, off-highway, agricultural and oil field components. For example, EMAG tools are involved in transmission components for agricultural vehicles, such as gears, ouput shafts and idlers. “If you look at a dozer from the outside, you have a chain,” notes Peter Loetzner, CEO of EMAG’s U.S. subsidiary in Farmington Hills, Mich. “There are two large precision wheels that drive that chain. There are idlers on the bottom. Our machine can make all these round components.”
EMAG’s equipment differs from typical vertical lathe machining centers, whose head stock is mounted, typically horizontally, and a turret turns to do the machining. “Our turret is mounted in a concrete base, so it’s not moving,” Loetzner explains. “We have a head stock that moves outside of that design. That gives us better precision and better tool life.”
 The machine builder takes pride in its ability to produce high-precision parts. In one example, Axle Alliance in Redford, Mich., needed to hold to a 25 µm tolerance for 390 mm diameter steel ring gears during hard turning, which is done prior to grinding the gear teeth. EMAG worked with Axle Alliance to develop a probing process that ultimately delivered a variation of less than 15 µm. Axle Alliance now uses six machines built at EMAG’s headquarters in Germany, each dedicated to a part line.
The machine builder takes pride in its ability to produce high-precision parts. In one example, Axle Alliance in Redford, Mich., needed to hold to a 25 µm tolerance for 390 mm diameter steel ring gears during hard turning, which is done prior to grinding the gear teeth. EMAG worked with Axle Alliance to develop a probing process that ultimately delivered a variation of less than 15 µm. Axle Alliance now uses six machines built at EMAG’s headquarters in Germany, each dedicated to a part line.
Another example comes from Precima Magnettechnik in Brückeburg, Germany, whose customers expect absolute perfection from, in this case, housings for brakes used mainly for wind turbines. Precima had had issues with machine vibration causing negative effects on tool life and surface finish. However, the rigidity of EMAG’s turning machines and the vibration damping quality of the base allows for the very high feed rates and cutting speeds required in precision hard-machining. Precima now runs four vertical pick-up turning machines from EMAG.
 Loetzner gives much of the credit for the machines’ capabilities to long-time partner Siemens. EMAG has standardized on the Siemens Sinumerik 840D CNC platform, specifically the solution line and power line. Loetzner likes, in particular, that the CNC controller is an integral part of the PLC, and they are able to do almost everything through the CNC, including making it look like a PC for the operator. The common look and feel for the operators makes for easier onsite commissioning and cross-training, Loetzner adds.
Loetzner gives much of the credit for the machines’ capabilities to long-time partner Siemens. EMAG has standardized on the Siemens Sinumerik 840D CNC platform, specifically the solution line and power line. Loetzner likes, in particular, that the CNC controller is an integral part of the PLC, and they are able to do almost everything through the CNC, including making it look like a PC for the operator. The common look and feel for the operators makes for easier onsite commissioning and cross-training, Loetzner adds.
In one recent case study, EMAG needed to provide grinding, turning and turn-grind machines to a major agricultural equipment builder, and the machine builder relied on the 840D CNC. “We needed to devise a control solution that would satisfy all the needs of the various machines we were supplying to this demanding customer, based on a common platform, to enable easier design, integration, startup, commissioning on-site and training for our customer’s operations and maintenance personnel,” Loetzner said at the time.
 Similar control technologies are used on EMAG’s newer-technology machines, including laser welding and electrochemical machining centers. These technologies have little impact on the control or automation schemes, Loetzner notes, because they still are essentially performing the same task, whether in a dry, lubed, gas-cooled or underwater environment. Only the sensors and encoders need to change to accurately feed the relevant data to the control. In fact, the controls are often much simpler because the axes of motion are fewer, though more multi-axis and workpiece manipulating machines are being developed.
Similar control technologies are used on EMAG’s newer-technology machines, including laser welding and electrochemical machining centers. These technologies have little impact on the control or automation schemes, Loetzner notes, because they still are essentially performing the same task, whether in a dry, lubed, gas-cooled or underwater environment. Only the sensors and encoders need to change to accurately feed the relevant data to the control. In fact, the controls are often much simpler because the axes of motion are fewer, though more multi-axis and workpiece manipulating machines are being developed.
The CNC also enables remote monitoring over a wireless network so that process engineers can see what the operator sees on each machine. The agricultural equipment customer mentioned has used the remote monitoring capability on a wide variety of EMAG machines for several years, with all data communicated through a single information network that’s accessible by both EMAG and Siemens. Through this arrangement, they have been able to significantly reduce downtime, service calls and troubleshooting identification time.
 More than 75% of the EMAG machines at this customer site are equipped with robotic devices. The lights-out capabilities this provide make remote monitoring that much more important. Remote monitoring can be done directly through the Sinumerik CNC in a one-on-one exchange with the customer, Loetzner notes, or even a three-way exchange involving Siemens as well.
More than 75% of the EMAG machines at this customer site are equipped with robotic devices. The lights-out capabilities this provide make remote monitoring that much more important. Remote monitoring can be done directly through the Sinumerik CNC in a one-on-one exchange with the customer, Loetzner notes, or even a three-way exchange involving Siemens as well.
While happy with the precision capabilities, EMAG’s focus on future development is trying to decrease the downtime between producing components. “On the automation and the part handling, the challenge is you want the machine to run and make parts all the time, right? But once a part is done, you have to take it out and put the other in,” Loetzner says. “Those non-productive times are the biggest enemies.”
 EMAG reduces those times partly by use of the Japanese chaku chaku principle. Meaning “loading loading,” the idea is to bring various process steps as close together as possible to improve the speed between the processes. EMAG’s vertical machining centers not only fill a much smaller footprint on the plant floor, they also improve chip flow. Also, all of EMAG’s machines are self-loading, with a servo-controlled shuttle traveling through the machine, but not through the work envelope, Loetzner notes.
EMAG reduces those times partly by use of the Japanese chaku chaku principle. Meaning “loading loading,” the idea is to bring various process steps as close together as possible to improve the speed between the processes. EMAG’s vertical machining centers not only fill a much smaller footprint on the plant floor, they also improve chip flow. Also, all of EMAG’s machines are self-loading, with a servo-controlled shuttle traveling through the machine, but not through the work envelope, Loetzner notes.
“While we have shown the industry we can master any part to highest precision, over the last five years we’ve been more and more focused on tightening non-productive time,” Loetzner says. At IMTS in Chicago in September, 2012, EMAG showed a new machine generation that significantly reduces the non-value add times. “Our chip-to-chip time was between 6 and 7 seconds for typical automotive gear,” Loetzner says. “Now it would be a second or less.”
For more information:
Kristal Kilgore
EMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: kkilgore@emag.com
Web: www.emag.com
Through the use of Siemens SINUMERIK CNC technology, plus PLC and HMI, on a combination servo-controlled cold saw cut-to-length and brush deburring system, Rattunde customer achieves triple the output on small engine exhaust components

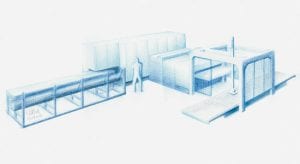
Rattunde ACS + BDM tube and bar production system at Cosmos.
Rattunde Corporation of Grand Rapids, Michigan is the five-year-old subsidiary of Germany’s Rattunde & Co. GmbH, a machine tool builder of tube, pipe and bar processing equipment. The company is already making its mark in the American manufacturing industry, as demonstrated by a recent success it had at Cosmos Manufacturing of South Chicago Heights, Illinois, a major supplier of small engine exhaust tubes to the leading outdoor power equipment manufacturers in the country.
The Rattunde system, incorporating a servo-controlled cutoff saw and brush deburring mechanism, is consistently producing up to 11,000 parts per hour at Cosmos, according to Mike Jemilo, the end user’s general manager. “This number represents triple the output production for Cosmos.” He continues, “Better still, it’s been in operation more than a year and we have not reported a single reject, with only routine maintenance and zero downtime due to machine problems. This is truly a win-win scenario for the machine tool builder and us alike.”
At the heart of the Rattunde system, according to Richard Stadler, company president, is the computer numerical control (CNC) system used by this builder. It consists of a Sinumerik 840D CNC, Simatic S7 PLC with various analog and Profibus modules, plus numerous Simotics servomotors, motor protection devices, circuit breakers and other components supplied by Siemens.

Machine performs all servo-controlled saw cut-to-length, washdown, brush deburring and packing operations on a single line, controlled by Siemens CNC and HMI.
At Cosmos, this Rattunde system is used to process mill-length tubes to customer-specified dimensions, using a fully NC-controlled cold saw. Cut-to-length parts are then automatically measured for dimensional accuracy and brush deburred. Production of these parts runs up to 11,000 units per hour, according to Cosmos’ Mike Jemilo. Because of the overall improvements in automation, speed and parts handling, plus the precision of the Sinumerik CNC system, Cosmos is further experiencing significant reductions in parts handling, secondary operations and final assembly.
The primary products being produced on this equipment at Cosmos include mountings, connectors and sections for muffler tubes in dozens of lengths, typically in 3/8-inch, 7/16-inch, 12 millimeter and 1/2-inch sizes. Products are routinely run in mild steel, aluminized steel and stainless steel on the same Rattunde system, with offline pre-programming done by the Cosmos engineering team. The final products are sold by Cosmos to leading manufacturers of chain saws, leaf blowers, lawn mowers and other small engine-powered equipment.

All machine functions and 13 axes of movement are affected by the Siemens CNC, which also provides remote monitoring capability for the builder Rattunde.
Jemilo concluded by citing the Rattunde service advantages. “From the initial contacts with their application engineering, through the build process, commissioning and on-site training, we’ve been extremely impressed with their work — very professional and responsive. Our previous system had nowhere near the production of the Rattunde solution and we are already working with this supplier on our next system.”
From the machine tool builder’s perspective, the same relationship is echoed about Siemens. Alec Banish, vice-president at Rattunde, commented, “We were asking Siemens to do some fairly complex operations in motion control, including 13 total axes with an articulating gearbox, plus the conveyor and part articulations, spindles and servomotors.” He further noted the scalloped motion of the ID/OD brushing with disc transfers all presented unique motion challenges for the control hardware and software alike. “The Siemens servo technology automated our entire process in a totally controlled, high-precision manner, allowing customers such as Cosmos to process a wide variety of materials, dimensions, shapes and lengths with easy-to-manage presets.” Banish concluded by saying, “The Siemens support is greatly enhanced by the remote monitoring capability of the Sinumerik CNC. About 70 percent of our issues are resolved remotely, working between us and Siemens or directly with the customer’s plant personnel.”
Prior to the implementation of the Rattunde system, all the piece part work done at Cosmos required two or three saws, with the attendant fixturing, parts handling, logistics and labor costs. These bottlenecks in production were eliminated by the fully automated and single operation processing of the tubes provided by the Rattunde system. Four tubes are processed per cycle, with servo control of the entire bundle, as it moves through the saw, brush and loading zones on this fully integrated machine line.
Rattunde builds various production systems for tube and bar product manufacturers.
From a factory utilization perspective, the prior system at Cosmos ran in three shifts for six days, each week. Today, with the Rattunde system on the floor, occupying a far smaller footprint, one shift per day working just five days produces the same output with far superior quality and virtually no rework, according to company sources.
Rattunde President Richard Stadler further comments on the power of the Siemens CNC and related motion control products. “We’re using all ten channels and pushing the axis capability to some extreme limits, but have seen absolutely no problems in signal degradation or processing speeds.” Stadler also observed the Sinumerik CNC program storage capabilities were quite impressive. “All the operator needs to do is provide a size range indication onscreen and all the relevant programs appear for easy selection. Repeatability is obviously critical for our customer, who often process dozens of shapes and sizes per shift.”
He recalled meeting the Cosmos team at FABTECH in 2009. “They approached us with their scenario and it was right in our wheelhouse. We did some test cuts and time/motion studies for them and the results were quite impressive, both to them and to us,” Stadler muses.
Rattunde operates facilities in Grand Rapids, Michigan as well as a service center in Burlington, Ontario to better serve their North American customer base.
Rattunde markets its tube and bar production systems to makers of precision parts. Currently selling 60 percent automotive, the company’s systems produce airbag canisters, cam shaft cylinders, steering components, rack mounts, driveshafts, frame components, seating parts, headrests, shock absorber parts, door impact devices, luggage racks and a variety of axles. In addition to the cut-off and brush deburring system detailed here, the company also supplies production systems to perform various types of secondary machining operations, including threading, facing, chamfering and ID turning.
For further information on this story, please contact:
RATTUNDE CORPORATION
4980 Kendrick St. SE
Grand Rapids, MI 49512
Phone: 616-940-3340
Web: www.rattunde-corp.com
Email: r.stadler@rattunde-corp.com
Attention: Richard Stadler, president or Alec Banish, vice-president
OR
SIEMENS INDUSTRY, INC.
DRIVE TECHNOLOGIES
MOTION CONTROL
MACHINE TOOL BUSINESS
390 Kent Avenue
Elk Grove Village, IL 60007
Phone: 847-640-1595
Fax: 847-437-0784
Web: www.usa.siemens.com/cnc
Email: SiemensMTBUMarCom.sea@siemens.com
Attention: John Meyer, Manager, Marketing Communication
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue reading