
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
CAROL STREAM, ILLINOIS – The demand has never been greater for specialized supply chains that deliver medical materials to meet the production demands of OEM’s. These businesses are acutely aware of the need to use quality metals and materials in their products to assure performance, durability and long-term reliability. Due to the recent revisions to ASTM standards F136 and F138, Banner Medical has installed a multi-axis, computer controlled Ultrasonic Inspection System designed and built by Matec Inspection Companies, Inc., for precision ground bars.
ASTM F136 and ASTM F138 are commonly specified standards in the design of titanium and stainless steel surgical implants; and recent revisions to each standard call for ultrasonic testing at final diameter for all centerless ground, or peeled and polished bars, which are greater than or equal to .375” in diameter.
“The decision to purchase this highly versatile inspection system was driven by the current and future needs of our customers. We are experiencing greater demand for ultrasonic testing of medical grade raw materials and the recent changes to ASTM standards F136 and F138 will increase demand even further in the very near term,” said Bob Khin, Vice President of Quality Assurance, Banner Medical.
“We recognize the impact these revisions will have on our customers. Ultrasonic testing at final diameter has the potential to add significant delays and cost to the supply chain. Our new ultrasonic inspection unit allows us to ensure the precision of centerless grinding and testing under one roof. We are providing our customers with a cost effective, time saving solution to the problems which could arise as manufacturers begin to comply with these changes. We will maintain the inventory, production capability, and testing equipment in a medical focused factory,” said Dan Stoettner, Executive Vice President and Chief Operating Officer.
To fully comply with industry testing standards, Banner Medical has hired additional qualified personnel to operate the equipment and implement the proper management systems including Rick Wallen, Director of Technical Services. He will assume full responsibility for the ultrasonic testing program. Rick was employed at Zimmer Inc. for 34 years in various roles and most recently served as Principal Engineer, Quality. He was responsible for all nondestructive testing requirements company-wide.
“We feel very fortunate to have Rick join our team. He is an industry recognized expert in ultrasonic testing and Quality Management Systems, and we are certain he will make an immediate impact within our organization. Rick is an ASTM certified Level III Engineer and an ASQ certified Quality Auditor. He is going to help us provide the very best service to our customers,” said Bob Khin.
###
Banner Medical serves the medical device, implant, and instrument industry with medical-grade metal materials; Banner Medical is ISO 13485 and ISO 9001 certified, and FDA CFR part 820 compliant.
For more information:
BILL NORLANDER
Medical Products Specialist
494 East Lies Road
Carol Stream, IL 60188-9425
P:630.868.1230
F:630.653.7555
E: bnorlander@banner-medical.com
www.banner-medical.com
MIKE HADLEY
Supply Chain Manager
494 East Lies Road
Carol Stream, IL 60188-9425
P:630.868.1229
F:630.653.7555
E: mhadley@banner-medical.com
www.banner-medical.com
North American users can now make full use of the benefits of a modular product, built to NEC (NFPA 70) standards, to configure common DC bus lineups and high horsepower drives, with optional UL/cUL listing
 Siemens announces a new version of its popular Sinamics S120 Cabinet Module (CM) drive packages, compliant with North American standards and offered with optional UL/cUL listing. This unique product enables easy configuration of complex common DC bus lineups for multi-motor coordinated drive systems, as well as high horsepower (hp) stand-alone drives for a wide variety of industrial applications.
Siemens announces a new version of its popular Sinamics S120 Cabinet Module (CM) drive packages, compliant with North American standards and offered with optional UL/cUL listing. This unique product enables easy configuration of complex common DC bus lineups for multi-motor coordinated drive systems, as well as high horsepower (hp) stand-alone drives for a wide variety of industrial applications.
Key to the global growth of the Sinamics S120 CM range is its modularity and flexibility. Pre-designed, fully type-tested modules, including line side components, line infeeds (bus supplies) and motor inverters, all with a broad range of standard options, are selected and configured by the customer. Compared to the traditional approach of custom-engineered systems, this approach offers significant reduction in engineering and manufacturing lead times, which translates into reduced project costs and a compressed delivery schedule, while minimizing technical and commercial risk on even the most complex drive systems.
Individual cabinet modules from Siemens have a standardized power and control interface, which allows them to be freely positioned in a lineup that best suits the particular application and makes them easy to install and connect. The broad range of standard options including the DC bus current rating and enclosure type, for example, is available to tailor selections to best meet jobsite and environmental conditions. Despite standardization, this design offers a high degree of flexibility for both power and control circuits. For line side converters, there is a choice of non-regenerative Basic Line Module (diode rectifier) or fully regenerative Smart and Active Line Modules. Both of these are IGBT inverters, the Smart Line Module being a more basic six-pulse unit, while the Active Line Module offers low harmonics exceeding the demands of IEEE 519. Unity or controllable power factor and DC bus voltage control allows stable operation of motors even on irregular power supply systems. Basic and Smart Line Modules can also be configured in 12-, 18- or 24-pulse systems for low harmonic operation. All these configurations are now compliant with the National Electrical Code (NFPA 70) and Short Circuit Current Ratings per UL508A supplement SB, up to 100 kA.
The SINAMICS S120 firmware, combined with Drive-CLiQ (the flexible backplane bus), allows users to assign control units multiple Line and Motor Modules, plus mount the control units and associated I/O and sensor modules anywhere within the line-up or even remotely in a centralized control cabinet or control room. Drive-CLiQ provides automatic electronic nameplate, real-time control data transfer, diagnostic and parameter value gathering and fault tolerant transfer protocols. For external control systems, high-speed industrial Ethernet communications can be parameterized for EtherNet/IP, PROFINET or Sinamics Link (peer-to-peer), while programming can be done via a dedicated port or Ethernet TCP on the Ethernet network simultaneously with Profinet or EtherNet /IP.
Sinamics S120 Cabinet Modules were designed to address the need for a complete, ready-to-connect-and-run drive system that enables customers to configure an enclosed drive lineup with a central line infeed (rectifier) and common DC bus, supplying power to multiple motor modules (inverters). Typical uses for such systems requiring multi-motor coordinated drive systems include paper machines, steel rolling mills, test stands, cranes, mixers and oil/gas field equipment. Very high horsepower single drive applications also benefit from this Siemens system.
The use of a common DC bus configuration with these new drive packages allows energy exchange between motors that are simply powering and others regenerating power back to the AC system, which can save up to 80% of the energy consumed when using standard installations.
For specific product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: SiemensMTBUMarCom.industry@siemens.com
Continue reading Field-replaceable 24-bit encoders in 10 styles and reduced lead times highlight new line of servomotors; three inertia versions, seven shaft heights on highly-configurable line
Field-replaceable 24-bit encoders in 10 styles and reduced lead times highlight new line of servomotors; three inertia versions, seven shaft heights on highly-configurable line
Siemens Industry, Inc. announces reduced lead times for its Generation II Simotics 1FK7 servomotors. Highly-configurable to suit a wide variety of applications, this new line features seven shaft heights, Quick-Connect power connector and high-accuracy 20- and 24-bit field replaceable encoders in 10 styles, all combined with a four-week lead time beginning July 1, 2013 — and ultimately reduced to three-weeks beginning January 1, 2014 on all models.
The Generation II servomotor offers three inertia versions — standard, high-dynamic for rapid acceleration jobs, and high-inertia for maximum smooth running. These motors are designed for operation without external cooling and the heat is dissipated through the motor surface. With 10 styles of field-replaceable encoders, the 1FK7 Generation II servomotors provide easy maintenance in the field, with reduced downtime and operating cost savings. Further, a 10 percent improvement in continuous (S-1) power is achieved since the encoders are mechanically and thermally decoupled from the motor. The mechanical decoupling also means the encoder is more resistant to vibration conditions on the machine. In addition, there is no need for battery back-up on the absolute encoders.
 Generation II Simotics 1FK7 servomotors provide users with 3x overload, 2.5 percent torque ripple, cross profiling for easier mounting, Siemens Drive-Cliq interface for easier field commissioning and unit recognition with the Siemens Sinamics S120 drive family, plain shaft or keyway design, three IP ratings and are supplied with or without holding brake.
Generation II Simotics 1FK7 servomotors provide users with 3x overload, 2.5 percent torque ripple, cross profiling for easier mounting, Siemens Drive-Cliq interface for easier field commissioning and unit recognition with the Siemens Sinamics S120 drive family, plain shaft or keyway design, three IP ratings and are supplied with or without holding brake.
The full application of engineering assistance and service of the global Siemens network supports this new line of servomotors.
For more information on these new Siemens servomotors, please visit www.usa.siemens.com/simotics.
For product information and inquiries, call +1 800 879 8079 ext. Marketing Communications or e-mail SiemensMTBUMarCom.industry@siemens.com.
Continue readingStandard and custom styles available for all popular machine tools; offered for all tapers, including HSK and BT30; fixed and adjustable models

Adjustable Angle Heads
Heimatec, a world leader in live tools and multi-spindle drill heads, today announces immediate availability of its newest development, a line of standard and custom angle heads, available in all popular sizes and styles to accommodate today’s machine tools and CNC machining center builders.
Designed for heavy milling, deep drilling and tapping operations often found in the off-highway, energy, rail and other heavy-duty industries, this new Heimatec line of angle heads features twin or double twin sets of matched angular contact bearings plus a rear radial support bearing, ensuring maximum stability in use.
All the gears on these angle heads have inclined teeth made from high-resistance gear steel and have been specially hardened, ground and lapped in sets to provide the smoothest transmission output possible.
Heimatec angle heads are made from high-tensile strength aluminum. High-precision spindle bearings maintain the highest possible spindle concentricity.

Heimatec Angle Heads offered in various sizes and styles for all popular machining centers
Full 360º body rotation with positive compression locking, 90º incremental repositioning without indicating, maximum torque to 150 Nm, gear ratio 1:1 standard with others available, spindle speeds to 18,000 rpm and interchangeable torque arms are other standard features of this line from Heimatec.
CAT 40, BT 40, BT 30, HSK 63A, CAT 50, BT 50 and HSK 100A taper styles are available, as well as custom modifications such at 18” extension shafts. Heimatec offers a full one-year warranty on all parts and labor.
Click HERE to view a short video on the product.
For further information and literature, or to arrange a demo on this new line, please contact:
Preben Hansen, President
HEIMATEC INC.
16 E. Piper Lane Suite 129
Prospect Heights, IL 60070
Phone: 847-749-0633
Fax: 847-749-2445
Email: info@heimatecinc.com
Website: www.heimatecinc.com
Connect with Heimatec Inc: ![]()
![]()
![]()
![]()
![]()
—
Heimatec is an international tooling manufacturer, based in Renchen, Germany. Its experienced staff is dedicated to providing customers the most innovative tooling technology possible. In 2010, the company opened Heimatec Inc. in Prospect Heights, IL, near Chicago, to serve its growing North American customer base with sales and service, plus an extensive inventory of products. Heimatec serves the auto, aero, medical, off-highway, rail, energy, woodworking, composites and other industries, as well as an ever-increasing number of machine tool OEM’s worldwide.
Continue reading No. 1014 is a 350ºF electric shelf oven from Grieve, currently used for curing composites at the customer’s facility. Workspace dimensions on this oven measure 84” W x 30” D x 54” H. 25 KW are installed in Incoloy-sheathed tubular elements to heat the oven chamber, while a 1000 CFM, 1-HP recirculating blower provides horizontal airflow across the workload.
No. 1014 is a 350ºF electric shelf oven from Grieve, currently used for curing composites at the customer’s facility. Workspace dimensions on this oven measure 84” W x 30” D x 54” H. 25 KW are installed in Incoloy-sheathed tubular elements to heat the oven chamber, while a 1000 CFM, 1-HP recirculating blower provides horizontal airflow across the workload.
This Grieve shelf oven features 4” insulated walls, aluminized steel exterior, Type 304, 2B finish stainless steel interior and six 200 lb. capacity (each) shelves supported by ball slides with shelves extending 30” in front of oven for easy loading/unloading.
Controls onboard No. 1014 include all safety equipment needed for handling flammable solvents, including explosion-venting door hardware, plus a 12-port vacuum manifold with pressure gauge and hand valve at each port, solenoid valve to relieve vacuum and 2-HP rotary vane vacuum pump with pre-filter.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
Advanced Machine & Engineering (AME) provides solutions to run 56 different block sizes at Rockford-area machine shop
In its production of various cylinder and related products for hundreds of customers, TRD Manufacturing, Inc. of Machesney Park, Illinois (near Rockford), a division of Bimba, one of the leaders in actuation devices, was challenged by an ever-increasing variety of sizes, styles and materials in their workpiece blocks. As VP of Operations Kerry Reinhardt explains, “TRD is a fast-paced manufacturer but very dedicated to high quality and fast turnaround on deliveries. We have an established reputation as a solution provider to the fluid power industry.” The company sells through distribution with its end users found in the general manufacturing, automation integration, mining, forestry, medical, food and various mill industries. TRD products are regularly specified as OEM components, plus the company serves the huge MRO marketplace.
To meet the demand for products in an ever-expanding line, complicated by the just-in-time delivery schedules often encountered, as Manufacturing Manager Tom Jensen notes, “TRD was seeking a partner who could develop fixturing to fit our manufacturing business model of quick set-up and the flexibility to run small or large batches of product from a multitude of block sizes.”
TRD turned to a local supplier of various machine tool components, Advanced Machine & Engineering (AME) in Rockford, Illinois. The head of the AME workholding group, Alvin Goellner, observes, “After a few discussions and visits to each other’s plants, we knew TRD would benefit most from our Triag line of modular workholding devices.”
Tom Jensen concurs. “We knew AME had a reputation for building top quality fixturing. Their in-house manufacturing capabilities were very impressive and we knew they could handle a project of this size, based on the other customers they serve and the fact that they are just across town from us, which made it easier to work through the preliminary discussions, quoting and final product delivery.” The horizontal machining center (HMC) used for this particular application at TRD is an Enshu GE480H, with 30” x 30” x 30” travel and a 180-position toolchanger, expandable to 240-position. Workpieces are mounted and handled on a Fastems 10-station pallet changer. Currently, the block sizes run at TRD are 56 in number and run in sizes from 1” x 2” x 2” to 3” x 9-1/2” x 14”. Weights range up to 114 lbs. Final part varieties produced on the machine number over 450, made from 1018 steel and 303 stainless. Lot sizes vary from one-offs to 500, but generally run between 25-50 on average. This machining center set-up runs two shifts per day, with the expectation of running 24/7 during peak demand periods.
The challenge for Alvin Goellner and his team at AME was to design a series of fixtures that was flexible enough to hold 56 different block sizes, offer quick changeover and offer the ability to run different parts on each side or run multiple pallet loads of the same part in high production, when needed. As Goellner notes with a smile, “It was a real one-size-really-can-fit-all situation. We knew the HMC with pallet changer was very costly to run, so keeping downtime to a minimum was essential.”
The solution came in the form of ten Triag custom modular tombstone-style fixtures from AME, who partners with Triag, a major European workholding component supplier, as their exclusive North American distributor. As Jensen notes, “The fixturing in our existing machining cell was fixed, based on block size. AME fixtures use a vise system that quickly adjusts to any size with repeatability, a really key factor in the equation, as it allows all our work shifts to be pre-taught the process. We normally have the fixtures set for specific part sizes but this AME solution now allows us to run any size part on any pallet very quickly for high-volume jobs.” He also observed there was a very short start-up time in the TRD shop, as the flexibility of the tombstone design and the fixturing mechanisms were relatively easy to learn for the operators.
Jensen continues, “We met with Alvin Goellner and brainstormed the improvements needed on our current fixturing system. AME laid out a concept and provided drawings for each fixture, which we then reviewed and approved, based on our current production schedules and anticipated workloads, going forward. All the fixtures ordered arrived on-time or ahead of schedule, a very refreshing experience.” Goellner was the lead man for AME on the project, bringing his 20+ years of fixture design and build experience to the task. Because all aspects of this project’s customized manufacturing, assembly and test of the Triag tombstone fixures were done in-house at AME, there was little delay in the processing of the project and all design changes were quickly accommodated, according to Jensen.
Reinhardt further commented, “The overall experience was excellent and the results have been outstanding for TRD. The project went well and all our expectations were met.” He estimates the improvement percentage in production on the Enshu HMC to be over 40%, after several months in operation.
—
TRD combines 27 years of precision machining and engineering with an unmatched selection of options and modifications to deliver the highest quality customizable NFPA (National Fluid Power Association) cylinders on the market today. At TRD, the customer’s specials are their specialty.
Advanced Machine & Engineering Co., is a manufacturer located in Rockford, IL, serving the Machine Tool Industry with precision components and accessories, including spindle interface components, workholding devices, and, through our sister company, Hennig, machine enclosures, chip removal and filtration systems. The Fluid Power – Safety markets are served with cylinder rod locks and safety catcher devices; and the Production Saw market with our AMSAW® carbide saw machines and Speedcut blade products. AME has manufacturing partners and customers around the world and across the U.S. To learn more, visit www.ame.com.
Hennig, Inc. designs and produces custom machine protection and chip/coolant management products for state-of-the-art machine tools, production lines, power generators and other equipment. Hennig products are designed to protect against corrosion, debris and common workplace contaminants. Manufacturing facilities are located in the U.S., Germany, Brazil, India, Japan, France and South Korea. Repair centers are located in Machesney Park, IL; Chandler, OK; Livonia, MI; Blue Ash, OH; Mexico City, Mexico and Saltillo, Mexico. To learn more, visit www.hennigworldwide.com.
For more information on this story, please contact:
Kerry Reinhart
TRD MANUFACTURING, INC.
A Bimba Company
10914 North Second Street
Machesney Park, IL 61115
Phone: 815-654-7775
Fax: 815-654-7783
Email: reinhartk@trdmfg.com
Web: www.trdmfg.com
OR
Alvin Goellner
ADVANCED MACHINE & ENGINEERING CO.
2500 Latham Street
Rockford, IL 61103
Phone: 815-962-6076
Fax: 815-963-4703
Email: info@ame.com
Website: www.ame.com
Connect with AME online: ![]()
![]()
![]()
![]()
![]()
![]()
The International Monetary Fund (IMF) estimates that the world economy will grow by 3.5 percent this year, with the impetus coming less from Europe and more from dynamic, newly industrialized countries. One example is the automotive industry. According to the association for the German automotive industry (VDA), China’s share of the market in passenger cars increased by 59% and that of Brazil by 18% during the first few months of 2013. The same market is also growing in India and Russia. For a long time, new production facilities have been planned and are under construction, providing great opportunities for the machine tool industry – as the example of EMAG proves. Specialists are developing turnkey manufacturing systems that are tailor-made to suit specific market conditions, with the new production facilities in particular gaining substantially from this increased market activity.
 Whether in the automotive or energy supply industry, the development of industrial key sectors within the BRIC countries (Brazil, Russia, India, China) has a direct influence on the machine tool industry, as it is this branch that, in the end, must supply most of the necessary manufacturing solutions. There are numerous indicators for this fact. For instance, according to Germany Trade and Invest (GTAI), the Russian enclave of Kaliningrad will – over the next 3 years – will see an investment of 3 billion Euro in six assembly facilities and fifteen sub-supply companies for the national automotive industry, with more international sub-suppliers also establishing outlets in the market. Similar activities are reported from Brazil. According to Anfavea, the country’s automobile association, approximately 22 billion USD are to be invested in production between now and 2015. In India, economic growth is generally attracting “an abundance of investment projects in the country’s infrastructure, as well as in new industrial complexes,” states GTAI.
Whether in the automotive or energy supply industry, the development of industrial key sectors within the BRIC countries (Brazil, Russia, India, China) has a direct influence on the machine tool industry, as it is this branch that, in the end, must supply most of the necessary manufacturing solutions. There are numerous indicators for this fact. For instance, according to Germany Trade and Invest (GTAI), the Russian enclave of Kaliningrad will – over the next 3 years – will see an investment of 3 billion Euro in six assembly facilities and fifteen sub-supply companies for the national automotive industry, with more international sub-suppliers also establishing outlets in the market. Similar activities are reported from Brazil. According to Anfavea, the country’s automobile association, approximately 22 billion USD are to be invested in production between now and 2015. In India, economic growth is generally attracting “an abundance of investment projects in the country’s infrastructure, as well as in new industrial complexes,” states GTAI.
 The German machine tool industry is prepared for such a dynamic development and the opportunities it provides can be seen in the textbook case of EMAG. Their specialists see themselves as “partners in solutions” for the metalworking industry. Such an approach is of great importance, especially in the emerging markets. “As it happens, we don’t just deliver a machine tool. We deliver closely pinpointed manufacturing solutions that are, in every respect, tailor-made to customer requirements”, explains Dieter Kollmar, Managing Director of EMAG Holding GmbH. “This applies, of course, to typical factors such as batch sizes, component variants or, more generally, the flexibility of the processes applied. At the same time, we determine locally the technologies, automation equipment, interfaces and control systems required.“ The advantages for the customer are obvious, especially where an existing production line is extended or where a greenfield manufacturing facility must be created in a new market place. Our manufacturing systems are always “from a single source.” Even complex processes with peripheral machines and equipment are presented as turnkey projects by EMAG, thus considerably reducing the efforts of local production planners.
The German machine tool industry is prepared for such a dynamic development and the opportunities it provides can be seen in the textbook case of EMAG. Their specialists see themselves as “partners in solutions” for the metalworking industry. Such an approach is of great importance, especially in the emerging markets. “As it happens, we don’t just deliver a machine tool. We deliver closely pinpointed manufacturing solutions that are, in every respect, tailor-made to customer requirements”, explains Dieter Kollmar, Managing Director of EMAG Holding GmbH. “This applies, of course, to typical factors such as batch sizes, component variants or, more generally, the flexibility of the processes applied. At the same time, we determine locally the technologies, automation equipment, interfaces and control systems required.“ The advantages for the customer are obvious, especially where an existing production line is extended or where a greenfield manufacturing facility must be created in a new market place. Our manufacturing systems are always “from a single source.” Even complex processes with peripheral machines and equipment are presented as turnkey projects by EMAG, thus considerably reducing the efforts of local production planners.
VL 2: Highly effective, truly outstanding space saver
 The VL 2 is a pick-up turning machine with which the EMAG engineers are fulfilling a combination of two extreme demands: highest possible output rates on the smallest possible footprint. “This is a truly all-important aspect,” confirms Dieter Kollmar. “Although the floor space requirement for this vertical turning machine is just about 5 square meters, it is a machine of substantial capability, including a fully comprehensive automation concept with conveyor belt, workpiece storage and pick-up spindle. In combination with vertical turning, this results in very fast machining processes. “In other words, short loading travel guarantees the lowest possible component cost. Compared to horizontal turning machines, productivity rates increase quite noticeably. And maintaining the VL 2 is simple. All service units are freely and quickly accessible. The user can set up the machine in one step. “That too is important, when productivity levels enter the equation. Operators without prior experience, working at a new and unfamiliar location, will be able to quickly familiarize themselves with the machine. All in all, this is an optimal solution for those who want to extend production with as little investment as possible,” notes Kollmar.
The VL 2 is a pick-up turning machine with which the EMAG engineers are fulfilling a combination of two extreme demands: highest possible output rates on the smallest possible footprint. “This is a truly all-important aspect,” confirms Dieter Kollmar. “Although the floor space requirement for this vertical turning machine is just about 5 square meters, it is a machine of substantial capability, including a fully comprehensive automation concept with conveyor belt, workpiece storage and pick-up spindle. In combination with vertical turning, this results in very fast machining processes. “In other words, short loading travel guarantees the lowest possible component cost. Compared to horizontal turning machines, productivity rates increase quite noticeably. And maintaining the VL 2 is simple. All service units are freely and quickly accessible. The user can set up the machine in one step. “That too is important, when productivity levels enter the equation. Operators without prior experience, working at a new and unfamiliar location, will be able to quickly familiarize themselves with the machine. All in all, this is an optimal solution for those who want to extend production with as little investment as possible,” notes Kollmar.
VT 2-4: For demanding shaft production
 A similar approach is shown with the VT 2-4 Vertical Turning Machine, with which the EMAG specialists have created an equally fast manufacturing system for shaft production. Even demanding machining processes can be realized on it. When machining shafts up to 400 mm length and 63 mm diameter, component costs reduce considerably, with extremely short chip-to-chip times (as with the VL 2) being the reason. Workpiece grippers transport the workpieces into the machine and remove them again, once they have been machined. Depending on the workpiece, the changeover can be accomplished in just 6 seconds. And the actual turning process is fast, too. 4-axis machining allows the component to be machined from two sides simultaneously. Vertical alignment of the workpieces provides consistent process integrity, as the unrestricted chip flow prevents the formation of clusters in the machining area.
A similar approach is shown with the VT 2-4 Vertical Turning Machine, with which the EMAG specialists have created an equally fast manufacturing system for shaft production. Even demanding machining processes can be realized on it. When machining shafts up to 400 mm length and 63 mm diameter, component costs reduce considerably, with extremely short chip-to-chip times (as with the VL 2) being the reason. Workpiece grippers transport the workpieces into the machine and remove them again, once they have been machined. Depending on the workpiece, the changeover can be accomplished in just 6 seconds. And the actual turning process is fast, too. 4-axis machining allows the component to be machined from two sides simultaneously. Vertical alignment of the workpieces provides consistent process integrity, as the unrestricted chip flow prevents the formation of clusters in the machining area.
Central project management
 “We are convinced that these EMAG solutions are optimally designed to cover not only the specific requirements of an emerging market, but also those of Europe and the USA,” as Dieter Kollmar his company’s philosophy. Everything is greatly simplified, starting with production planning, as there is no need for separate workpiece and finished component storage, with the added advantage of a reduced floor space requirement. At the same time, the EMAG Group engineers act as central project developers, having access to machines with optimal interfaces. This guarantees a fast run-in and makes the machines maintenance-friendly. “When it is a question of arriving quickly at a wholly integrated, highly effective manufacturing solution, this approach must – from our point of view – be the first choice,“ Kollmar concludes.
“We are convinced that these EMAG solutions are optimally designed to cover not only the specific requirements of an emerging market, but also those of Europe and the USA,” as Dieter Kollmar his company’s philosophy. Everything is greatly simplified, starting with production planning, as there is no need for separate workpiece and finished component storage, with the added advantage of a reduced floor space requirement. At the same time, the EMAG Group engineers act as central project developers, having access to machines with optimal interfaces. This guarantees a fast run-in and makes the machines maintenance-friendly. “When it is a question of arriving quickly at a wholly integrated, highly effective manufacturing solution, this approach must – from our point of view – be the first choice,“ Kollmar concludes.
For more information, please contact:
Kristal Kilgore
EMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: kkilgore@emag.com
Web: www.emag.com
CAROL STREAM, ILLINOIS — Firth Rixson Metals, a global leader in specialty metals manufacturing and distribution based in the United Kingdom, and Banner Medical, a leading provider of supply chain solutions for medical-grade materials to the device, implant, and instrument industry, announce their exclusivity agreement for sales and marketing for Cobalt Chrome in the United States, effective January 1st, 2014.
“The medical-grade metal materials that Firth Rixson Metals produces are of the highest standards. By combining this offering with Banner Medical’s expertise in quality assurance, we will meet the stringent demands of the medical industry,” stated Elinor Oldroyd, GM of Firth Rixson Metals.
“Banner Medical specializes in medical-grade materials and offers deep expertise in the quality management that is necessary to fully comply with FDA 21 CFR 820. The depth, breadth and detail of Banner’s approach to quality management and supply chain management is unique and that distinction justifies the patent-pending status of Banner’s Essential Quality Systems,” says Banner Medical Executive Vice President / Chief Operating Officer Dan Stoettner. “Firth Rixson shares our commitment to vigilance and quality in both products and service.”
The Firth Rixson-Banner Medical agreement focuses on the Device industry’s need for precision-ground cobalt chrome materials. Stoettner went on to say, “Given the importance of cobalt chrome to today’s device, implant and instrument industry, we strongly believe that the Firth Rixson-Banner Medical alliance can help our customers realize true supply chain control on Cobalt Chrome materials, making them able to effectively address the unprecedented FDA scrutiny which exists today in the United States.”
—
![]() Firth Rixson’s technological and operational excellence, combined with the firm’s economies of scale, has made the company the metals provider of choice for demanding customers in diverse specialized industries in more than 40 countries.
Firth Rixson’s technological and operational excellence, combined with the firm’s economies of scale, has made the company the metals provider of choice for demanding customers in diverse specialized industries in more than 40 countries.
![]() Banner Medical serves the medical device, implant, and instrument industry with medical-grade metal materials; Banner Medical is ISO 13485 and ISO 9001 certified, and FDA CFR part 820 compliant.
Banner Medical serves the medical device, implant, and instrument industry with medical-grade metal materials; Banner Medical is ISO 13485 and ISO 9001 certified, and FDA CFR part 820 compliant.
For more information:
BILL NORLANDER
Medical Products Specialist
BANNER MEDICAL
494 East Lies Road
Carol Stream, IL 60188-9425
P: 630.868.1230
F: 630.653.7555
E: bnorlander@banner-medical.com
MIKE HADLEY
Supply Chain Manager
BANNER MEDICAL
494 East Lies Road
Carol Stream, IL 60188-9425
P: 630.868.1229
F: 630.653.7555
E: mhadley@banner-medical.com

VA 700 T – Joining machine for the manufacture of composite camshafts. While one cam is heat shrinking, the next one is preheated. Equipping the heat shrinking machine with a number of preheating units allows for the optimal application of this technology to suit the task at hand.
The composite camshaft is still gaining ground in the marketplace. The main reason for this is the considerable weight reduction it brings, compared to its one-piece rival. The composite version is by now also widely used in the HGV sector. However, the main disadvantage of many current assembly processes is the high joining force applied, which creates unacceptable tolerances in positioning and alignment of the cams. By contrast, the patented heat shrink assembly process from EMAG offers a decisive advantage, as it ensures that “ready-to-fit” camshafts, gear shafts and other precision composite units can be produced without problems.
The advantages of the composite camshaft are well known: less expense, less weight, the possibility to use different materials for the various constituent components, greater flexibility in production and the ability to implement new cam geometries, such as negative radii, with ease. The necessary reduction in fuel consumption – and with it those of CO2 emissions – are easier to achieve with an increasing use of composite camshafts.

Also used for gear shafts, heat shrinking of the constituent components ensures a compact design and high functional density, as the gears are in direct contact with the shoulders.
Alternative processes for the joining of cam and shaft have one serious disadvantage: the two components cannot be joined with the necessary accuracy to avoid a subsequent finish grinding process. In many cases, the joining of cam to tube is carried out using a form-fit process like press-fitting, knurling and/or spline/serrated gearing. The joining forces required for these processes can deform the components and result in unacceptable tolerances in cam position and orientation.
The heat shrink assembly process from EMAG means precision joining
Thermal joining, i.e. the heat shrinking of cam onto tube, ensures that the required tolerances are achieved with a reaction force-free process. The know-how to tightly control the process parameters of “temperature” and “time” – and the mechanical design of the joining equipment – are of the utmost importance in this process.
An optimal combination of robot and special-concept gripping technology allows for fusion gaps of < 15 µm to be achieved safely. The concept’s great flexibility allows camshaft designers more freedom in their designs and ensures that the process can also be used for medium batch sizes, where frequent component type changes are the order of the day. The high degree of precision of the composite camshaft drastically reduces the need to subsequently grind the cams or – where precision cams are used – does away with the requirement completely. A further advantage of this process lies in the possibility of using different materials for the composite shaft. This includes forged cams, for instance in 100Cr6, or finish-ground cams, even dimensionally accurate sintered cams that do not require a downstream finish-grinding operation. Secondary components, such as bungs and endpieces, can – just like the actual shaft itself – be made of more advantageous materials.
All this allows the camshaft to be made to suit the requirements of the engine and to optimize it in terms of load bearing capacity and manufacturing costs.
And now one step further:
Where the camshaft needs to be ground after heat shrink assembly, the joining machine can be linked up to a grinder. This is particularly easy when using an EMAG grinding center of the VTC DS Series. With this setup, the joining machine robot transfers the assembled camshaft directly to the loading position on the grinding center. The advantages of this process from EMAG also apply to the machining of other components. When machining gear shafts, ground gears can be joined tightly on the shaft, without needing to account for the grinding wheel overrun at the design stage. It also minimizes the length of the shaft and makes the whole unit more compact.

Ready-to-fit, complete, heat shrunk assembled camshaft. The high degree of precision of the composite camshaft drastically reduces the need to subsequently grind the cams or – where precision cams are used – does away with the requirement altogether.
Maximum flexibility
The EMAG process is characterized by only a very few machining components being in direct contact with the workpiece. It allows for the machines to be reset in the shortest possible time (typically less than 15 minutes).
Joining in seconds and achieving the highest possible quality
The heat shrink assembly process offered by EMAG combines flexibility with productivity, while freedom of design and choice of production technologies ensure a short cycle time. While one cam is heat shrinking, the next one is already being preheated. Equipping the heat shrinking machine with a number of preheating units allows for the optimal application of this technology to the task at hand. It is these advantages that may well be the reason why so many firmly established manufacturers of camshafts and other precision assemblies are showing such a great interest in the new process, are asking for machining tests, or are already applying the process under actual production conditions. In the ideal case, the customer will take advantage of the synergy provided by the EMAG Group and ask for a complete concept to be prepared that covers everything from pre-machining to heat shrinking and end machining.

Finished assembly of a motorcycle camshaft. An optimal combination of robot and special-concept gripping technology allows the pieces to join with a fusion gap of
The advantages of the heat shrink process:
The advantages of the composite camshaft:
For more information, please contact:
Kristal Kilgore
EMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: kkilgore@emag.com
Web: www.emag.comEMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: info@usa.emag.com
Web: www.emag.com
Attention: Peter Loetzner
Continue readingWhen Task Force Tips, Inc. (TFT) decided to study the true costs of ultra-priced, high-speed machining, the company expected nominal gains on its machine-control investment; but when TFT began cutting the same precision parts in one-third of the time, it was, in the words of the company owner and president, Stewart McMillan, “a wake-up call.”
See the video on this story HERE.
 Breaking the price/cost perception barrier
Breaking the price/cost perception barrier
Task Force Tips (TFT) is a manufacturer of highly engineered fire suppression tips, nozzles and other agent delivery equipment used by fire departments globally. For more than four decades, the company has always invested in premium machine tool brands associated with quality, performance and logically, higher price tags. Even so, it was the latter variable – the perceived barrier of price and cost – that prevented company owner and president, Stewart McMillan from ever considering more ultra-priced, high-speed machining options on the market.
“I hadn’t really looked at the economics when it came to an INDEX machine,” recalls McMillan. “And why? Because it always seemed like the INDEX brand was so prohibitively expensive. I never even thought its machines were within our league.”
That was prior to IMTS 2008, before TFT brought the company’s first INDEX machine into its 168,000 square foot facility in Valparaiso, Indiana, where TFT manufactures over 5,000 products across three shifts, seven days a week, all year around.

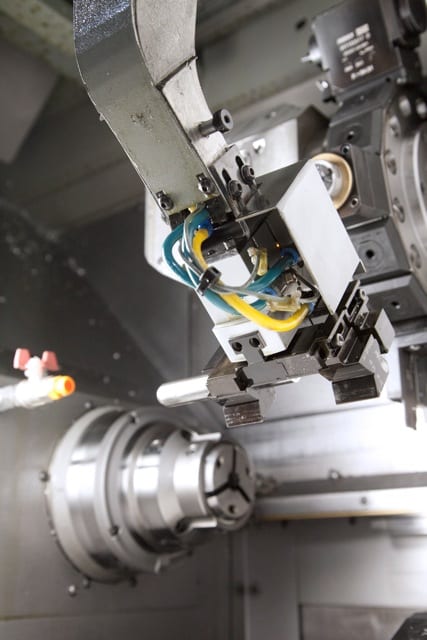
The Index C100’s “literal” coordinate system establishes actual reference points for programming the machine’s precise motion, rather than use arbitrary points in space.
“It was an INDEX C100 automatic production lathe, ultimately fitted with a Siemens 840D control package,” McMillan says. “We started making parts on it and our production times became typically 30%. I don’t mean a 30% reduction. I mean our run time for a part dropped to 30% of what it was before.”
As to why the company’s new machine made such an unprecedented productivity impact, McMillan points to both the high speed design of the machine and to the equally capable Siemens control package, which represented yet another paradigm shift for TFT.
Previous to the INDEX C100 purchase, TFT had scant experience with Siemens control packages. Much like the INDEX brand, Siemens five-axis controls were perceived as prohibitively sophisticated and just plain different. This lack of familiarity had been reason enough for TFT not to consider Siemens.
These were the company’s perceptions in 2008, before the INDEX C100 machine came into the plant, powered not by a Siemens control package, but by a more commonly accepted brand of CNC.
 “We had all kinds of bugs in the control that came with the machine the first time,” McMillan recalls. “INDEX had a particular customer that had insisted on another more familiar brand of control, and so they were making the machine with that control. I don’t think that the other customer realized just how significant the Siemens control was to the machine. We didn’t recognize it either. A service representative commented to one of my employees that we really should have the Siemens control for what we were doing, that we were pushing the machine far beyond the capabilities of the original control.”
“We had all kinds of bugs in the control that came with the machine the first time,” McMillan recalls. “INDEX had a particular customer that had insisted on another more familiar brand of control, and so they were making the machine with that control. I don’t think that the other customer realized just how significant the Siemens control was to the machine. We didn’t recognize it either. A service representative commented to one of my employees that we really should have the Siemens control for what we were doing, that we were pushing the machine far beyond the capabilities of the original control.”
Upon learning that its new machine was underperforming for TFT, McMillan says INDEX swapped out the machine with an identical model, with one difference. This time, the INDEX C100 was powered by a Siemens motion control package, and TFT was able to set out in earnest to explore what price/cost lessons could be learned from its machine tool investment.
Zero to 5,000 RPM in one second
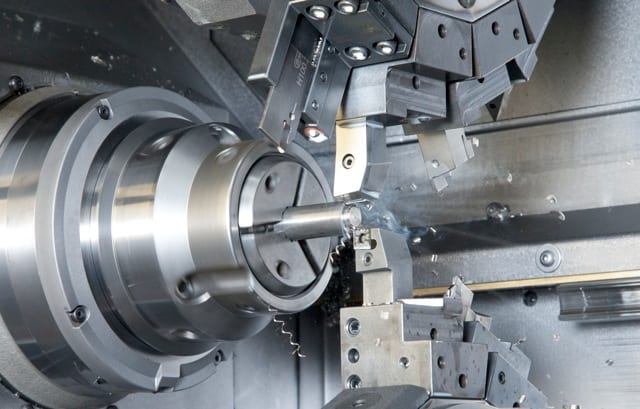
The INDEX C100 features automated remnant removal. The design has helped TFT increase revenues by eliminating the production delays caused by manual remnant stock removal cycles– typically not an option on lower priced machines.
McMillan recalls that an immediate revelation was seeing the difference a few thousand RPMs can make. The company began to run jobs at 5,000 to 6,000 RPM, ramping up from zero to 5,000 RPM in less than one second and ramping down just as fast. Several economic lessons soon emerged from this capability, as the sustained speed of the machine maximized motion in new time/cost saving ways.
“We never realized before just how much time we were losing waiting on the spindle to stabilize at a new commanded speed,” McMillan reports. “The turret indexing was also extremely fast, with the multiple tools overlapping to cut at the same time with incredibly fast accelerations.”
The INDEX C100 also leverages speed in new ways, as TFT discovered. The company can run more than 1,000 parts without having to change an offset. In addition, an automated remnant removal feature enables the machine to run continuously, by rapidly reloading bar stock without operator interaction.
“On the rest of our machines, we need to pick the remnant out and load a new bar into it,” McMillan explains. “That step should take just a few minutes. But the way things work, a machine can sit idle for six minutes before somebody realizes it, and then it takes five minutes to reload, and all that lost time adds up.”
Another speed-related discovery was the integration of rapid traverse rates, which have always been less than rapid in the company’s experience “A lot of machines advertise rapid traverse rates at maximum speed, but the fact is, unless you’re traveling 10 or 12 inches, traverse speeds have never reached maximum for us.”
Taking motion accuracy literally
As to how the machine eliminates slower traversing and other cost related functions, McMillan says the design of the INDEX C100 is unlike the design of conventional and yes, lower-priced machine bed coordinate systems.
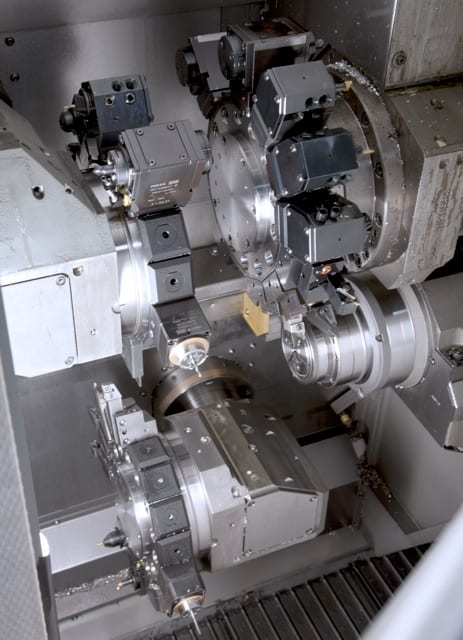
“The INDEX doesn’t use the same coordinate system as other machines. It uses a set of parallelogram bars, a very unique system for rigidity,” McMillan explains. “The machine has a picture frame mount for its turret. The turret is not leveraged off a set of ways like most turrets. It’s close to where it’s sliding, so there’s not a big length over diameter ratio in terms of the tools of the turret hanging out from its support structure. This gives the machine a lot of rigidity for turning, and you can accelerate the axes so fast that you really do achieve faster traverse rates. The window on this machine is just a blur of motion.”

The coordinate system of the INDEX C100 uses a set of parallelogram bars for uniquely rigid motion that is fully exploited by the Siemens SINUMERIK 840D.
TFT’s lead programmer, Nate Price, sees additional efficiency advantages made possible by the INDEX machine’s unique coordinate system, whereby measurements and motion can be programmed based on actual numerical reference points and not on arbitrary points in space.
“On the INDEX, every machine space coordinate, every offset, every measurement that’s used to define how the machine operates has a legitimate explanation of why it is what it is and to where it relates,” Price explains. “This makes it much easier to automate these measurements; whereas, in the past we would measure manually, because these were arbitrary points. On the INDEX, they are defined, literal points. We know exactly what they relate to, so we can define them automatically before the program ever gets to the machine, before the set-up ever starts.”
(Click here to see: Normal Lathe Coordinates and Index C100 Coordinates)
Advanced cost control
 With the Siemens 840D control package driving the INDEX C100, TFT would document yet more lessons in machine tool economics, including reduced setup times. The faster indexing speed of the turrets contributed to an 80% reduction in setup times compared to the setup times of TFT’s other premium machines.
With the Siemens 840D control package driving the INDEX C100, TFT would document yet more lessons in machine tool economics, including reduced setup times. The faster indexing speed of the turrets contributed to an 80% reduction in setup times compared to the setup times of TFT’s other premium machines.
According to Price, the Siemens 840D control interface brought a refined and intuitive approach to machine programming, setups and operation — an approach that was especially empowering to him as a programmer.
“I don’t know if anybody just doing set-ups would understand how much of a difference the Siemens control has made in the programming,” Price explains. “It has enabled me to more quickly and easily write the programs, write the post-processes, thus making the setup of special routines go much faster.”
In addition to easier programming and faster setups, Price says the machinists have found that the Siemens 840D enables them to more efficiently control and capitalize on the production potential of the INDEX machine.
“The control gives you ample shortcuts,” says Price. “There is a method of presenting messages to the operator that was not present in the other control. There is so much happening on the machine, it is really difficult to capture all that information on a single screen, but the control helps you keep track of what everything is doing. It’s really easy to get into more detail, without having to go through a lot of pages.”
As another example of CNC operational efficiency, Price points to the way the control manages error messages.
 “The machine wants to see several conditions exist before it will start a cycle,” Price explains. ”On the previous control, it was not real good at telling you that it was not in a condition to start a cycle. It wants the chucks closed. It wants the gantry in safe position. It wants the sub-spindle in a safe position. It wants to know where everything’s at and it presents a giant list for the operator to reference in order to start a cycle on the machine. But, when you press Cycle Start on the Siemens control, if those conditions aren’t met, the control will guide you through what needs to change to meet those conditions, so you can start your cycle.”
“The machine wants to see several conditions exist before it will start a cycle,” Price explains. ”On the previous control, it was not real good at telling you that it was not in a condition to start a cycle. It wants the chucks closed. It wants the gantry in safe position. It wants the sub-spindle in a safe position. It wants to know where everything’s at and it presents a giant list for the operator to reference in order to start a cycle on the machine. But, when you press Cycle Start on the Siemens control, if those conditions aren’t met, the control will guide you through what needs to change to meet those conditions, so you can start your cycle.”
Another advantage brought about by the Siemens control was faster tool loading, made possible by faster and easier CNC programming.
“Tool loading was a big area of improvement,” Price says. “You essentially give the control a mini-program that tells it what tools you’re going to be putting in for this job that you’re setting up. The control will then present the stations on the turrets for you, tell you what tools to put in and what tools to take out. And it’s entirely guided. This has been a huge departure from what we traditionally had dealt with. It really accelerates set-up time.”
More profit per square foot
 McMillan and Price claim that the lessons derived from their machine-tool investment can be measured in broader and perhaps even more dramatic ways.
McMillan and Price claim that the lessons derived from their machine-tool investment can be measured in broader and perhaps even more dramatic ways.
“I started to look at the numbers from a different perspective,” McMillan relates. “You have all these initial and ongoing costs to build a shop, to put in a floor, to put a roof over it, heat it, cool it, and all these costs can equate to so much per hour. Now you buy a machine that’s $600,000 versus a machine that’s $300,000 over 10 years. We run almost 24 hours a day, seven days a week, which helps our analysis. For us, it comes out to about an eight dollar per hour difference to buy the $600,000 machine. And for eight bucks more an hour, we’re getting triple the production out of that same square footage.”
Another way the company has measured its return on its investment in advanced machine-control manufacturing has been to witness the change in the people uplifted by the technology. Now, owner, programmer, machinists and others at TFT are enthusiastic about the possibilities of their more advanced, CNC-based manufacturing.
McMillan says that it will be such investments in machines and in people that will keep his company from selling itself short, having proven that with the right machine and the right motion control technology, anything is possible.
“We had a job that ran a couple of weeks ago,” McMillan recalls. “I received several e-mails before I even came to work that day. Different people were sending me e-mails that said in effect: Wait until you see what we’re doing with the INDEX today!”
See the video HERE!
For more information, contact:
Siemens Industry, Inc.
Motion Control Business — Machine Tools
390 Kent Avenue
Elk Grove Village, IL 60007
Tel: (847) 640-1595
Fax: (847) 437-0784
Web: www.usa.siemens.com/cnc
E-mail: SiemensMTBUMarCom.industry@siemens.com
Attention: John Meyer, Manger, Marketing Communications
Twitter: www.twitter.com/siemens_cnc_us
Facebook: www.facebook.com/SiemensCNC