
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
 Several clients have appointed designated hitters for the internet blogs and especially the engineering chat areas of publication websites.
Several clients have appointed designated hitters for the internet blogs and especially the engineering chat areas of publication websites.
We applaud this action, especially in this economy.
One client said to me, during a meeting where I was encouraging this tactic, “Tim, how can I take a very busy engineer or sales guy away from customers and quoting to play on the internet?”
After I calmed down, I explained to him that:
Seriously, since very little is new under the sun, this is just the new version of that longtime and revered guy at every company, the one people flocked to see at trade shows.
Two quick examples:
We had a client (sadly passed away) who invented polymer quenchants for commercial heat treating. This ancient industry used water and oil, mostly, as it had for literally centuries. People would come to the trade shows and actually wait in line to see the guy. Then, with almost papal severity, he would lean into them, listen to their quenching problem, ponder it for a moment and then put his finger in their chest and say, “OK, here’s what you do…”
We have a current client who runs what is arguably the finest gear company on the planet. He’s also a world-class fly fisherman. He stands in the aisles and goes “casting for customers,” as he says. When he arrives at a show or conference, you’d think Ghandi had walked into the room…with Mother Teresa on his arm! Talk about drawing a crowd. His theory evokes the old John Kennedy line that a rising tide lifts all boats. He actually shows customers, prospects AND his competitors his operation and his p&l. His company currently exports high-precision gears worldwide, including to China!
The internet guru at your company can be a powerful force for growth and a true agent of change for your business and the industry as a whole. Don’t overlook the possibilities or think that it’s just playtime! When a “social” network has a tangible business upside, that’s a game we’d all like to join!
TD

Bertsche iJet waterjet deburring system built for Linamar combines waterjet deburring with part cleaning for one inline system.
Canadian automotive part supplier realizes significant gains with Bertsche-designed multi-function system in its plant
With factory floor space at a premium and capital equipment funds scarce, Linamar, a Tier One Canadian automotive part supplier, turned to Bertsche Engineering recently for an all-in-one part deburring, final rinse and drying solution.
Typically, complex machined automotive parts with multiple intersecting holes require feature-specific part deburring to insure that parts are burr-free. After deburring, parts also need a final cleaning/washing to insure removal of microscopic particles that might adversely affect performance. They are then preserved with a rust or oxidation inhibitor and dried for shipment (transport) to be assembled. Usually, this involves separate pieces of equipment linked by conveyors or robots to transport parts to each machine.
To solve the problem of densely filled factory floor space, Bertsche Engineering developed a machine that handles all these processes in one machine, in one deburring cycle. The machine takes oil and chip contaminated parts, previously machined on CNC milling centers and mill/turn machines, then selectively deburrs critical features using high pressure water, blasting chips out of internal cavities, knocking off all feather-edge burrs and fan washing the outside of the part, using a CNC for full cycle control.

Close-up shows parts infeed and outfeed station, where considerable space savings were realized by the customer, Linamar, a major Canadian Tier One automotive parts supplier.
This process is accomplished by a series of rotating lance nozzles that probe small diameter internal holes in order to blast feather edge burrs clean at intersection points and wash chips out of dead-end passages. External features are then blasted with a series of direct nozzles that release up to 10,000 psi of water at the burr while tracing the part edges. The part is then washed with high-pressure rotating fan nozzles. Note: When required, additional mechanical wire and filament brush tooled deburring stations can be incorporated into the Bertsche system to mechanically remove burrs.
The same machine moves the deburred part to an agitated wash and rinse station, where the part is rinsed, cleaned and preserved with an aqueous rust inhibitor (providing up to 24-day protection) and is finally dried. The part is then ready for final assembly.

Close-up shows parts being indexed over high-pressure (10,000 psi) waterjet nozzles for full wash cycle and rust-inhibiting aqueous coating process
For more information on this application, please contact:
BERTSCHE ENGINEERING CORPORATION www.bertsche.com
PR agency contact: Tim Daro Bernard & Company www.bernardandcompany.com
Release: BERTSCHE ENGINEERING CORPORATION
Date: December 28, 2009
 No. 954 is an electrically-heated 2000°F(~1093°C) inert atmosphere heavy-duty box furnace from Grieve, currently used for heat treating titanium at the customer’s facility. 57 KW are installed in nickel chrome wire coils, supported by vacuum-formed ceramic fiber, to heat the load. Workspace dimensions are 30” wide x 48” deep x 30” high. The oven’s 7” thick insulated walls comprise 5” of 2300°F ceramic fiber and 2” of 1700°F ceramic fiber, while the 6-1/2” floor insulation comprises 4-1/2” of 2300°F firebrick and 2” of 1200°F block insulation.
No. 954 is an electrically-heated 2000°F(~1093°C) inert atmosphere heavy-duty box furnace from Grieve, currently used for heat treating titanium at the customer’s facility. 57 KW are installed in nickel chrome wire coils, supported by vacuum-formed ceramic fiber, to heat the load. Workspace dimensions are 30” wide x 48” deep x 30” high. The oven’s 7” thick insulated walls comprise 5” of 2300°F ceramic fiber and 2” of 1700°F ceramic fiber, while the 6-1/2” floor insulation comprises 4-1/2” of 2300°F firebrick and 2” of 1200°F block insulation.
The unit is equipped with a roof-mounted heat-resisting alloy recirculating fan, powered by a 1-HP motor with V-belt drive, motor-operated vertical lift door, 100 lb. capacity alloy loading cart with cast alloy roller rails, 3-1/2” diameter cast alloy rollers and a roller rail loading table with 4” diameter cast iron rollers.
This Grieve furnace also features inert atmosphere construction, consisting of a continuously welded outer shell, high temperature door gasket, sealed heater terminal boxes, inert atmosphere inlet, inert atmosphere outlet and inert atmosphere flowmeter.
Controls onboard No. 954 include a digital programming temperature controller, manual reset excess temperature controller with separate contactors, plus a strip chart recorder.
For more information, please contact: THE GRIEVE CORPORATION, Web: www.grievecorp.com.
Agency contact: Tim Daro, Bernard & Company
NEWS RELEASE: THE GRIEVE CORPORATION
DATE: December 21, 2009
 Improves efficiency and bearing reliability on industrial compressors and other applications; positive locking WITHOUT washers and keys; supports extreme thrust loads
Improves efficiency and bearing reliability on industrial compressors and other applications; positive locking WITHOUT washers and keys; supports extreme thrust loads
Advanced Machine & Engineering Co., (AME) Rockford, IL provides its unique Spieth locknuts for accurate rotor positioning and reliable thrust bearing retentionon compressors, shafts, spindles and other industrial/commercial applications, in a unique engineering achievement.
In a compressor application, for example, the locknut can play a key role in establishing the clearance between the rotor and the compressor housing, where too little clearance causes seizure, while too much reduces compressor efficiency, due to leakage around the rotor body.

While the standard Spieth locknut configuration had considerable appeal for the application, several design refinements were deemed highly beneficial for this application. “We liked the positive locking feature without washers and keys, plus the locknut’s ability to support extreme thrust loads by providing full 360º contact around the thread flanks,” according to one application engineer contacted for this story.
Key features that led to one compressor manufacturer’s selection of the Spieth product from AME included:
The full circumference contact of the Spieth locknut was designed to ensure the locknut would not back off, even when subjected to extreme shock loads. It further aligns its contact face with either a zero runout or, as needed, it can be adjusted to suit the inaccuracies of the in-line connecting components, thus compensating for minor errors of parallelism due to the stack-up of mating parts. Uneven bearing loading is thus compensated and its impact minimized.

The basic design of the Spieth adjustable locknut involves two axially arranged radial grooves, one from the outside and one from the inside, which result in a diaphragm-like cross-section to give the locknut a predetermined axial elasticity. The internal groove divides the locknut into a clamping and a locking section. Depending on the nut size, multiple axially arranged socket head set screws are used to clamp the sections together. This eliminates the thread flank clearance between the rotor and the locknut, allowing for shockproof clamping.
In installing the locknuts, a consistent tool torque setting was found sufficient to achieve parallel locknut body and threads. Thus, the face of the thread flank and centerline of the shaft were always in ideal alignment. This was done to provide a square thrust collar for thrust bearing reliability and rotor positioning.

Other applications for Spieth locknuts typically include shaft and spindle retention on bearings, where displacement, axial preload and clearance issues are critical. The unique design of this locknut ensures no back-off, even when subjected to extreme shock loads. In machine tool and heavy equipment use, for example, spindle runout due to uneven bearing loads can be eliminated, due to the full 360º contact around thread flanks. Spieth heavy-duty locknuts can be used with needle and roller thrust bearings, plain thrust bearings or taper roller bearings on ballscrews, worm drives, bevel gears and other high-thrust carrying components.
For technical questions on this article, please contact Shane Hatfield (shane@ame.com) at AME.
Advanced Machine & Engineering Co., is a manufacturer located in Rockford, IL, serving the Machine Tool Industry with precision components and accessories, including spindle interface components, workholding devices, and, through our sister company, Hennig, machine enclosures, chip removal and filtration systems. The Fluid Power – Safety markets are served with cylinder rod locks and safety catcher devises; and the Production Saw market with our Amsaw carbide saw machines and Speedcut blade products. AME has manufacturing partners and customers around the world and across the U.S. To learn more, visit www.ame.com.
Hennig, Inc. design and produces custom machine protection and chip/coolant management products for state-of-the-art machine tools. Hennig products are designed to protect against corrosion, debris and common workplace contaminants. Manufacturing facilities located in the U.S., Germany, Brazil, India, Japan, China and South Korea. Repair centers are located in Machesney Park, IL; Chandler, OK; Livonia, MI; Blue Ash, OH; Mexico City, Mexico and Saltillo, Mexico. To learn more, visit www.hennigworldwide.com.
For more information, contact:
Tim Waterman
ADVANCED MACHINE & ENGINEERING CO.
2500 Latham St.
Rockford, IL 61103
Phone: 815-316-5277
Fax: 815-962-6483
E-mail: info@ame.com
Connect with AME online: ![]()
![]()
![]()
![]()
![]()
![]()
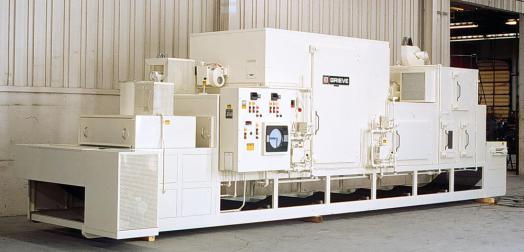
No. 1018 is an electrically-heated, 500º F (~260ºC) three-zone belt conveyor oven from Grieve, currently used for drying ceramic parts. Workspace dimensions are 18” wide x 40’ deep x 18” high. 180 KW (60 KW per zone) are installed in Incoloy-sheathed tubular heating elements, while three 3-HP recirculating blowers (total 12,600 CFM) provide vertical downward airflow to the workload. The oven was split into three sections for shipment.

The unit contains a 12” wide, 1/2” stainless steel flat wire conveyor belt with 1/3-HP motor drive, variable from 2 to 30 inches per minute and has a 30” long open belt loading zone and a 60” long open unloading zone.
This Grieve conveyor oven features 4” insulated walls, aluminized steel exterior and Type 304, 2B finish stainless steel interior, three independent doors for access to the workspace, three 325 CFM powered forced exhausters and the unit was built to NEMA 12 electrical standards. It has disposable fresh air filters in each zone, including photohelic pressure gauges with alarms.
Controls onboard No. 1018 include SCR power controllers and independent recirculated airflow and temperature controls for each of three 162” insulated heat zones.
For more information, please contact: THE GRIEVE CORPORATION, 500 Hart Road, Round Lake, Illinois 60073-2835 USA. Phone: (847) 546-8225. Fax: (847) 546-9210. Web: www.grievecorp.com. Email: sales@grievecorp.com. Attention: Frank Calabrese.
NEWS RELEASE: THE GRIEVE CORPORATION
DATE: November 23, 2009.
Agency contact: Tim Daro 847-934-4500
No. 837 is a 1450OF electrically-heated tempering furnace from Grieve, currently used for pre-heating prior to welding and various post-welding heat treatments, at a customer’s facility.

8” thick insulated walls comprise 3” of 2300OF ceramic fiber and 5” block insulation, while 7” floor insulation is made from 5” of 2300OF firebrick and 2” of block insulation. No. 837 features an air-operated vertical lift door, as well as numerous safety and control components, including a programming and recording temperature recorder, SCR power controller, manual reset excess temperature controller with separate contactors and a recirculating blower airflow safety switch.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
No. 836 is a 750oF electrically-heated Class 100 cleanroom oven from Grieve, currently used to bake various coatings onto products at a customer’s facility.
 Workspace dimensions of this oven measure 36” wide x 36” deep x 39” high. 30 KW installed in Incoloy sheathed tubular heating elements provide the maximum temperature of 750OF, while a 1000 CFM, 1 ½-HP recirculating blower maintains horizontal airflow across the load.
Workspace dimensions of this oven measure 36” wide x 36” deep x 39” high. 30 KW installed in Incoloy sheathed tubular heating elements provide the maximum temperature of 750OF, while a 1000 CFM, 1 ½-HP recirculating blower maintains horizontal airflow across the load.
No. 836 features a Type 304, 2B finish stainless steel interior with continuously backwelded seams, an exterior finished with white epoxy paint #4, brushed finish stainless steel door face and control panel face. The oven has 6” insulated walls and an aluminized exterior.
Additional equipment on this Grieve oven include a 30” x 24” x 6” thick stainless steel high temperature HEPA recirculating air filter, digital programming temperature controller, manual reset excess temperature controller with separate contactors, recirculating blower airflow safety switch and a 10” diameter circular chart recorder.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
 No. 1006 is an electrically-heated 350°(~177°C) gravity roller design, conveyorized tunnel oven from Grieve, currently used for drying precipitate in pans at the customer’s facility. Workspace dimensions of this oven measure 66” wide x 19’ deep x 15” high. 120 KW are installed in Incoloy sheathed tubular heating elements, while a 17,500 CFM, 15-HP recirculating blower provides vertical downward airflow.
No. 1006 is an electrically-heated 350°(~177°C) gravity roller design, conveyorized tunnel oven from Grieve, currently used for drying precipitate in pans at the customer’s facility. Workspace dimensions of this oven measure 66” wide x 19’ deep x 15” high. 120 KW are installed in Incoloy sheathed tubular heating elements, while a 17,500 CFM, 15-HP recirculating blower provides vertical downward airflow.
This Grieve oven features 4” insulated walls, aluminized steel interior and exterior and a gravity roller conveyor with 1.9” diameter rollers on 6” centers. It also includes a 4’ long open loading zone, 19’ long insulated heat zone and 4’ long open uploading zone.
Additionally, controls on No. 1006 include a digital indicating temperature controller, manual reset excess temperature controller with separate control contactors, recirculating blower airflow safety switch and NEMA 12 control enclosure with fused disconnect.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
Grieve Corporation introduces No. 810, a 500°F gas-heated, two-zone belt conveyor oven, currently in use for curing aluminum pistons at a customer’s facility.
Workspace dimensions inside this unit measure 42” wide x 24’ deep x 15” high. The workloads travel atop a 36” wide, 1” x 1” high carbon steel flat wire conveyor belt with 1/4 HP motor drive, variable from 0.8 to 15 inches per minute, through an 18” long open loading zone; 36” long insulated heat zone with 2 HP, 2000 CFM recirculated airflow; 16” long insulated, unheated vestibule; 16’ long insulated heat zone with 10 HP, 12,500 CFM recirculated airflow; 12” long open zone; 36” long cooling zone and finally an 18” long open unloading zone.
350,000 BTU/HR are installed in modulating natural gas burners in each of the two heating zones on this Grieve conveyor oven. An aluminized steel exterior houses 4” insulated walls, Type 304 stainless steel interior with continuously welded seams in Zone One and aluminized steel interior in Zone Two.
A 16” diameter tubeaxial fan driven by a 3/4 HP motor pulls room air through the cooling zone.
All safety equipment required for gas heated equipment by IRI, FM and NFPA Standard 86 is on No. 810, including 325 CFM, 1/3 HP powered forced exhausters, airflow safety switches, hi/lo gas pressure switches, excess temperature controllers and electronic flame safeguard protection.
This unit also features doors at both ends of the workspace to contain heat, as well as pushbutton electric ignition for ease of operation and a recording thermometer. No. 810 was entirely designed, engineered, built and fully tested by Grieve.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
No. 840 is a 500oF electrically-heated, two-zone vertical airflow cabinet oven from Grieve, currently used to dry coatings on fishing line at a customer’s facility.
 Workspace dimensions of the top heating chamber measure 36” wide x 12” deep x 36” high, while the lower chamber is 36” wide x 12” deep x 60” high. 30KW installed in Incoloy-sheathed tubular heating elements (15KW per chamber) provide the heat, while two 1000 CFM, 1-HP recirculating blowers provide vertical airflow in each heating zone
Workspace dimensions of the top heating chamber measure 36” wide x 12” deep x 36” high, while the lower chamber is 36” wide x 12” deep x 60” high. 30KW installed in Incoloy-sheathed tubular heating elements (15KW per chamber) provide the heat, while two 1000 CFM, 1-HP recirculating blowers provide vertical airflow in each heating zone
This Grieve oven has aluminized steel interior and exterior, plus 4” insulated walls throughout. Eight ¾” diameter ports through the roof and floor of each heating zone allow the workload to pass through.
Safety and control equipment on No. 840 include digital indicating temperature controllers, manual reset excess temperature controllers with separate contactors and recirculating blower airflow safety switches for each heating zone..
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP