
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
 Siemens announced that its versatile Sinamics G120 drive system has been enhanced to include EtherNet/IP connectivity, thus providing maximum flexibility for industrial Ethernet communication while offering innovative concepts for those wanting a single network for the entire plant.
Siemens announced that its versatile Sinamics G120 drive system has been enhanced to include EtherNet/IP connectivity, thus providing maximum flexibility for industrial Ethernet communication while offering innovative concepts for those wanting a single network for the entire plant.
“In many instances, plant managers have the requirement for a single-plant network, particularly with large automotive, packaging, plastics, metals, food and beverage as well as material handling companies,” says Robert Soré, Siemens product manager, Sinamics G drives. “Our Sinamics G120 drive provides communications without limits to a specific network type.”
The Sinamics G120 drive platform supports, as standard, Profibus DP and Profinet to ensure seamless communications between every component involved in a typical automation solution, including HMI (operator control and visualization) and I/O. Additional higher-level functions, including Safety Integrated telegrams and synchronized mechanisms for even the highest-level control applications, are
also included.
Profinet can transmit operating and diagnostics data simultaneously to enterprise-level systems using standard IT mechanisms (TCP/IP) for an integrated factory environment. The new addition of an EtherNet/IP stack offers another option for Sinamics G120 users. Having the flexibility to communicate with the most common automation systems via Profinet or EtherNet/IP makes the Sinamics G120 drive system easily adaptable to the current Industrial Ethernet boom.
With a wide power range (0.50 – 350 hp), highly scalable solutions, including safety integrated functionality and convenient start-up with Siemens Starter software, the Sinamics G120 drive is a powerful solution for a variety of applications, including packaging, plastics molding and extrusion, textile, printing and paper machines, handling and assembly systems, rolling mills and test stands.
See the SINAMICS Drives video on YouTube here.
For more information about the Sinamics G120 drive platform, visit www.usa.siemens.com/sinamics-g120.
For specific product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: SiemensMTBUMarCom.industry@siemens.com.
Continue reading
Hennig custom enclosures and fuel tanks provided for three Cummins 2MW generators at Broken Arrow, Oklahoma project for Cummins Southern Plains LLC
![]() Machesney Park, Illinois – The City of Broken Arrow’s only existing water treatment plant, erected in 1966, could no longer satisfy the needs of the 35,000 homes and businesses, requiring the City to purchase water from other facilities and nearby Tulsa. In cooperation with the Oklahoma Department of Environmental Quality and the Oklahoma Water Resources Board, a new municipal water treatment plant on the shore of the Verdigris River will provide up to 20 MGD (plant rating at 20 degrees C) of water daily to the City of Broken Arrow, Oklahoma.
Machesney Park, Illinois – The City of Broken Arrow’s only existing water treatment plant, erected in 1966, could no longer satisfy the needs of the 35,000 homes and businesses, requiring the City to purchase water from other facilities and nearby Tulsa. In cooperation with the Oklahoma Department of Environmental Quality and the Oklahoma Water Resources Board, a new municipal water treatment plant on the shore of the Verdigris River will provide up to 20 MGD (plant rating at 20 degrees C) of water daily to the City of Broken Arrow, Oklahoma.
The project began in early 2012 with the bid for the standby power system awarded to Cummins Southern Plains LLC, Tulsa, for the parent company based in Arlington, Texas. The project will utilize three 2 MW generators powered by Tier II emission certified Cummins 16 cylinder QSK 60 series diesel engines.
Due to the environmental and acoustic specifications of the water treatment facility, special enclosures and fuel tanks for the generator sets were required. Cummins Southern Plains LLC sales representative Mike Teague asked Hennig Enclosure Systems (Machesney Park, Illinois) to provide a possible solution. As Mike explained, “Al Grabowski from Hennig had been in contact with Cummins Southern Plains. We gave him the opportunity to quote the project and were quite pleased with the results.”
Cummins Southern Plains LLC provided the performance characteristics of the generator sets to Hennig Enclosures Systems, who then provided submittal drawings of the enclosure packages in Solid Works CAD format for the customer to review. Each enclosure measured 40’ long x 10’ wide and nearly 14’ high to allow ample airflow and provide a 25 dba sound reduction. After the customer and contractor approved the drawings, Hennig Enclosure Systems began cutting and bending steel. “Hennig is a one-stop shop. We manufacture the entire enclosure and fuel tank in addition to mounting the genset and landing all the electrical connections for the customer,” Grabowski added.
The Hennig solution involved a topcoat finish of TGIC polyester powder coat paint for weather resistance and UV protection. Grabowski notes, “Hennig utilizes a durable powder coat finish along with stainless steel hardware on every enclosure we build to meet the broad range of environmental conditions across the United States. We want our enclosures to look as good in 20 years as they do the day they were installed.”
A few weeks after the generator sets arrived at Hennig, the enclosure and fuel tank packages were ready to ship. There were some logistics challenges on this project, as the facility site was in the midst of construction. Delivery was made down a temporary dirt road and the three 2 MW Cummins emergency power generators were set in place without a hitch at the new Broken Arrow Water Treatment facility site.
The Broken Arrow municipal water treatment facility is primarily funded by loans totaling $64.8 million, administered by the Oklahoma Department of Environmental Quality and the Oklahoma Water Resources Board. The facility is being constructed by Crossland Heavy Contractors of Columbus, Kansas. The first phase of the project is scheduled to be operational in July, 2013.
-0-
Hennig Enclosure Systems, a division of Hennig Inc., manufactures innovative enclosures and fuel tanks for standby/emergency/prime power/peak shaving generators and switchgear. Hennig enclosures are designed and built to provide environmental protection and meet today’s demanding acoustical requirements of power generation equipment. The company operates facilities in Machesney Park, IL. To learn more, visit www.hennig-enclosure-systems.com.
Hennig, Inc. designs and produces custom machine protection and chip/coolant management products for state-of-the-art machine tools. Hennig products are designed to protect against corrosion, debris and common workplace contaminants. Manufacturing facilities located in the USA, Germany, France, Brazil, India, Japan, Czech Republic, England and South Korea. Repair centers are located in Machesney Park, IL; Chandler, OK; Livonia, MI; Blue Ash, OH; Mexico City, Mexico; and Saltillo, Mexico. To learn more, visit www.hennigworldwide.com.
To learn more about Hennig products & services, visit www.hennigworldwide.com or call 1-888-HENNIG6 (436-6446).
Tim Waterman
Hennig Inc.
9900 N. Alpine Rd.
Machesney Park, IL 61115
(815) 316-5277
info@hennig.ame.com
www.hennigworldwide.com
Connect with Hennig online: ![]()
![]()
![]()
![]()
![]()
![]()
![]()
For more information on Cummins Southern Plains in this story, please contact:
Cummins Southern Plains LLC.
525 E. Skelly Drive
Tulsa, OK 74116
Phone: 918-234-3240
 No. 1027 is a 550ºF electric cabinet oven from Grieve, currently used for drying pellets in pans at the customer’s facility. Workspace dimensions on this oven measure 47” W x 30” D x 63” H. 30 KW are installed in Incoloy-sheathed tubular elements to heat the oven chamber, while a 2000 CFM, 2-HP recirculating blower provides horizontal airflow across the workload.
No. 1027 is a 550ºF electric cabinet oven from Grieve, currently used for drying pellets in pans at the customer’s facility. Workspace dimensions on this oven measure 47” W x 30” D x 63” H. 30 KW are installed in Incoloy-sheathed tubular elements to heat the oven chamber, while a 2000 CFM, 2-HP recirculating blower provides horizontal airflow across the workload.
This Grieve cabinet oven features 6” insulated walls, aluminized steel exterior, Type 304, 2B finish stainless steel interior, four independent doors for access to the workspace and eight 20” wide x 30” long x 1” high loading pans on channel supports in each oven opening.
Controls onboard No. 1027 include a digital indicating temperature controller, manual reset excess temperature controller with separate contactors and recirculating blower airflow safety switch.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
A practical alternative to mechanical braking and non-regen drives systems in the converting, packaging, wireforming and printing industries
by William Gilbert, Industry Business Development Manager,
Converting and Cranes, Motion Control Solutions

The unwind brake operates much like the brake on a car, with disk, calipers and pads. The tension is linked to a position controller.
During the operation of any converting machine, whether for film, foil, wire, paper or board, plus most large printing presses, rolls of materials are handled by unwinds, often still driven by pneumatically operated braking systems. The traditional tension control system for an unwind stand is a simple mechanical brake. In principal, the unwind brake mechanically operates much like the braking system on your car, with a disk, caliper and pads, but is controlled by a tension sensor linked to a setpoint controller. As the roll unwinds, the tension is maintained by the brake for smooth passage of the material through the dies or rollers, resulting in better package alignment, less wrinkling, better print registration, even more consistent wire dimensioning and other production positives. These mechanical brake unwinds are effective in controlling the tension, but have inherent problems of heat and power loss, plus mechanical wear and constant maintenance needs, substantially impacting machine uptime.
The typical mechanical brake is pneumatically controlled and may utilize several sets of friction pads to control the web tension as the roll dimension decreases. Plus, a reasonable pressure range in many applications might be from 15-90psi or a 6:1 drop, a range significantly less than the core to full roll ratio for most jobs, an obvious inefficiency in operation.
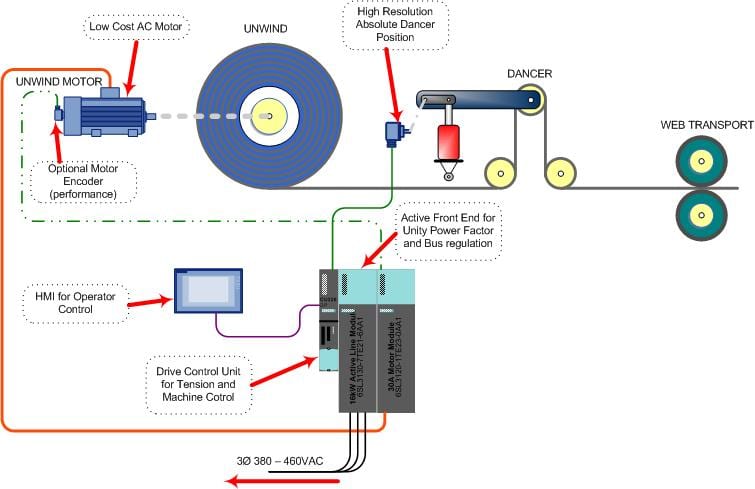
This schematic shows the typical driven unwind system in operation
To affect good tension control on the brake, these friction pad sets need to be manually changed in an out of the brake assembly, depending on the desired operating tension and the roll diameter changes involved. Often, the adjustments are several per roll during this manual changeover. Because the mechanical brake creates the unwind tension through friction, it generates substantial heat and often requires a separately powered fan for cooling to operate effectively. This friction also means the pads are subject to rapid wear, requiring frequent and time-consuming changes or maintenance checks.
For almost a decade now, this old technology has been gradually replaced, though usually in the lower power ranges, by newer precision technology, involving AC motors, drives and electronic loadcells. On converting lines today, a further leap forward is being made with the onset of active front end technology.
With such technology, the operating principle is as follows.
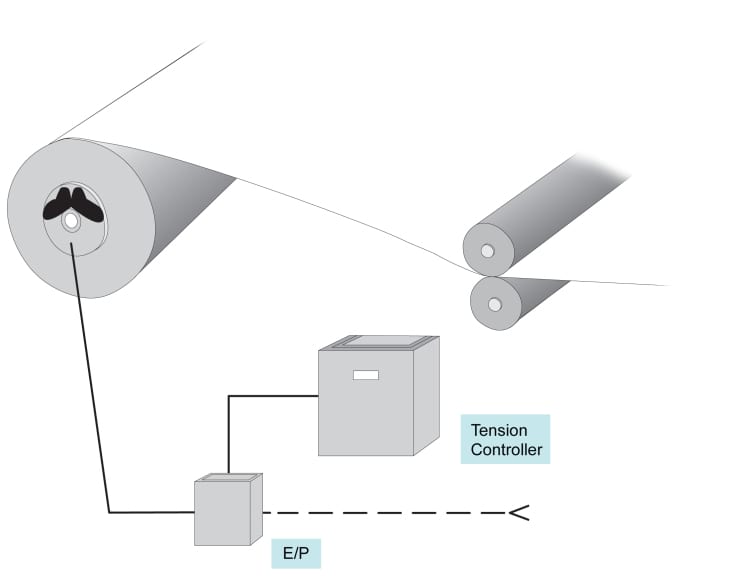
Conventional mechanical brake system
Since the unwind application is regenerative (regen) in nature, a driven unwind needs to return the energy that the mechanical the brake produced as heat back to the AC line. In the past, regen DC drives have been successfully applied as driven unwinds, but DC drive systems are no longer common and even during their prime were very costly. Early in the AC drive technology for these applications, the drives did not have the capability to regenerate the power back to the AC line and, when applied as unwind brakes, required regen resistors to dissipate the tension energy. This was wasteful and costly.
Today’s AC drive systems now have the technology to regenerate the energy back to the AC line just as the DC drive did, but with added benefits to the user and machine designer alike. Sending the tension energy back to the line means power that once was wasted can now be retained, instead of the system producing heat and worn parts. When the drive is equipped with active front end technology, it will return the previously wasted energy with near unity power factors, something not possible for any DC drive system.
Even an open loop AC drive motor combination offers a tension control range far beyond the limits of a pneumatic braking system. Synchronous AC motors can offer precision open loop torque control without a tension sensor, thereby saving further cost and inventory. Today’s highly accurate tension control systems can be designed with high resolution (sin/cos) feedback encoders on both the unwind motor and dancer position feedback. Additionally, in more advanced active front end designs, the regen capability of the drive can actually assist in the increase of stopping times and tension control regulation, owing to the four quadrant control, i.e., the motor can sink or supply current to the motor in both directions.
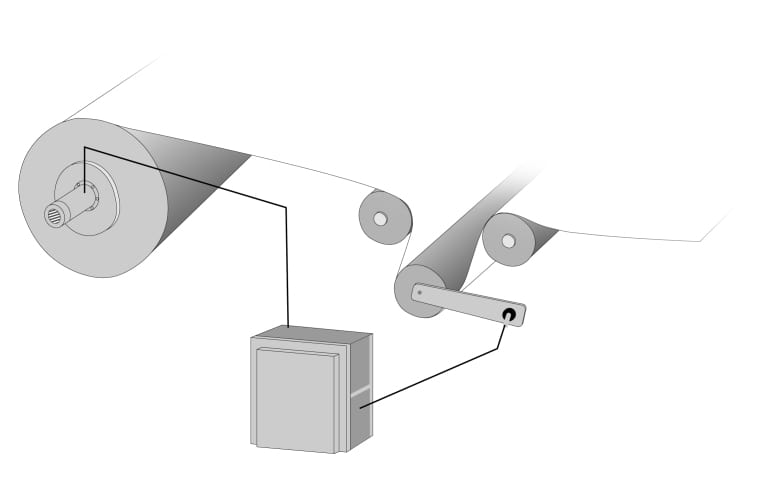
Driven unwind with AC regen motor, drive
AC regen drive systems can also offer today’s machine designer software configurations with a wider range of control flexibility. They can be configured to operate in the most basic mode with no motor encoder or with tension feedback to system configurations, utilizing either dancer position sensors or loadcells. Alternatively, they can function as a programmable logic controller (PLC), controlling the machine functions on the unwind, while also connecting directly to a human-machine interface (HMI) panel. In most converting, packaging and printing applications, the dancer position sensor can be used to calculate the starting diameter of a roll, eliminating additional diameter sensors and the possibility of operator error in the roll diameter input. Further enhancements for unwind spindle motion such as jog for threading have also emerged for operator convenience through active front end technology.
Beyond the obvious cost savings of pad replacements on mechanical braking systems, AC motors are virtually maintenance free by comparison to DC motors, as AC motors have no brushes, do not require controller contactors to reverse direction of motor rotation or have commutators. Fewer moving parts invariably means less motor maintenance, for additional cost and time savings.
In the most advanced systems, common DC bus regulation, energy-monitoring devices for near unity power and, through the use of mechatronic services often provided by the manufacturers, “turn off” parameters in vector drives are possible. Mechatronic services can also be utilized for the proper tuning of these drives onsite or during machine build. For designers, such services further assist in the proper sizing of motors, based on the mechanical and electrical forces generated by machine operation or computerized simulation of it.
This combination of improved operation, reduced maintenance, motor power savings and conservation of nearly all energy within the system make AC regen drives with active front end technology a decided advantage for machine designers and end users of converting, packaging, printing, wireforming and other roll-fed machinery, where driven unwinds can be implemented.
For more information on regenerative drive motors and systems, please contact:
For product information and inquiries, call +1 800 879 8079 ext. Marketing Communications or e-mail SiemensMTBUMarCom.industry@siemens.com.
Continue readingIntegrated drive system provides OEMs and end-users cost-effective Simotics motor and Sinamics drive packages from single source; backed by three-year warranty
 Siemens Industry, Inc. announces the release of combination motor/drive packages, allowing an OEM or end-user the option to select the optimum solution for a variety of heavy-duty industrial motion control applications from a single source, backed by a full three-year warranty. Choosing from a predetermined list of motor/drive combinations, the customer simply makes the selection best suited to the application. The motor and drive are packaged on a single pallet, shipped and invoiced together.
Siemens Industry, Inc. announces the release of combination motor/drive packages, allowing an OEM or end-user the option to select the optimum solution for a variety of heavy-duty industrial motion control applications from a single source, backed by a full three-year warranty. Choosing from a predetermined list of motor/drive combinations, the customer simply makes the selection best suited to the application. The motor and drive are packaged on a single pallet, shipped and invoiced together.
The motor and drive combinations are power-matched for 480V high-overload operation through a 20 hp range, with I2T protection from thermal damage provided as a standard in both the motor and the drive components. The Siemens Intelligent Operator Panel (IOP) is included with these packages, allowing easy step-by-step drive start-up.
Application macros are provided in the Sinamics G120C drive for easy installation and wiring; the terminals are pre-assigned at the factory and the parameters are automatically set. The SIMOTICS SD100 motors are rugged cast-iron with inverter duty ratings in a 4:1 speed range for constant torque and 20:1 speed range for variable torque. Simotics SD100 units are severe-duty TEFC motors that meet NEMA Premium® efficiency.
Communications selections on these matched motor/drive combinations include RS485 with USS and Modbus protocols. A Profibus variant is also offered for a Totally Integrated Automation (TIA) solution. TIA is the proprietary Siemens solution for achieving optimum performance, energy efficiency and sustainability within a machine or manufacturing environment.
Standard pricing has been established for a wide variety of motor/drive combinations from 1–20 hp and is included in the available literature on this new Siemens service.
For more information about these combination motor/drive packages, visit www.usa.siemens.com/drives.
For product information and inquiries, call +1 800 879 8079 ext. Marketing Communications or e-mail SiemensMTBUMarCom.industry@siemens.com.
Continue reading
Steve Sikorski from Magma (far left) led the teaching experience for the Racine, Wisconsin Sea Scouts, as they learned about metalcasting.
In March 2013, representatives from MAGMA Foundry Technologies used the Foundry in a Box, donated by AFS, to teach the Racine, Wisconsin Sea Scouts, Ship 5750, about metalcasting. Sea Scouting is a division of the Boy Scouts of America for young men and women between 14 and 21 years old. The group focuses on developing future leaders through developing maritime skills, both on and off the water. The Scout group devotes their summer activities to sailing and their winter activities to learning manufacturing skills to produce useful items. Previous projects included land sailing vessels, a pig roaster and rebuilding engines for use in boats.
During this past winter, the scouts focused on developing their metalworking skills by making wind vanes using welding, grinding, machining and plasma cutting technologies. This project had all the Scouts excited about metalworking and it created a great opportunity to expose them to metalcasting technology, where Magma is the market leader in casting simulation and process optimization for foundries worldwide.
 The meeting was kicked off with a short presentation about metalcasting and how this 6,000-year-old process relates to products the Scouts use every day. The Scouts were then allowed to get started with a hands-on project, with each Scout creating a mold, melting the metal, pouring the casting and cleaning the castings. Some Scouts used the standard patterns that came with the Foundry in a Box, while others were more adventurous and tried making their own patterns, one being sea shells. A final presentation was made, tying in this age-old process with advanced casting process simulation technology to show what occurred inside the mold during the making of the Liberty Bell casting.
The meeting was kicked off with a short presentation about metalcasting and how this 6,000-year-old process relates to products the Scouts use every day. The Scouts were then allowed to get started with a hands-on project, with each Scout creating a mold, melting the metal, pouring the casting and cleaning the castings. Some Scouts used the standard patterns that came with the Foundry in a Box, while others were more adventurous and tried making their own patterns, one being sea shells. A final presentation was made, tying in this age-old process with advanced casting process simulation technology to show what occurred inside the mold during the making of the Liberty Bell casting.
For more information on this story, please contact:
Christof Heisser
President
MAGMA Foundry Technologies, Inc.
10 N. Martingale Road, Suite 425
Schaumburg, IL 60173
Phone 847-969-1001, ext. 225
Email cheisser@magmasoft.com
Web www.magmasoft.com
 SIGMA Plastic Services will partner with RJG to provide a detailed training session to educate plastic injection molding professionals on cutting edge technologies that will assist in more successful product launches.
SIGMA Plastic Services will partner with RJG to provide a detailed training session to educate plastic injection molding professionals on cutting edge technologies that will assist in more successful product launches.
Working together with RJG at the Medical Devices conference, the goal is to provide attendees with a demonstration on how to utilize currently available technology to their best advantage. Reducing time to market with higher quality and repeatable molding processes are key to the future success of injection molding professionals and OEM’s.
RJG and SIGMA will take you through the critical steps from product design to production with best practices for successful, profitable molding. Develop and merge the part design, the polymer, the mold, and the process in a virtual production environment where all of the critical aspects related to profitable part quality can be evaluated and optimized before the actual mold is ever built.
This is an actual workshop with worksheets and exercises that can be used to develop improved communications within your work environment.
 What areas of the part design are the most critical?
What areas of the part design are the most critical?
Should the mold insert be P20, H13, or a Cu based alloy?
Where are the most critical areas for cooling?
What will the cycle time be?
Is the distortion related to fiber orientation or temperature?
Can it be controlled with packing?
Will it be pressure limited when the viscosity shifts?
How big is the process window?
Can the process be maintained?
Where do we need sensors?
How to contain parts produces outside of the process window
 Virtually develop and optimize the mold and the process together, before the mold is ever built. Verify the appropriate molding machines are capable and available. Ensure the best process is developed, used and repeated, in spite of day to day variation in the production environment.
Virtually develop and optimize the mold and the process together, before the mold is ever built. Verify the appropriate molding machines are capable and available. Ensure the best process is developed, used and repeated, in spite of day to day variation in the production environment.
If the mold is already built and the part dimensions from the quoted 30s cycle are out of spec, what are you going to do about it, other than lose money…..? There are more profitable ways of doing things.
For more information, contact:
Matt Proske
Vice President
SIGMA Plastic Services, Inc.
10 N. Martingale Road, Suite 425
Schaumburg, IL 60173
Phone 847-558-5602
Email contact@3dsigma.com
Web www.3dsigma.com

Gümmilast material from Kastalon offers metalformers greater levels of performance and wear characteristics, compared to conventional polyurethane or Neoprene forming pads and fluid cells.
Short run forming of complex sheet metal shapes using rubber dies and pads is quick and highly effective. This technique was first accomplished using the Guerin Process. After the Second World War, the Wheelon process was developed as an improvement over the Guerin Process. A Wheelon press is capable of manufacturing large, complex, short run parts with economic tooling. This type of hydraulically actuated bladder forming is widely used in the aerospace industry today.
When the Wheelon process was first employed, the forming press fluid cells and forming pads were made of Neoprene rubber. The Neoprene formulations of the day were developed by rubber molders’ chemists. Their formulas were proprietary and highly secretive.
The high grade formulation of Neoprene used was an excellent material for the function of forming pads and fluid cells. It was tough, had very high extensibility, good cut resistance, excellent oil resistance and produced good detail with moderate pressures.
This was the standard material for Wheelon forming pads and fluid cells for many years. However, as the U.S. industrial rubber goods industry matured, its productive capacity diminished. The industry lost the capacity and knowledge required to make Neoprene pads and cells. There are presently no suppliers of rubber Wheelon or Guerin cells or pads in North America.

Product shown in use in the Wheelon process, one used extensively in the aerospace and other industries.
Fortunately, there was capacity to produce these parts from polyurethane. Polyurethane is a synthetic elastomer that is far stronger than Neoprene. Polyurethane has greater cut resistance, more abrasion resistance, greater tensile strength and has suitably high elongation for effective use in the Wheelon process.
Polyurethane is also a more environmentally stable material than the original Neoprene. Most often, when installing forming pads and upon starting forming operations, the Neoprene would be “dried out”. This would lead to shrinkage of the pad and increased stiffness. In order to install the pad and/or start the operation, it would be necessary to heat the Neoprene to restore it to its original softness and resilience. Polyurethane is far more consistent, retaining its size, shape and maintaining its softness and resilience. This eliminates the need for heat “rejuvenation”.
However, in spite of the superiority of the physical properties of polyurethane over the previously used Neoprene, there is a drawback to polyurethane. Due to its increased strength and toughness, far greater pressures must be employed to achieve acceptable part definition and this results in greater strain on the press, its components and some reduction in forming definition.
Some of the difficulties encountered with the use of commercial and even Kastalon KAS43210AE forming pads and cells are:
The challenge to industry has been to create a material that has polyurethane’s toughness and the extensibility of the lost Neoprene material.
Our initial discoveries led us to improve the traditional polyurethane formulations to increase extensibility, reduce working pressure and improve cut and tear strength in the “mid extension” ranges where these pads operate. However, this was only a compromise and a temporary solution to producing a forming pad with superior performance.
After years of continuing research, a hybrid polyurethane compound, trademarked Gümmilast by Kastalon, has been developed. The properties of Gümmilast are very similar to the original Neoprene in performance and exceed the toughness of traditional polyurethane. A comparison of the original Neoprene, Gümmilast, Kastalon KAS43210AE and commercial polyurethane is presented in the following table.
Physical Properties: Traditional Neoprene vs. Polyurethane
| Neoprene | Gümmilast KAS021909A | Kastalon KAS43210AE | Commercial PUR | |
| Hardness,Shore ATensile, psi | 55-602,002 psi | 602850 | 704153 | 704660 |
| Elongation | 773 % | 774 | 694 | 630 |
| 25% modulus | 92 psi | 133 | 201 | 221 |
| 50% | 119 psi | 184 | 260 | 282 |
| 100% | 157 psi | 229 | 340 | 360 |
| 200% | 277 psi | 262 | 434 | 475 |
| 300% | 472 psi | 337 | 522 | 670 |
| 400% | 741 psi | 471 | 738 | 985 |
| Split tear | 228 psi | 191 | 181 | 185 |
| Dynamic modulus | 289 | 372 | 733 | 836 |
The similarity between Gümmilast and the original Neoprene is apparent. In the operating range extension (250-400%), previously available polyurethanes create far higher internal stresses. The rapid increase of these stresses in this operational strain range leads to need for higher pressure and less definition. This makes tool design and the use of intensifier pads highly critical.
When using Gümmilast, the reduction in operating pressure will yield greater press life, while offering greater part definition.
Life testing of Gümmilast pads and cells is ongoing. To date, Kastalon anticipates 3-6 times the life of Improved Kastalon Polyurethane and an even greater life over commercial polyurethane.
In conclusion, Kastalon Gümmilast will provide the Wheelon Process user with a material that offers similar process ease, forming definition and reparability as experienced with the original rubber and providing significantly improved life over commercial polyurethane. Gümmilast is also available for hydroforming bladders, throw pads and Guerin Process pads.
Kastalon Gümmilast products are available from your press parts provider or from Kastalon, Inc.
For more information on this product, please contact:
KASTALON, INC.
4100 W. 124th Place
Alsip, IL 60803
Phone: 708-389-2210
Fax: 708-389-0432
Web: www.kastalon.com/engineering-guide.php
Email: sales@kastalon.com
Attention: Marty Pokorney
 No. 1029 is a 500ºF, three-level rotary hearth electric oven from Grieve, currently used for curing sealant onto molded plastic parts at the customer’s facility. Workspace dimensions on this oven measure 36” W x 32” D x 30” H. 24 KW are installed in Incoloy-sheathed tubular elements to heat the oven chamber, while a 1000 CFM, 1-HP recirculating blower provides horizontal airflow, front to rear, across the workload.
No. 1029 is a 500ºF, three-level rotary hearth electric oven from Grieve, currently used for curing sealant onto molded plastic parts at the customer’s facility. Workspace dimensions on this oven measure 36” W x 32” D x 30” H. 24 KW are installed in Incoloy-sheathed tubular elements to heat the oven chamber, while a 1000 CFM, 1-HP recirculating blower provides horizontal airflow, front to rear, across the workload.
This Grieve rotary hearth oven features 6” insulated walls, Type 304, 2B stainless steel interior, integral leg stand, an 8” W x 23” H front access opening built into the oven door and a 30” diameter three-level hearth constructed from perforated steel sheet and driven by a ¼-HP motor through a gear reducer with torque limiting device.
Controls onboard No. 1029 include a digital indicating temperature controller, manual reset excess temperature controller with separate contactors, recirculating blower airflow safety switch, circuit breaker disconnect switch plus a proximity switch and 12-tooth sprocket to index the hearth a 1/12 rotation per index.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
Three-drum surface slitter rewinder outfitted with Siemens hardware and software achieves Category 4 safety standard with space savings and more flexibility in design

Jennerjahn JLS-120, a popular 120” wide format slitter rewinder, capable of producing 400-foot rolls in less than 30 seconds, was customized using a total package of Siemens controls and software. The robust frame on this machine makes it ideal for construction grade materials, such as house wrap, roofing and flooring underlayment, billboard vinyl and landscaping rolls.
Jennerjahn, located in Matthews, Indiana, is a manufacturer of assorted lines of narrow and wide web slitter rewinders and custom machinery used by converters of point-of-sale cash register rolls, ATM rolls, lottery rolls and a variety of tape rolls, as well as a wide range of paper and other products, including laminating film, plotter paper, house wrap, landscaping products, vinyl billboard sheeting, flexible packages, box tape, roofing underlayment and other construction materials. Founded in 1978, the company also provides customer solutions for roll handling and roll packaging equipment. Today, Jennerjahn equipment can be found in markets worldwide.
On a recent job for a building products company in Australia, the Jennerjahn engineering team, led by Roger Vogel and Will Adams, was confronted with a unique set of requirements on a 120-inch wide, three-drum surface slitter rewinder, a variation of the company’s standard Model JLS-120, to be used to wind a variety of non-woven web materials, used in the construction industry. The machine required five axes of motion control. The JLS line features an unwind with pneumatic braking, a driven surface winder and driven lay-on roll. The machine typically slits a web into multiple sections and the surface winder winds a small diameter roll to a precise length.
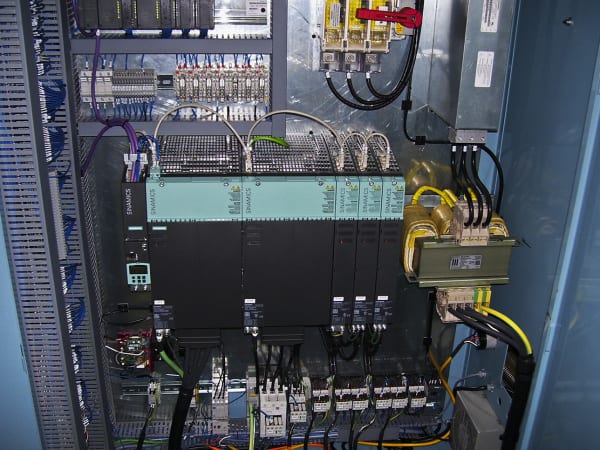 The customer required a Category 4, SIL 3 safety system, with components to support a local 415VAC, three-phase electrical power supply. As Jennerjahn senior controls engineer Will Adams explains, “We discussed the job with the applications engineering team at our local distributor and the decision was made to utilize a total package of Siemens hardware and control software, including Simatic PLC, Sinamics drives, HMI and a Profibus DP communications network.” While Jennerjahn had utilized Siemens products in the past, this machine requirement was a particular challenge, owing to the safety requirements, in particular. The builder was seeking a solution that would not require adding large amounts of relays and other hardware to meet the customer needs, plus the Jennerjahn team wanted to utilize the standard controls enclosures on the JLS-120 for this job. Adams continues, “The integrated safety features on the Siemens S7-300 PLC, plus the ability to execute a position move within the drive and also have those drives operate within a wide voltage range allowed us to meet the Category 4 safety level for our customer.” He further notes that the compact “bookend” design of the drives enabled Jennerjahn to use the standard enclosure on their machine. Previous JLS machines used AC/AC drives for all drive requirements. On this machine, there were three additional ancillary axes, so the use of the Siemens S120 booksize drive platform enabled the machine design to run all driven axes in a single drive. The use of the integrated E-POS positioning block in the S120 drive system and a high-resolution sin/cos feedback on the surface winder permitted very precise roll lengths, as well, on this application.
The customer required a Category 4, SIL 3 safety system, with components to support a local 415VAC, three-phase electrical power supply. As Jennerjahn senior controls engineer Will Adams explains, “We discussed the job with the applications engineering team at our local distributor and the decision was made to utilize a total package of Siemens hardware and control software, including Simatic PLC, Sinamics drives, HMI and a Profibus DP communications network.” While Jennerjahn had utilized Siemens products in the past, this machine requirement was a particular challenge, owing to the safety requirements, in particular. The builder was seeking a solution that would not require adding large amounts of relays and other hardware to meet the customer needs, plus the Jennerjahn team wanted to utilize the standard controls enclosures on the JLS-120 for this job. Adams continues, “The integrated safety features on the Siemens S7-300 PLC, plus the ability to execute a position move within the drive and also have those drives operate within a wide voltage range allowed us to meet the Category 4 safety level for our customer.” He further notes that the compact “bookend” design of the drives enabled Jennerjahn to use the standard enclosure on their machine. Previous JLS machines used AC/AC drives for all drive requirements. On this machine, there were three additional ancillary axes, so the use of the Siemens S120 booksize drive platform enabled the machine design to run all driven axes in a single drive. The use of the integrated E-POS positioning block in the S120 drive system and a high-resolution sin/cos feedback on the surface winder permitted very precise roll lengths, as well, on this application.
 In addition, many of the diagnostic features on the drive software helped the builder’s team with troubleshooting and start-up issues. Finally, the I/O configuration of the Siemens platform “…allowed us to keep our existing distributed I/O layout with minimal system redesign,” said Adams.
In addition, many of the diagnostic features on the drive software helped the builder’s team with troubleshooting and start-up issues. Finally, the I/O configuration of the Siemens platform “…allowed us to keep our existing distributed I/O layout with minimal system redesign,” said Adams.
The Jennerjahn team estimates that the implementation of the Siemens controls platform on this machine was achieved with a start-up time savings up to two-thirds, the result of various factors in the relationship between this builder, the controls vendor and the local distributor. Will Adams explains, “Siemens provided us design assistance to verify the sizing information and specify the required drive hardware. Our local distributor then provided a complete bill of materials to us, which saved us a great amount of time, owing to our lack of detailed knowledge about the Siemens products.” Adams also notes his company received several days of onsite engineering support provided by the controls supplier to help with drive set-up, network troubleshooting and the integrated safety program modifications required on this machine build.
 Roger Vogel, engineering manager for Jennerjahn, adds, “This project went very smoothly for us, because the relatively few problems we had were quickly handled by the folks from Siemens and our local distributor, both in the hardware and software areas, plus overall automation integration scenario. The training class we were offered was very well run and provided our team the extra information needed to successfully program the machine.”
Roger Vogel, engineering manager for Jennerjahn, adds, “This project went very smoothly for us, because the relatively few problems we had were quickly handled by the folks from Siemens and our local distributor, both in the hardware and software areas, plus overall automation integration scenario. The training class we were offered was very well run and provided our team the extra information needed to successfully program the machine.”
Since 1978, Jennerjahn has been a leading supplier to the converting industry and today provides an international partner to the industry, offering the most efficient solutions to customer needs on a wide variety of end uses. As a full line machine and ancillary equipment manufacturer, the company maintains a showroom of assorted automated slitter and rewind machinery, so any potential application can be tested, free of charge, according to the company’s website.
For more information on this story, please contact:
JENNERJAHN MACHINE, INC.
901 Massachusetts Avenue
Matthews, IN 46957
Phone: 765-998-2733
Fax: 765-998-2468
Web: www.jennerjahn.com
Email: sales@jennerjahn.com
Attention: Chris Jennerjahn, Roger Vogel or Will Adams
or
SIEMENS INDUSTRY, INC.
Drive Technologies — Motion Control
390 Kent Avenue
Elk Grove Village, IL 60007
Phone: 847-640-1595
Fax: 847-437-0784
Web: www.usa.siemens.com/motioncontrol
Email: SiemensMTBUMarCom.industry@siemens.com
Attention: John Meyer, Manager, Marketing Communications