
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com

ANCA’s AIMS solution addresses the challenges of skilled labor shortage and rising overheads, enabling FABA to increase productivity through automation
FABA S.A., established in 1991, is a leading manufacturer of wood and metalworking tools made from carbide and PCD. Over the years, FABA has seen tremendous growth and is now a public listed company, comprising four business units located in Poland, Ukraine, and Slovakia. With approximately 400 staff members, FABA supplies their tools to 50 countries, predominantly in Europe.
One of the key factors contributing to FABA’s success has been their dedication to innovation and progress. For more than 30 years, the company has continuously invested in modern machinery and infrastructure, allowing them to stay ahead in a competitive market. However, like many others in the manufacturing industry, they have faced challenges in recent years such as low profit margins, a shortage of skilled technical labor, and increasing overheads, including high energy costs.
According to Paweł Hondra, FABA CEO, the company had been considering an advanced automation solution for several years to address these challenges and improve efficiency – and the ANCA Integrated Manufacturing System (AIMS) concept was the answer to their expectations. The integration of machines in the AIMS system promised simplified manufacturing processes, stability, consistency, and ultimately, improved product quality.
Considering the shortage of skilled technical staff in Europe, also very noticeable in Poland, FABA estimated that the implementation of the AIMS system would not only reduce labor costs by approximately 60% but also increase productivity. This solution, an industry-first by ANCA, was crucial in lowering general overheads and addressing the skilled labor shortage simultaneously.
ANCA has leveraged its nearly 50 years of vertical integration and expertise to develop a groundbreaking solution that seamlessly integrates the manufacturing workflow. With the innovative AIMS system, manufacturers can start with a tool blank and receive a fully ground tool at the other end, all in a completely automated process. This allows factories to operate efficiently without human intervention, enhancing flexibility and maximizing machine utilization.
AIMS revolutionizes the tool and cutter grinding process by integrating, connecting, and automating discrete manufacturing processes. By intelligently linking various grinding operations and factory IT systems, AIMS streamlines production and enables a smooth transition from traditional to automated and integrated manufacturing through its modular design.
One of the key benefits of AIMS for tool manufacturers is the ability to operate and respond to market demands without being constrained by labor shortages. By implementing automation solutions, manufacturers can optimize their machine uptime and operate unattended, enabling them to onshore and re-shore their manufacturing processes. AIMS reduces scrap, eliminates human errors, and enhances workplace safety, leading to improved productivity and increased competitiveness. It also effectively addresses rising overhead costs and energy expenses through an expected increase of machine-operator ratio by 100-150%.
“We have worked with ANCA since 2007, and they have been a trusted partner and software solutions provider for our organization. Their consistent delivery of reliable products and services throughout our long-standing partnership has solidified ANCA as the ideal choice to implement the AIMS system,” Mr Hondra said. “The AIMS project was conducted in a highly professional manner, with consultation and collaboration between ANCA and FABA to ensure that concerns are addressed and expectations are met.”
The installation of the full AIMS system is planned in a few months, marking the beginning of FABA’s transformative journey towards integrated manufacturing. Mr Hondra recognizes that building such a complex system will take several years, but they are prepared to invest the time and effort required. They understand that this is not just a one-time solution but a long-term commitment to continuous improvement and growth.
FABA’s collaboration with ANCA and the implementation of the AIMS system are testaments to their commitment to innovation and progress. By embracing automation and advanced manufacturing technologies, FABA is positioning itself to overcome the challenges of a competitive market, low profit margins, and skilled labor shortage. With the support of ANCA and the AIMS system, FABA looks forward to a future of increased efficiency, reduced costs, and improved product quality.
ANCA is a market leading manufacturer of CNC grinding machines. It was founded in 1974 in Melbourne, Australia where the company still has its global headquarters. ANCA has offices in the UK, Germany, China, Thailand, India, Japan, Brazil and the USA as well as a comprehensive network of representatives and agents worldwide.
ANCA CNC grinders are used for manufacturing precision cutting tools and components across a diverse range of competitive industries including cutting tool manufacture, automotive, aerospace, electronics and medical.
For further information, please contact:
Amanda Bakun
Marketing & Communications Manager – Americas
248-497-1168
amanda.bakun@anca.com

Global distributor Wesco and Siemens team up with local integrator to enable major Tennessee tire manufacturer achieve consistent tension, save money
As Chad Garner, a Nashville-based application engineer with distributor Wesco, relates, “We were presented with a significant challenge by one of our great customers, a tire manufacturer in the area. They needed to upgrade their multiple wire drawing machines for tire cord production in the plant.”
Garner goes on to explain in detail. “They were faced with very specific challenges. The machines needed to hold a very tight and consistent tension to meet the wire specifications. The company was using a ‘black box’ solution that had been custom-developed for them by a small local company that was no longer in business. The black box, in this case, originally allowed the user to dial in the tension on the wire without making any adjustments to the drive parameters. However, the system was now only able to hold +/- 500 grams of tension on the line, even after the customer had tested nine different control schemes to find a solution. Ideally, their goal was to replace the black boxes with off-the-shelf products, but their current drive and control supplier was not able to help satisfactorily. Wesco, in tandem with a local integrator and Siemens, was able to devise a solution, using standard Siemens components for the first line.”
The full solution to this challenge comprised a SIMATIC S7-1500 PLC plus remote I/O racks, SCALANCE wireless switches, SIMATIC HMI panels and, the heart of the solution, the SINAMICS S120 drive system, running 30 axes of motion control, plus various servo motors and other control products. All these components were supplied as a total solution to the integrator and the tire cord manufacturer by Wesco.
Thanks to the success on the first machine, three more wire drawing lines at the facility were upgraded with the Siemens solution, with more planned for future installation. A total of 120 axes of motion run by the SINAMICS S120 drives are currently in operation. The key to success here was the tight tension control programmed into the S120 drive control unit.
Chad Garner of Wesco further observes, “A major financial aspect of this project was the amount of money invested in the controls cabinet on each machine. The legacy PLC and Ethernet cards, if purchased from the previous supplier, would have cost approximately $30,000 and we were able to supply our better solution for about one-third that amount. This was not only a significant reduction in cost from the previous solution, but it also resulted in component reduction, as we were able to combine functions in fewer parts. The Siemens solution offered the customer integrated Ethernet on the PLC, so there was a reduction in expensive hardware, also achieving a smaller footprint in the plant.”
Matt Wagner, a Drives and Motion Consultant on the Siemens team, comments, “By replacing the old black box solution for tension control on these wire drawing machines at the tire manufacturer, our team, working in tandem with Wesco and the local integrator, was able to achieve all the required wire draw specs and do it with off-the-shelf solutions from the Siemens product lines. It’s exciting when we can exceed the goals of the customer, retrofit a substantial part of the manufacturing operation and save them a lot of money in the process. Can’t do much better,” he mused.

Using ANCA technology, SJ Tools can manufacture complicated tools for their clients with a reduction in cost and delivery time
Founded in 2015, SJ Tools is a Mexican company in Saltillo, Coahuila state that designs and manufactures cutting tools, tooling, special and standard inserts. SJ Tools offers solutions for milling, reaming, interpolations, drilling, endmills (spherical, toric, flat, double radius and barrel), drill bits (standard, step and shape) and reamer. A wide range of products are manufactured for the automotive, aerospace, medical, dental and agricultural industries. They offer services in Mexico and in the United States.
Recently, the company won the ANCA Tool of the Year competition with a cutting tool that combined multiple features into a single tool, all with very precise surface finishes.
Speaking about how SJ Tools developed their capabilities, CEO Edwin Juarez said they didn’t have the experience they now have at first and thanks to the customer with which they started with, they were able to create their first two-step combo drill tool carrier. Two inserts in the first diameter and four more in the second. Since they started supplying tools, the company wanted to demonstrate to its customers that tools are not always to blame for issues during production and that is why they have state-of-the-art quality machines to guarantee repeatability. In 2017, SJ Tools started sharpening and manufacturing carbide tools and purchased an ANCA FX5 Linear. Impressed by the results from the machine, SJ Tools decided to expand the number of ANCA Machines. Currently, they have four ANCA machines to manufacture and sharpen carbide tools. Two of them are MX7’s with robot, one is an FX5 with the AR300 Robot and one without. They use RoboMate for high volume tool production or FastLoad-MX for low-volume. Very soon, they will buy an ANCA machine for the sharpening of PCD. He added that “the great team around us makes SJ Tools grow day by day.”
The ANCA MX7 Linear is a powerful, versatile CNC tool grinder designed for production grinding. It is built to meet the demands of high output, high precision manufacturing. The 38 kW (51 HP) permanent magnet spindle provides high torque at lower RPM which is ideal for carbide grinding and a wide range of other applications. The MX7 Linear is a hard-working, high productivity system with unique features that enable it to handle varied batch sizes with minimum set-up time. The new cylindrical linear motor design increases reliability further and ensures a superior surface finish.
The FX5 Linear features increased spindle power provided by the new 12kW standard spindle and an additional option of 19kW, adding more flexibility in the tool room. Furthermore, the high-powered spindle reduces the production cost and increases net output across a wider range of tools.
Thirteen years ago, the director of SJ Tools heard about ANCA and five years ago, he requested a meeting with Mr. Russell Riddiford, the president of ANCA for North America, to present him with an ambitious project. Riddiford believed in the project and helped the company buy their first machine. Juarez explained that they decided to use ANCA because “SJ Tools is an innovative company that likes to have the best technology and ANCA is always innovating. We like that because we are walking the same path.”
Russel Riddiford said, “Since I first met Edwin and spoke with him about the initial project with SJ Tools, I’ve been thrilled about the partnership! SJ Tools is an exciting company, with a team full of innovators that are pushing the boundaries and the art of toolmaking in Mexico. Under Edwin’s leadership, SJ Tools continues to invest in new Tool and Cutter Grinding technology, allowing them to expand into new industries and to continue to push the limit of toolmaking.” He added that as expertise grows and word of mouth gets out, SJ Tools’ demand for products continues to grow and that ANCA is honored to be one of their partners.
The company uses a wide variety of ANCA products and software but the ones they like the most are ANCA Tool Compensation and ANCA Wheel Compensation. This helps a lot to reduce adjustment times. In addition, automation allows machines to continue working on weekends without an operator.
Thanks to ANCA, “We have manufactured complicated tools with customers who themselves are surprised that they are manufactured in Mexico since large companies have not wanted to manufacture or sharpen since very tight tolerances are required. We are very happy with our machines and our customers are as well as we have helped them reduce costs and delivery times.”
Juarez praises ANCA for several reasons, including its software, service, and staff. He commented that “The simple form of their software, the attention of their technical service in the United States and Mexico has been captivating us more and more.” He also highlighted the help of Russell Riddiford, stating that he is grateful for his support from the first moment.
Benefits of tools that have multiple functions in a single tool include reduction in cycle times, as well as reducing and optimizing the use of inventory space. Referring to the increase in the number of tools with multiple functions, he concluded, “In such a competitive market each and every one of the companies that manufactures seeks savings. This is why we need to innovate, develop, design tools and look for processes that give better performance to our clients’ tools.”






For further information, please contact:
Amanda Bakun
Marketing and Communications Manager, Americas
M: +1 248 497 1168
Amanda.bakun@anca.com
ANCA is a market leading manufacturer of CNC grinding machines. It was founded in 1974 in Melbourne, Australia where the company still has its global headquarters. ANCA has offices in the UK, Germany, China, Thailand, India, Japan, Brazil and the USA as well as a comprehensive network of representatives and agents worldwide.
ANCA CNC grinders are used for manufacturing precision cutting tools and components across a diverse range of competitive industries including cutting tool manufacture, automotive, aerospace, electronics and medical.
Edwin Juarez
CEO, SJ Tools
T: +52 8441226437
E.juarez@sjtools.mx
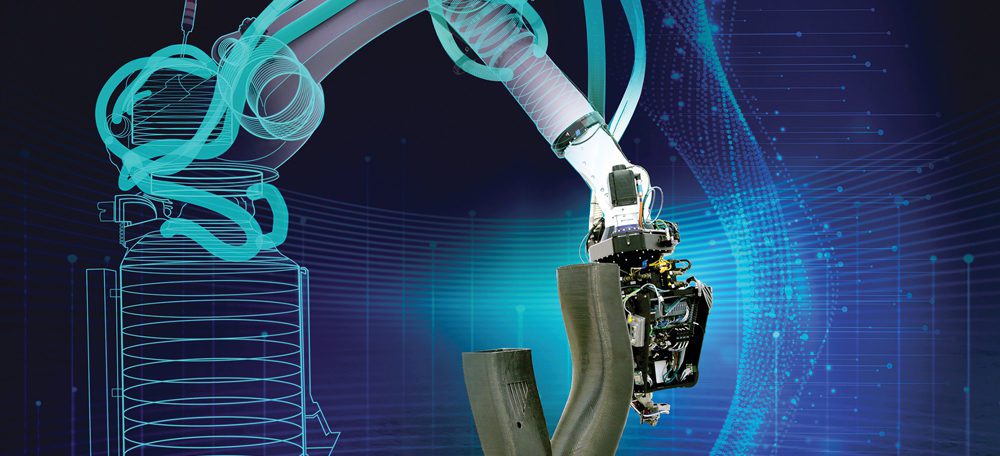
This industrial, true 6-axis continuous fiber-reinforced 3D printer enables tool-less rapid fabrication of aerospace-grade integrated composite structures.
Aerospace and defense design engineers and the complex components they develop require true manufacturing agility. Shepherding ideas from seeming impossibilities to sparks of inspiration to groundbreaking products that enable innovation can be both exhilarating and maddening. To iterate quickly and enable true collaboration, the fastest teams in engineering employ the Electroimpact SCRAM system powered by the Siemens SINUMERIK ONE CNC.
Helping to make the impossible possible, Electroimpact has integrated an in-situ out-of-autoclave thermoplastic Automated Fiber Placement (AFP) process, an advanced Fused Filament Fabrication (FFF) 3D printing process, a Fused Granulate Fabrication (FGF) 3D printing process, and subtractive machining into a unified Scalable Composite Robotic Additive Manufacturing (SCRAM) system. SCRAM is an industrial, true 6-axis continuous fiber-reinforced 3D printer that enables the tool-less rapid fabrication of aerospace-grade integrated composite structures.
High-performance thermoplastics combined with a high percentage of continuous fiber reinforcement are used to produce parts with exceptional material properties previously unheard of in the world of additive manufacturing. The enhanced performance of the 6-axis system offers unmatched dexterity and flexibility, enabling shapes, accuracies and intricacies not possible otherwise.
This technology has no equal in the industry and is a unique offering available only from Electroimpact. The capabilities and processing speed of the SINUMERIK ONE control empower Electroimpact engineers to achieve these breakthroughs in additive manufacturing.
Most 3D printing processes are more accurately described as 2.5D printing. The material is deposited successively in
flat slices, which when stacked together form a 3D object. In contrast, the SCRAM process renders true 3D printing.
Layers of continuous fiber-reinforced thermoplastic capably take the shape of complex contours, including aerodynamic surfaces and ducts for fluid flow. As a 6-axis process, fiber orientation within each layer can be tailored to the specific application, providing optimal strength and appropriate stiffness distribution throughout the part, much like a conventional AFP system.
In addition to the continuous fiber-reinforced thermoplastic printing process and the FGF support tool printing process, SCRAM cells are also fitted with two FFF nozzles optimized for deposition of thermoplastic material reinforced with short or “chopped” fiber.
A proprietary laser heating system is incorporated, producing exceptionally strong bonds between layers. This process is ideal for situations in which layering continuous fiber is geometrically impossible or otherwise does not make sense. “It allows us to deposit the material exactly where it needs to be and only where it needs to be, achieving the highest possible strength and lowest weight,” says Ryan Bischoff, senior composite engineer at Electroimpact.
This is a true 3D printing process where the layers are not simply a stack of planes. Complex geometries such as variable density core and other internal structures can be printed directly onto continuous fiber-reinforced layers with widely varying curvature. If desired, additional continuous fiber-reinforced layers can then be deposited on top of the chopped fiber-reinforced core structure, forming an upper skin.
The system is an integration of several additive and subtractive processes, combined with Electroimpact’s patented accurate robot, a rotating build platform and a climate-controlled build chamber.
Electroimpact then supercharges everything with the SINUMERIK ONE control from Siemens. “SINUMERIK ONE allows us to run more complicated code much faster,” says Kylie Martineau, Electroimpact controls engineer.
“Electroimpact expanded from doing mostly drilling and fastening to additive manufacturing about 15 years ago,” Bischoff says. “That move and the advancements over the years led to the development of a system that we call a ‘factory in a cell.’ Instead of needing a whole assembly line, with each dedicated machine only performing a single function, it is one system, which can be printing ducts for jet engines one day and a wing component the next. It can be quickly changed and adapted according to needs.”
The SCRAM enables the tool-less rapid fabrication of aerospace-grade integrated composite structures. This factory in a cell gives builders the option to produce low-run parts that make all the difference in their designs.
This might be a carbon fiber element for Formula One racing or a part made from a revolutionary alloy that is destined for space. For short runs or small runs, nothing can compete with this technology. “Here is where the factory in a cell helps teams develop parts much more quickly than a traditional facility. You complete the whole process within the SCRAM system. It makes sense because these are not the kind of parts that are produced in the thousands,” Bischoff says.
“Our customers are doing extraordinary work, and we are right there alongside them,” he adds. “Your Electroimpact engineer is with you though the lifespan of the system for all questions and requests. We are here to help builders push boundaries. We service our equipment till the day it dies. Support is one of the things that Electroimpact does better than anyone else in the industry.”
With the SCRAM system, 3D printing replaces the need for the traditional complex tooling development typically used for automated carbon-fiber layup. This eliminates the inflated cost and time investments needed in traditional tooling and development; therefore, the SCRAM system allows for faster corrections and modifications.
Once the complex tooling is printed, the SINUMERIK ONE control facilitates rapid changes throughout the process. First, the SCRAM system changes to a multi-axis milling head that finishes the form to exacting specifications. Then the SCRAM system changes once again to the 6-axis carbon-fiber placement head and applies the intricate pattern of carbon fiber tape to the support material.
Bischoff explains that the tape is deposited quickly, establishing the form. Next, the support material additive is then completely dissolved away, leaving behind a component in the exact shape the manufacturer needs.
“The knowledge that we’re able to dissolve the tooling without creating graywater brings us great peace of mind,” Bischoff says.
The SCRAM system, with the power of SINUMERIK ONE, also enables iteration. “We are working to make an open system that will support the material choices and make the parts each customer needs. We are driven by customer demand,” Bischoff explains.
Electroimpact engineers appreciate the advanced features of this next-generation control platform.
“The faster processor times for both motion control and PLC, combined with new functionalities of the SINUMERIK ONE, further enable the incredible work Electroimpact is doing with the SCRAM system,” says Steve Czajkowski, engineering manager at Siemens.
Brian Cubie, account manager for Siemens, agrees. “Our system is the foundation on which they are building, and it is just incredible to experience,” he says. “I have been in robotics for many years, and to see what the engineers at Electroimpact are doing in terms of digitalizing the factory floor is exciting. They are always at the forefront. Electroimpact does a phenomenal job of taking our new SINUMERIK ONE control and adding encoders for feedback and run it though their own kinematics.”
SINUMERIK ONE is built for high-speed processing that enables the accuracy needed for specialized parts. It is ideally suited to the SCRAM’s groundbreaking ability to shift from 3D printing to finishing and continuous carbon-fiber placement, all from one control.
SINUMERIK ONE makes product development faster, more flexible, and more efficient.
Looking towards the future, the SINUMERIK ONE control platform will take the SCRAM into advanced digital twin technology. This will help teams engineer a fully functioning machine even before a real-life prototype exists and for teams to transfer tasks from the real world to the virtual environment. It will keep projects moving consistently to the work preparation phase. Having SINUMERIK ONE as a built-in tool will help reduce overhead costs for projects and support.
“There‘s a huge industry push to having a digital twin,” Martineau says. “I am extremely excited about supporting SCRAM in our customers’ endeavors moving forward. Each customer is pushing what is possible. They are reaching for ideas that are slightly out of the ordinary. With this true digital twin, instead of needing to travel for an on-site visit or asking for photos or video footage of their challenges, the PLC will allow simulation right inside the control.”
Just as customers can run the digital twin from their computer, Martineau will be able to operate the digital control of a customer’s SCRAM right from hers.
“We hear from customers when they’re striving for the next level, pushing the system to the max. Being able to jump in and see what’s happening is so valuable,” she says. “The digital twin capabilities of SINUMERIK ONE will enable us to work extremely close to our customers in the future, supporting their desires to push the envelope of product development. With digital twin technology this accurate, customers will benefit from knowing we can jump in anytime to seamlessly help troubleshoot.”
Siemens and Electroimpact have been partners for more than 10 years. The SCRAM previously included the SINUMERIK 840D sl, a precision CNC control highly favored by the aerospace industry. SINUMERIK ONE is faster and excels at more complex code. With the advancements of the SINUMERIK ONE control, the possibilities are endless.
“Electroimpact is always pushing the envelope,” says Brian McMinn, head of the Siemens Machine Tool Systems business. “Their approach is to always be at the very leading edge of manufacturing technology. We are glad to be a part of their team as SINUMERIK ONE has the power and speed to make it all possible.”
Expect to see further advancements from Electroimpact in the next few years that raise the bar even higher for complex aerospace design and development.
The SINUMERIK ONE control will continue to evolve and support the next wave of design and development in machine building.
For more information and to watch the video, visit: usa.siemens.com/ei-scram






In the world of high-speed Newspaper production printing and inserting, the need to remain at peak performance is paramount. Recently, a leading bindery and newspaper equipment and printing controller supplier, Enternet Control Systems (Glastonbury, Connecticut) was presented the challenge to retrofit a Goss Magnapak newspaper inserting system. ECS serves many of the largest magazine, catalog, and newspaper printers in the country.

Turning to its partner on this project, Advanced Industrial Controls (AIC), a St. Louis area Siemens-authorized Solution Partner who specializes in field service and machine retrofits in the printing industry, ECS conducted a joint situation analysis to determine the components and software needed. It was decided that a complete electrical control and motion upgrade was required, necessitating the replacement of obsolete and tech-incompatible components, software and HMI.
The obsolete OEM inserter controls on the machine were to be replaced with a new ECS eNews Model 3000 Controller for monitoring and control of the inserter, along with downstream tracking and stacker control. Interface to the new controller over ProfiNet was required to allow multiple machine components to be interactively linked. Interface to customer’s existing planning system was provided through the eNews system as well as connectivity to the customers other four (4) existing eNews systems to enable flexibility in production as well as comprehensive reporting.
As the systems integrator and controls specialist on the project, AIC utilized the industry-proven Siemens Printing Solutions system architecture, which includes all the hardware platforms and software libraries for high usability and standardization. Having this capability handy drastically reduced the system evaluation and field testing required, from the sensors to the drives, PLCs, motion controller, HMI and wireless data communications hardware, as well as software.
Padraic Stapleton, project engineering manager from AIC, comments, “Using our experience retrofitting machines across many industries and our in-depth knowledge on the operations on the Magnapak, we first determined what functionality was needed for this machine. This included high-speed motor synchronization, safety requirements, high-speed signal processing to and from the ECS eNews controller, an ability to recover smoothly from bus failures, elimination of obsolete components, simplified operator controls and the ability for the customer’s maintenance personnel to troubleshoot issues. We then utilized our experience with the various Siemens product lines and chose the appropriate components and software to meet the requirements.”

Stapleton further noted that an aggressive project schedule was devised to fit the customer’s production requirements. This schedule comprised pre-engineering and fabrication that were performed at the AIC facility, including testing. This pre-onsite work allowed AIC to minimize the machine’s downtime and the actual installation was completed in seven days, as planned. The customer was ready to go online in seven weeks, also per plan. “This time frame exceeded the customer’s expectations and, overall, the project was completed on time, on budget and without any hiccups,” Stapleton mused.
An ambitious goal was set for this retrofit, as the result of these component and software upsides. The target for completion of the entire project was only two months, with installation calculated at one week and going back online in seven weeks.
Functionally, all hardware was powered up, configured and tested at AIC by their personnel, prior to beginning the install. AIC prewired all the hardware and also manufactured the back panels for the hardware, to further reduce install time onsite. At the customer’s location, all installation was indeed accomplished in one work week, performed by AIC technicians, so no other outside contractor costs were incurred, and plant personnel were freed to perform other tasks during the install time.

The startup was indeed completed in seven weeks, including all I/O checks, drive/motor tuning, testing of the entire Siemens motion control system plus training of the operations and maintenance personnel. Every station in the entire line on the Goss Magnapak was revamped, including the PLC enclosures, main drive cabinets, hoppers, releases, master and slave HMI, with wireless Scalance data transmitters provided for flexibility and mobility in the system.
Following restart of the line and over a tracked period of time in production, the end user’s plant has reported an ongoing net production increase of 15%, compared to the line performance before this upgrade and retrofit of the motion control system. Benefits to the end user included the elimination of obsolete components, a substantial increase in reliability with the new Siemens hardware, increased diagnostic capability resulting from the built-in data tracking tools and connectivity on the Sinamics drive system, a decrease in the complexity of the machine functions due to the incorporation of integrated safety functions in the new drives and most notably increased usability and flexible staging possibilities of the eNews controller onboard. At the most basic level, the distributed I/O system is highly scalable and connects seamlessly to the central controller over Profinet. A plug-and-play scenario is provided, making alterations on-the-fly more practical, faster and requiring less training time for the operators.

From the safety side, all e-stops, pushbuttons and guard switches are connected to the safety PLC through integrated safety I/O, with Siemens ProfiSafe onboard to control the STO (Safe Torque Off) function to all the drives in the system.
Device replacement was simplified, as the new devices can be detected and configured via the communication network to allow the replacement of modules without the need for any reconfiguration. The system automatically addresses and names the replacement modules, saving substantial setup time per station.

With integrally redundant Sinamics drive communication, in the event of one hopper drive or Profinet cable failure, all other hoppers remain operational and the drive can be disabled from the HMI without rewiring.
Following restart of the line and over a tracked period of time in production, the end user’s plant has reported an ongoing net production increase of 15%, compared to the line performance before this upgrade and retrofit of the motion control system. Benefits to the end user included:
At the most basic level, the distributed I/O system is now highly scalable and connects seamlessly to the central controller over Profinet. A plug-and-play scenario is provided, making alterations on-the-fly more practical, faster and requiring less training time for the operators, according to the end user.
Stapleton concludes, “The Siemens drives were chosen due to multiple reasons, including integrated safety functionality, built-in high speed inputs and outputs that were required for specific machine functions, proven hardware reliability, simplistic overall hardware architecture, proven motion synchronization functionality and the ability to have the drive configuration parameters integrated into one software programming package.”

AIC is a full-service integrator of electrical and automation systems, working the full suite of Siemens motion control components, robotic, SCADA, networking, power distribution, bar code, RFID and vision systems. The company further provides turnkey control panel fabrication, field service and parts inventory for customers.
With over 30 years in the industry, ECS offers its customers a wide range of inline bindery, newspaper, wrapper, mailtube and co-mail control systems for selective pocket feeding and tracking, multi-station inkjet addressing plus integrated camera technology for signature recognition, read and print capability, IMB and bar code verification.
For more information on this story, please contact:
Jason Tretter, President
Advanced Industrial Controls
1000 Eleven South
Columbia, IL 62236
618-977-4576
www.advancedindustrialcontrols.com
OR
Dave Carlos, Sales & Marketing Manager
Enternet Control Systems
21 Sequin Drive
Glastonbury, CT 06033
877-477-1325
www.ecsbindery.com
OR
John Meyer
Siemens Industry, Inc.
Digital Industries — General Motion Control
380 Kent Avenue
Elk Grove Village, IL 60007
Phone: 847-640-1595
www.usa.siemens.com/motioncontrol

 No. 1049 is a 1050°F (566°C), cabinet oven with two drawers from Grieve, currently used for annealing or normalizing processes at the customer’s facility. Workspace dimensions of this oven measure 39” W x 102” D x 51” H, with two drawers rated 250 lbs. loading with 36” wide x 78” deep x 15” high loading area. 800,000 BTU/hour installed in a modulating natural gas burner, while a 10,000 CFM, 7-1/2 HP recirculating blower provides horizontal airflow to the workload.
No. 1049 is a 1050°F (566°C), cabinet oven with two drawers from Grieve, currently used for annealing or normalizing processes at the customer’s facility. Workspace dimensions of this oven measure 39” W x 102” D x 51” H, with two drawers rated 250 lbs. loading with 36” wide x 78” deep x 15” high loading area. 800,000 BTU/hour installed in a modulating natural gas burner, while a 10,000 CFM, 7-1/2 HP recirculating blower provides horizontal airflow to the workload.
This Grieve oven features 10” thick insulated walls comprised of 2” 2000°F ceramic blanket and 8” of 10 lb/cf density rockwool. Features include a top mounted heat chamber, aluminized steel exterior and Type 304, 2B finish stainless steel interior. Additional features include a rear door for access to workspace and heat chamber, exhaust hood over drawers and motorized dampers on intake and exhaust for accelerated cooling.
The oven includes all safety equipment required by IRI, FM and National Fire Protection Association Standard 86 for gas-heated equipment, including 1800 CFM stainless steel powered forced exhauster. It also meets AMS2750, Class 2 (±10F), Type C (survey thermocouple at hottest and coldest location).
Controls on the No. 1049 include a digital indicating temperature controller, two digital shutdown timers, one for burner and one for oven and a circuit breaker disconnect switch.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, Illinois 60073-2835
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese

Market leader in high-precision pneumatic valves and other components machines 316SS and other materials, achieving better finish in less time with reduced power and less wire breakage, due to proprietary product from Global Innovative Products

Trevor McCoy, CNC/EDM programmer at Clippard, runs a FANUC wire EDM with the GIP proprietary PLASMA coated brass wire. McCoy states he achieves better finish with 15 to 20% improvement in run time. (machine hood open only for photo purpose)
Clippard (Cincinnati, Ohio) is a world leader in fluid control products and other high-precision components, and the company prides itself on having been vertically integrated for decades, since its founding in 1941. The company operates two ISO certified manufacturing locations in Ohio and does advanced machining of all types to produce its extensive catalog of standard and custom product solutions for a myriad of markets worldwide. At the heart of its machining capabilities are 12-axis CNC Swiss machines, CNC milling centers and CNC wire EDM’s, plus numerous post-finishing operations, including anodizing, EN plating and thermal deburring. Various metal and thermoplastic materials are machined.
Recently, after extensive discussions with a local EDM supply distributor, a proprietary hybrid coated brass wire was presented to the Clippard Director of Operations, Robin Rutschilling and his CNC/EDM Programmer, Trevor McCoy by Barry Ramsay of Global Innovative Products (hereafter GIP), a Mason, Ohio supplier of consumables for EDM shops through their GIP distributor network, who also produces a variety of its own products for need-specific operations in electrical discharge machining. One such product is a PLASMA hybrid coated brass wire, comprising of a gamma-phase intermetallic zinc alloy coated wire with brass core. This proprietary GIP innovation had proven out in numerous lab testings but needed “real world” production validation. Barry Ramsay and GIP application engineer Brad Hansard approached the team at Clippard.

Clippard uses wire EDM for the production of many components, including the tooling used in its conventional machine shops. All EDM work at Clippard is performed for internal production purposes, so one-offs are common, making speed a critical factor for the department.
As the product had been found suitable for all types of wire machines, with excellent auto-threading capability and increased performance, even at conventional brass wire settings, Ramsay felt confident the product would outperform what Clippard was currently using in its EDM shop, including other GIP wire. This new product was being offered in 0.008”, 0.010” and 0.012” (20mm, 25mm and 30mm) diameters, so Ramsay proposed giving the Clippard EDM department a supply for testing on one of its Fanuc wire machines.
Gamma phase brass is a brittle intermetallic alloy (Cu5Zn8) with a high zinc content (approximately 65% Zn) which can also be synthesized by a diffusion anneal. However, when such coatings are wire drawn subsequent to the diffusion anneal, the coating will fracture due to its brittleness and redistribute around the wire circumference creating a discontinuous layer sometimes described as a “porous layer”, which promotes turbulent flow enhancing the flushing of debris. However, it is zinc enrichment created at the surface combined with the elevated melting point of CuZn gamma phase (approximately 800ºC/1472ºF) which are the biggest factors contributing to the performance of Gamma Phase Brass coated wire.
The arrangement between the two companies actually began in a somewhat unconventional manner, as Trevor McCoy relates. “We have an Ocean hole popper (electrode/sinker EDM) and the circuit boards needed repair. Brad was able to do that kind of work, which I knew from previous experiences with him. So, he proposed exchanging the board servicing for the opportunity to test the GIP hybrid PLASMA wire. Seemed reasonable to us, so we agreed.” The FANUC wire EDM in the shop at Clippard seemed an ideal candidate for GIP, as well, as Barry Ramsay notes, “We knew they were running all types of materials and some very high-precision tooling used in their own machine shop for the production of various pneumatic components with very tight tolerances. It seemed a very good place to test our new wire, which had been proven out on our own EDM’s at GIP.” He further says it was a handshake deal, a “classic collaboration between two companies for their mutual benefit,” adding that application engineering supplied by GIP further enhanced the use of the product at Clippard, as the test learning process information was shared without reservation, so both companies benefited.
In this test case, many of the components were being run for the production of special parts being produced by Clippard for robotic arm articulation.
The testing immediately yielded positive results, as McCoy notes they were holding tolerances under a tenth, with a microfinish that was very important for the application. “We do a lot of custom work for our own use, over 50% of my production in EDM. Some of the hard tool steels are difficult to drill and we also run various others. The jobs require a lot of setup time and fixturing, so run time, finish and wire breaks all are critical for us.”
The goals for this proprietary wire testing were three, according to Barry Ramsay. “The characteristics of the PLASMA wire in production on the FANUC machine at Clippard were important, as the flushing of their precision components directly impacts quality. Further, we had our own test results galore but needed an outside house to validate what we were seeing. Lastly, we just wanted to help our friends at Clippard, who had been so cooperative and, in this case, needed our help with those circuit boards. It was a classic win-win for both of us, as all three goals were met.”
Multiple parts were EDM’d during the testing of this PLASMA wire, with full comparative data tracked on the test wire vs. conventional brass. One tool for a medical part was produced, for example, in :56 vs. 1:05 with five skim passes, a 16% improvement in overall production. McCoy notes, “We could apply more power to run faster. The GIP product consistently outperforms premium brass, based on my experience with both now.” He also cited a very practical advantage. “The PLASMA wire is as clean as conventional brass.” Ramsay adds the price point is also competitive, so there’s less of a premium to achieve these enhanced results.
Clippard is a third-generation, family-owned and operated company that has developed many pneumatic components for a variety of applications in industry, commercial and even fun applications. Clippard’s Chief Marketing Officer, Rob Clippard, developed this “air guitar” that operates with the company’s pneumatic valves and cylinders. See it in performance of the classic Pachelbel Canon in D below. A wonderful intersection of music’s magic with the technology of one very creative company!
Chris Agricola, Advertising Manager at Clippard, also contributed to this story.
For more information, please contact:
Robin Rutschilling
Director of Operations
CLIPPARD
7390 Colerain Avenue
Cincinnati, OH 45239
Phone: 513-521-4261
www.clippard.com
r.rutschilling@clippard.com
Or
Barry Ramsay
General Manager
GLOBAL INNOVATIVE PRODUCTS
7697 Innovation Way
Suite 200
Mason, OH 45050
Phone: 513-701-0441
www.gipintl.com
bramsay@gipintl.com

 No. 1050 is a 400°F (204°C), large capacity bench oven from Grieve, currently used for vacuum bagging at the customer’s facility. Workspace dimensions of this oven measure 36” W x 48” D x 36” H. 6.6 kW are installed in Incoloy sheathed tubular heating elements, while a 400 CFM, 1/3-HP recirculating blower provides airflow to the workload.
No. 1050 is a 400°F (204°C), large capacity bench oven from Grieve, currently used for vacuum bagging at the customer’s facility. Workspace dimensions of this oven measure 36” W x 48” D x 36” H. 6.6 kW are installed in Incoloy sheathed tubular heating elements, while a 400 CFM, 1/3-HP recirculating blower provides airflow to the workload.
This Grieve oven features 2” insulated walls, six (6) point vacuum manifold with individual shut-off valves, vacuum gauge and quick disconnect. Additional features include an aluminized steel exterior, Type 304, 2B finish stainless steel interior and an 80 CFM powered forced exhauster.
Controls on the No. 1050 include a digital programming temperature controller, manual reset excess temperature interlock with separate contactors and a recirculating blower airflow safety switch.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, Illinois 60073-2835
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese

 No. 1048 is a 350°F (177°C), clean room oven from Grieve, currently used for final cure of hardcoated optical lenses at the customer’s facility. Workspace dimensions of this oven measure 54” W x 63” D x 72” H. 60 KW are installed in Incoloy sheathed tubular heating elements, while a 6000 CFM, 5-HP recirculating blower provides horizontal airflow to the workload.
No. 1048 is a 350°F (177°C), clean room oven from Grieve, currently used for final cure of hardcoated optical lenses at the customer’s facility. Workspace dimensions of this oven measure 54” W x 63” D x 72” H. 60 KW are installed in Incoloy sheathed tubular heating elements, while a 6000 CFM, 5-HP recirculating blower provides horizontal airflow to the workload.
The Grieve clean room oven features 6” insulated walls, Type 304, 2B finish stainless steel interior with continuously backwelded seams and an aluminized steel exterior which is finished with white epoxy paint and a #4 brushed finish stainless steel door cover. The oven is humidity controlled, including dew point sensor and steam humidifier.
Additional features include a motorized damper on exhaust for accelerated cooling, 24” x 24” x 6” thick HEPA fresh air filter with 2” prefilter, four (4) 30” x 24” x 12” thick stainless steel high temperature HEPA recirculating filters and minihelic pressure gauge across recirculation filters, as well as an 8” x 10” double pane window, interior oven light and a circuit breaker disconnect switch. The oven includes all safety equipment for handling flammable solvents (including explosion venting door hardware and 325 CFM powered forced exhauster) and NFPA 79 electrical construction (including NEMA 12 control panel and rigid conduit.)
Controls on the No. 1048 include a digital programming temperature controller to control temperature and humidity, manual reset excess temperature interlock with separate contactors and an SCR power controller.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, Illinois 60073-2835
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese

 No. 841 is a 650°F (343°C), universal oven from Grieve, currently used for a variety of heat treatments at the customer’s facility. Workspace dimensions of this oven measure 36” W x 36” D x 36” H. 9 KW are installed in Incoloy sheathed tubular heating elements, while a 600 CFM, 1/2 HP recirculating blower provides universal airflow to the workload.
No. 841 is a 650°F (343°C), universal oven from Grieve, currently used for a variety of heat treatments at the customer’s facility. Workspace dimensions of this oven measure 36” W x 36” D x 36” H. 9 KW are installed in Incoloy sheathed tubular heating elements, while a 600 CFM, 1/2 HP recirculating blower provides universal airflow to the workload.
This Grieve universal oven features 6” insulated walls, aluminized steel exterior and Type 430 stainless steel interior with double doors. Additional features include a workspace floor reinforced for 500 lbs loading at removable subway grate and an integral leg stand.
Controls on the No. 841 include a digital programming temperature controller, manual reset excess temperature controller with separate contactors and a recirculating blower airflow safety switch.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, Illinois 60073-2835
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese








