
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Take a few hours to gather some great information and ideas to make your 2015 a great year!

Come on over to Chemcoaters for networking, lunch and to see new and exciting things to amaze your customers!
When: Thursday February 26, 2015
Where: Chemcoaters, Gary, IN (more details below)
Time: 11:00am – 1:00pm
What:
“If you’ve been to a workshop before, this will give you more insight and get you even more familiar with everything we do and how you can use it to develop more business.”
“If this is your first chance to learn about Intercoat© ChemGuard, you’ll be amazed at how this can help some of your current customers, and just may unlock the door that has been locked up this point! Invest in yourself!”
Call Mike Tieri to reserve your spot for a fun, interesting and informative session!
Mike Tieri
Director of Sales Marketing
Chemcoaters, Inc.
700 Chase Street
Gary, IN 46404
Phone: 877-411-2905
Email: miket@chemcoaters.com
Website: www.chemcoaters.com
Connect with Chemcoaters online: ![]()
![]()
![]()
![]()
![]()
 Grieve Corporation introduces No. 818, a 1000°F high-temperature universal oven, currently in use for cleaning and heat treating fuel nozzles at a customer’s facility.
Grieve Corporation introduces No. 818, a 1000°F high-temperature universal oven, currently in use for cleaning and heat treating fuel nozzles at a customer’s facility.
Workspace dimensions inside this unit measure 24” wide x 36” deep x 24” high. 24kW power is installed in Incoloy sheathed tubular heating elements. A 1000 CFM, 3/4 HP recirculating blower provides a front-to-back horizontal “universal” airflow to completely surround the workload.
This Grieve oven features 8” thick insulated walls, an aluminized steel interior and exterior, plus inner and outer door gaskets. The inner gasket seals directly against the door plug, while the other gasket seals directly against the front face of the oven for optimum seal integrity. The unit accommodates up to seven shelves on 3” centers.
Standard equipment includes a digital indicating temperature controller, manual reset excess temperature controller with separate heating element control contactors, a recirculating blower airflow safety switch and a UL Listed control panel, top-mounted to minimize floor space requirements.
All standard universal ovens by Grieve meet the requirements of National Fire Protection Association Standard 86, Industrial Risk Insurers, Factory Mutual and OSHA Standards.
This unit was entirely designed, engineered, built and full tested by Grieve.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
Guill Tool, a West Warwick, RI designer and builder of extrusion tooling, offers an assortment of literature for machine builders and extruders at its website, www.guill.com.
Individual brochures are offered, depicting the wide array of tooling possibilities…straight inline heads, rotary heads and crosshead dies…available to suit any extrusion machine built anywhere in the world, running all types of compounds.
Guill provides tooling for plastic, rubber, TPE and other material extrusions, with end products ranging from extremely thin-walled, multi-lumen medical tubing and catheter balloon tubings up to multi-layer wire & cable jacketing and 20” diameter pipe for industrial applications and agricultural drip lines. Guill also provides tooling for film, sheet and profile extrusions.
The company designs, engineers, machines, assembles, tests and delivers all tooling to its worldwide customer base in all the consuming industries for extrusions. The company also offers tooling carts and disassembly/cleaning stations for easier line integration.
According to company sources, the utilization of properly designed and engineered tooling can result in substantial material savings for extruders of all types.
NOTE: Guill will attend MD&M West in February, NPE in March and Interwire in April, 2015.
Please visit www.guill.com to request a quotation or obtain company literature.
For further information, please contact:
GUILL TOOL & ENGINEERING CO., INC.
10 Pike Street
West Warwick, RI 02893
Phone: 401-828-7600
Web: www.guill.com
Email: sales@guill.com
Attention: Bill Conley
Connect with Guill Tool online: ![]()
![]()
![]()
Longtime market leader in all-electric injection presses NIIGATA will introduce two new machines to the market at the upcoming NPE in Orlando, March 23-27.
Visit NIIGATA at NPE Orlando, Booth W-1363, March 23rd-27th with a free guest pass.
NEW: NIIGATA all-electric MDVR110S7000 (Vertical IMM with 2-station rotary table)
NIIGATA introduced the world’s first all-electric vertical IMM in 1996 and its latest model, the S7000, capitalizes on NIIGATA’s long history and 100% focus on making all-electric machines.
Highlights of the new MDVR110S7000 include:
~While many vertical machines have high table heights, forcing the customer to build a work platform around the machine, the NIIGATA patented vertical toggle system allows lowering the table height on this 110-ton model to just 3.4 feet from the ground, including leveling pads.
~The machine has a wider table than standard verticals, allowing larger molds to be placed on the platen. The MDVR110S7000 boasts a mold size capacity of 500mm x 500mm (33.64” x 33.64”).
~Fast table rotation of under 1 second.
~Ultra low-speed injection can be beneficial in molding thicker walled insert jobs. NIIGATA boasts an ultra low-speed capability of just .01 mm/sec injection speed.
~With a 2-station machine running separate “A” and “B” mold halves, a molder can often encounter problems with differences in mold halves causing part variations. With the NIIGATA Vertical, two completely independent injection profiles can be set for the “A” and “B” halves, allowing the molder to finish the job without making expensive and time consuming mold repairs or adjustments.

Niigata MD110S7000 horizontal all-electric injection press, NPE Booth W-1363
NEW: NIIGATA MD110S7000 horizontal all-electric IMM
Having introduced our first fully-electric machine at the Japan Plastics Fair in 1984, NIIGATA has devoted 100% of its R&D resources toward improving all-electric molding machine technology. Using the Japanese Kaizen system, we are now introducing our 7th generation of the all-electric machine, built entirely in Japan to tough quality standards.
A few NEW features of the MD110S7000 all-electric IMM include:
~Elimination of moving platen’s lower side tie bar bushings to improve the cleanliness of the part drop area.
~Addition of an FDA-approved grease supply system that allows medical cleanroom and food grade applications with fewer worries about part contamination.
~NIIGATA’s standard high nozzle touch force, similar to that of the hydraulic machines, can now be dialed down when the application allows, to promote longer sprue bushing life.
~Fully automatic and adjustable mold clamping force is continuously monitored by tie bar sensors.
~NIIGATA’s horizontal machines boast the industry’s shortest footprint, but heaviest overall weight to provide superior machine durability.
Also in the Niigata booth…
NIIGATA MD385W6000 all-electric IMM:
NIIGATA’s “workhorse machine”, the MD385 is being exhibited running a drink cup mold provided by a customer, together with an impressive IN-MOLD LABELING SYSTEM manufactured by Campetella of Italy. See and learn more about the MD385 HERE and at the show!
Also running during the show…
NIIGATA MD55S6000 all-electric IMM:
NIIGATA’s small size all-electric press will be exhibited at the booth of LUBE Corp. USA ( #W-2389). This machine will have clear covers, highlighting the automatic lube system of the machine. ( http://lube-global.com/english/)
Don’t forget! NPE, Booth W-1363
For more information on all these developments, please contact:
Peter Gardner
Vice President Sales and General Manager
NIIGATA Operations North America
DJA Global Group
939 AEC Drive
Wood Dale, IL 60191
Phone: 630.875.0202
Fax: 630.361.6060
E-mail: peter.gardner@niigata-us.com
Website: niigata-us.com
Connect with NIIGATA online: ![]()
![]()
![]()
![]()
Available from German Machine Tools of America, the Präwema SynchroFine 205 HS gear honing machine features direct-driven, digitally controlled spindles for the tool and the workpiece, enabling precise, rigid synchronization
Ann Arbor, Michigan – Now available from German Machine Tools of America (GMTA), the Präwema SynchroFine 205 HS gear honing machine features direct-driven, digitally controlled spindles for the tool and the workpiece, enabling precise, rigid synchronization. The Präwema Honing gear finishing process produces quality comparable to grinding results for spur and helical gears, as well as shafts. The machine’s software checks the stock allowance and workpiece runout and then optimizes the X-axis approach distance. Measuring the workpiece does not affect the cycle time and the process can reduce cycle times by 3 to 5 sec.
The machine features a pick-up design to enable automation. The workpieces and dressing tools are loaded and unloaded by the workpiece spindle. The large X-axis travel enables placement of additional stations adjacent to the loading/unloading station inside the machine, such as a two-flank roll-checking device. External robots and conveyor systems can also be integrated by GMTA engineering.
The honing machine is constructed on a natural granite bed to promote stability and control thermal fluctuations. The X and Z axes are equipped with linear motor drives. The cutting tool is clamped with a hydraulically operated system and the tool spindle can be swiveled into a vertical position, enabling easy access. Additional options are available for machining over-sized drive shafts as long as 850 mm and the Präwema SynchroFine 205 HS-D model, equipped with two spindles, is offered for further reduction of cycle times.
For more information on this announcement, please contact:
GMTA (German Machine Tools of America)
4630 Freedom Drive
Ann Arbor, MI 48108
Phone: 734-973-7800
Fax: 734-973-3053
Web: www.gmtamerica.com
Email: scott@gmtamerica.com
Attention: Scott Knoy, VP
Connect with GMTA online: ![]()
![]()
![]()
![]()
5-axis cnc grinder with extended x-y axis paths plus two aux slides for workpiece clamping
Equipped with unique SIGSpro software system to allow full 3D simulation on the HMI or offline for more accurate quotes, complete cycle validation

New Schütte 325linear cylindrical grinding system features extended x-y paths plus two auxiliary slides
Schütte (Jackson, Michigan) today announces the introduction of its new 325linear machine, a 5-axis CNC grinder with extended x- and y-axis movement plus two auxiliary slides for workpiece clamping and improved grinding wheel guidance over the entire machining envelope. Micro tools, gun drills, hob cutters and complex geometries can be accommodated on this new machine, which operates in the range of 2500-4000 rpm, typically. The additional second auxiliary slide enables the 325linear to utilize tool guidance, part support, tailstock or workpiece pallets in operation. This new Schütte machine further expands the user’s automation possibilities, as it also offers significant advancements in wheel change and robotic workpiece handling.
Specifically, on the a-axis, a user can install collet chucks, hydraulic expansion chucks or multi-range chucks. With the automated collet changer on the machine, workpieces with different diameters can be clamped with high concentricity in the unmanned loader station. The Schütte a-axis configuration on this machine also permits position-oriented clamping of non-rotationally symmetrical workpieces. In this way, sequential workpieces with various roughing and finishing requirements can be preset on the machine for continuous processing.
SIGSpro (Schütte Integrated Grinding Software) enables full 3D simulation of the entire cycle, either on the HMI or offline, for improved estimating and safety concerns
Likewise, this new Schütte grinding system offers scalable automation, with a 140-position tool changer, 5-24 grinding wheel magazine and a flexible robotic tool gripper for changing the smallest micro tools as available options. The same base machine can be utilized for continuous production of a single part in a work cell setup or used for sequential one-off work, as needed.
The 325linear features a universal rotation a-axis with a high level of concentricity (<0.0001º resolution) and pitch accuracy, while the xyz-axis resolution is maintained at
The machine is offered with the proprietary SIGSpro (Schütte Integrated Grinding Software) as the programming interface, allowing users to assign clamping options for each grinding operation being performed. When the support and tool guidance system are used, preset distances from the grinding wheel to the workpiece can be defined and held constant. In the 3D mode, all cycle steps can be simulated, controlled and optimized for exact estimating, collision avoidance and even external workstation integration with the other workpieces.

Optional robotic handling, wheel changing and tool magazines allow the same machine scalable automation in use
All motion control on this new grinder is maintained on a Siemens 840D sl CNC with compatible drive technology.
This new Schütte 325linear grinding machine is available for viewing at the company’s North American headquarters in Jackson, Michigan, as well as a number of the upcoming trade shows in 2015.
For further information, please contact:
SCHUTTE MSA, LLC
4055 Morrill Road
Jackson, MI 49201
Phone: 517-782-3600
www.schutteusa.com
rfq@schutteusa.com
AIT uses Siemens highly integrated solutions platform, with SIMATIC Safety PLC, Sinamics drives and Simotion motion control over the PROFINET network, to go above & beyond to improve performance & productivity for Boeing’s Dreamliner fuselage assembly process
Advanced Integration Technology (AIT) is a 20-year-old supplier of turnkey industrial automation systems for the aerospace industry. The company’s strength centers on the design and build of complex, fully integrated manufacturing, tooling and assembly systems for commercial and military aircraft, produced by the world’s leading suppliers, including Boeing, Bombardier, EADS, British Aerospace, Lockheed Martin, Spirit AeroSystems, Vought and others. Its reputation as an established partner to these companies is well known, despite its relative corporate youth. AIT operates six locations in the U.S., Canada, Sweden and Spain to serve its growing customer base.

All actions in each section are controlled and monitored by Siemens SIMOTION motion controllers, SINAMICS drives, failsafe CPU, safety devices and distributed I/O, working either independently or in concert, as the production requires
On a recent project involving production of the Boeing 787 Dreamliner, AIT designed and built all final body assembly systems needed to join the major fuselage components, plus a moving production line. Key elements in this design included the motion control system, servo drive platforms, failsafe CPUs and all distributed I/O, with the entire system communicating over a Profinet network. In addition, the integration of comprehensive safety technology was incorporated into the standard automation on these systems.
As a prime contractor on the 787, AIT had responsibility for the final assembly and body join functions, charged with delivering a fully automated positioning and joining system. In the end, two complete assembly systems and one positioning system were provided. The three main sections of the fuselage are joined, with 14 positioners mounted to transport structures that move either independently or interlocked and indexed to the factory floor for stability. Real-time positioning measurement data are logged with an integrated indoor GPS. AIT designed the alignment and positioning systems to allow rolling them under the aircraft dollies after the sections were brought into the Boeing factory, radically reducing auxiliary equipment needs, materials handling requirements and additional positioning steps in the overall process.
Onsite at Boeing, the 14 positioning system components were moved into their respective locations near the cradle dollies and engaged to lift and move the aircraft sections. Once the system was rigidly joined, a measurement system onboard located the airplane sections. This information was fed to the AIT system’s software application. From those data points, the system could then calculate how much each section (nose, tail, left and right wings) needed to move to ensure an exact fit to the adjoining section. This precise alignment ensured a smooth and more rapid build of each aircraft’s fuselage.
In commenting on the particulars of this system’s requirements for his company, Ed Chalupa, president of AIT, explains, “We looked for a supplier with an off-the-shelf selection of automation and motion control solutions, who could offer us global support. Our goal here was to align ourselves with a leading automation technology supplier and to utilize all current software, integrated safety and control technology advancements. Both Boeing and AIT were keenly sensitive to lifecycle security issues in this critical area of the project.” He further noted that it was vital the chosen supplier be able to provide comprehensive application engineering support, training on both the products and software, plus prototype and demo equipment for AIT’s use with its customer and internally, with ongoing technical support agreements, covering both the products and software updates.
After an extensive review of several global contenders, the selection was made for Siemens control system components.
Click to view -> schematic shows the independent but interconnected nature of the control platforms for each section. The Siemens SCALANCE wireless technology is used for system switching.

Section 47 (aft fuselage) of 787 in AITs FBJ
The basic scheme of the motion control system implemented here comprises a Simotion D motion controller, Siemens HMI on a Windows-based PC, a SIMATIC S7 Safety PLC and fail-safe/standard I/O modules, all running on a Profinet network. This basic architecture was then multiplied by the number of control nodes for each specific operational system in the overall production line being designed by AIT. Each unit is capable of working independently of the others in the line. Or, with the addition of relatively few Profinet cables and mode selctions on each unit, the final body join assembly tool is able to run as a single entity. When running together in this latter configuration, the safety devices are likewise working coherently, providing proper response levels to all E-stop events on the line. Each unit motion controller receives commands to perform uniform group movements with the tool as a whole via network communications from the HMI.
Specifically, the Siemens Simotion D motion controller used here controls all axis movements to accurately position and align parts. Because AIT delivers a turnkey and dedicated system, customers have no need for further internal customization of the controller hardware or HMI panels.

Position 2 full FBJ tool
AIT designed the overall layout of the control architecture, programmed the Simotion system with the Simatic S7 PLC, distributed I/O and integrated safety, plus provided support on the Boeing internal structure and lifecycle support requirements.
The integrated safety concept on this overall system was based upon three core principles: increasingly layered safety architectures, greater degrees of integration between the control and safety systems, plus more use of networking, especially Industrial Ethernet and currently available motion technologies.
In operational sequence, these safety principles manifest themselves in the form of physical barriers and mechanical means such as walls, gates, door interlocks and light curtains, all designed to separate personnel from danger. Meanwhile, the control systems, including programmable safety relays and safety PLCs, monitor operating conditions within established parameters. Finally, safety shutdown systems such as automatic shutdown via safety PLC or manual shutdown via E-stops, offer the final protections.

FBJ showing wing trivet for wing join
Siemens engineered a safety protocol that simplified the complexity often encountered in the integration of control and safety systems. This was achieved by reducing the issues related to different programming languages and procedures, installation and configuration requirements, maintenance procedures and human error factors. The result for AIT and its customer Boeing was lower total cost of ownership (TCO), owing to the substantial reduction in engineering, hardware, training and spare parts needed.
With integrated safety and control, the project has a single system for standard and safe automation, with one bus and one engineering system for both standard and safety technology, which further reduces cost. As a collateral benefit, the software solutions allow easier replication of series machines. Likewise, faster troubleshooting and extensive diagnostics onboard reduce downtimes on the floor, with faster restart after issue resolution. Functionally, too, this safety integration in the control system allows uniform user interfaces and data libraries, plus a reduction in the variety of control cabinets needed for the various applications.
PROFIsafe®, the first communication safety-profile meeting the IEC 61508 safety requirements, is the backbone of all fail-safe communication. PROFIsafe® facilitates the transmission of both standard and safety-related data on a single bus cable, using either Ethernet or fieldbus protocol. With advanced PLC and Industrial Ethernet networking technologies combined, the system safety for AIT and its customer became a production asset that protects the workers from harm and also ensures maximum availability and uptime. Reductions in initial capital expense and field operating expense were also realized.

Final assembly of first 787
According to AIT engineering, SIMATIC Safety PLC brought the highest possible integration of safety and ease of designing a complex system into the automation scenario for this project.
In the field, the final assembly and body join automated assembly systems, plus positioning system provided to Boeing, are utilized to join Section 41 (forward fuselage), Sections 47/48 (aft fuselage) and Section 12 (left and right side wings) to the mid-fuselage of the 787 Dreamliner aircraft. Two major sub-assemblies, namely the forward/aft body positioners and left/right wing positioners, are further split for transport into left- and right-hand minor sub-assemblies.
Motion Control, advanced PLC systems and industrial Ethernet networking technologies have enabled machine safety to become a production asset that not only protects workers from harm but also ensures maximum availability and uptime.
Machine Safety gives a competitive edge that goes to producers with highly integrated operations that are faster, more flexible and more responsive to changing market demands and opportunities, as AIT has shown in Boeing’s Dreamliner fuselage assembly process.
AIT designs and manufactures custom tooling and assembly equipment used to fabricate and assemble major commercial and military aircraft. As part of its total value proposition, AIT houses over 600,000 square feet for engineering, precision metal fabrication, machining and assembly of its production systems. The company’s equipment is typically used for assembly as well as machining of all the current aircraft structure materials, including aluminum, aluminum alloys, titanium, carbon fiber, Invar and many specialty alloys and composite substrates.
For further information on this story, please contact:
ADVANCED INTEGRATION TECHNOLOGY (AIT)
2805 E. Plano Pkwy.
Suite 100
Plano, TX 75074
Phone: 972-423-8354
Fax: 972-423-8469
Web: www.aint.com
Email: ait@aint.com
Attention: Ed Chalupa, President or Susan Hardaway, Marketing Mgr.
OR
SIEMENS INDUSTRY, INC.
MOTION CONTROL
PRODUCTION MACHINE BUSINESS
390 Kent Avenue
Elk Grove Village, IL 60007
Phone: 847-640-1595
Fax: 847-437-0784
Web: www.usa.siemens.com/simotion
Email: SiemensMTBUMarCom.sea@siemens.com
Attention: John Meyer, Manager, Marketing Communications
Follow us on Facebook: www.facebook.com/siemens.dt.us or Twitter: www.twitter.com/siemens_dt_us
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.

975 for heating metal parts | Grieve Corporation
No. 975 is a 1250ºF (676ºC), electrically-heated cabinet oven from Grieve, currently used for heating metal parts to remove deposits at the customer’s facility. Workspace dimensions of this oven measure 50” W x 50” D x 50” H. 160 kW are installed in Incoloy-sheathed tubular elements to heat the oven chamber, while a 6000 CFM, 5 HP recirculating blower provides horizontal airflow to the workload.
This Grieve cabinet oven features 10” insulated walls comprising 2” of 1900ºF block insulation and 8” of 10 lb/cf density rockwool insulation, top-mounted heating chamber, aluminized steel exterior, Type 304, 2B stainless steel interior and all safety equipment required for handling flammable solvents, including explosion-venting door hardware. The insulated floor of the oven is reinforced for 1000 lb. loading with a 1/4” thick, Type 304 stainless steel plate.
No. 975 controls include a digital indicating temperature controller and manual reset excess temperature controller with separate contactors.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
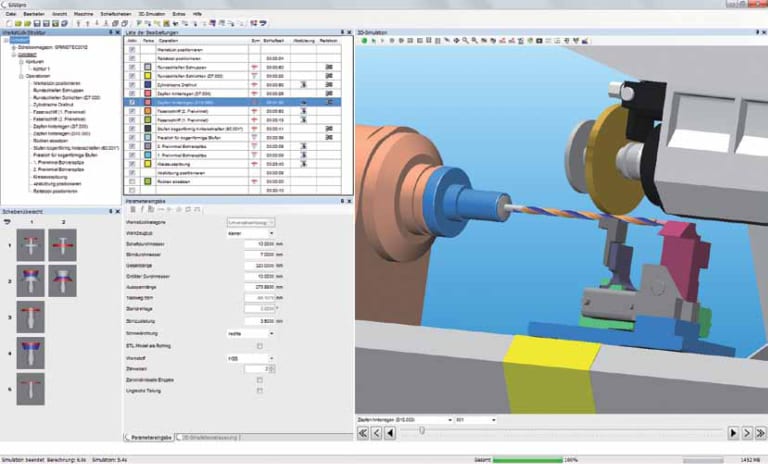
 Following its successful launch, SUHNER is presenting the BEA 16 spindle machining unit with an all new drive and control concept.
Following its successful launch, SUHNER is presenting the BEA 16 spindle machining unit with an all new drive and control concept.
The objective of this new development was the integration of the latest servo drive and control technology from Bosch Rexroth. Software developed additionally allows the user to program six different basic cycles without prior knowledge of CNC.
By visualizing these six cycles – drilling – combined drilling (drilling and thread cutting with the one tool) – thread cutting – drilling with chip removal – drilling with jump function – undercutting, the unit has become extremely easy to program.
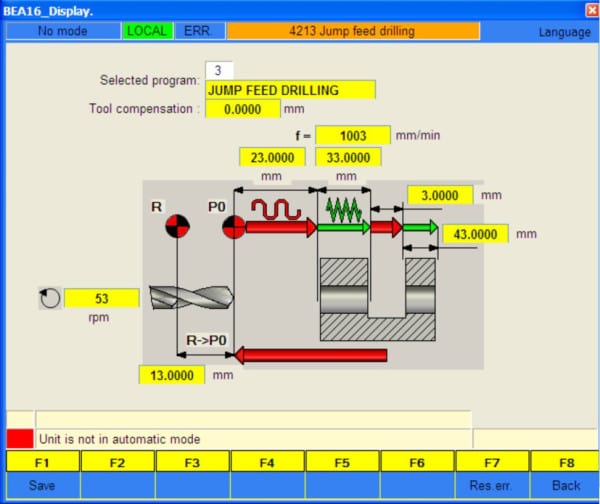
Example of a drilling cycle with jump function | Suhner Automation BEA16
Plus, should the required machining cycle not be found among the standard selections or prove more complex, the unit can be switched to sentence programming.
The BEA 16 machining unit itself is a precision device from the SUHNER spindle machining unit series that has been designed for gruelling continuous use in multiple shift operations. The BEA 16 has a drilling capacity of 16 mm Æ in 450 N/mm2 steel. The max feed path is 140 mm, and the max speed is 500 rpm.
Today, rising production piece numbers and greater workpiece complexity with all-round machining are leading to a renaissance of the so-called special machine. However, today’s special machines are being used no longer as purely single-purpose solutions, but rather for whole part families.
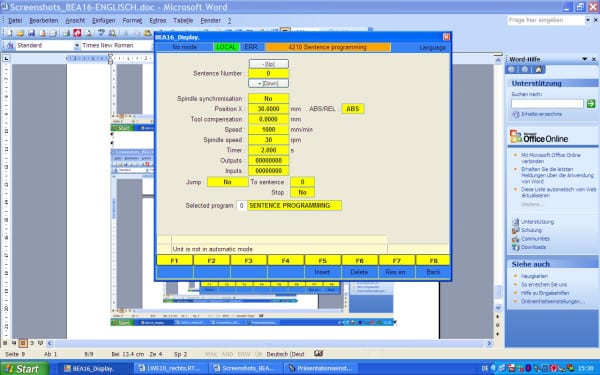
Example of a sentence programming | Suhner Automation BEA16
These require different machining cycles, feed speeds, feed paths and rotating speeds, and, of course, must allow fast retooling. And it is these requirements exactly that the BEA 16 will meet to the full.

SUHNER INDUSTRIAL PRODUCTS, CORP.
Hwy 411 S./Suhner Drive
P.O. Box 1234
Rome, GA 30162
Phone: 706-235-8046
Fax: 706-235-8045
Attention: Lee Coleman, Automation Division
www.suhner.com
automation.usa@suhner.com
Text and pictures files can be found and down loaded at:
www.suhner-press.com
Sinumerik CNC ensures high-quality guitar craftsmanship
Fryer Machine Systems supplies an American guitar builder with milling machines for the production of high-quality guitars. Right-angle head compensation is essential to the accurate, repeatable milling of guitar necks — an easy task for the Sinumerik 840D CNC on board Fryer machines.
The challenge of repeatable product performance is not new to C.F. Martin & Company. Six generations ago, company founder C. F. Martin Sr. was confronted with managing a guitar-making enterprise that was producing totally handcrafted guitars, one by one, with little means for standardization. Since those days, guitar legends such as Gene Autry, Eric Clapton, John Mayer and new-comers Ed Sheeran and Hunter Hayes have relied on the consistently distinctive tone, treble and bass specific to Martin acoustic guitars. When Martin learned that its previous machine tool builder had exited the market, the company turned to Fryer Machine Systems for new machines to cover a production increase and seized the opportunity to upgrade the control technology with Sinumerik CNCs.

Larry Fryer (left) and Mark Bickert from Martin Guitar are satisfied with Siemens CNC technology, service and part quality.
Hands-on support in customizing the CNC
“We use right-angle head aggregates in our CNCs,” explains Mark Bickert, engineering project manager at Martin. “We needed to find a machine builder that could give us right-angle head aggregate capability in conjunction with right-angle head compensation and a high-rpm spindle.” Fryer Machine Systems has earned a reputation for building reliable production machines that come with unexpectedly advanced features and functionality. The company happens to be the largest purchaser of Siemens controls in the United States, and the customizable aspects of a Fryer machine can often be attributed to the versatility of the Siemens controls on board. This time, however, Martin needed to be certain that the new Fryer machines would perform as expected.
“Anyone can sell you a machine with a controller on it and say, ‘Here you go,’” Bickert says. “But that’s not what happened this time. We were buying a machine through a Fryer dealership, and the machine had a Siemens control. Siemens invested their time in us during our transition and set-up. They really excelled.”
Bickert says a potential constraint to the transition was that all-new milling programs might need to be written for the Fryer machines, including the right-angle head cutter compensation programs, which were essential. “Siemens not only gave us the right-angle head cutter compensation we wanted and the ability to do it properly, they also helped write the programs,” Bickert says. “They took the programs that we already had for cutting parts on our existing machines and reconfigured them to work in the Fryer machine with the Siemens controller.”
Guitar body castings now also machined in-house
Having made a smooth transition to the company’s new Fryer-built machines last year, Martin has not skipped a beat in its ability to perform right-angle compensation milling. Martin now has eight Fryer/Siemens machines, utilizing one for the guitar maker’s tooling and machinery operations and seven for various other guitar production operations. It is here, behind the scenes, that the company’s machinists reside and modern CNC technology and Old World craftsmanship come together to create the fixtures, tools and wherewithal that contribute to the mastery of Martin guitar making. It is also here that Martin found a way to bring previously outsourced operations in-house, a step that has improved repeatable production quality while reducing production costs. “The machining of our castings had been another hurdle for us,” says Terry Kline, Martin’s manager of tooling and machinery. Until the company invested in the Fryer machines with the Siemens controls, Martin had outsourced the machining of its guitar body castings, with inconsistent results. “Now we’re holding close tolerances on our guitar body castings,” Kline says. “The quality of the castings is consistently accurate.”
CNC technology meets craftsmanship
On a daily basis at Martin, Kline sees what is possible when CNC technology and craftsmanship work together. “Without CNC technology, we’d be still carving out all our necks by hand, and that’s just not efficient enough to compete in today’s world,” he says. The intersection of technology and craftsmanship has come naturally for this 180-year-old guitar company, without one side compromising the other. “I think every manufacturing company needs to embrace technology,” says Kline. “Technology and craftsmanship go hand-in-hand. People are amazed by how much handwork still goes into our guitars. We’ll build a neck and a body and then assemble the two elements together, which makes that guitar come to life.”
Right-angle head compensation is essential to the accurate milling of guitar neck components. The function requires the sophisticated Sinumerik 840D sl CNC and ShopMill software from Siemens. Guitar image courtesy of C.F. Martin & Company.
For more information on this story, please contact:
SIEMENS INDUSTRY, INC.
DRIVE TECHNOLOGIES – MOTION CONTROL (MACHINE TOOL BUSINESS)
390 Kent Avenue
Elk Grove Village, IL 60007
Phone: 847-640-1595
Fax: 847-437-0784
Web: www.usa.siemens.com/cnc
Email: SiemensMTBUMarCom.sea@siemens.com
Attention: John Meyer, Manager, Marketing Communication
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
–
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.