
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
In the world of high-speed Newspaper production printing and inserting, the need to remain at peak performance is paramount. Recently, a leading bindery and newspaper equipment and printing controller supplier, Enternet Control Systems (Glastonbury, Connecticut) was presented the challenge to retrofit a Goss Magnapak newspaper inserting system. ECS serves many of the largest magazine, catalog, and newspaper printers in the country.

Turning to its partner on this project, Advanced Industrial Controls (AIC), a St. Louis area Siemens-authorized Solution Partner who specializes in field service and machine retrofits in the printing industry, ECS conducted a joint situation analysis to determine the components and software needed. It was decided that a complete electrical control and motion upgrade was required, necessitating the replacement of obsolete and tech-incompatible components, software and HMI.
The obsolete OEM inserter controls on the machine were to be replaced with a new ECS eNews Model 3000 Controller for monitoring and control of the inserter, along with downstream tracking and stacker control. Interface to the new controller over ProfiNet was required to allow multiple machine components to be interactively linked. Interface to customer’s existing planning system was provided through the eNews system as well as connectivity to the customers other four (4) existing eNews systems to enable flexibility in production as well as comprehensive reporting.
As the systems integrator and controls specialist on the project, AIC utilized the industry-proven Siemens Printing Solutions system architecture, which includes all the hardware platforms and software libraries for high usability and standardization. Having this capability handy drastically reduced the system evaluation and field testing required, from the sensors to the drives, PLCs, motion controller, HMI and wireless data communications hardware, as well as software.
Padraic Stapleton, project engineering manager from AIC, comments, “Using our experience retrofitting machines across many industries and our in-depth knowledge on the operations on the Magnapak, we first determined what functionality was needed for this machine. This included high-speed motor synchronization, safety requirements, high-speed signal processing to and from the ECS eNews controller, an ability to recover smoothly from bus failures, elimination of obsolete components, simplified operator controls and the ability for the customer’s maintenance personnel to troubleshoot issues. We then utilized our experience with the various Siemens product lines and chose the appropriate components and software to meet the requirements.”

Stapleton further noted that an aggressive project schedule was devised to fit the customer’s production requirements. This schedule comprised pre-engineering and fabrication that were performed at the AIC facility, including testing. This pre-onsite work allowed AIC to minimize the machine’s downtime and the actual installation was completed in seven days, as planned. The customer was ready to go online in seven weeks, also per plan. “This time frame exceeded the customer’s expectations and, overall, the project was completed on time, on budget and without any hiccups,” Stapleton mused.
An ambitious goal was set for this retrofit, as the result of these component and software upsides. The target for completion of the entire project was only two months, with installation calculated at one week and going back online in seven weeks.
Functionally, all hardware was powered up, configured and tested at AIC by their personnel, prior to beginning the install. AIC prewired all the hardware and also manufactured the back panels for the hardware, to further reduce install time onsite. At the customer’s location, all installation was indeed accomplished in one work week, performed by AIC technicians, so no other outside contractor costs were incurred, and plant personnel were freed to perform other tasks during the install time.

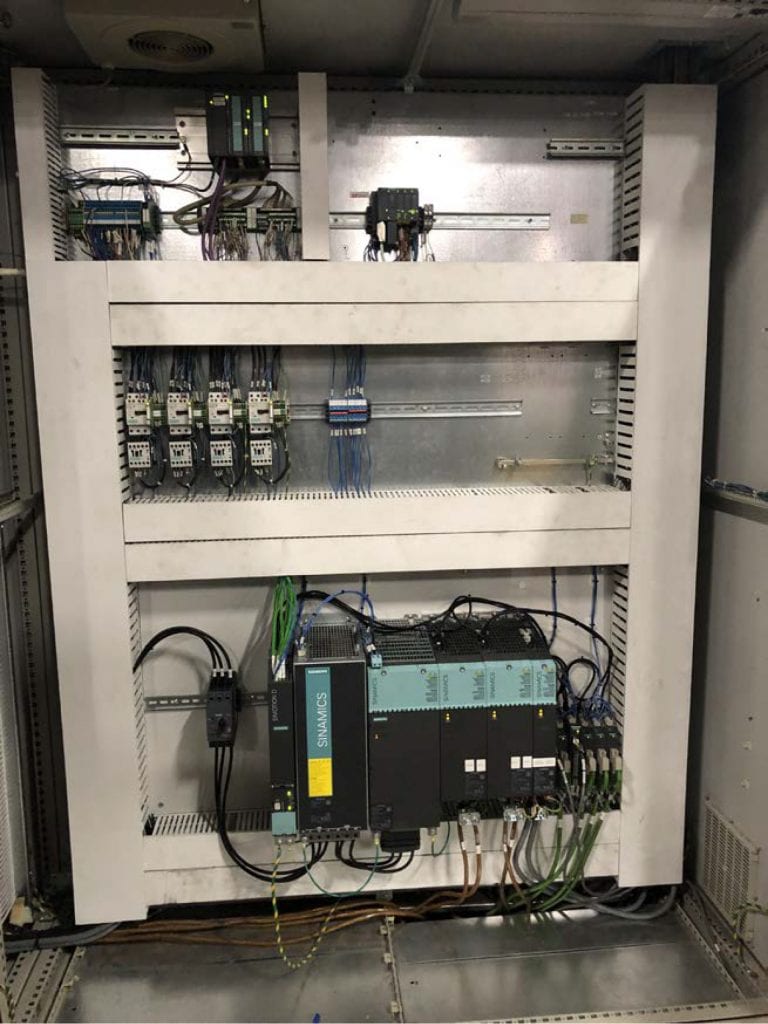
The startup was indeed completed in seven weeks, including all I/O checks, drive/motor tuning, testing of the entire Siemens motion control system plus training of the operations and maintenance personnel. Every station in the entire line on the Goss Magnapak was revamped, including the PLC enclosures, main drive cabinets, hoppers, releases, master and slave HMI, with wireless Scalance data transmitters provided for flexibility and mobility in the system.
Following restart of the line and over a tracked period of time in production, the end user’s plant has reported an ongoing net production increase of 15%, compared to the line performance before this upgrade and retrofit of the motion control system. Benefits to the end user included the elimination of obsolete components, a substantial increase in reliability with the new Siemens hardware, increased diagnostic capability resulting from the built-in data tracking tools and connectivity on the Sinamics drive system, a decrease in the complexity of the machine functions due to the incorporation of integrated safety functions in the new drives and most notably increased usability and flexible staging possibilities of the eNews controller onboard. At the most basic level, the distributed I/O system is highly scalable and connects seamlessly to the central controller over Profinet. A plug-and-play scenario is provided, making alterations on-the-fly more practical, faster and requiring less training time for the operators.

From the safety side, all e-stops, pushbuttons and guard switches are connected to the safety PLC through integrated safety I/O, with Siemens ProfiSafe onboard to control the STO (Safe Torque Off) function to all the drives in the system.
Device replacement was simplified, as the new devices can be detected and configured via the communication network to allow the replacement of modules without the need for any reconfiguration. The system automatically addresses and names the replacement modules, saving substantial setup time per station.

With integrally redundant Sinamics drive communication, in the event of one hopper drive or Profinet cable failure, all other hoppers remain operational and the drive can be disabled from the HMI without rewiring.
Following restart of the line and over a tracked period of time in production, the end user’s plant has reported an ongoing net production increase of 15%, compared to the line performance before this upgrade and retrofit of the motion control system. Benefits to the end user included:
At the most basic level, the distributed I/O system is now highly scalable and connects seamlessly to the central controller over Profinet. A plug-and-play scenario is provided, making alterations on-the-fly more practical, faster and requiring less training time for the operators, according to the end user.
Stapleton concludes, “The Siemens drives were chosen due to multiple reasons, including integrated safety functionality, built-in high speed inputs and outputs that were required for specific machine functions, proven hardware reliability, simplistic overall hardware architecture, proven motion synchronization functionality and the ability to have the drive configuration parameters integrated into one software programming package.”

AIC is a full-service integrator of electrical and automation systems, working the full suite of Siemens motion control components, robotic, SCADA, networking, power distribution, bar code, RFID and vision systems. The company further provides turnkey control panel fabrication, field service and parts inventory for customers.
With over 30 years in the industry, ECS offers its customers a wide range of inline bindery, newspaper, wrapper, mailtube and co-mail control systems for selective pocket feeding and tracking, multi-station inkjet addressing plus integrated camera technology for signature recognition, read and print capability, IMB and bar code verification.
For more information on this story, please contact:
Jason Tretter, President
Advanced Industrial Controls
1000 Eleven South
Columbia, IL 62236
618-977-4576
www.advancedindustrialcontrols.com
OR
Dave Carlos, Sales & Marketing Manager
Enternet Control Systems
21 Sequin Drive
Glastonbury, CT 06033
877-477-1325
www.ecsbindery.com
OR
John Meyer
Siemens Industry, Inc.
Digital Industries — General Motion Control
380 Kent Avenue
Elk Grove Village, IL 60007
Phone: 847-640-1595
www.usa.siemens.com/motioncontrol
Machine builder develops fully automated die handling system with 15,000-pound capacity to load and unload presses with staging tables for continuous production; die change time reduced from two hours to ten minutes

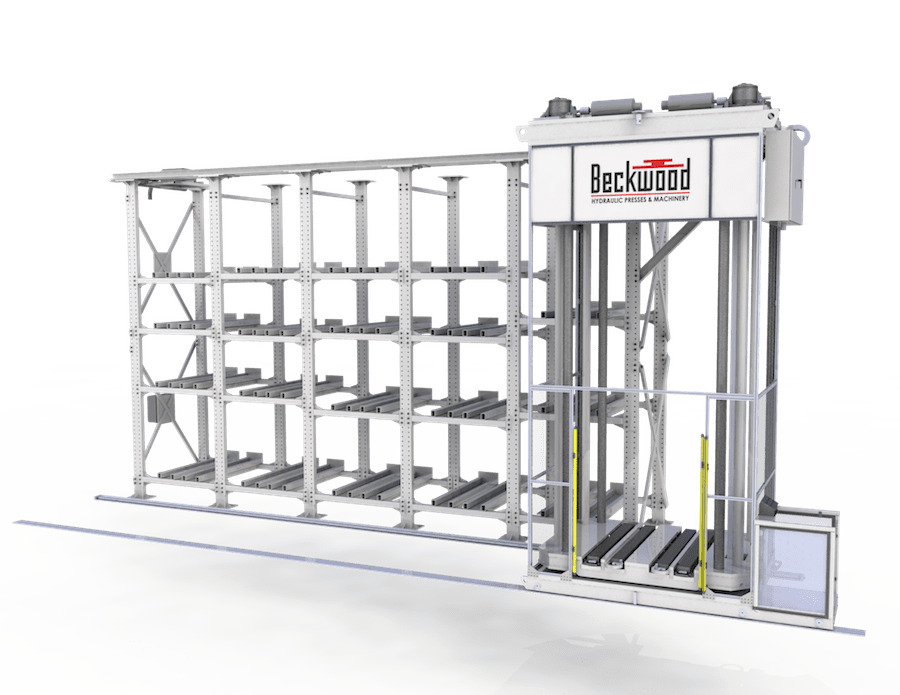
Beckwood twin hydraulic presses, each 1400-ton plus Quick Die Change (QDC) assembly with 15,000-pound load capacity and T-table staging devices for fully automated workflow.
Beckwood Corporation in Fenton, Missouri (St. Louis) is a leading manufacturer of custom hydraulic presses, automation systems and the Triform line of precision forming equipment. While their machinery serves a variety of industries and applications, they excel at developing robust aerospace forming technologies engineered for accuracy and repeatability. In detailing the sophistication of their machine designs for this challenging market segment, their website includes something of a company mantra, “It IS rocket science.”
One customer, a metalform fabricator and producer of various components for the commercial and military aircraft sectors, brought Beckwood their challenge. The company was seeking a turnkey package consisting of two 1400-ton hydraulic presses and two automated stamping die handling systems to load and unload the presses more efficiently than the conventional forklift and manual labor-intensive system this customer was currently utilizing. The presses and quick die change (QDC) workcells would be used to form a variety of parts in relatively low volumes, so the system to be designed needed a more automated die handling system. In addition, a 42”-diameter deep draw sheet hydroforming press with staging table was needed. Such a press would be the largest of its kind in the world, once produced.

Siemens motion control and HMI are used on the entire system, with Safety Integrated features, allowing operators to remain outside the work envelope, in full machine process and monitoring mode.
A critical part of the challenge involved the need for a QDC system with 15,000-pound capacity to feed each 1400-ton press. As Beckwood’s lead electrical engineer John Harte explains, “We conducted a thorough review with all our local die cart suppliers and all passed on the bid, citing too many obstacles on that large a load. So, as we often do, we decided to design, engineer and build the system ourselves.” The presses each had a footprint approximately 30’ square, and the QDC would need to service the presses with T-table staging devices, allowing the next die to be prepped and ready to insert upon completion of the previous run cycle.
With the degree of automation involved, Beckwood worked with the customer’s engineering staff to devise a workcell concept comprised of two 4-post presses, each with a QDC system including a cart, rack and T-table with 15,000-pound load capacity. Each press would be over 33’ in height and positioned in a 10’ deep pit.
As the customer was a longtime user of Siemens motion control and HMI, they specified this supplier for the project. Harte connected with Derek Eastep, his account manager for Siemens, and the product list for the project began to take shape. Various drives, PLCs, displays and motion controllers were specified. The latter was a critical component, as the motion controller was required to operate all press movements, as well as the motor starters, QDC integration, light curtains that protect the workcell and operators plus area scanners that maintain the integrated safety condition monitoring on the entire cell.
The system logic and data logging setup was to be done by the customer, who had considerable experience with Siemens controls, with the Beckwood team integrating the QDC and overall cell management.
The QDC operates in tandem with the two presses, using four 15HP motors to drive the lead screws on this massive die handling system. They are electrically geared through the onboard Siemens PLC to move the ram and shuttle. Additional motors and drives on the feed tables allow the next die to be positioned during press operation. When a press cycle is completed, the air bags on the feed tables lift the next die for positioning onto the QDC, then a shuttle inserts the die inside the press, with all motion controlled by the PLC. These T-tables and the QDC were designed, engineered, built and tested by Beckwood at their factory prior to shipment and installation at the customer’s facility. Both Beckwood and Siemens personnel were active in the commissioning of the entire system.
Press/QDC workcell currently utilized by a metalform fabricator in the commercial and military aircraft industries.
The PLC is a Siemens S7-1515—a robust controller that integrates function control, safety and condition display in a single module with Profinet protocol for bus communication. Through the TIA Portal and Step 7 software provided by Siemens, the end user can customize the operation of the devices remotely, integrating multiple part files and related safety commands in one controller. This “library” feature allows the end user, as they run a variety of parts during a shift, for example, to use one software package to program quickly and more efficiently. Likewise, the safety switches on the entire system are programmed through this secure and redundant safety back-up software through the TIA Portal.
All motor movements on the twin four-post presses are controlled with Siemens drive technology. In operation, the Beckwood presses with the QDC systems are expected to reduce die setup and changeover from approximately two hours to ten minutes.
As Derek Eastep from Siemens notes, “Because the end user was a longtime customer, we performed the application engineering with Beckwood and their customer, fully confident that the system would be set up and running in a relatively short time, as all parties had good familiarity with our protocols.” Harte adds, “We used the Selector, Sizer and Starter engineering tools from Siemens to spec and then commission the drives, which saved us a substantial amount of time. It made our lives a lot easier,” he muses.
The two 1400-ton presses in the workcells are Beckwood’s robust four-post frame style with replaceable, graphite-impregnated bronze bushings and solid chrome-plated posts to ensure precision ram guidance. Designed to form parts with challenging geometries in low-volume, high-mix production environments, the 42” Triform deep draw sheet hydroforming press will be the largest press of its kind in the world.
Josh Dixon, director of sales & marketing at Beckwood, says in the company video, “We hate the word ‘no’.” The success of this unique and first-of-kind press and QDC workcell, built by Beckwood with the help of its controls supplier Siemens, bears out that statement.
Due to the versatile nature of Beckwood’s “built to order” business model, their machines are engineered to serve a variety of industries. Beckwood’s extensive experience serving so many industries provides a unique vantage point that customers find incredibly valuable. They are often able to recommend process improvements that customers may have never known or considered, revolutionizing their manufacturing operations. Beyond metal forming, the company also manufactures presses used to form rubber, plastic, composites and other material substrates. The business started in 1976 and is today led by company president Jeff Debus.
For more information on this story, please contact:
BECKWOOD CORPORATION
889 Horan Drive
Fenton, MO 63026-2405
Phone: 636-343-4100
www.beckwoodpress.com
or
Siemens Digital Factory
5300 Triangle Pkwy
Norcross, GA 30092
(678) 427-8319
About Siemens USA
Siemens Corporation is a U.S. subsidiary of Siemens AG, a global powerhouse focusing on the areas of electrification, automation and digitalization. One of the world’s largest producers of energy-efficient, resource-saving technologies, Siemens is a leading supplier of systems for power generation and transmission as well as medical diagnosis. With approximately 348,000 employees in more than 190 countries, Siemens reported worldwide revenue of $86.2 billion in fiscal 2015. Siemens in the USA reported revenue of $22.4 billion, including $5.5 billion in exports, and employs approximately 50,000 people throughout all 50 states and Puerto Rico.
Continue readingCatalytic converter can production improved by 20 percent with roll former and laser welder. View the case study here and visit Siemens at Fabtech, Booth S-4686!
For additional product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: SiemensMTBUMarCom.industry@siemens.com.
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue reading