
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
 No. 1029 is a 500ºF, three-level rotary hearth electric oven from Grieve, currently used for curing sealant onto molded plastic parts at the customer’s facility. Workspace dimensions on this oven measure 36” W x 32” D x 30” H. 24 KW are installed in Incoloy-sheathed tubular elements to heat the oven chamber, while a 1000 CFM, 1-HP recirculating blower provides horizontal airflow, front to rear, across the workload.
No. 1029 is a 500ºF, three-level rotary hearth electric oven from Grieve, currently used for curing sealant onto molded plastic parts at the customer’s facility. Workspace dimensions on this oven measure 36” W x 32” D x 30” H. 24 KW are installed in Incoloy-sheathed tubular elements to heat the oven chamber, while a 1000 CFM, 1-HP recirculating blower provides horizontal airflow, front to rear, across the workload.
This Grieve rotary hearth oven features 6” insulated walls, Type 304, 2B stainless steel interior, integral leg stand, an 8” W x 23” H front access opening built into the oven door and a 30” diameter three-level hearth constructed from perforated steel sheet and driven by a ¼-HP motor through a gear reducer with torque limiting device.
Controls onboard No. 1029 include a digital indicating temperature controller, manual reset excess temperature controller with separate contactors, recirculating blower airflow safety switch, circuit breaker disconnect switch plus a proximity switch and 12-tooth sprocket to index the hearth a 1/12 rotation per index.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
Three-drum surface slitter rewinder outfitted with Siemens hardware and software achieves Category 4 safety standard with space savings and more flexibility in design

Jennerjahn JLS-120, a popular 120” wide format slitter rewinder, capable of producing 400-foot rolls in less than 30 seconds, was customized using a total package of Siemens controls and software. The robust frame on this machine makes it ideal for construction grade materials, such as house wrap, roofing and flooring underlayment, billboard vinyl and landscaping rolls.
Jennerjahn, located in Matthews, Indiana, is a manufacturer of assorted lines of narrow and wide web slitter rewinders and custom machinery used by converters of point-of-sale cash register rolls, ATM rolls, lottery rolls and a variety of tape rolls, as well as a wide range of paper and other products, including laminating film, plotter paper, house wrap, landscaping products, vinyl billboard sheeting, flexible packages, box tape, roofing underlayment and other construction materials. Founded in 1978, the company also provides customer solutions for roll handling and roll packaging equipment. Today, Jennerjahn equipment can be found in markets worldwide.
On a recent job for a building products company in Australia, the Jennerjahn engineering team, led by Roger Vogel and Will Adams, was confronted with a unique set of requirements on a 120-inch wide, three-drum surface slitter rewinder, a variation of the company’s standard Model JLS-120, to be used to wind a variety of non-woven web materials, used in the construction industry. The machine required five axes of motion control. The JLS line features an unwind with pneumatic braking, a driven surface winder and driven lay-on roll. The machine typically slits a web into multiple sections and the surface winder winds a small diameter roll to a precise length.
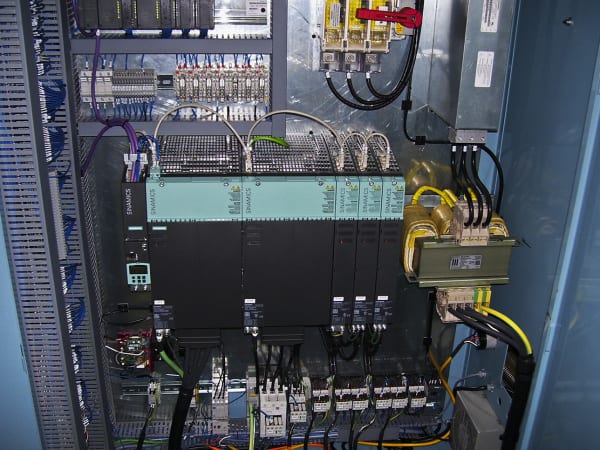 The customer required a Category 4, SIL 3 safety system, with components to support a local 415VAC, three-phase electrical power supply. As Jennerjahn senior controls engineer Will Adams explains, “We discussed the job with the applications engineering team at our local distributor and the decision was made to utilize a total package of Siemens hardware and control software, including Simatic PLC, Sinamics drives, HMI and a Profibus DP communications network.” While Jennerjahn had utilized Siemens products in the past, this machine requirement was a particular challenge, owing to the safety requirements, in particular. The builder was seeking a solution that would not require adding large amounts of relays and other hardware to meet the customer needs, plus the Jennerjahn team wanted to utilize the standard controls enclosures on the JLS-120 for this job. Adams continues, “The integrated safety features on the Siemens S7-300 PLC, plus the ability to execute a position move within the drive and also have those drives operate within a wide voltage range allowed us to meet the Category 4 safety level for our customer.” He further notes that the compact “bookend” design of the drives enabled Jennerjahn to use the standard enclosure on their machine. Previous JLS machines used AC/AC drives for all drive requirements. On this machine, there were three additional ancillary axes, so the use of the Siemens S120 booksize drive platform enabled the machine design to run all driven axes in a single drive. The use of the integrated E-POS positioning block in the S120 drive system and a high-resolution sin/cos feedback on the surface winder permitted very precise roll lengths, as well, on this application.
The customer required a Category 4, SIL 3 safety system, with components to support a local 415VAC, three-phase electrical power supply. As Jennerjahn senior controls engineer Will Adams explains, “We discussed the job with the applications engineering team at our local distributor and the decision was made to utilize a total package of Siemens hardware and control software, including Simatic PLC, Sinamics drives, HMI and a Profibus DP communications network.” While Jennerjahn had utilized Siemens products in the past, this machine requirement was a particular challenge, owing to the safety requirements, in particular. The builder was seeking a solution that would not require adding large amounts of relays and other hardware to meet the customer needs, plus the Jennerjahn team wanted to utilize the standard controls enclosures on the JLS-120 for this job. Adams continues, “The integrated safety features on the Siemens S7-300 PLC, plus the ability to execute a position move within the drive and also have those drives operate within a wide voltage range allowed us to meet the Category 4 safety level for our customer.” He further notes that the compact “bookend” design of the drives enabled Jennerjahn to use the standard enclosure on their machine. Previous JLS machines used AC/AC drives for all drive requirements. On this machine, there were three additional ancillary axes, so the use of the Siemens S120 booksize drive platform enabled the machine design to run all driven axes in a single drive. The use of the integrated E-POS positioning block in the S120 drive system and a high-resolution sin/cos feedback on the surface winder permitted very precise roll lengths, as well, on this application.
 In addition, many of the diagnostic features on the drive software helped the builder’s team with troubleshooting and start-up issues. Finally, the I/O configuration of the Siemens platform “…allowed us to keep our existing distributed I/O layout with minimal system redesign,” said Adams.
In addition, many of the diagnostic features on the drive software helped the builder’s team with troubleshooting and start-up issues. Finally, the I/O configuration of the Siemens platform “…allowed us to keep our existing distributed I/O layout with minimal system redesign,” said Adams.
The Jennerjahn team estimates that the implementation of the Siemens controls platform on this machine was achieved with a start-up time savings up to two-thirds, the result of various factors in the relationship between this builder, the controls vendor and the local distributor. Will Adams explains, “Siemens provided us design assistance to verify the sizing information and specify the required drive hardware. Our local distributor then provided a complete bill of materials to us, which saved us a great amount of time, owing to our lack of detailed knowledge about the Siemens products.” Adams also notes his company received several days of onsite engineering support provided by the controls supplier to help with drive set-up, network troubleshooting and the integrated safety program modifications required on this machine build.
 Roger Vogel, engineering manager for Jennerjahn, adds, “This project went very smoothly for us, because the relatively few problems we had were quickly handled by the folks from Siemens and our local distributor, both in the hardware and software areas, plus overall automation integration scenario. The training class we were offered was very well run and provided our team the extra information needed to successfully program the machine.”
Roger Vogel, engineering manager for Jennerjahn, adds, “This project went very smoothly for us, because the relatively few problems we had were quickly handled by the folks from Siemens and our local distributor, both in the hardware and software areas, plus overall automation integration scenario. The training class we were offered was very well run and provided our team the extra information needed to successfully program the machine.”
Since 1978, Jennerjahn has been a leading supplier to the converting industry and today provides an international partner to the industry, offering the most efficient solutions to customer needs on a wide variety of end uses. As a full line machine and ancillary equipment manufacturer, the company maintains a showroom of assorted automated slitter and rewind machinery, so any potential application can be tested, free of charge, according to the company’s website.
For more information on this story, please contact:
JENNERJAHN MACHINE, INC.
901 Massachusetts Avenue
Matthews, IN 46957
Phone: 765-998-2733
Fax: 765-998-2468
Web: www.jennerjahn.com
Email: sales@jennerjahn.com
Attention: Chris Jennerjahn, Roger Vogel or Will Adams
or
SIEMENS INDUSTRY, INC.
Drive Technologies — Motion Control
390 Kent Avenue
Elk Grove Village, IL 60007
Phone: 847-640-1595
Fax: 847-437-0784
Web: www.usa.siemens.com/motioncontrol
Email: SiemensMTBUMarCom.industry@siemens.com
Attention: John Meyer, Manager, Marketing Communications
EMAG has a long history, starting back in 1867 in Bautzen, Germany, as an iron foundry and engineering works. Re-established 60 years ago in Eislingen, Germany, in 1952 to make lathes and special-purpose machines, today it makes manufacturing systems for precision metal components from its headquarters in Salach, Germany. Its machines range from basic round-part vertical turning centers to machining centers with as many as six axes handling large workpieces. They perform turning, milling, grinding, hobbing, drilling and more as singular purpose setup or combination machines.
 The tools manufacture primarily automotive, off-highway, agricultural and oil field components. For example, EMAG tools are involved in transmission components for agricultural vehicles, such as gears, ouput shafts and idlers. “If you look at a dozer from the outside, you have a chain,” notes Peter Loetzner, CEO of EMAG’s U.S. subsidiary in Farmington Hills, Mich. “There are two large precision wheels that drive that chain. There are idlers on the bottom. Our machine can make all these round components.”
The tools manufacture primarily automotive, off-highway, agricultural and oil field components. For example, EMAG tools are involved in transmission components for agricultural vehicles, such as gears, ouput shafts and idlers. “If you look at a dozer from the outside, you have a chain,” notes Peter Loetzner, CEO of EMAG’s U.S. subsidiary in Farmington Hills, Mich. “There are two large precision wheels that drive that chain. There are idlers on the bottom. Our machine can make all these round components.”
EMAG’s equipment differs from typical vertical lathe machining centers, whose head stock is mounted, typically horizontally, and a turret turns to do the machining. “Our turret is mounted in a concrete base, so it’s not moving,” Loetzner explains. “We have a head stock that moves outside of that design. That gives us better precision and better tool life.”
 The machine builder takes pride in its ability to produce high-precision parts. In one example, Axle Alliance in Redford, Mich., needed to hold to a 25 µm tolerance for 390 mm diameter steel ring gears during hard turning, which is done prior to grinding the gear teeth. EMAG worked with Axle Alliance to develop a probing process that ultimately delivered a variation of less than 15 µm. Axle Alliance now uses six machines built at EMAG’s headquarters in Germany, each dedicated to a part line.
The machine builder takes pride in its ability to produce high-precision parts. In one example, Axle Alliance in Redford, Mich., needed to hold to a 25 µm tolerance for 390 mm diameter steel ring gears during hard turning, which is done prior to grinding the gear teeth. EMAG worked with Axle Alliance to develop a probing process that ultimately delivered a variation of less than 15 µm. Axle Alliance now uses six machines built at EMAG’s headquarters in Germany, each dedicated to a part line.
Another example comes from Precima Magnettechnik in Brückeburg, Germany, whose customers expect absolute perfection from, in this case, housings for brakes used mainly for wind turbines. Precima had had issues with machine vibration causing negative effects on tool life and surface finish. However, the rigidity of EMAG’s turning machines and the vibration damping quality of the base allows for the very high feed rates and cutting speeds required in precision hard-machining. Precima now runs four vertical pick-up turning machines from EMAG.
 Loetzner gives much of the credit for the machines’ capabilities to long-time partner Siemens. EMAG has standardized on the Siemens Sinumerik 840D CNC platform, specifically the solution line and power line. Loetzner likes, in particular, that the CNC controller is an integral part of the PLC, and they are able to do almost everything through the CNC, including making it look like a PC for the operator. The common look and feel for the operators makes for easier onsite commissioning and cross-training, Loetzner adds.
Loetzner gives much of the credit for the machines’ capabilities to long-time partner Siemens. EMAG has standardized on the Siemens Sinumerik 840D CNC platform, specifically the solution line and power line. Loetzner likes, in particular, that the CNC controller is an integral part of the PLC, and they are able to do almost everything through the CNC, including making it look like a PC for the operator. The common look and feel for the operators makes for easier onsite commissioning and cross-training, Loetzner adds.
In one recent case study, EMAG needed to provide grinding, turning and turn-grind machines to a major agricultural equipment builder, and the machine builder relied on the 840D CNC. “We needed to devise a control solution that would satisfy all the needs of the various machines we were supplying to this demanding customer, based on a common platform, to enable easier design, integration, startup, commissioning on-site and training for our customer’s operations and maintenance personnel,” Loetzner said at the time.
 Similar control technologies are used on EMAG’s newer-technology machines, including laser welding and electrochemical machining centers. These technologies have little impact on the control or automation schemes, Loetzner notes, because they still are essentially performing the same task, whether in a dry, lubed, gas-cooled or underwater environment. Only the sensors and encoders need to change to accurately feed the relevant data to the control. In fact, the controls are often much simpler because the axes of motion are fewer, though more multi-axis and workpiece manipulating machines are being developed.
Similar control technologies are used on EMAG’s newer-technology machines, including laser welding and electrochemical machining centers. These technologies have little impact on the control or automation schemes, Loetzner notes, because they still are essentially performing the same task, whether in a dry, lubed, gas-cooled or underwater environment. Only the sensors and encoders need to change to accurately feed the relevant data to the control. In fact, the controls are often much simpler because the axes of motion are fewer, though more multi-axis and workpiece manipulating machines are being developed.
The CNC also enables remote monitoring over a wireless network so that process engineers can see what the operator sees on each machine. The agricultural equipment customer mentioned has used the remote monitoring capability on a wide variety of EMAG machines for several years, with all data communicated through a single information network that’s accessible by both EMAG and Siemens. Through this arrangement, they have been able to significantly reduce downtime, service calls and troubleshooting identification time.
 More than 75% of the EMAG machines at this customer site are equipped with robotic devices. The lights-out capabilities this provide make remote monitoring that much more important. Remote monitoring can be done directly through the Sinumerik CNC in a one-on-one exchange with the customer, Loetzner notes, or even a three-way exchange involving Siemens as well.
More than 75% of the EMAG machines at this customer site are equipped with robotic devices. The lights-out capabilities this provide make remote monitoring that much more important. Remote monitoring can be done directly through the Sinumerik CNC in a one-on-one exchange with the customer, Loetzner notes, or even a three-way exchange involving Siemens as well.
While happy with the precision capabilities, EMAG’s focus on future development is trying to decrease the downtime between producing components. “On the automation and the part handling, the challenge is you want the machine to run and make parts all the time, right? But once a part is done, you have to take it out and put the other in,” Loetzner says. “Those non-productive times are the biggest enemies.”
 EMAG reduces those times partly by use of the Japanese chaku chaku principle. Meaning “loading loading,” the idea is to bring various process steps as close together as possible to improve the speed between the processes. EMAG’s vertical machining centers not only fill a much smaller footprint on the plant floor, they also improve chip flow. Also, all of EMAG’s machines are self-loading, with a servo-controlled shuttle traveling through the machine, but not through the work envelope, Loetzner notes.
EMAG reduces those times partly by use of the Japanese chaku chaku principle. Meaning “loading loading,” the idea is to bring various process steps as close together as possible to improve the speed between the processes. EMAG’s vertical machining centers not only fill a much smaller footprint on the plant floor, they also improve chip flow. Also, all of EMAG’s machines are self-loading, with a servo-controlled shuttle traveling through the machine, but not through the work envelope, Loetzner notes.
“While we have shown the industry we can master any part to highest precision, over the last five years we’ve been more and more focused on tightening non-productive time,” Loetzner says. At IMTS in Chicago in September, 2012, EMAG showed a new machine generation that significantly reduces the non-value add times. “Our chip-to-chip time was between 6 and 7 seconds for typical automotive gear,” Loetzner says. “Now it would be a second or less.”
For more information:
Kristal Kilgore
EMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: kkilgore@emag.com
Web: www.emag.com
Check out Cutting Tool Engineering’s coverage of EMAG’s VL 2 P at IMTS 2012 HERE.
Contact for press and publishers:
EMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: info@usa.emag.com
Web: www.emag.com
Attention: Peter Loetzner
Continue readingAnn Arbor, Michigan – GMTA (German Machine Tools of America) represents various top-quality German metalworking machine builders, including Profilator, Pittler, Praewema and WMZ. These machines are sold to the North American market by GMTA primarily for gear and spline production, as well as other power transmission applications. The company’s target markets include automotive, off-highway, OCTG and other heavy equipment manufacturing. Machines are provided for gear honing, gear grinding, Scudding®, polygon milling, turning, gear tooth pointing and multiple machining operations.
In the news…
-DVS, the parent company of Pittler, Praewema and WMZ in Germany, has plans to expand its North American operations, owing to the success achieved with GMTA in this market
-Scudding® technology, pioneered by Profilator, continues to impact the North American gear and spline markets, due to its superior performance compared to other methods of production; several competitors trying to offer it, proving that indeed, “Imitation is the sincerest form of flattery.”
-The renovation of the GMTA facility in Ann Arbor, Michigan is now complete with plans in the works for future expansion of the campus. Additional floorspace, showroom capacity and training facilities, plus more personnel, are planned, according to company VP Scott Knoy.
-Now in final runoff with anticipated start-up in June, GMTA has provided eight machines (16 spindles total) for the advanced cylinder lining program to the Caterpillar operation in Mapleton, Illinois; project for GMTA valued at $15,000,000
-Order received from Chrysler for Phase III transmission line at IPT1 in Indiana
-GMTA and DVS will have joint booth space, considerably expanded, at IMTS 2014
For more information on this announcement, please contact:
GMTA (German Machine Tools of America)
4630 Freedom Drive
Ann Arbor, MI 48108
Phone: 734-973-7800
Fax: 734-973-3053
Web: www.gmtamerica.com
Email: scott@gmtamerica.com
Attention: Scott Knoy, VP
Connect with GMTA online: ![]()
![]()
![]()
![]()
Grieve Corporation introduces No. 821, a 650°F electric inert atmosphere walk-in oven, currently in use for annealing plastic rods at a customer’s facility.

Workspace dimensions inside this unit measure 36” wide x 156” deep x 48” high. 80 kW power is installed in Incoloy sheathed tubular heating elements, while a 7800 CFM, 5 HP recirculating blower provides horizontal airflow across the workloads.An aluminized steel exterior and interior are featured on this unit, which also includes 5” thick insulated walls throughout.
Special construction for inert atmosphere processing includes all the following components: pressure regulator, flowmeter, pressure gauge, internal high-temperature gasketing, bellow-type doorway seal, 1/2” thick cellular silicone rubber atmosphere seal, blower shaft seal, positive latching door hardware, adjustable offset door hinges, outlet with pressure relief, interior seams welded gas-tight and all wall penetrations equipped with compression fittings.
An additional 1500 CFM blower is furnished to pull air through an air jacket on the inner oven for cooling. An oxygen analyzer, 0-5% range, is also provided on this oven.
A flatbed loading truck with 3500 lb. capacity and integral channel support sides, plus a transfer dolly with oven-to-dolly and dolly-to-truck latches, was also provided to the customer.
This entire package was completely designed, engineered, built and fully tested by Grieve.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
No. 838 is a 500oF gas-fired belt conveyor oven from Grieve, currently used for heating and curing battery cans at a customer’s facility.

Workspace dimensions of this oven measure 30” wide x 25’ deep by 18” high, with 4’ long open belt loading and unloading zones at each end. A 10,000 CFM, 7 ½-HP recirculating blower provides vertical downward airflow to the load, while a 350,000 BTU/HR modulating natural gas burner provides heat to the workspace.
No. 838 features a 24” wide, B-42-24-16 balanced weave conveyor belt with roller chain edge drive, powered by a 1/3-HP motor drive with variable speeds from 5-100 ipm.
This Grieve conveyor oven has an aluminized steel interior and exterior, with 4” insulated walls throughout. Side doors allow access to the entire workspace.
All safety and control equipment required by IRI, FM and NFPA Standard 86 for gas-heated equipment is on-board this unit, including a 325 CFM, 1/3-HP powered forced exhauster.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
No. 845 is a 150oF electrically-heated drawer oven from Grieve, currently used for curing printing plates at a customer’s facility.
 Workspace dimensions inside this oven measure 88” wide x 63” deep x 60” high. 80KW installed in Incoloy-sheathed tubular heating elements provide the heat, while a 6,000 CFM, 5-HP recirculating blower furnishes horizontal front-to-back airflow across the workloads.
Workspace dimensions inside this oven measure 88” wide x 63” deep x 60” high. 80KW installed in Incoloy-sheathed tubular heating elements provide the heat, while a 6,000 CFM, 5-HP recirculating blower furnishes horizontal front-to-back airflow across the workloads.
This Grieve drawer oven features 4” insulated walls, aluminized steel interior and exterior, plus an access door to the heat chamber for maintenance. Eight drawers, 84” wide x 54” long x 1” high, are each rated for 50 lb. loading. Explosion venting panels are built into the oven roof.
Safety equipment is on-board this Grieve oven to handle 1.34 gallons of flammable solvents, including a manual reset excess temperature controller, back-up heating element relay, separately powered forced exhauster, exhauster airflow safety switch, recirculating blower airflow safety switch and purge timer.
The drawers on the No. 845 open to extend 40” in front of the oven to accommodate the large workpieces involved in this particular application.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
 No. 853 is a 500oF electrically-heated belt conveyor oven from Grieve, currently used for curing coating and heat shrinking plastics at a customer’s facility.
No. 853 is a 500oF electrically-heated belt conveyor oven from Grieve, currently used for curing coating and heat shrinking plastics at a customer’s facility.
Workspace dimensions of this oven measure 30” wide x 96” deep x 24” high. A 2’ long open belt loading zone, 8’ long insulated heat zone with recirculated airflow and 2 ½’ long open belt unloading zone constitute the full heat processing system. 48KW installed in Nichrome wire heating elements provide the heat, while a 4200 CFM, 3-HP recirculating blower furnishes vertical downward airflow to the load.
This Grieve oven features 4” insulated walls, a Type 304, 2B finish stainless steel interior, stainless steel exterior with #4 brush finish, as well as a 24” wide, 1” x1” Type 304 stainless steel flat wire conveyor belt with ¼-HP motor drive, variable speed from 0.9 to 17.6 ipm. A side door allows access to the unit’s workspace.
Safety and control equipment on-board No. 853 include PVC electrical conduit, a remote control panel, 325 CFM stainless steel powered forced exhauster, six-point thermocouple jack panel through the oven wall, digital indicating temperature controller, manual reset excess temperature controller with separate contactors, and recirculating blower airflow safety switch.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
 No. 969 is an electrically-heated 200ºC (~392ºF) laboratory oven from Grieve, currently used for preheating 15 lb. molds at the customer’s facility. Workspace dimensions of this oven measure 12”W x 10”D x 10”H. 800W are installed in Incoloy-sheathed tubular elements to heat the unit, while gravity convection provides the airflow to the load.
No. 969 is an electrically-heated 200ºC (~392ºF) laboratory oven from Grieve, currently used for preheating 15 lb. molds at the customer’s facility. Workspace dimensions of this oven measure 12”W x 10”D x 10”H. 800W are installed in Incoloy-sheathed tubular elements to heat the unit, while gravity convection provides the airflow to the load.
This specially modified Grieve lab oven features 1” insulated walls throughout, aluminized steel interior, stainless steel exterior with #4 brushed finish, heavy duty door latch, reinforced door hinge, shelf supports bolted through the oven walls to support the load at a double shelf height and an adjustable fresh air inlet damper at the oven bottom to control the amount of fresh air entering the chamber.
An added feature for accuracy, the temperature control shaft onboard No. 969 is recessed and slotted to avoid a set point change.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP