
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com

Matt Lorig
Machine Tool Business appoints new business development manager for Asian builder relations plus dealer support manager for Eastern U.S.
May 15, 2012 — The Siemens Machine Tool Business, part of the Drive Technologies — Motion Control group within Siemens Industry, Inc. has appointed Matt Lorig as business development manager for the company’s Asian builder base. As such, Lorig will engage in direct sales of the company’s CNC, motor and drive packages to Asian builders and importers in North America, plus maintain existing business in a response mode to better serve this growing customer segment for Siemens. Matt brings over 20 years in industrial automation to this new position, much of it in the machine tool industry with a major Japanese supplier. He has expertise in CNC, robotics, servo technology and general motion control.

Chris Pollack
In related news, Christopher Pollack assumes the duties of dealer support manager for the Eastern United States. His primary responsibility will be field support for the growing dealer network in the region that sells machine tools with Siemens CNC technology onboard. This will include technical CNC training, software support and hands-on utilization demonstrations for dealer customers, both onsite and at dealer events. Chris brings extensive knowledge of CNC technology to this position, plus a working knowledge of MasterCam and SolidWorks. He is a certified Class A machinist and was most recently an applications engineer at Fryer Machine Systems.
For more information on the this story, contact:
Siemens Industry, Inc. Drive Technologies — Motion Control (Machine Tools)
390 Kent Avenue Elk Grove Village, IL 60007
Phone: 847-640-1595
Fax: 847-437-0784
Web: www.usa.siemens.com/cnc
Email: SiemensMTBUMarCom.industry@siemens.com
Attention: John Meyer, Manager, Marketing Communications
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability.
Continue reading

A variety of complex underwater electrical connector casings are made by Gisma, using Siemens Sinumerik CNC-controlled Spinner lathe technology.
Gisma specializes in the production of underwater connectors typically used in offshore energy generation. Siemens Sinumerik-controlled Spinner CNC machine tools contribute significantly to the success of the company.
Special connectors are required to safely and reliably connect electrical and fiber-optic cables deep underwater. With maintenance more difficult, all of the parts must meet the most rigorous technical requirements in terms of reliability and service life. Products from Neumünster, Germany-based Gisma Steckverbinder GmbH are designed to be fail-safe and to withstand maximum pressure loads, while still operating on the basic “push and pull” principle. In addition to shipyards, the offshore oil and gas industry, and the military, Gisma is now receiving an increasing number of orders from offshore energy companies. Gisma works closely with its customers on all of its developments – most recently on a single-pole, wet-mateable power connector for use in offshore underwater turbines, which was designed to handle operating voltages of 12 kV at 400 A and is guaranteed to be fail-safe for 25 years.
Manufacturing repeatability to the nearest micron
To meet the high standards required in underwater technology, manufacturing accuracy to the nearest micron is required, especially for fiber-optic connectors. In addition, the materials must all be corrosion-resistant. The highest levels of functional safety are also required to enable the machining of seawater-resistant bronze and stainless steels, along with more sophisticated materials such as duplex and super-duplex steels, titanium and high-performance plastics. The demands placed on the cutting machines and controllers used in the production of these parts are correspondingly high. For many years, Gisma has relied on Spinner milling and turning centers equipped with Siemens Sinumerik CNCs. “The machines rarely fail, mostly because of the high-quality drive and control technology,” says production manager Michael Königsmann. He is particularly impressed by the TC77 universal turning machine from the 800 series, which will be used, among other purposes, to turn the casings for a new high- performance connector measuring up to 3000 mm long. The TC 77 is built on a rigid Meehanite cast iron base with large tempered steel guide rails, allowing a high cutting capacity, along with good damping and rigidity characteristics. It is equipped with a water-cooled motor spindle, which allows precision turning to within a few hundredths of a millimeter, shortly after switching on. The machine also has a counter spindle and features 12 tool stations with driven tools. “This lets us manufacture some workpieces in a single run, whereas previously it would have taken several,” explains the production manager. In accordance with VDI/DGQ 3441, the machine achieves repeat accuracy of 2 µm in the x- and z-axes.
Consistent CNC strategy since 2000
The sophisticated Sinumerik 840D sl CNC plays an equally important role in reducing manufacturing time. Since the year 2000, Gisma has used only Siemens controllers in its production facility. “By standardizing the controller, we have created an environment where we can deploy our employees flexibly all over the shop floor and operator error has become a thing of the past,” explains Tobias Frerck, Gisma’s managing director. “We have always had great results with Sinumerik controllers and knew we could rely on our competent regional service partners on those rare occasions when something went wrong.” For newly developed products, production manager Königsmann and his staff usually create the CNC programs on external PCs in DIN ISO and then send them over the network to the most suitable machine. If there is a need to manufacture new connectors based upon an existing family of parts, the required CNC programs can usually be adjusted directly on the machine itself. And, just as during initial setup, the Sinumerik 840D sl’s fully integrated and user-friendly ShopTurn software comes into its own here. The animated graphical user interface is completely intuitive, meaning that it can be easily picked up even by temporary staff. The Sinumerik Safety Integrated software package provides additional safety when working in setup mode, allowing operators to monitor the production process with the machine door open. Safety mode allows speeds of up to 2 m/min, and the software ensures that the drives stop quickly after a maximum of 1 to 2 mm, should any problems arise. If anything is unclear when an operator is entering data, he or she can push a single button on the operator console to bring up a help menu. Switching to a text-based DIN interface is just as straightforward, for example, when an experienced programmer feels that he or she can more quickly and easily describe a complex contour using a DIN statement. As always, the main focus remains on achieving the highest possible standards in terms of both the manufacturing and the finished product.
For more information on this article, please contact:
SIEMENS INDUSTRY, INC.
DRIVE TECHNOLOGIES
MOTION CONTROL
MACHINE TOOL BUSINESS
390 Kent Avenue
Elk Grove Village, IL 60007
Phone: 847-640-1595
Fax: 847-437-0784
Web: www.usa.siemens.com/cnc
Email: SiemensMTBUMarCom.sea@siemens.com
Attention: John Meyer, Manager, Marketing Communication
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue readingMachining center used at University of Hawaii Institute For Astronomy to produce one-off diffraction gratings for remote sensing instruments used with telescopes and other research instrumentation

University of Hawaii Institute For Astronomy telescopes are able to see the solar system and into deep space with greater clarity than at any other location on the planet, according to Dr. Ritter.
When you enter the laboratories at the University of Hawaii’s Maikalani Institute For Astronomy (IFA) Advanced Technology Research Center on the island of Maui and hear talk of light years, dark energy and space telescopes, it quickly becomes apparent that this is not your typical machine shop. The machining for instrumentation developed here involves some of the most sophisticated techniques on Earth, which is a pun of cosmic irony, as the workpieces produced here are primarily used to help evaluate happenings in deep space.
The Maikalani facility provides laboratory workspace for Physicists and Astronomers performing advanced  metrology and optical fabrication, novel optics design, optical/infrared sensor development and a creative workspace. Maikalani literally means, “knowledge we gain from the cosmos.” As the Lab Director, a world-class physicist, Dr. Joe Ritter explains, “At the IFA, our excellent staff and faculty invent, design and build novel instruments for use in state of the art telescopes. Among other technologies, we are working to develop a novel generalized conformal diffraction grating. Gratings are optical components used to split light into component colors for the study of the chemistry of stars.” Ritter and his assistant John Valliant are also the machinists. They exchange their hats from physicists to milling machine operators, using a Spinner MC650-5A, equipped with Sinumerik 840D solution line CNC, to produce parts from high-conductivity copper and aluminum 6061-T6 grades, among other alloys.
metrology and optical fabrication, novel optics design, optical/infrared sensor development and a creative workspace. Maikalani literally means, “knowledge we gain from the cosmos.” As the Lab Director, a world-class physicist, Dr. Joe Ritter explains, “At the IFA, our excellent staff and faculty invent, design and build novel instruments for use in state of the art telescopes. Among other technologies, we are working to develop a novel generalized conformal diffraction grating. Gratings are optical components used to split light into component colors for the study of the chemistry of stars.” Ritter and his assistant John Valliant are also the machinists. They exchange their hats from physicists to milling machine operators, using a Spinner MC650-5A, equipped with Sinumerik 840D solution line CNC, to produce parts from high-conductivity copper and aluminum 6061-T6 grades, among other alloys.
 Since the Spinner is used at the IFA exclusively for precise one-off parts, the search for the right machine focused on equipment that had among the industry-highest standards of accuracy and precision. The novel conformal gratings under development at the lab are designed with variable pitch and spacing dimensions to correct optical aberrations and also focus and split infrared light for future deep space spectroscopy instrumentation.
Since the Spinner is used at the IFA exclusively for precise one-off parts, the search for the right machine focused on equipment that had among the industry-highest standards of accuracy and precision. The novel conformal gratings under development at the lab are designed with variable pitch and spacing dimensions to correct optical aberrations and also focus and split infrared light for future deep space spectroscopy instrumentation.
As Ritter explains, “Accuracy is everything in optics. Most of the machining centers I evaluated were in the +/-25 micron (~0.001”) range for accuracy. We settled on a 3+2 axis machine with 100 nanometer precision scales with interferometric remapping on the 840D sl CNC. Because we do experimental fabrication work and optics typically need to be made to micron level tolerances, it was imperative to have a feedback control on the machine tool with a known accuracy and predictable degrees of variation.” As an example, though not suitable for visible light, the optics Ritter discussed required accuracies of a few microns-good enough for infrared optics. Other technologies being developed by Ritter at IFA include novel photonic meta-materials for future space telescopes intended for studying exoplanets and the evolution of our universe.
Dr. Ritter cited the age-old challenge for educational  and research institutions, when searching for such precision machinery, namely, budget constraints. In this case, the lab was fortunate, according to Ritter, as they became aware of a demo machine from Spinner, available from Lois Hill and Robert “Mac” McPherson of MacHill Machinery in South Carolina. During the purchase and commissioning, Ritter emphatically noted, “The Spinner technician Herr Siegfried Jungk, who trained us, was exceptionally talented and particularly knowledgeable and helpful. Ritter also noted that the Siemens ShopMill software included with the CNC package, was “…an easy-to-use program for getting the multi-axis machining up and running for basic drilling and facing.”
and research institutions, when searching for such precision machinery, namely, budget constraints. In this case, the lab was fortunate, according to Ritter, as they became aware of a demo machine from Spinner, available from Lois Hill and Robert “Mac” McPherson of MacHill Machinery in South Carolina. During the purchase and commissioning, Ritter emphatically noted, “The Spinner technician Herr Siegfried Jungk, who trained us, was exceptionally talented and particularly knowledgeable and helpful. Ritter also noted that the Siemens ShopMill software included with the CNC package, was “…an easy-to-use program for getting the multi-axis machining up and running for basic drilling and facing.”

Sample parts produced on Spinner machine, mostly copper and aluminum, include many that become diffraction gratings used on highly sensitive instruments for deep space exploration projects
While invariably the smart guys in any room, Dr. Joe and John Valliant are not machinists by trade, so they were using both Shopmill and CAD/CAM programs like Mastercam with the highly-specialized G-code generator and post-processor needed to create precision path cuts, then running them directly on the mill to quickly begin cutting, an absolute necessity in their one-off world of custom parts.
“For some optics, the millions of coordinates we use for every workpiece are pushing the control to the limit, but it responds well. Plus, the teach-in functionality of the Sinumerik 840D sl CNC and its software package keep us running very efficiently,” according to Valliant, who worked in the lab as a University of Hawaii-Maui college student and has learned CNC machining on the go. In an environment where 0.1 of a wavelength of light is the desired target for accuracy, this is no small achievement. Valliant adds, “Once you’re comfortable with this machine and the control, the process is very intuitive.”

Photo Credit: Rob Ratkowski
Dr. Ritter, who is constantly pushing the boundaries on novel orbital space telescope designs, notes that the state of Hawaii and the island of Maui in particular have some of the best conditions on Earth for nighttime telescopic observation, as well as the best in the world for daytime solar viewing. The National Science Foundation will soon build the world’s largest solar telescope on Maui. Maui is a little known hotbed of technology development. In addition to solar research and deep space observations, the Institute for Astronomy partners with many nations to push the boundaries of human knowledge, while training future scientists.
 Currently, the Institute is engaged in developing technology to make other new scientific discoveries possible. They include the largest camera on earth, new high contrast off axis telescopes, instruments using electronic cameras and spectrographs for the telescopes on Mauna Kea, Haleakala and, in Chile, detectors such as ultra-sensitive mega-pixel infra-red CCD arrays, plus adaptive optics to help overcome the image blurring caused by Earth’s atmosphere. Knowledge gained from the cosmos depends on maintaining Hawaii’s dark skies. Another initiative by Ritter, who chairs the Maui County Outdoor Lighting Committee, includes the development of novel efficient low light pollution outdoor and street lighting to preserve endangered species sea turtles and migrating seabirds as well as to preserve dark skies for Astronomy (see www.EcoScienceLighting.com).
Currently, the Institute is engaged in developing technology to make other new scientific discoveries possible. They include the largest camera on earth, new high contrast off axis telescopes, instruments using electronic cameras and spectrographs for the telescopes on Mauna Kea, Haleakala and, in Chile, detectors such as ultra-sensitive mega-pixel infra-red CCD arrays, plus adaptive optics to help overcome the image blurring caused by Earth’s atmosphere. Knowledge gained from the cosmos depends on maintaining Hawaii’s dark skies. Another initiative by Ritter, who chairs the Maui County Outdoor Lighting Committee, includes the development of novel efficient low light pollution outdoor and street lighting to preserve endangered species sea turtles and migrating seabirds as well as to preserve dark skies for Astronomy (see www.EcoScienceLighting.com).
Mac McPherson, the Spinner machine dealer and importer for North America, adds, “We do  considerable business with academics and it’s always challenging, owing to the unique nature of their machining needs. In this case, an optic grid pattern with high accuracy was the biggest hurdle. We were able to supply the Spinner demo machine within budget and with the proper tooling included. The lab actually built their own custom fixturing for their work and Siemens helped to develop a special post-processor program.”
considerable business with academics and it’s always challenging, owing to the unique nature of their machining needs. In this case, an optic grid pattern with high accuracy was the biggest hurdle. We were able to supply the Spinner demo machine within budget and with the proper tooling included. The lab actually built their own custom fixturing for their work and Siemens helped to develop a special post-processor program.”
“Na Kilo Hoku” means “the watchers of the stars” and the instrument components made here certainly help them do just that — and also gain knowledge from the cosmos for us all.
For more information on this story, please contact:
Joe Ritter, Ph.D
Physicist and Lab Director
University of Hawaii Institute For Astronomy
Maikalani Advanced Technology Research Center
34 Ohia Ku St.
Pukalani, HI 96768
Phone: 808-573-9521
Web: www.ifa.hawaii.edu
Or
Robert McPherson
MacHill Machinery Solutions, LLC
(dealer for Spinner machines)
2245 C-132 Ashley Crossing Drive
Charleston, SC 29445
Phone: 843-873-6888
Web: www.machillmachinery.com
Or
SIEMENS INDUSTRY, INC.
DRIVE TECHNOLOGIES
MOTION CONTROL
MACHINE TOOL BUSINESS
390 Kent Avenue
Elk Grove Village, IL 60007
Phone: 847-640-1595
Fax: 847-437-0784
Web: www.usa.siemens.com/cnc
Email: SiemensMTBUMarCom.sea@siemens.com
Attention: John Meyer, Manager, Marketing Communication
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue reading CHICAGO — After considerable research and product refinement, as well as extensive field contacts with end-users, Siemens Industry, Inc. introduced today the new 1PH8 family of high-performance induction motor drives and servomotors. Available in a wide power range, from 2.8 kW up to 1340 kW, the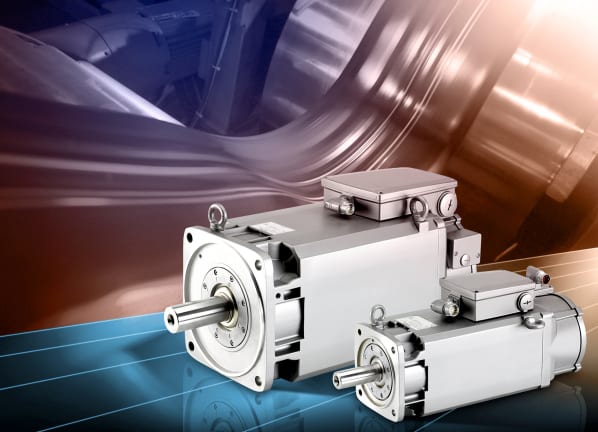 se new motors provide excellent dynamic response, smoother operation and lower vibration levels.
se new motors provide excellent dynamic response, smoother operation and lower vibration levels.
This new line combines induction and high-powered servo technologies to give machine designers and end-users a greater degree of efficiency and more precision in the production process. A single stator and rotor design enables the modular adaptation of the many motor options to provide design flexibility and cost containment.
Designed for the specific performance and environmental requirements of a main spindle on a CNC-equipped machine tool, these new Siemens induction motors have myriad applications in other heavy-duty markets, such as print unit drives on printing presses; rolls and web handling on converting and packaging machinery; crane and hoist elevation; extruders and injection molding machines; metal-forming and welding machinery; assembly line robotic articulation; materials handling gantries and more.
The modular motor platform concept offers designers various options for selecting the optimum unit for an application:
The 1PH8 motor spindle line is fully compatible with the popular Siemens Sinamics® S120 drives platform to achieve faster commissioning and improved control response. All motors in this new family feature the Drive-Cliq® serial interface and electronic nameplate recognition for plug-n-play start-up.
Earlier families of Siemens motor designs can be upgraded to the new 1PH8 series without difficulty, including the 1PH7, 1PL6, 1PH4, 1PM4, 1PM6 and the upper range of the 1FT6.
For more information, visit www.usa.siemens.com/motioncontrol.
For specific product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: SiemensMTBUMarCom.industry@siemens.com.
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue reading ATLANTA — Siemens announced today that an embedded PC is now available for its Simotion® P320-3 motion control applications. Providing maintenance-free controls, the Simotion P320-3 brings the power and simplicity of a PC to motion control.
ATLANTA — Siemens announced today that an embedded PC is now available for its Simotion® P320-3 motion control applications. Providing maintenance-free controls, the Simotion P320-3 brings the power and simplicity of a PC to motion control.
The embedded PC, which features a DDR3 memory and an Intel Core2 processor, is free of wear from moving parts, such as hard disks and fans. This compact motion control system provides maximum flexibility and accommodates centralized or decentralized machine concepts for PC-based applications or for applications that require a compact size.
It is designed for many different motion control applications with its multiple onboard interfaces. They support communication over Profinet, the open industrial Ethernet standard, as well as Ethernet interfaces that run at 10 / 100 / 1000 megabit speeds. Four USB interfaces make it simple to connect a keyboard, USB stick, printer or other devices. A DVI port rounds out the links so users can attach a display or monitor. The Simotion P320-3 can also be used in a “headless” configuration without a display, monitor or front panel.
LEDs on the front indicate the operating states, making self-diagnosis easy. The integrated power supply bridges temporary power failures. In the buffered SRAM memory, the process data is saved securely even in the event of a sudden voltage drop. Monitoring functions for the batteries, temperature and program execution are also included. The Windows Embedded Standard 2009 operating system, which increases the reliability of the system, is pre-installed. Additionally, the Simotion runtime system comes installed on the Simotion P320-3.
Additional information is available online at: www.usa.siemens.com/motioncontrol.
For specific product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: SiemensMTBUMarCom.industry@siemens.com.
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue reading CHICAGO — During this year’s IMTS, Zoller Inc., a leading provider of tool presetters and tool management software based in Pforzheim, Germany and Ann Arbor, MI, will have
a Sinumerik 840Di CNC in its booth, pre-loaded with the Siemens Motion Control Information System (MCIS). One module of MCIS is its Tool Data Information (TDI) suite. Siemens makes useful and immediately-accessible information about tool status available to machine tool and presetter programmers, operators and production managers alike, through MCIS. Having such data can be extremely helpful in organizing tool strategies in production departments and small job shops and, owing to the predictable patterns of wear on various types of tooling, Siemens has incorporated a library of such information into the TDI suite.
CHICAGO — During this year’s IMTS, Zoller Inc., a leading provider of tool presetters and tool management software based in Pforzheim, Germany and Ann Arbor, MI, will have
a Sinumerik 840Di CNC in its booth, pre-loaded with the Siemens Motion Control Information System (MCIS). One module of MCIS is its Tool Data Information (TDI) suite. Siemens makes useful and immediately-accessible information about tool status available to machine tool and presetter programmers, operators and production managers alike, through MCIS. Having such data can be extremely helpful in organizing tool strategies in production departments and small job shops and, owing to the predictable patterns of wear on various types of tooling, Siemens has incorporated a library of such information into the TDI suite.
Offered to customers as a standard solution, Zoller has written an interface to connect TDI to the company’s presetter, enabling data to be brought directly into the Siemens numerical control. Zoller boasts accuracy on its presetters to two thousandths of a millimeter (0.002mm) or less than eight millionths of an inch (0.00008in).
By utilizing TDI and a Zoller presetter, a machine tool end-user benefits in many ways, including faster access to tool data with no manual entry of values required. All tool data are transferred to the CNC by an automatic link in the presetter, resulting in significant cost-, time- and operator action savings. In addition, the user develops an increased understanding of tool life and tool wear patterns on various operations in the shop. The Zoller presetter writes data directly onto an RFID chip, making transfer to TDI onboard the Siemens CNC is simple and easy. Lastly, an end-user can maintain a central server that indicates the location of any tool in the shop or factory, as well as track the status of the next tool needed to perform an upcoming operation.
Included in the Siemens TDI suite are the following:
 To see the demonstration, please visit the Zoller booth at IMTS, booth W-2022.
To see the demonstration, please visit the Zoller booth at IMTS, booth W-2022.
For specific product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: SiemensMTBUMarCom.industry@siemens.com.
Continue reading
ENERGY MANAGEMENT CONSIDERATIONS WITH TODAY’S DRIVE SYSTEMS
It’s a process, not a product; multiple drive factorscontribute to system energy efficiency
by John Krasnokutsky, Siemens Industry, Inc., Marketing Manager, Motion Control Business
Energy Monitoring Equipment Selection and Optimization (Mechatronics / Parameterization)
Hardware: Common DC Bus / Infeed / Regeneration
While it is valid to state that energy efficiency is defined as the same level of production being achieved at an overall lower energy cost, it is equally important for today’s machine builders and automation engineers alike to remember than an energy-efficient system can actually translate into higher productivity. This is achievable through a comprehensive approach to energy management.
It is a fact that most of the energy loss in a system occurs in three areas, namely, the generation, distribution and conversion of energy into useful work, the last being accomplished through heat exchangers, pumps, motors and drives. This paper will concentrate on the last product group, as it is also a fact that over 25% of all electricity consumed in America is used on industrial electric motor-driven systems. Electric motors represent 65% of the power demand in American industry and, owing to the inefficiency of most motor control systems, the potential for energy savings in an industrial facility can approach 70% for any process where electric motor power is employed.
That said, energy management is a process, rather than a product or series of products installed on a machine, or inline, to achieve a basic energy saving of kW hour consumption. This process must be ongoing and perpetual, meaning that any defined goal should be viewed as a momentary metric of achievement, rather than a final end. While any vendor, including our company, can supply the right products and support services to hit a target mark of energy savings, the mindset of the customer is key in keeping the process recurrent. This ensures a continual increase in the productivity levels achieved, defined as a factor of the energy consumed. In many ways, it can be viewed in the same manner as an ongoing, effective but constantly evolving quality management system at your company.
 Three essential elements are the basis of such a process.
Three essential elements are the basis of such a process.
First, energy monitoring systems must be in place to effectively determine the current consumption. These can include, but are certainly not limited to, energy consumption displays, infeed/supply monitoring devices, power factor meters and more. Next, the proper calculation tools are needed to properly evaluate the life cycle costs of any investment. These tools can be as simple as a motor sizing chart or the software programs used to parameterize drives. However, a more formal mechatronics protocol may be beneficial to your operation. In this scenario, a thorough evaluation of both mechanical and electrical/electronic influences on your system, be it a machine or a process line, is conducted. The results can often open the eyes of machine designers, process engineers and system integrators alike. To realize the benefits this analysis the proper products and system solutions must be implemented.
This is where a competent supplier can be an effective partner for your operation. For example, the solution you need might involve a vector drive that utilizes an energy optimization function to enhance the efficiency of the motor during partial load operations. In a system with multiple motors, energy savings might be realized to a substantial degree by the use of a drive unit with a common DC bus. The designer can also select the most appropriate infeed solution for the machine, pump or process operation, given the particulars of performance and required output. This may include an appropriately sized infeed unit with regenerative capability, the ability to put unused or braking energy back on the incoming power line.
Some applications may allow the use of high efficiency standard induction motors and, in the process, realize a potential savings of 1-3%. The use of frequency converters (VFD) for speed control might raise this to an 8-10% savings. VFDs have myriad applications throughout industry on fans, pumps, blowers and compressors, as well as in wasted energy recovery on cyclical acc/dec and regeneration on lost braking energy applications.
Optimizing your entire system through mechatronic analysis of the machine or process design, can result in a potential savings of 15-20% by the avoidance of over dimensioning of motors, plus partial load optimization by means of energy-related flow control. This analysis may also point to the ability to use controlled energy infeed and recovery.
In order to determine the true efficiency of any drive system, it is necessary to demonstrate the amount of energy required by its power components and a corresponding examination of how the system uses energy. How different drive concepts used on the same system under identical power load must also be considered. This latter exercise might look into partial load efficiencies with various motor and drive combinations, straight comparisons betweens synchronous servo vs. asynchronous induction motors or direct drive vs. motor/gearbox combinations, drives with braking components vs. regenerative drive technology, as well as solutions with single vs. multi-drive, common DC bus solutions.
A corollary to this discussion should also include a review of potential hydraulic/pneumatic component change outs in certain applications where replacement with an integrated package of motion control and PLC technology might better resolve closed loop pressure control of axes, for example. Fewer components and their related power consumption can lead to overall system productivity improvements, as well as ongoing enhanced energy efficiencies. Reduced programming, diagnostic and commissioning times can also flow from such an approach, providing even more opportunities for overall machine or process improvements. Tracking the energy efficiency of such a system may seem problematic at first, but here again today’s sophisticated mechatronic and virtual production protocols can be utilized to validate the real-world performance characteristics of such designs, far in advance of their implementation.
As the emergence of new technologies has impacted many of the products used in energy-efficient systems, it is equally important to take a more holistic look at operational sequences and the overall integration scheme when designing, retrofitting or rebuilding for improved energy utilization. The results can be many, including precise process and power factor control for optimum energy use and significant cost savings, plus the collateral benefits of lower carbon footprints, reduced maintenance due to decreased mechanical stress and lower total cost of product quality derived from less mechanical wear and better production control.
Author: John Krasnokutsky
Email: john.krasnokutsky@siemens.com
Website: http://www.usa.siemens.com/motioncontrol
Siemens Industry, Inc.
5300 Triangle Parkway
Norcross, GA 30092
For an informative PowerPoint presentation or more information on this subject, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: SiemensMTBUMarCom.industry@siemens.com.
Continue reading
 Fryer Easy Turn Combination Lathe with Siemens SINUMERIK 840D sl CNC lets operators at Continental Machine program, set-up and run faster; critical for one-off operations
Fryer Easy Turn Combination Lathe with Siemens SINUMERIK 840D sl CNC lets operators at Continental Machine program, set-up and run faster; critical for one-off operations
By definition, says Josh Johnson, vice-president, Continental Machine, Rockford, Illinois, his prototype and short-run production shop must constantly run lean. There can be no tolerating excessive programming, set-up or machining time of any kind, otherwise the shop loses and, in this economy, Johnson notes, that is simply unacceptable.
Continental Machine is a seven-person, 13,000 square-foot facility that houses a variety of CNC milling, turning, wire EDM, hole popping and grinding machines, as well as various sheetmetal and plastic injection molding machinery. Therefore, the shop is well positioned to produce a wide variety of metal and plastic prototypes used by its diverse customer base, which spans markets such as window hardware, bicycle components, automotive parts, chemical processing, medical devices and foodservice equipment. Materials processed here are just as wide-ranging, including aluminum, CRS, tool steels such as A2 and D2, zinc, brass, copper, bronze, titanium and a variety of engineered plastics such as glass-filled Delrin.
Recently, this job shop purchased a Fryer Easy Turn-21 CNC Combination Lathe, controlled by a Siemens SINUMERIK 840D sl numerical control. The two operators responsible for this machine upgrade at Continental had limited experience with CNC and none whatsoever with the Siemens protocol, as this was the first of its kind at the shop.
The Easy Turn-21 was particularly appealing to Josh Johnson, who comments, “The set-up is extremely easy. Teaching the tools, altering the lengths and diameters is kept very simple. After the initial learning curve, which took only a few days, the operators picked up on the conversational programming, right away. Also, one of the best features on the machine was that you could still turn the parts by using the electronic handwheel and just one function, such as hogging off material automatically or putting on a tapered thread.” He noted this feature was not only more comfortable for the operators, but it also allowed them to quickly and efficiently prove out part programs. Johnson commented that this would not have been possible on previous machines, owing to the flexibility of the control onboard the Fryer. The result has been a minimum 20% improvement in the overall cycle time on most part programs run at Continental. For this primarily prototype job shop, that fact translates into a substantial increase in the work product possible here.




Echoing this sentiment, Sue Ostrander, sales manager, Fryer Machine Systems, explained the process that led her company to select the SINUMERIK 840D sl numerical control for all its milling and turning machines, a move that was recently formalized by the company and announced to the trade.
“Since its inception 26 years ago, family-owned Fryer Machine Systems has based its operation on three core principles: build a quality product, price it fairly and provide quality service. This philosophy has allowed Fryer’s business to grow even in challenging times,” she said.
Fryer manufactures a diverse line of over 50 models of high-quality CNC machine tools in its 50,000 square-foot facility in Patterson, New York. Over the years, Fryer has become well-respected for its quality and innovation, throughout the job shop and production machining market segments.
“Moving to the Siemens 840D sl platform was the next step in Fryer’s ongoing commitment to provide our customers with the most innovative machine tools available in the market today,” Ostrander continued. “The Siemens solution allows machine tool end-users to achieve higher productivity through easy and intuitive features and step-by-step, on-screen programming. This enables them to dramatically reduce set-up, programming, and tooling times, while significantly increasing output.”
“The SINUMERIK 840D sl modular design allows us to take full advantage of the superior mechanical features in our machines,” continued Larry Fryer, president and CEO, Fryer Machine Systems. “Fryer has always been known for our easy conversational controls and the move to Siemens has allowed us to greatly enhance this feature,” Fryer noted. “The 840D sl menu-driven system combines an advanced geometry calculator that displays the part while the operator is programming it. Sophisticated solid model graphics allow the operator to verify the part program with more clarity than ever before,” he said.
 Larry Fryer has also been impressed with the automatic tool set-up and easy part set-up, made possible by the Siemens CNC. Fryer explained that auto-run mode is where many operators experience difficulty. Siemens and Fryer Machine Systems worked together to create an electronic handwheel run mode that gives the operator a safer way to prove out program execution, both forward and backward, using a standard electronic handwheel.
Larry Fryer has also been impressed with the automatic tool set-up and easy part set-up, made possible by the Siemens CNC. Fryer explained that auto-run mode is where many operators experience difficulty. Siemens and Fryer Machine Systems worked together to create an electronic handwheel run mode that gives the operator a safer way to prove out program execution, both forward and backward, using a standard electronic handwheel.
Fryer further stated, “Siemens provides us with a highly flexible solution that is critical to our ability to meet the specific needs of each customer. Our enhanced capability to offer the same control for both turning and milling gives Fryer machines a unified platform that is very important to customers both in the short-term and for long range expansion. Coupled with Siemens quality and reliability, they are invaluable to us in competing in today’s aggressive marketplace.”
Johnson added this comment on the service and training received by his operators at Continental. “Siemens has been helpful and very thorough in their training and after-sale service. The ShopTurn program, being integral to the control, now enables us to accurately determine tool path, potential collisions, tool changes and real world run time. This makes our operators’ jobs much easier, with the added benefit of allowing us to estimate much more accurately than ever.” Johnson further noted the CNC has substantial hard drive space, thus allowing most programs to be stored directly on the machine, though the company does maintain a back-up system.






For more information on this story, please contact:
CONTINENTAL MACHINE CO.
Email: conmach@onecommail.com
FRYER MACHINE SYSTEMS, INC.
Web: www.fryermachine.com
SIEMENS MACHINE TOOL BUSINESS
John Meyer
Manager, Marketing Communications
Siemens Industry, Inc.
(847) 640-1595
www.usa.siemens.com/cnc
SiemensMTBUMarCom.industry@siemens.com
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue readingUsing market insight coupled with new technology, Sunnen has been able to grow in a downward economy. The company expanded its platform of high production, high precision bore sizing and finishing systems to include maintenance and repair operations honing. The deeper secret to this 85-year-old OEM’s success is its ability to adopt simpler, yet more advanced and cost-effective motion control.

Problem and Opportunity
It was an evolutionary decision, says Carl Mik, Product Design Engineer. Traditionally, the company’s bore sizing and finishing systems have been customized, high-end designs. Having identified a new market segment opportunity, the immediate problem was system cost versus the market’s willingness to pay. But the larger and longer-term problem was how to evolve the company’s technology platform while maintaining its competitive advantages in systems design, manufacturing and service efficiency.
“When we went into this, the costs were not in line with the envisioned spec,” Mik recalls. “The stroker would be an AC motor and the spindle would be an AC motor. We wanted some sort of encoder on the AC motor for the stroker to hold relative position; and then we wanted a touch screen display. The costs were becoming prohibitive.”
An early breakthrough came when Sunnen learned that Siemens could offer a basic performance servomotor with resolver feedback for the price of an AC motor. But Sunnen still faced the challenge of developing an all-new system design for low-cost honing that would be consistent with the company’s established product platform, supported by the multi-axis high-performance Sinamics S120 drive line and Simatic automation platform from Siemens.
This need for platform consistency is an industry-wide challenge, as OEMs and their end-customers evaluate the cost-performance advantages of emerging motion control solutions versus traditional hydraulic, mechanical and electro-mechanical machine system designs. For Sunnen, this evaluation has been facilitated by Siemens mutual interest in the possibilities of new servo-based systems design.
Synchronized Innovation
“I have been on the motion control side from the beginning,” says Product Engineer Mike Nikrant. “Back in 2002-2003, we did a lot of research on different communication bus structures and what people had to offer. We chose Profibus because of component availability and cost, along with its high acceptance in the market. Then we began using Siemens drives because they were the most flexible and configurable. We went with them on our KGM product line, which required extreme accuracy for all axes of motion when finishing cylinders. Then, we used a lot of the same components when we introduced our SV vertical honing machines.”
Sunnen’s product platform evolution soon fell into step with the evolution of the Siemens drives technology platform, Nikrant recalls.
“When we first started the SV vertical honing line, we were attempting to use ball screws. At the time there was only one company that had a motor that could handle the load we were doing, because of the reciprocation. Then Siemens designed a motor that fit our application requirements and assisted us in our initial synchronization and tuning. We established a common DC bus drive structure with the Siemens drive platform, which made it possible to have all the same drives in the system for servo or vector applications. It is a very clean and proficient design because there are no mixes and matches of drive types. Everything just flowed a lot better with that solution and our customers like this common approach and service efficiency.”
Advanced Yet Simple Positioning
As Sunnen’s attention moved last year to the development of a basic large bore horizontal honing system called the HTA, both Nikrant and Mik were on the same page regarding product platform evolution. Joining them were other engineering team members, including Russ Jacobsmeyer, the company’s chief technology officer, who oversees technology adoption in support of the company’s global growth.
According to Jacobsmeyer, Siemens brings a global support capability that is becoming increasingly important to Sunnen’s growth strategy. He says the relationship is based on more than just meeting a spec. It is based on system performance exploration. “One reason why we like working with Siemens,” Jacobsmeyer adds, “is we have built a partnership with them and they understand what is required of our products. They can make suggestions in an intelligent manner, helping us solve problems that add value for our customers. Precision bore sizing and finishing is a very niche capability that requires significant engineering content and resultant product performance. Our customers value what we have to offer with our systems and our ability to solve their difficult bore sizing and finishing applications.”
Jacobsmeyer recalls that when the engineering team first looked into developing a new basic bore sizing and finishing system to fill a gap in the Sunnen product line, Siemens was the logical resource.
In regard to control system design, “We didn’t have anything at that point,” Jacobsmeyer says. “We heard from our customers and engineers in the field that there was a need for a basic economical system. However, we were not sure if we could satisfy the product requirements and meet the market price point.”
Mik agreed about the scope of the engineering problem. “Remember, this was August and September of last year,” Mik says. “So I started programming and put a prototype system together and the biggest issue I found was spindle response time, due to delays in signals between the display, PLC, and a servo and general purpose drive. We had 300 milliseconds altogether, which may be acceptable from the standpoint of introducing a basic system at a basic system cost, but it was unacceptable for our application, so we decided to go back to Siemens.”
This was in January, with production of the new basic system to occur in May or June, Mik explains. “That is when Siemens told me that they had this new Sinamics S110 basic performance servo drive coming out, along with their new MP177 six-inch touch display, which allows soft PLC capability with the WinAC MP software. The direct connection between Sinamics S110 servo drive and MP177 display over Profibus made the system very cost effective and responsive. Not only did this reduce components, but also made it possible for us to stay in line with our migration to a single platform on the Sinamics family of drives because we could use the same Step 7 software already being used to program our S7 automation on other machines.
According to Mik, the new basic servo positioning package gave Sunnen an unexpected level of performance for basic machine development.
“If you think about trying to stop an AC induction motor to do stroking back and forth, it’s pretty difficult. Even when applying dynamic braking and braking resistors, traditionally acceptable reversals on a tube-hone machine are around a quarter-inch repeatability. But our tests show the new system is achieving under 15/1,000 of an inch, and this is a low-cost system.”
Mik explained that the key components of the new system, are an easily programmable soft PLC at a low-cost point and a low-cost distributed motion control – solutions brought about by the new Siemens Sinamics S110 drive and 1FK7 servomotor. This also accomplished a new level of simplicity for this basic machine because the Drive-Cliq cable between the Sinamics S110 drive and motor provides automatic configuration as well as the feedback of the servo system. Additionally, the MP177 with WinAC software made the configuration and communication simple and straightforward.
“We have a color TFT display, we are programming everything with ease, and we can even automate the machine. It’s not in the original spec, but we could do this to add even more value to our offering. And spindle response time is down in the 25-millisecond range, instead of 300,” adds Mik. “For such a low-cost machine, I cannot believe we have such a capable system.”
Platforms for Growth
Mike Nikrant believes alignment between the Sunnen and Siemens product platforms is helping to drive Sunnen’s business forward. The decision to develop new, more basic systems was facilitated by the product range of Siemens Motion Control solutions. The two companies are already talking about performance improvements for Sunnen’s next generation of high-end PC-based systems with integrated safety functions.
“Siemens is coming out with motion control ideas that fit what we want to do,” Nikrant observes. “For our high-end PC line, we are trying to come up with a common circuit for multiple machines. Siemens drives, bus structures and components fit really well in that respect because of the way some of the logic can be split up as far as the controllers go. Their Sinamics drives are easy to use and highly configurable. The same piece of hardware can be used for multiple functions. Some systems can be configured to use any functionality the user can conceive. On other systems, where there is no need for all that functionality, a product like the Sinamics S110 servo system provides a simple and efficient solution. And control, programming and communication are all the same. The Siemens platform works well for us, for both the higher and entry level.” Jacobsmeyer adds, “Building upon common platforms from Siemens, which are stable and high performance, serves our customers and entire Sunnen organization quite well – around the globe, enabling us to more efficiently use our global resources to engineer, construct, service and sell product.”
According to Sunnen’s David Moehn, Manager of Engineered Machines and Custom Systems, the adoption of the Siemens Sinamics S110 servo drive is just part of the story for Sunnen.
“The bigger story is Siemens ability to work with us, standing with us and helping us find solutions,” Moehn says. “This relationship continues to improve our market success by getting us to market faster and ahead of competitors.”
Phil Hanna, Sunnen’s Global Product Manager for Machines agrees: “The goal of partnering with Siemens has been to standardize control systems across all of our machine platforms – horizontal, vertical, and tube hones of which the new HTA machine is the latest edition as an entry level market machine. This is part of an ongoing effort at Sunnen to produce modular designs that can easily be modified to new configurations. The SV machines are a perfect example of this concept. The modular columns with integral Siemens controls can be easily configured on a custom basis to optimize the customer’s process. One, two, three, etc. columns depend on the customer’s stock removal and geometry requirements. This lends great flexibility to the product line. And with component standardization and Siemens global presence, the machines are much more supportable globally because of Siemens technical expertise and resources.
See the Sunnen/Siemens video HERE.
For more information, contact:
Sunnen Products Company http://www.sunnen.com
For specific product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: SiemensMTBUMarCom.industry@siemens.com.
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue reading