
Contact us today:
Author Archives: Bernard & Company

Wardwell Has a Successful Show at Interwire
By Bernard & Company
No Comments
 Interwire, the largest and longest-running wire and cable show, took place between May 13 and May 16, at the World Congress Center in Atlanta, Georgia. Wardwell Braiding Company had quite a turnout at their booth. They were able share their knowledge and interact with many potential customers.
Interwire, the largest and longest-running wire and cable show, took place between May 13 and May 16, at the World Congress Center in Atlanta, Georgia. Wardwell Braiding Company had quite a turnout at their booth. They were able share their knowledge and interact with many potential customers.
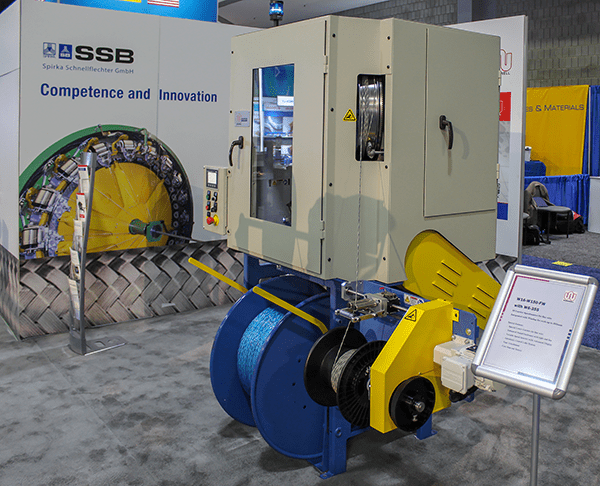
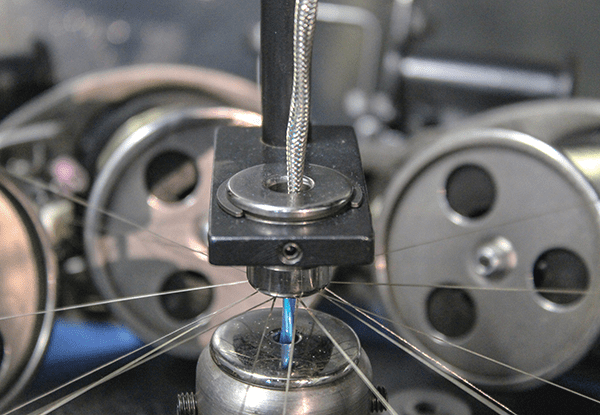
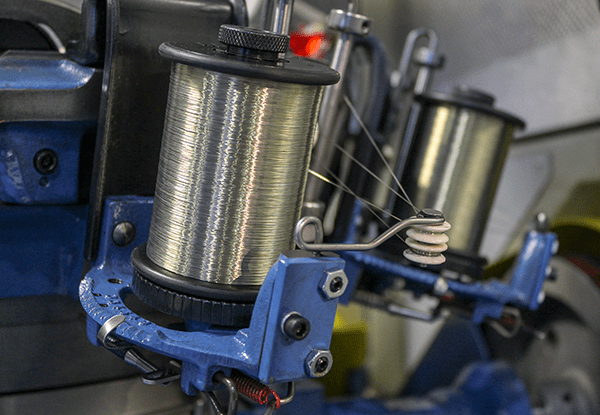
Wardwell offered a sneak peak of their new 24 carrier Maypole style braiding machine at booth #1306. The braiding machine has an independently driven capstan instead of change gears to vary the pitch. It is also features a driven wind-up mechanism for reels with a flange diameter of up to 14,” which is rarely used on Maypole style units. These two features make the B10 the ideal test machine by combining versatility and low cost. Furthermore, the braiding machine works best in a laboratory environment or an R&D environment because users can test run materials or the size of products.
Another product shown at Wardwell’s booth was the Speedmaster 150, a 10 carrier braiding machine for fine wire and integrated with windup for reels up to 35 mm. Additional features include special lower carriers for fine wire, an enhanced sound enclosure with lights and a fan, as well as an automatic central lube system. Finally, the Speedmaster 150 features a tape attachment and a core run-out sensor.
For more information, please contact:
Cynthia Chen
Wardwell Braiding Co.
1211 High Street
Central Falls
Rhode Island, 02863
Phone: 401 724 8800 X 183
Fax: 401 723 2690
Web: www.wardwell.com

Exact Metrology Honors Application Specialist
By Bernard & Company
No Comments
 Exact Metrology presented its application specialist, Greg Hoeting with the first Golden Circle Award.
Exact Metrology presented its application specialist, Greg Hoeting with the first Golden Circle Award.
This award recognized Mr. Hoeting’s achievements at the company within the last 11 years. Among these are positive and long lasting impact on internal and external customers, going above and beyond normal job duties to help team members or customers, creating new solutions and opportunities and innovative thinking. In addition, Mr. Hoeting perfectly exemplified the goals, purpose, beliefs and ethics of Exact Metrology. He’s also authored many articles, contributing to the body of knowledge at the company.
“Receiving the Golden Circle Award has been a great honor for me. Working at Exact Metrology is both challenging and rewarding. I continue to be fully committed to serving customers and contributing to the company’s development.”

Steve Young, one of the company’s co-presidents said, “We are very happy to have Greg on our team. His dedication and knowledge are truly an asset for our company. We hope to continue offering this award in the future.”
Exact Metrology is an ISO 9001:2008, AS9100, FFL and ITAR Certified Company.
Exact Metrology, with facilities in Cincinnati and Milwaukee and affiliated offices throughout the Midwest, is a comprehensive metrology services provider, offering customers 3D scanning, reverse engineering, quality inspection, product development CT scanning and services and 2D drawings. The company also provides turnkey metrology solutions, including equipment sales and lease/rental arrangements.
For more information, please contact:
Steve Young
Exact Metrology, Inc.
11575 Goldcoast Drive
Cincinnati, OH 45249
Phone: 614-264-8587
Local: 513-831-6620
www.exactmetrology.com
stevey@exactmetrology.com
NOARK Electric Features New Extended Frame Size at ATX Canada 2019
By Bernard & Company
No Comments
 Pomona, California– NOARK Electric, a leading low-voltage, electrical product manufacturer, now offers an extended frame size for the Ex9C 1000A.
Pomona, California– NOARK Electric, a leading low-voltage, electrical product manufacturer, now offers an extended frame size for the Ex9C 1000A.
NOARK Electric has extended its Ex9C general purpose contactor product line up to a 1000 ampacity frame size. NOARK’s popular line of IEC style of AC and DC contactors are UL508 certified and tested for the NEMA market. With the latest extension of the line up to 1000 amperage, NOARK can now address a much larger portion of the industrial control and automation market. The Ex9C1000 frame size will be offered in a 630, 800, and 1000A offering.
NOARK Electric (North America), located in Pomona, California, is a leading global electrical component and intelligent control system supplier. The company is establishing a representative and distribution network to serve its primary markets, which include the building trades and electric panel board builders in various industries. As a global supplier, NOARK currently operates four R&D centers, three distribution centers, 15 office locations and employs over 1,000 associates. Sales currently exceed $2 billion worldwide.
To see firsthand a demonstration of Noark’s latest product developments, visit us at the ATX Canada 2019 Show at Booth 968 or contact your local sales representative at nasales@noark-electric.com
For more information, please contact:
Ed Joe, Marketing Director
Noark Electric (North America)
2188 Pomona Blvd
Pomona, CA 91768
Phone: 779-771-8881
Email: ed.joe@noark-electric.com
Website: na.noark-electric.com

Wardwell Introduces New Braiding Machine at Interwire
By Bernard & Company
No Comments
 Interwire took place between May 13 and May 16, at the World Congress Center in Atlanta, Georgia. Wardwell Braiding offered a sneak peak of their new 24 carrier Maypole style braiding machine at booth #1306.
Interwire took place between May 13 and May 16, at the World Congress Center in Atlanta, Georgia. Wardwell Braiding offered a sneak peak of their new 24 carrier Maypole style braiding machine at booth #1306.
The braiding machine has an independently driven capstan instead of change gears to vary the pitch. It is also features a driven wind-up mechanism for reels with a flange diameter of up to 14,” which is rarely used on Maypole style units. These two features make the B10 the ideal test machine by combining versatility and low cost. Furthermore, the braiding machine works best in a laboratory environment or an R&D environment because users can test run materials or the size of products.



For more information, please contact:
Cynthia Chen
Wardwell Braiding Co.
1211 High Street
Central Falls
Rhode Island, 02863
Phone: 401 724 8800 X 183
Fax: 401 723 2690
Web: www.wardwell.com

Facility Expansion and First-Of-Its-Kind Balancing Bunker Prepare Centrisys for Next Generation Centrifuge Manufacturing and Service
By Bernard & Company
No Comments
Note: Information taken from a discussion with Michael Kopper, the CEO and founder of Centrisys and Bill Fairbairn, Vice President and Building Expansion Manager at the company.

Expanded Building Area
Centrisys/CNP, Kenosha, Wisconsin today announced the completion of a 34,000 square-foot building expansion, including an upgrade of its balancing equipment with a first-of-its-kind centrifuge balancing bunker in the interior of the building.
The Centrisys/CNP Manufacturing and Service Campus, located in Kenosha, Wisconsin, consists of three buildings totaling 13,000 square feet. In 2016, it became apparent that the capital equipment manufacturing building was running out of workable space and needed an expansion. According to Kopper, “As the decision-making for the extension evolved, the addition of a next-generation balancing machine and bunker was logical. The safety of our employees, along with the assurance that every centrifuge we build and service is balanced correctly, was well worth the added expense.”
Because the balancing bunker is a first-of-its-kind solution, aimed at creating higher safety standards and increasing manufacturing productivity as well as efficiencies, a company committee was formed to design and build the bunker space and determine what equipment would work best.
According to Kopper, “We’ve been doing this type of work for a long time; centrifuge manufacturing and service have been our focus since the beginning. We had a thorough understanding of what we wanted and what the industry needed. Having enough workspace in a shop is important to eliminate errors during the manufacturing process. No one likes to work in a space that’s too crowded.” He added, “Underestimating the power of accurate balancing for a centrifuge is a big mistake. There is a tremendous cost to customers when a centrifuge is not in balance. High vibrations cause premature damage and wear to the centrifuge parts and structural components, creating higher repair costs and unnecessary process downtime.”
 Centrisys partnered with Schenck USA Corp. and chose the HM7U for the upgrade. According to Fairbairn, “It has stronger supports and higher dynamic load capabilities; we can balance over- operating speed on machines with a diameter of 44” or greater. We can handle larger and heavier rotors, so this is the natural next step for manufacturing and servicing next generation centrifuges.”
Centrisys partnered with Schenck USA Corp. and chose the HM7U for the upgrade. According to Fairbairn, “It has stronger supports and higher dynamic load capabilities; we can balance over- operating speed on machines with a diameter of 44” or greater. We can handle larger and heavier rotors, so this is the natural next step for manufacturing and servicing next generation centrifuges.”
The HM7U has a full range of safety features for all protection classes. The bunker isolates the operator in a protected control area and includes video monitoring to see into the balancing areas without the employee needing to be in proximity to the running equipment. Cranes are installed overhead to place parts and components in the balancing cradles. Fairbairn concluded, “This set- up is something in which our team takes great pride, as it is world-class.”
Commenting on the future of Centrisys, Fairbairn said that the expansion changes were necessary and that the company’s growth “…has allowed us to build larger and greater numbers of centrifuges, along with different types of environmental process equipment. As the only US manufacturer of decanter centrifuges in all environmental dewatering and thickening applications, Kopper stated, “I believe we’ve set the bar high for improved safety, productivity and efficiency. These are all essential to the higher standards we’ve established in our industry.” He added, “I won’t compromise on any of these factors at a Centrisys facility. Our customers shouldn’t ever be required to compromise, either.”
For more information, please contact:
Centrisys/CNP
9586 58th Place
Kenosha, WI 53144
262-654-6006
marketing@centrisys.com
www.centrisys.com
Michele Whitfield or Jessie Jones

260°F Clean Room Cabinet Oven from Grieve
By Bernard & Company
No Comments
 No. 797 is a 260°F (127°C), clean room cabinet oven from Grieve, currently used for drying coating on printed circuit boards at the customer’s facility. Workspace dimensions of this oven measure 36” W x 36” D x 39” H. 20 KW installed in Incoloy sheathed tubular heating elements, while a 1000 CFM, 1-1/2 HP recirculating blower provides horizontal airflow to the workload.
No. 797 is a 260°F (127°C), clean room cabinet oven from Grieve, currently used for drying coating on printed circuit boards at the customer’s facility. Workspace dimensions of this oven measure 36” W x 36” D x 39” H. 20 KW installed in Incoloy sheathed tubular heating elements, while a 1000 CFM, 1-1/2 HP recirculating blower provides horizontal airflow to the workload.
This Grieve clean room cabinet oven features 4” insulated walls, Type 304, 2B finish stainless steel interior with continuously backwelded seams and exterior finished with white epoxy paint. Oven features include #4 brushed stainless steel door cover and control panel face. Additional features include safety equipment for handling flammable solvent including explosion venting door hardware and 30” x 24” x 6” thick stainless steel high temperature HEPA recirculating filter.
Controls on the No. 797 include a digital indicating, programming temperature controller and SCR power controller.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, Illinois 60073-2835
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese
Jim Wirtz Named President at REP Corporation
By Bernard & Company
No Comments
Promises “evolution not revolution” at market leader in rubber molding presses

Jim Wirtz
President
REP Corporation
Kodak, Tennessee-Effective immediately, James P. Wirtz II has been named President of REP Corporation, the longtime leader in rubber molding presses and related equipment for the North American market. REP Corporation is a subsidiary of REP International, based in Lyon, France.
Jim Wirtz came to REP in 2014, when he was named Service Manager for the company. His appointment follows the recent announcement by previous president Tim Graham, wherein Graham decided to take a reduced role at the company.
Jim observes, “REP is committed to making this change as more of an evolution not a revolution, at the company. The old maxim in business says if it ain’t broke, don’t fix it. While we will continue to develop new molding machines for the rubber and TPE business in North America, plus enhance our offering with recently introduced devulcanization equipment as well as REP Pack 4.0 production management software modules, I can assure our many customers and associates in the industry that some things will never change. Those include our commitment to advancing molding technology, providing the best overall solutions to parts manufacturers and, most importantly, supporting our machines with a training and service business model, second to none in the industry. That aspect of REP will be our benchmark, going forward, as we seek to remain in our market leading position.” Since its beginning in 1970, REP Corporation has grown to be the acknowledged top supplier of molding machinery in the North American market.
Wirtz brings nearly a lifetime of experience in the rubber molding industry to his new post at REP, as his family owned and operated Wirtz Manufacturing, likewise a longtime leader in injection molding, based in Michigan, where Jim learned the business from all aspects of mold design and contract production. When the family business redirected itself into battery manufacturing in the mid-1990’s, Jim’s passion for the rubber molding industry continued, as he helped design and construct various manufacturing facilities across the United States, in the rubber industry. “My entire working life has been centered around the rubber injection and extrusion business. It is an honor to lead REP Corporation and be a part of the REP International global network, staying in the industry where my grandfather, father and I have all spent our careers. It’s where I belong,” Jim notes.
Wirtz will be responsible for the management and corporate direction of REP Corporation, a leading supplier of injection, compression and transfer molding presses, plus tire making and devulcanization equipment. He will be based at the new company headquarters, recently opened in Kodak, Tennessee, near Knoxville. Other announcements regarding this new facility will be forthcoming, according to company sources.
For more information on this announcement, please contact:
REP Corporation
310 Katom Drive
Kodak, TN 37764
Phone: 847-697-7210
www.repinjection.com
Jim Wirtz, President

For Almost 45 Years Anca Has Been on the Journey to Help Our Customers Move Towards a Smart Factory Solution
By Bernard & Company
No Comments
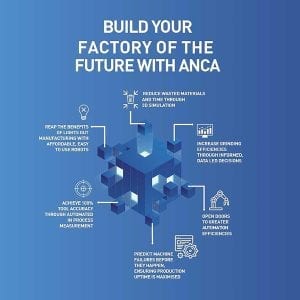
Visit ANCA at EASTEC at booth 1244 to learn more about how our world-first technology developments have helped reduce production costs by 50% through lights out manufacturing
 From 3D simulation software to LaserPlus, an in-process measurement system, to RoboTeach, which makes robotic loaders accessible and easy to program – ANCA has been building a tool box of technology for our customers to reap the benefits of automation and Industry 4.0.
From 3D simulation software to LaserPlus, an in-process measurement system, to RoboTeach, which makes robotic loaders accessible and easy to program – ANCA has been building a tool box of technology for our customers to reap the benefits of automation and Industry 4.0.
Visit us at Booth 1244 and learn more about how ANCA is enabling manufacturers to run ‘lights out’ and download our practical guide on how to build a Factory of the Future.
Thomson Mathew, Software Product Manager says: “Get a live demo of the soon to be released ToolRoom RN34 software and learn how it specializes in complex cutting tool geometries for the aerospace, die mould and power generation industry.”
ANCA’s latest ToolRoom RN 34 software release focuses on manufacturing the most complex tool geometries with a perfect balance. Visitors can get a demo of the endmill cycles for ballnose and corner radius, tool balancing and next generation fluting cycles.
 Also at the show will be ANCA’s Management Suite, which either on the premise or in the cloud is a game changer for the CNC grinding industry. It provides customers the technology to monitor the performance of their machines no matter where they are in the world. The new software also enables companies to run smart factories by providing live production information to make data-based decisions on operational improvements. Also launching soon is a new USB WiFi dongle that will add seamless connectivity to machine users.
Also at the show will be ANCA’s Management Suite, which either on the premise or in the cloud is a game changer for the CNC grinding industry. It provides customers the technology to monitor the performance of their machines no matter where they are in the world. The new software also enables companies to run smart factories by providing live production information to make data-based decisions on operational improvements. Also launching soon is a new USB WiFi dongle that will add seamless connectivity to machine users.
Email us at marketing@anca.com to book a free demo at EASTEC 2019 to see ANCA’s latest ToolRoom version or our Management Suite software.
Ideal for light manufacturing, regrinding and full production – see the FX7 Linear at EASTEC
For customers that require increased flexibility or more spindle power, or increased automation capacity that a robot can provide, the FX7 Linear offers these. The FX7 Linear offers a wide range of options for those looking to increase productivity and accuracy. Available as an option is the AR300 robot loader to increase efficiency by automating repetitive manual tasks.
Features include:
- Linear motors on X and Y axes
- AM5000 control system for faster processing
- HSK40 taper provides increased rigidity and accuracy for improved tool surface finish results
 Embrace automation with ANCA’s AR300 loader
Embrace automation with ANCA’s AR300 loader
With over 70% of ANCA customers buying machines with robotic functionality, it’s fair to say the age of the robots has come. Far from a nice-to-have add on, many CNC machines now come with operator panels that provide in-built control over both the grinding software and the robotics function, opening the door to greater automation efficiencies.
At ANCA we provide a complete solution to our customers, designing and manufacturing almost all our technology in-house. As part of this we developed our own low-cost solution for tool loading.
The 3-axes ANCA robot has a capacity of 380 tools and accommodates tool sizes up to Ø20mm (Ø3/4”) x 150mm (6”) long. The AR300 loader is contained within the compact FX Linear machine footprint, so there is no need for extra floorspace. In addition, there is no need to change gripper fingers between batches, which further maximizes productivity.
Utilizing the latest control technology from ANCA Motion, the AR300 loader is an excellent value-for-money auto tool loading solution for the FX5 Linear and FX7 Linear two-wheel changer machines. The loader provides quick tool loading, as the tool is passed directly from the pallet to the collet in a single gripping action.

For further information, please contact:
Sepideh Zandieh
PR and Communications Manager, ANCA
M: +61 439 316 131
Sepideh.Zandieh@anca.com
ANCA is a market leading manufacturer of CNC grinding machines. It was founded in 1974 in Melbourne, Australia where the company still has its global headquarters. ANCA has offices in the UK, Germany, China, Thailand, India, Japan, Brazil and the USA as well as a comprehensive network of representatives and agents worldwide.
ANCA CNC grinders are used for manufacturing precision cutting tools and components across a diverse range of competitive industries including cutting tool manufacture, automotive, aerospace, electronics and medical.
Continue readingExact Metrology Participates in Career Fairs at Various Universities
By Bernard & Company
No Comments
 Exact Metrology was present at two career events, one at Northern Kentucky University and the other at Cincinnati State University.
Exact Metrology was present at two career events, one at Northern Kentucky University and the other at Cincinnati State University.
On Wednesday, February 27, Northern Kentucky University held its 2019 Career Expo from 2 to 5 pm. There were 140 employers meeting with students and alumni for internships, co-ops and full-time positions. Employers present came from fields such as: accounting/finance, athletic training and exercise science, math/science/EGT, business, computer science, etc.
Cincinnati State University also held its Career/Co-Op job fair on Thursday, February 28, from 1 to 3 pm. Approximately 40 companies and organizations participated.
 Both events were attended by Matt Martin, the company’s branch manager and an application engineer at Exact Metrology. At these two events, Exact Metrology featured the Artec Eva 3D handheld scanner, from Artec 3D, a world-renowned developer and manufacturer of professional 3D scanners and software. Artec Eva is a handheld scanner ideal for quick, textured and accurate scans. Artec Eva doesn’t require markers or calibration and the scanner captures 16 frames per second. These frames are automatically aligned in real time, making scanning easy and fast. The aim was to foster relationships with these universities, recruit interested students and offer additional tools and information about the company.
Both events were attended by Matt Martin, the company’s branch manager and an application engineer at Exact Metrology. At these two events, Exact Metrology featured the Artec Eva 3D handheld scanner, from Artec 3D, a world-renowned developer and manufacturer of professional 3D scanners and software. Artec Eva is a handheld scanner ideal for quick, textured and accurate scans. Artec Eva doesn’t require markers or calibration and the scanner captures 16 frames per second. These frames are automatically aligned in real time, making scanning easy and fast. The aim was to foster relationships with these universities, recruit interested students and offer additional tools and information about the company.
Exact Metrology, with facilities in Cincinnati and Milwaukee and affiliated offices throughout the Midwest, is a comprehensive metrology services provider, offering customers 3D scanning, reverse engineering, quality inspection, product development and 2D drawings. The company also provides turnkey metrology solutions, including equipment sales and lease/rental arrangements.
Artec 3D is an international company, headquartered in Luxembourg, with subsidiaries in the United States (Santa Clara, California) and Russia (Moscow). Artec develops and produces innovative 3D solutions and products. Artec has a team of professional experts in the collection and processing of 3D surfaces as well as biometric facial recognition. Artec’s products and services can be used in many industries, such as in engineering, medicine, media and design, entertainment, fashion, historic preservation, security technology and more.
For more information, please contact:
Steve Young
Exact Metrology, Inc.
11575 Goldcoast Drive
Cincinnati, OH 45249
Phone: 614-264-8587
Local: 513-831-6620
www.exactmetrology.com
stevey@exactmetrology.com

Centrisys Earns Acclaim from Frost & Sullivan For Increasing the Efficiency of the THP Process In Sludge Treatment
By Bernard & Company
No Comments
The PONDUS TCHP helps wastewater and sludge treatment facilities pursue a more sustainable future through a waste-to-value strategy
 Centrisys/CNP, Kenosha, Wisconsin announced that it has been recognized by Frost & Sullivan with its 2019 North American Product Leadership Award for its PONDUS thermal hydrolysis process (THP). With this product, Centrisys allows the North American sludge treatment industry to not only accelerate the sustainability of anaerobic digestion but also to significantly enhance THP.
Centrisys/CNP, Kenosha, Wisconsin announced that it has been recognized by Frost & Sullivan with its 2019 North American Product Leadership Award for its PONDUS thermal hydrolysis process (THP). With this product, Centrisys allows the North American sludge treatment industry to not only accelerate the sustainability of anaerobic digestion but also to significantly enhance THP.
“Centrisys/CNP, through its licensing agreement to distribute PONDUS TCHP in North America, offers the market a more productive process alternative by replacing steam with safe caustic soda. The simplified system uses only a heat efficiency exchanger, progressive cavity pumps and a reactor with no moving parts,” said Seth Cutler, Frost & Sullivan’s principal consultant. “Through chemical reaction, the caustic soda breaks down cell membranes in the sludge as effective as steam. As a result, PONDUS TCHP offers operational simplicity avoids further personnel training and decreases the process carbon footprint.” ‘
TCHP reduces the volume of solids. This boosts the availability of digester capacity and the quality of outputs in biogas and solids. Biogas can be turned into heat, while the cake solids can be turned into fertilizer, soil amendments or nutrients. Thus, the product increases economic gains, economic care and offers a better future for communities.
“It is an honor that Frost & Sullivan gave us an award for PONDUS,” said Gerhard Fortner, CNP President. “The PONDUS process is a technology that just makes sense. It is simple to operate, cost-effective and safe for all sized plants.”
PONDUS originated in Germany and is currently used in six installations in Europe and one in China. Centrisys introduced PONDUS in North America through an agreement in 2015. The PONDUS process was integrated into the facility and fully functional in just 15 months.
Cutler further noted that this product can decrease the viscosity of thickened sludge up to 80%. This is important, as it permits 50% reductions in volume for anaerobic digesters and frees up more space. In addition, he pointed out that the produced sludge in the digesters is enhanced and can generate 30% more biogas, increasing value resource recovery. In addition, dewatering can result in improvements up to 5% in processing, while polymer consumption can shrink by 20% and eliminate foul odors in the facility.
The outstanding production and cost effectiveness gives Centrisys a huge advantage over traditional sludge treatment companies and position it for further growth.
Each year, Frost &Sullivan presents this award to a company that develops a product with innovative features and functionality that is gaining rapid market acceptance. The award recognizes the quality of the solution and the customer value enhancements it enables.
Centrisys/CNP will be at the WEF/IWA Residuals and Biosolids Conference in Fort Lauderdale, Florida from May 8-9 at booth 609. Zhongtian Li, CNP Technical Manager will give a presentation about PONDUS on May 9 at 2:30 pm.
About Centrisys/CNP
Centrisys/CNP supports global sustainability through its resource intensification portfolio with water and wastewater equipment and processes. Our systems are simple. They are designed to use less energy, less chemicals and less space. Centrisys is a U.S.A. manufacturer of dewatering centrifuges, sludge thickeners and also provides global service, repair and parts for all centrifuge brands. CNP, a division of Centrisys, designs and supplies nutrient recovery and biosolids treatment optimization systems.
About Frost & Sullivan
Frost & Sullivan, the Growth Partnership Company, works in collaboration with clients to leverage visionary innovation that addresses the global challenges and related growth opportunities that will make or break today’s market participants. For more than 50 years, we have been developing growth strategies for the global 1000, emerging businesses, the public sector, and the investment community.
For more information, please contact:
Centrisys/CNP
9586 58th Place
Kenosha, WI 53144
262-654-6006
marketing@centrisys.com
www.centrisys.com