
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
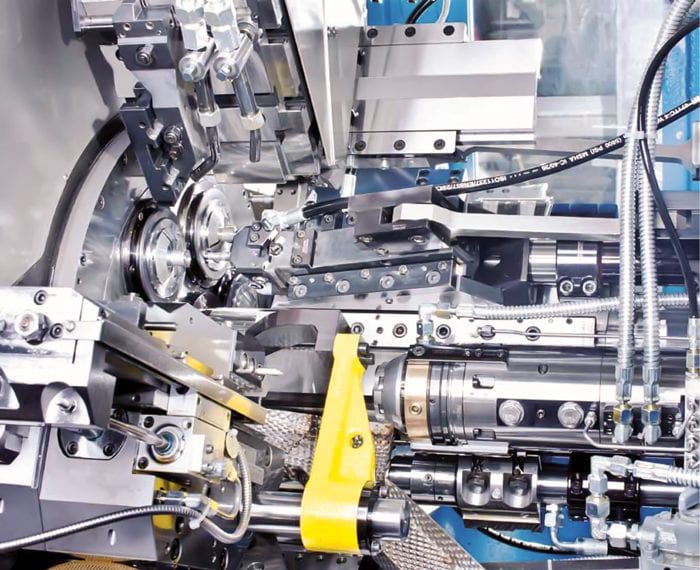
 Schütte (Jackson, Michigan) now sells SCX, its new multi-spindle automatic lathe.
Schütte (Jackson, Michigan) now sells SCX, its new multi-spindle automatic lathe.
In today’s industrial production, more complex workpieces are being produced in smaller batch sizes and shorter life cycles. To remain competitive, manufacturers have to react quickly and flexibly to market requirements.
These conditions have been met with the creation of Schütte’s multi-spindle automatic lathes. Everything that is not directly related to the production of workpieces has been eliminated from the machining area. There are no drives, cables, slides, lubrication lines or cooling lines within the tooling area. The clean and freely accessible machining area provides clients with the greatest possible configuration flexibility and the simplest retooling and tool retrofitting.
The SCX from Schütte offers several benefits. Some of these are free speed selection and free falling chips. Furthermore, extended machining options are available on the second workpiece side through exact transfer and three additional spindles. Expansion of the machining range is achieved through extended rear-side machining including C-and Y-axis. Lastly, multi-spindle production provides clients with a wide variety of workpiece geometries.
For further information, please contact:
Brittany Oulch
SCHUTTE USA, LLC
4055 Morrill Road
Jackson, MI 49201
Phone: 517-782-3600 ex.10
www.schutteusa.com
boulch@schutteusa.com
 Schütte (Jackson, Michigan) now sells its PC, their new multi-spindle automatics.
Schütte (Jackson, Michigan) now sells its PC, their new multi-spindle automatics.
Often, manufacturers need automatics that have greater capabilities. These include the machining of non-ferrous metal or steel, a combination of heavy roughing and accuracy, simple programming combined with versatility and a single machine that performs several production processes. The answer to these challenges is Schütte’s PC series.
Automatics in the PC series are machining centers. They are used whenever classic cam-controlled automatics reach their limit. Besides turning, PC multi-spindle automatics perform tapping, mill cutting, polygon cutting and eccentric drilling operations. Six or eight work spindles, endworking and cross slides can be controlled independently of each other. Rear-side machining can have up to three tools. Over 56 CNC axes can be easily programmed with Schütte’s SICS 2000 system.
PC multi-spindle automatics are designed for material removal of geometrically sophisticated parts made of hard solid materials. The machines are designed to be robust, durable and technically flexible for complex drilling operations. Furthermore, they provide ready-to-install precision parts in large and small batch sizes. Machines in the PC series feature short setup, non-production and part production times.
These machines are used by automobile manufacturers and suppliers, the fittings, pneumatics and hydraulics sector, as well as in the production of precision parts.
For further information, please contact:
Brittany Oulch
SCHUTTE USA, LLC
4055 Morrill Road
Jackson, MI 49201
Phone: 517-782-3600 ex.10
www.schutteusa.com
boulch@schutteusa.com
Major supplier of multi-spindle machine tools and grinders taps longtime industry pro to lead company to next levels
 Schütte (Jackson, Michigan) today announces the appointment of Mr. Jeffrey Reinert as CEO for the North American operations of the company, effective June 8, 2017. Schütte supplies a range of multi-spindle machine tools and grinders for production work in various sectors of the metalworking market, including medical, orthopedic, tooling, contract machining and more.
Schütte (Jackson, Michigan) today announces the appointment of Mr. Jeffrey Reinert as CEO for the North American operations of the company, effective June 8, 2017. Schütte supplies a range of multi-spindle machine tools and grinders for production work in various sectors of the metalworking market, including medical, orthopedic, tooling, contract machining and more.
Jeff Reinert brings over thirty years of related experience to the position, having been involved with all aspects of manufacturing, sales, marketing and management in the machine tool industry. Jeff was most recently the president and CEO for North American Operations at Index, another leading machine tool builder. Jeff held that position for nine years. While at Index, he nearly doubled the sales of the company, reorganized the service, parts and training departments, plus opened a new office in the emerging Mexican market for the company. He was also previously the president of Machine Tools of Indiana, a dealer company he founded in 2001 and ran successfully for seven years.
Jeff attended Vincennes University, Valparaiso University and Purdue, where he studied electrical & mechanical engineering.
In commenting on his new position, he observes, “Schütte has a solid reputation as a builder of top quality, multi-spindle machine tools and, based on that foundation, we plan to accelerate the company’s growth curve to take us into more markets with a decidedly aggressive posture, including greater visibility in the media, at shows and through industry association participation. Complementing this sales growth strategy will be a buildup in our service, engineering and customer support programs.” Jeff also noted the long-range plans for Shütte include upgrades to the current facility in Jackson, Michigan, with more machines on the floor for demonstration of the company’s capabilities, testing and production scenarios for enhancing the customer experience.
“My personal goal is to bring Schütte to the forefront of the industry, in both the multi-spindle and grinding technology arenas. We can shine as a great team, with excellent machines backed by a high-quality group of dedicated individuals. It’s an exciting time and I look forward to meeting the challenges.”
For further information, please contact:
SCHÜTTE L.L.C.
4055 Morrill Road
Jackson, MI 49201
Phone: 517-782-3600
www.schutteusa.com
Brittany Parks, Marketing
bparks@schutteusa.com
Continue reading
 The advantages for the user are obvious. In the past, it was necessary to decide in favour of one of the three technologies. Now, with the VTC 315 DS, it is possible to choose the technology that best suits individual applications. Dr. Guido Hegener, the executive responsible for grinding technology at EMAG Salach Maschinenfabrik GmbH, comments on the diverse applications: “We are consistently following the path of combination machining. As a rule, our customers manufacture different workpieces on the machine. We intend to offer them the best technology for every application.” The VTC 315 DS is of interest to those engaged in the manufacture of medium and large batches of high-quality components such as gear shafts, rotor shafts, pump shafts, motor shafts or cardan shafts. The machining technology is chosen accordingly. Sturdy workpieces are machined using the scroll-free turning technology. The grinding technology is preferred for smaller, less stable components. “This makes us more flexible and allows us to choose the right technology for every individual requirement”, explains Dr. Guido Hegener the advantages. The machine can be used as a fully-fledged grinding machine, or a fully-fledged turning machine, or a combination of both. When choosing a technology one should take a closer look at the cycle time and, in particular, at the tooling cost. Unit production costs are usually higher with hard turning and scroll-free turning than with grinding, although CBN grinding wheels – in absolute terms – are rather expensive. It is for this very reason that the user has to decide on a case by case which manufacturing technology to use.
The advantages for the user are obvious. In the past, it was necessary to decide in favour of one of the three technologies. Now, with the VTC 315 DS, it is possible to choose the technology that best suits individual applications. Dr. Guido Hegener, the executive responsible for grinding technology at EMAG Salach Maschinenfabrik GmbH, comments on the diverse applications: “We are consistently following the path of combination machining. As a rule, our customers manufacture different workpieces on the machine. We intend to offer them the best technology for every application.” The VTC 315 DS is of interest to those engaged in the manufacture of medium and large batches of high-quality components such as gear shafts, rotor shafts, pump shafts, motor shafts or cardan shafts. The machining technology is chosen accordingly. Sturdy workpieces are machined using the scroll-free turning technology. The grinding technology is preferred for smaller, less stable components. “This makes us more flexible and allows us to choose the right technology for every individual requirement”, explains Dr. Guido Hegener the advantages. The machine can be used as a fully-fledged grinding machine, or a fully-fledged turning machine, or a combination of both. When choosing a technology one should take a closer look at the cycle time and, in particular, at the tooling cost. Unit production costs are usually higher with hard turning and scroll-free turning than with grinding, although CBN grinding wheels – in absolute terms – are rather expensive. It is for this very reason that the user has to decide on a case by case which manufacturing technology to use.
Different technology modules for different workpieces
 The developers of the VTC were also considering the machine as an investment in the future. Should production requirements change, the machine can be equipped – at very little expense and effort – with different technology modules that make it suitable for machining of the new workpiece. At present, the technology modules available are:
The developers of the VTC were also considering the machine as an investment in the future. Should production requirements change, the machine can be equipped – at very little expense and effort – with different technology modules that make it suitable for machining of the new workpiece. At present, the technology modules available are:
This guarantees flexibility in the use of the machine and opens up a wide range of applications, especially as all the technologies can be applied also in combination.
VTC production lines
The VTC 315 DS is ideally suited for complex manufacturing processes. Whether the job includes the high metal removal rates of turning and milling or the gentler grinding process – the VTC series of machines offers the possibility to integrate most of the metal cutting processes. This allows for the creation of complete VTC production lines for soft and hard machining. Turning, milling, drilling, grinding and gear hobbing have already been modularised for this particular machine platform. It provides the VTC with an extensive field of application. “We have already installed complete production lines of VTC machines for the soft machining of crankshafts. Almost all of the operations could be accommodated on machines from the VTC series”, this is how Markus Woitsch, chief of the production team for shaft machines, explains the production line concept of the VTC. Naturally, subjects like spare part stocks and unified machine operation also play a decisive role in the eye of the customer. With a production line that interlinks a number of different VTC machines and utilises different manufacturing technologies, spare part stocks can be drastically reduced, as 80% of the VTC machine components are the same. Only the technology modules change, when a VTC has to be adapted for a new machining requirement. 
Complete-machining through technology combination
The VTC 315 DS accommodates turning as well as grinding technologies. For example, the turret carries out all turning operations, while the second station is used for the grinding work. This way, shafts can be complete-machined: the cylindrical bearing seats, the shoulders and the grooves – all machined in a single set-up. “Clamping errors play a particularly important part when it comes to high-performance components. Radial runout can be much reduced when a workpiece does not have to be re-clamped several few times”, elucidates Dr. Guido Hegener on the quality of the machine. To keep downtimes caused by tool changes to a minimum, sister tooling is provided for all turning operations. And the tool life of grinding wheels is so high that the time taken up by a wheel change is of no consequence.
The VTC 315 DS design
A distinguishing feature of the VTC 315 DS is its sturdiness and rigidity. At its heart is the machine base in Mineralit® (polymer granite). The damping properties of this material is 8 times that of grey cast iron, which makes it particularly well suited for hard machining operations like grinding or hard turning. The results are improved tool life and a better surface finish. The vertical design also aids unhindered chip flow. Manual removal of chips is hardly ever necessary. This is particularly important in soft machining, as it often involves volume-intensive chipping operations. The vertical construction is also of advantage where the footprint is concerned. Machines with horizontal spindle and tailstock take up a lot of space width-ways. That raises floor space requirements and costs money. Vertical machines develop upwards, and that – as we know – costs nothing. Automation on the VC 315 DS lies in the turret. A gripper, housed in the turret, collects the raw-part from its storage section and transfers it to the clamping position. Once the workpiece is machined, it is transferred out of the machine the same way. And thus the machine automates itself. The generously dimensioned machine assemblies, such as the work spindle with 330 Nm constant torque, and the grinding spindle with a power rating of 30 kW, have so much reserve capacity that even heavy metal removal work can be carried out on the machine. The control system used is a Siemens 840 D with EMAG grinding software that simplifies programming and operation.
The advantages of the VTC 315 DS:
For more information:
EMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: info@usa.emag.com
Web: www.emag.com
Attention: Peter Loetzner
The International Monetary Fund (IMF) estimates that the world economy will grow by 3.5 percent this year, with the impetus coming less from Europe and more from dynamic, newly industrialized countries. One example is the automotive industry. According to the association for the German automotive industry (VDA), China’s share of the market in passenger cars increased by 59% and that of Brazil by 18% during the first few months of 2013. The same market is also growing in India and Russia. For a long time, new production facilities have been planned and are under construction, providing great opportunities for the machine tool industry – as the example of EMAG proves. Specialists are developing turnkey manufacturing systems that are tailor-made to suit specific market conditions, with the new production facilities in particular gaining substantially from this increased market activity.
 Whether in the automotive or energy supply industry, the development of industrial key sectors within the BRIC countries (Brazil, Russia, India, China) has a direct influence on the machine tool industry, as it is this branch that, in the end, must supply most of the necessary manufacturing solutions. There are numerous indicators for this fact. For instance, according to Germany Trade and Invest (GTAI), the Russian enclave of Kaliningrad will – over the next 3 years – will see an investment of 3 billion Euro in six assembly facilities and fifteen sub-supply companies for the national automotive industry, with more international sub-suppliers also establishing outlets in the market. Similar activities are reported from Brazil. According to Anfavea, the country’s automobile association, approximately 22 billion USD are to be invested in production between now and 2015. In India, economic growth is generally attracting “an abundance of investment projects in the country’s infrastructure, as well as in new industrial complexes,” states GTAI.
Whether in the automotive or energy supply industry, the development of industrial key sectors within the BRIC countries (Brazil, Russia, India, China) has a direct influence on the machine tool industry, as it is this branch that, in the end, must supply most of the necessary manufacturing solutions. There are numerous indicators for this fact. For instance, according to Germany Trade and Invest (GTAI), the Russian enclave of Kaliningrad will – over the next 3 years – will see an investment of 3 billion Euro in six assembly facilities and fifteen sub-supply companies for the national automotive industry, with more international sub-suppliers also establishing outlets in the market. Similar activities are reported from Brazil. According to Anfavea, the country’s automobile association, approximately 22 billion USD are to be invested in production between now and 2015. In India, economic growth is generally attracting “an abundance of investment projects in the country’s infrastructure, as well as in new industrial complexes,” states GTAI.
 The German machine tool industry is prepared for such a dynamic development and the opportunities it provides can be seen in the textbook case of EMAG. Their specialists see themselves as “partners in solutions” for the metalworking industry. Such an approach is of great importance, especially in the emerging markets. “As it happens, we don’t just deliver a machine tool. We deliver closely pinpointed manufacturing solutions that are, in every respect, tailor-made to customer requirements”, explains Dieter Kollmar, Managing Director of EMAG Holding GmbH. “This applies, of course, to typical factors such as batch sizes, component variants or, more generally, the flexibility of the processes applied. At the same time, we determine locally the technologies, automation equipment, interfaces and control systems required.“ The advantages for the customer are obvious, especially where an existing production line is extended or where a greenfield manufacturing facility must be created in a new market place. Our manufacturing systems are always “from a single source.” Even complex processes with peripheral machines and equipment are presented as turnkey projects by EMAG, thus considerably reducing the efforts of local production planners.
The German machine tool industry is prepared for such a dynamic development and the opportunities it provides can be seen in the textbook case of EMAG. Their specialists see themselves as “partners in solutions” for the metalworking industry. Such an approach is of great importance, especially in the emerging markets. “As it happens, we don’t just deliver a machine tool. We deliver closely pinpointed manufacturing solutions that are, in every respect, tailor-made to customer requirements”, explains Dieter Kollmar, Managing Director of EMAG Holding GmbH. “This applies, of course, to typical factors such as batch sizes, component variants or, more generally, the flexibility of the processes applied. At the same time, we determine locally the technologies, automation equipment, interfaces and control systems required.“ The advantages for the customer are obvious, especially where an existing production line is extended or where a greenfield manufacturing facility must be created in a new market place. Our manufacturing systems are always “from a single source.” Even complex processes with peripheral machines and equipment are presented as turnkey projects by EMAG, thus considerably reducing the efforts of local production planners.
VL 2: Highly effective, truly outstanding space saver
 The VL 2 is a pick-up turning machine with which the EMAG engineers are fulfilling a combination of two extreme demands: highest possible output rates on the smallest possible footprint. “This is a truly all-important aspect,” confirms Dieter Kollmar. “Although the floor space requirement for this vertical turning machine is just about 5 square meters, it is a machine of substantial capability, including a fully comprehensive automation concept with conveyor belt, workpiece storage and pick-up spindle. In combination with vertical turning, this results in very fast machining processes. “In other words, short loading travel guarantees the lowest possible component cost. Compared to horizontal turning machines, productivity rates increase quite noticeably. And maintaining the VL 2 is simple. All service units are freely and quickly accessible. The user can set up the machine in one step. “That too is important, when productivity levels enter the equation. Operators without prior experience, working at a new and unfamiliar location, will be able to quickly familiarize themselves with the machine. All in all, this is an optimal solution for those who want to extend production with as little investment as possible,” notes Kollmar.
The VL 2 is a pick-up turning machine with which the EMAG engineers are fulfilling a combination of two extreme demands: highest possible output rates on the smallest possible footprint. “This is a truly all-important aspect,” confirms Dieter Kollmar. “Although the floor space requirement for this vertical turning machine is just about 5 square meters, it is a machine of substantial capability, including a fully comprehensive automation concept with conveyor belt, workpiece storage and pick-up spindle. In combination with vertical turning, this results in very fast machining processes. “In other words, short loading travel guarantees the lowest possible component cost. Compared to horizontal turning machines, productivity rates increase quite noticeably. And maintaining the VL 2 is simple. All service units are freely and quickly accessible. The user can set up the machine in one step. “That too is important, when productivity levels enter the equation. Operators without prior experience, working at a new and unfamiliar location, will be able to quickly familiarize themselves with the machine. All in all, this is an optimal solution for those who want to extend production with as little investment as possible,” notes Kollmar.
VT 2-4: For demanding shaft production
 A similar approach is shown with the VT 2-4 Vertical Turning Machine, with which the EMAG specialists have created an equally fast manufacturing system for shaft production. Even demanding machining processes can be realized on it. When machining shafts up to 400 mm length and 63 mm diameter, component costs reduce considerably, with extremely short chip-to-chip times (as with the VL 2) being the reason. Workpiece grippers transport the workpieces into the machine and remove them again, once they have been machined. Depending on the workpiece, the changeover can be accomplished in just 6 seconds. And the actual turning process is fast, too. 4-axis machining allows the component to be machined from two sides simultaneously. Vertical alignment of the workpieces provides consistent process integrity, as the unrestricted chip flow prevents the formation of clusters in the machining area.
A similar approach is shown with the VT 2-4 Vertical Turning Machine, with which the EMAG specialists have created an equally fast manufacturing system for shaft production. Even demanding machining processes can be realized on it. When machining shafts up to 400 mm length and 63 mm diameter, component costs reduce considerably, with extremely short chip-to-chip times (as with the VL 2) being the reason. Workpiece grippers transport the workpieces into the machine and remove them again, once they have been machined. Depending on the workpiece, the changeover can be accomplished in just 6 seconds. And the actual turning process is fast, too. 4-axis machining allows the component to be machined from two sides simultaneously. Vertical alignment of the workpieces provides consistent process integrity, as the unrestricted chip flow prevents the formation of clusters in the machining area.
Central project management
 “We are convinced that these EMAG solutions are optimally designed to cover not only the specific requirements of an emerging market, but also those of Europe and the USA,” as Dieter Kollmar his company’s philosophy. Everything is greatly simplified, starting with production planning, as there is no need for separate workpiece and finished component storage, with the added advantage of a reduced floor space requirement. At the same time, the EMAG Group engineers act as central project developers, having access to machines with optimal interfaces. This guarantees a fast run-in and makes the machines maintenance-friendly. “When it is a question of arriving quickly at a wholly integrated, highly effective manufacturing solution, this approach must – from our point of view – be the first choice,“ Kollmar concludes.
“We are convinced that these EMAG solutions are optimally designed to cover not only the specific requirements of an emerging market, but also those of Europe and the USA,” as Dieter Kollmar his company’s philosophy. Everything is greatly simplified, starting with production planning, as there is no need for separate workpiece and finished component storage, with the added advantage of a reduced floor space requirement. At the same time, the EMAG Group engineers act as central project developers, having access to machines with optimal interfaces. This guarantees a fast run-in and makes the machines maintenance-friendly. “When it is a question of arriving quickly at a wholly integrated, highly effective manufacturing solution, this approach must – from our point of view – be the first choice,“ Kollmar concludes.
For more information, please contact:
Kristal Kilgore
EMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: kkilgore@emag.com
Web: www.emag.com

VA 700 T – Joining machine for the manufacture of composite camshafts. While one cam is heat shrinking, the next one is preheated. Equipping the heat shrinking machine with a number of preheating units allows for the optimal application of this technology to suit the task at hand.
The composite camshaft is still gaining ground in the marketplace. The main reason for this is the considerable weight reduction it brings, compared to its one-piece rival. The composite version is by now also widely used in the HGV sector. However, the main disadvantage of many current assembly processes is the high joining force applied, which creates unacceptable tolerances in positioning and alignment of the cams. By contrast, the patented heat shrink assembly process from EMAG offers a decisive advantage, as it ensures that “ready-to-fit” camshafts, gear shafts and other precision composite units can be produced without problems.
The advantages of the composite camshaft are well known: less expense, less weight, the possibility to use different materials for the various constituent components, greater flexibility in production and the ability to implement new cam geometries, such as negative radii, with ease. The necessary reduction in fuel consumption – and with it those of CO2 emissions – are easier to achieve with an increasing use of composite camshafts.

Also used for gear shafts, heat shrinking of the constituent components ensures a compact design and high functional density, as the gears are in direct contact with the shoulders.
Alternative processes for the joining of cam and shaft have one serious disadvantage: the two components cannot be joined with the necessary accuracy to avoid a subsequent finish grinding process. In many cases, the joining of cam to tube is carried out using a form-fit process like press-fitting, knurling and/or spline/serrated gearing. The joining forces required for these processes can deform the components and result in unacceptable tolerances in cam position and orientation.
The heat shrink assembly process from EMAG means precision joining
Thermal joining, i.e. the heat shrinking of cam onto tube, ensures that the required tolerances are achieved with a reaction force-free process. The know-how to tightly control the process parameters of “temperature” and “time” – and the mechanical design of the joining equipment – are of the utmost importance in this process.
An optimal combination of robot and special-concept gripping technology allows for fusion gaps of < 15 µm to be achieved safely. The concept’s great flexibility allows camshaft designers more freedom in their designs and ensures that the process can also be used for medium batch sizes, where frequent component type changes are the order of the day. The high degree of precision of the composite camshaft drastically reduces the need to subsequently grind the cams or – where precision cams are used – does away with the requirement completely. A further advantage of this process lies in the possibility of using different materials for the composite shaft. This includes forged cams, for instance in 100Cr6, or finish-ground cams, even dimensionally accurate sintered cams that do not require a downstream finish-grinding operation. Secondary components, such as bungs and endpieces, can – just like the actual shaft itself – be made of more advantageous materials.
All this allows the camshaft to be made to suit the requirements of the engine and to optimize it in terms of load bearing capacity and manufacturing costs.
And now one step further:
Where the camshaft needs to be ground after heat shrink assembly, the joining machine can be linked up to a grinder. This is particularly easy when using an EMAG grinding center of the VTC DS Series. With this setup, the joining machine robot transfers the assembled camshaft directly to the loading position on the grinding center. The advantages of this process from EMAG also apply to the machining of other components. When machining gear shafts, ground gears can be joined tightly on the shaft, without needing to account for the grinding wheel overrun at the design stage. It also minimizes the length of the shaft and makes the whole unit more compact.

Ready-to-fit, complete, heat shrunk assembled camshaft. The high degree of precision of the composite camshaft drastically reduces the need to subsequently grind the cams or – where precision cams are used – does away with the requirement altogether.
Maximum flexibility
The EMAG process is characterized by only a very few machining components being in direct contact with the workpiece. It allows for the machines to be reset in the shortest possible time (typically less than 15 minutes).
Joining in seconds and achieving the highest possible quality
The heat shrink assembly process offered by EMAG combines flexibility with productivity, while freedom of design and choice of production technologies ensure a short cycle time. While one cam is heat shrinking, the next one is already being preheated. Equipping the heat shrinking machine with a number of preheating units allows for the optimal application of this technology to the task at hand. It is these advantages that may well be the reason why so many firmly established manufacturers of camshafts and other precision assemblies are showing such a great interest in the new process, are asking for machining tests, or are already applying the process under actual production conditions. In the ideal case, the customer will take advantage of the synergy provided by the EMAG Group and ask for a complete concept to be prepared that covers everything from pre-machining to heat shrinking and end machining.

Finished assembly of a motorcycle camshaft. An optimal combination of robot and special-concept gripping technology allows the pieces to join with a fusion gap of
The advantages of the heat shrink process:
The advantages of the composite camshaft:
For more information, please contact:
Kristal Kilgore
EMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: kkilgore@emag.com
Web: www.emag.comEMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: info@usa.emag.com
Web: www.emag.com
Attention: Peter Loetzner
Continue readingEMAG has a long history, starting back in 1867 in Bautzen, Germany, as an iron foundry and engineering works. Re-established 60 years ago in Eislingen, Germany, in 1952 to make lathes and special-purpose machines, today it makes manufacturing systems for precision metal components from its headquarters in Salach, Germany. Its machines range from basic round-part vertical turning centers to machining centers with as many as six axes handling large workpieces. They perform turning, milling, grinding, hobbing, drilling and more as singular purpose setup or combination machines.
 The tools manufacture primarily automotive, off-highway, agricultural and oil field components. For example, EMAG tools are involved in transmission components for agricultural vehicles, such as gears, ouput shafts and idlers. “If you look at a dozer from the outside, you have a chain,” notes Peter Loetzner, CEO of EMAG’s U.S. subsidiary in Farmington Hills, Mich. “There are two large precision wheels that drive that chain. There are idlers on the bottom. Our machine can make all these round components.”
The tools manufacture primarily automotive, off-highway, agricultural and oil field components. For example, EMAG tools are involved in transmission components for agricultural vehicles, such as gears, ouput shafts and idlers. “If you look at a dozer from the outside, you have a chain,” notes Peter Loetzner, CEO of EMAG’s U.S. subsidiary in Farmington Hills, Mich. “There are two large precision wheels that drive that chain. There are idlers on the bottom. Our machine can make all these round components.”
EMAG’s equipment differs from typical vertical lathe machining centers, whose head stock is mounted, typically horizontally, and a turret turns to do the machining. “Our turret is mounted in a concrete base, so it’s not moving,” Loetzner explains. “We have a head stock that moves outside of that design. That gives us better precision and better tool life.”
 The machine builder takes pride in its ability to produce high-precision parts. In one example, Axle Alliance in Redford, Mich., needed to hold to a 25 µm tolerance for 390 mm diameter steel ring gears during hard turning, which is done prior to grinding the gear teeth. EMAG worked with Axle Alliance to develop a probing process that ultimately delivered a variation of less than 15 µm. Axle Alliance now uses six machines built at EMAG’s headquarters in Germany, each dedicated to a part line.
The machine builder takes pride in its ability to produce high-precision parts. In one example, Axle Alliance in Redford, Mich., needed to hold to a 25 µm tolerance for 390 mm diameter steel ring gears during hard turning, which is done prior to grinding the gear teeth. EMAG worked with Axle Alliance to develop a probing process that ultimately delivered a variation of less than 15 µm. Axle Alliance now uses six machines built at EMAG’s headquarters in Germany, each dedicated to a part line.
Another example comes from Precima Magnettechnik in Brückeburg, Germany, whose customers expect absolute perfection from, in this case, housings for brakes used mainly for wind turbines. Precima had had issues with machine vibration causing negative effects on tool life and surface finish. However, the rigidity of EMAG’s turning machines and the vibration damping quality of the base allows for the very high feed rates and cutting speeds required in precision hard-machining. Precima now runs four vertical pick-up turning machines from EMAG.
 Loetzner gives much of the credit for the machines’ capabilities to long-time partner Siemens. EMAG has standardized on the Siemens Sinumerik 840D CNC platform, specifically the solution line and power line. Loetzner likes, in particular, that the CNC controller is an integral part of the PLC, and they are able to do almost everything through the CNC, including making it look like a PC for the operator. The common look and feel for the operators makes for easier onsite commissioning and cross-training, Loetzner adds.
Loetzner gives much of the credit for the machines’ capabilities to long-time partner Siemens. EMAG has standardized on the Siemens Sinumerik 840D CNC platform, specifically the solution line and power line. Loetzner likes, in particular, that the CNC controller is an integral part of the PLC, and they are able to do almost everything through the CNC, including making it look like a PC for the operator. The common look and feel for the operators makes for easier onsite commissioning and cross-training, Loetzner adds.
In one recent case study, EMAG needed to provide grinding, turning and turn-grind machines to a major agricultural equipment builder, and the machine builder relied on the 840D CNC. “We needed to devise a control solution that would satisfy all the needs of the various machines we were supplying to this demanding customer, based on a common platform, to enable easier design, integration, startup, commissioning on-site and training for our customer’s operations and maintenance personnel,” Loetzner said at the time.
 Similar control technologies are used on EMAG’s newer-technology machines, including laser welding and electrochemical machining centers. These technologies have little impact on the control or automation schemes, Loetzner notes, because they still are essentially performing the same task, whether in a dry, lubed, gas-cooled or underwater environment. Only the sensors and encoders need to change to accurately feed the relevant data to the control. In fact, the controls are often much simpler because the axes of motion are fewer, though more multi-axis and workpiece manipulating machines are being developed.
Similar control technologies are used on EMAG’s newer-technology machines, including laser welding and electrochemical machining centers. These technologies have little impact on the control or automation schemes, Loetzner notes, because they still are essentially performing the same task, whether in a dry, lubed, gas-cooled or underwater environment. Only the sensors and encoders need to change to accurately feed the relevant data to the control. In fact, the controls are often much simpler because the axes of motion are fewer, though more multi-axis and workpiece manipulating machines are being developed.
The CNC also enables remote monitoring over a wireless network so that process engineers can see what the operator sees on each machine. The agricultural equipment customer mentioned has used the remote monitoring capability on a wide variety of EMAG machines for several years, with all data communicated through a single information network that’s accessible by both EMAG and Siemens. Through this arrangement, they have been able to significantly reduce downtime, service calls and troubleshooting identification time.
 More than 75% of the EMAG machines at this customer site are equipped with robotic devices. The lights-out capabilities this provide make remote monitoring that much more important. Remote monitoring can be done directly through the Sinumerik CNC in a one-on-one exchange with the customer, Loetzner notes, or even a three-way exchange involving Siemens as well.
More than 75% of the EMAG machines at this customer site are equipped with robotic devices. The lights-out capabilities this provide make remote monitoring that much more important. Remote monitoring can be done directly through the Sinumerik CNC in a one-on-one exchange with the customer, Loetzner notes, or even a three-way exchange involving Siemens as well.
While happy with the precision capabilities, EMAG’s focus on future development is trying to decrease the downtime between producing components. “On the automation and the part handling, the challenge is you want the machine to run and make parts all the time, right? But once a part is done, you have to take it out and put the other in,” Loetzner says. “Those non-productive times are the biggest enemies.”
 EMAG reduces those times partly by use of the Japanese chaku chaku principle. Meaning “loading loading,” the idea is to bring various process steps as close together as possible to improve the speed between the processes. EMAG’s vertical machining centers not only fill a much smaller footprint on the plant floor, they also improve chip flow. Also, all of EMAG’s machines are self-loading, with a servo-controlled shuttle traveling through the machine, but not through the work envelope, Loetzner notes.
EMAG reduces those times partly by use of the Japanese chaku chaku principle. Meaning “loading loading,” the idea is to bring various process steps as close together as possible to improve the speed between the processes. EMAG’s vertical machining centers not only fill a much smaller footprint on the plant floor, they also improve chip flow. Also, all of EMAG’s machines are self-loading, with a servo-controlled shuttle traveling through the machine, but not through the work envelope, Loetzner notes.
“While we have shown the industry we can master any part to highest precision, over the last five years we’ve been more and more focused on tightening non-productive time,” Loetzner says. At IMTS in Chicago in September, 2012, EMAG showed a new machine generation that significantly reduces the non-value add times. “Our chip-to-chip time was between 6 and 7 seconds for typical automotive gear,” Loetzner says. “Now it would be a second or less.”
For more information:
Kristal Kilgore
EMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: kkilgore@emag.com
Web: www.emag.com
Check out Cutting Tool Engineering’s coverage of EMAG’s VL 2 P at IMTS 2012 HERE.
Contact for press and publishers:
EMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: info@usa.emag.com
Web: www.emag.com
Attention: Peter Loetzner
Continue reading
VLC 100 G Vertical Pick-up Grinder
Automobile manufacturers all over the world were able to enjoy an increase in their sales figures, this year! The biggest increases were experienced in the USA, China, India and Russia. However, the rapidly increasing number of vehicles built also brought some production challenges – for instance, the sub-contractors must deal with the increasing output levels and also need to ensure that process safety and component quality do not suffer. In fact, even the smallest components with complex geometries must be produced with increasing levels of precision. In the development of the VLC 100 G Vertical Grinding Center from EMAG, our grinding specialists have made sure that the machine concept offers efficient, error-free machining processes for the production of small chucked components.
Small chucked components are typically produced in large quantities. The demand for components, such as gearwheels, planetary gears, chain gears and flanged components for cars, for instance, have necessary quantities that typically go into the millions; and short cycle times in the production of these components have become mandatory. For instance, the internal contour of a gearwheel must be ground in the shortest possible time and the machine’s workholding unit must be loaded with a new workpiece just as quickly. In many production environments, this represents a critical moment, because the idle time is commonly a decisive factor in establishing the economic viability of the whole process.
Automatic loading scores heavily

The VLC 100 G is equipped with three axes (X, Z, C). The machine uses its overhead pick-up spindle to load itself. The machining area features one or two grinding spindles for internal and/or external work.
High output levels – short cycle times. This is exactly why the VLC 100 G Vertical Grinding Center from EMAG, for small chucked components with a maximum diameter of 100 mm, was developed. The machine utilizes its onboard pick-up system to load itself. And while one workpiece is being machined, the operator – or the automation system – is putting the raw-parts on the conveyor belt. This reduces idle time and increases output rates. Another benefit is the vertical machining concept; the design ensures that the grinding sludge falls to the bottom of the machine unhindered, where it is then transported out of the machine. (Click HERE for a video detailing the VLC 100 G Vertical Grinding Center)
Quality control is integrated
Measuring processes can also be integrated into the machine, making quality control an integral part of the whole process. The measuring probe is located between the machining area and pick-up station, where it is protected from contamination.
In use are two different grinding wheels

Dr. Guido Hegener, Managing Director EMAG Salach Maschinenfabrik GmbH
An important feature of the VLC 100 G is that it offers the possibility to use two grinding spindles, which can be used to perform different grinding operations, or to handle both rough- and finish-grinding work. In other words, the first wheel performs the “rough” job of removing excess material from the raw-part at high feedrates (the CBN wheel is specially designed to absorb the necessary forces), while the second wheel (with different specifications) takes over the finishing work to guarantee a perfect surface finish on even the most challenging geometries. With the help of this intelligent tooling combination, EMAG design engineers have succeeded in drastically reducing the grinding time of even very complex components. “For the removal of large amounts, two wheels offer a shorter cycle time than one, with the first wheel designed to do the rough-grinding and the second one in charge of finish-grinding work,” explains Dr. Guido Hegener, Managing Director of EMAG Salach Maschinenfabrik GmbH in Germany.
A convincing machine concept

Very easy access! Generously designed maintenance and service doors make the machine easy to access.
The combination of fast loading and efficient grinding processes leads to a very compelling machine concept. The VLC 100 G works very well with the dynamic developments in automotive production. Now, with the rapid increase in required quantities, the demand is for new machine concepts that can be integrated into existing production without any problem. With the VLC 100 G, two features enable it to be integrated without any problems. “Programming the workpieces with our new EMAG NAVIGATOR software is simple and intuitive, saving valuable setup time. For many production environments, this is an advantage that should not be underrated,“ confirms Dr. Hegener. Furthermore, the exceptionally small footprint for the VLC 100 G should make the work of every production planner easier. The stand-alone machine occupies about 4.5 square meters (48 square feet), making sure that the growth of a production facility of this kind will not be limited by floor space requirements.
The advantages of the VLC 100 G

The dressing unit with diamond roll.

The workpieces are mounted on pallets and taken into the VLC 100 G by the conveyor belt. The pick-up spindle then further automates the whole loading and unloading process
For more information:
Kristal Kilgore
EMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: kkilgore@emag.com
Web: www.emag.com
Getting started with live tools…

A flexible tool adapter system can be a big time and money saver, if properly utilized and properly designed for maximum power transmission and accuracy in alignment.
When any metalworking manufacturing facility, whether captive or job shop, makes the substantial investment in a new lathe, they are often looking for ways to streamline the manufacturing process. The smarter you are when choosing the live tools for your job, the more efficient the machine becomes. Finding a supplier of live tools who offers high-quality, high-performance products that will allow you more flexibility on the first big job and into the future in your operation is the key.
The first tool feature to consider is the output needed. Standard ER output or quick-change? Do you need coolant through the tool capabilities? Does the tool meet your requirements for precision and performance, including the necessary torque output to complement the machine? Are the tools designed according to the specifications of the lathe manufacturer?
When you look at an ER output, does it give you enough flexibility or do you need a more flexible machining system that will allow you to use the same tool for different applications. If more flexibility is required, then you may want to consider tooling with a system that features adapters for a variety of tools without the cost of new complete toolholder assemblies for each tool needed. However, when you look at such systems, be sure they feature a rigid polygon drive system design to prevent power transmission and alignment issues. Such systems seem appealing, because the live tool stays in place and only the adapter and collet get changed out with each new tool. However, less sophisticated though inexpensive systems will compromise the accuracy of your work. At that point, the few dollars saved will mean very little, compared to the scrap and downtime resulting.
If changeover time is critical, such as when working on a “family of parts,” the option of a true “quick- change system” might be more

A true quick-change system can be set offline and quickly installed, but it must be considered in light of today’s AND tomorrow’s workload.
beneficial. Adapters can be set offline and ready to go for minimal changeover time.
When coolant-thru tools are selected, it is imperative you first check the machine specifications to be sure your tool is capable of handling the coolant pressure of the machine. In general, your internal coolant live tools should be able to handle 1000 psi or more.
If your live tool is constructed with large, high accuracy bearings, the tool will have excellent rigidity and premium cutting performance, with minimal runout. (0.0002” or 0.006mm is a desirable goal.) The bearings, combined with ground, paired and high accuracy gears, make for tools that are consistent and long lasting. Bore tolerance is absolutely key in maintaining proper bearing load and this factor should never be compromised.
In addition, you should consider the many applications that can be accomplished with the proper live tool. You can purchase speed increasers for higher rpm, gear reducers for added torque, adjustable angle tools for compound angles, multiple-spindle tools for additional capacity, or gear hobbing tools for spline or gear cutting. Most of those items are standard catalog devices, but one more piece of advice: never shy away from the custom tool, when appropriate and justified by the job you have in-shop today, as well as the ones you might have tomorrow. A good tooling supplier will work with you to produce custom tools at reasonable prices, but the supplier must be very reliable, so look for one with grinding, finishing and perhaps even heat treating in-house or very closely monitored, to do such work. Additionally, be certain the supplier has local support and tools can be repaired or reworked quickly and correctly.
The workpiece materials are always a driver. Those of you doing medical machining know this well. Buying a less expensive or lower featured tool to work cobalt chromium and titanium is a really bad idea, to be blunt.

Custom tools, though usually dedicated to a particular application, can be the best solution, IF the design and construction of the tool is solid and the application engineering and after-sale support is available locally to service it.
On a practical level, always check the supplier for inventory and source of supply. Today, when your customers are demanding faster response times and more cost off-loading, you can expect the same from your tooling supplier. Likewise, application and engineering assistance should be available from local sources to support your tool choices.
The bottom line is the bottom line for most of us today. However, always consider the future jobs when purchasing tooling systems for your new and existing lathes. What might seem a bargain might not be, after the first big job is completed.
DIN and ABEC standards are the norm in industry and your supplier should be willing to supply all necessary documentation on request. Shortcuts on quality are never, repeat never, worth the short-term savings.
I hope this short primer on tooling will assist you in equipping your next machines.
For addition information or inquiries, please contact:
Preben Hansen, President
HEIMATEC INC.
16 E. Piper Lane Suite 129
Prospect Heights, IL 60070
Phone: 847-749-0633
Fax: 847-749-2445
Email: info@heimatecinc.com
Website: www.heimatecinc.com
Connect with Heimatec Inc: ![]()
![]()
![]()
![]()
![]()
—
Heimatec is an international tooling manufacturer, based in Renchen, Germany. Its experienced staff is dedicated to providing customers the most innovative tooling technology possible. In 2010, the company opened Heimatec Inc. in Prospect Heights, IL, near Chicago, to serve its growing North American customer base with sales and service, plus an extensive inventory of products. Heimatec serves the auto, aero, medical, off-highway, rail, energy, woodworking, composites and other industries, as well as an ever-increasing number of machine tool OEM’s worldwide.
Continue reading