
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
SUHNER Flexible Shafts
Handle speeds up to 50,000 rpm with high accuracy; from printing presses and remote control valve control to speedometers and power seat actuation
 Need an easy and quick way to transmit rotary motion from a power source –motor or hand wheel – to where you need the movement? Maybe around a corner? Compensating for some offset? Allowing relative movement between the two components? Reaching into that impossible to reach space?
Need an easy and quick way to transmit rotary motion from a power source –motor or hand wheel – to where you need the movement? Maybe around a corner? Compensating for some offset? Allowing relative movement between the two components? Reaching into that impossible to reach space?
Suhner Standard Flexible Shafts offer a plug and play solution. Equipped with standard female couplings with set screws, available for left hand, right hand or bi-directional application in a wide range of lengths and torque ratings, flexible shafts are easy, efficient and virtually maintenance free flexible drive shafts allowing for maximum design freedom in a wide variety of OEM applications in myriad industries.
Our K and Ka type plastic casing flex shafts are used throughout the automotive OEM, for engine control and power transmission, as well as interior controls on power seats and steering wheel adjustments.
Interested parties can review the online catalog for power transmission products from Suhner and use the handy math tools and other selection guides provided.
For more information, please contact SUHNER Mfg., Inc. at info.usa@suhner.com or visit our website at www.suhner.com.
Contact info:
Suhner Manufacturing, Inc.
43 Anderson Road SW
Rome, GA 30161
Phone: 706-235-8046
www.suhner.com
Attention: Michael Boehm, Director of Marketing & Sales
Michael.boehm@suhner.com
Continue reading
Procon X-RAY GmBH, a leader in custom-designed industrial CT scanners, will be available in USA through Exact Metrology
November 30, 2015 – Exact Metrology announced today the signing of an agreement with ProCon X-Ray for exclusive rights to distribute the company’s product line throughout the USA.
ProCon, located in Germany, has been developing x-ray systems for non-destructive testing since 2004. The company is a state-of-the-art manufacturer of x-ray and CT (computed tomography) systems designed specifically for industrial applications.
ProCon offers several standard models, ranging from portable units and desktop models to full-size, stand-alone systems. Each of the company’s standard units can be customized to meet customer specific job requirements. The systems are all offered with high-resolution focus x-ray technology.
ProCon works directly with customers to determine the scope of requirements, then develops and designs a unit to meet the individual application needs. Units can be designed with multiple x-ray sources and multiple detector set-ups. This process results in customers obtaining exactly the type of metrology equipment required, without any unnecessary features. Turnaround time in production of the equipment is thereby reduced to a minimum. ProCon systems are also user-friendly and easy to use in operation, according to Exact VP Steve Young.
Exact Metrology offers a complete line of portable scanning and measurement technologies, as well as contract measurement for 2 and 3D laser scanning services, reverse engineering services, non-contact inspection, metrology services, 3D digitizing and training, plus its recently announced CT scanning services, usable by all types of manufacturing, packaging and product integrity concerns.
For more information on this agreement, please contact:
Steve Young, VP
Exact Metrology, Inc.
11575 Goldcoast Drive
Cincinnati, OH 45249
Local 513.831.6620
Toll Free 866.722.2600
www.exactmetrology.com
stevey@exactmetrology.com
Exact Metrology is an ISO 9001:2008 Certified Company.
Exact Metrology, with facilities in Cincinnati and Milwaukee and affiliated offices throughout the Midwest, is a comprehensive metrology services provider, offering customers 3D scanning, reverse engineering, quality inspection, product development and 2D drawings. The company also provides turnkey metrology solutions, including equipment sales and lease/rental arrangements.
Pomona, California (November 30, 2015)… NOARK Electric, a leading low-voltage electrical product manufacturer, announces the latest edition to the B1N miniature circuit breaker family: the UL 489 B1NQT. This recyclable, quick-connect breaker is available in three curves (B, C and D), ranges from 0.5 to 63 A and has an optional detachable shield to make it faster and easier for the installer.
 The B1NQT is compliant with UL/CSA/IEC standards for branch circuit protection in commercial and residential applications. The current-limiting B1NQT is thermal-magnetic and protects against short circuit and overload conditions. The 1- and 2-pole breaker, offered at 120/240 Vac and 60 Vdc, provides optimum and efficient protection for branch and control circuits. Additional new options include front mount through-door hardware and optional quick-connect terminal plugs on the load side. The B1NQT offers the same product quality, reliability and global safety without compromise to form, fit or performance as the other NOARK B1N series breaker family members.
The B1NQT is compliant with UL/CSA/IEC standards for branch circuit protection in commercial and residential applications. The current-limiting B1NQT is thermal-magnetic and protects against short circuit and overload conditions. The 1- and 2-pole breaker, offered at 120/240 Vac and 60 Vdc, provides optimum and efficient protection for branch and control circuits. Additional new options include front mount through-door hardware and optional quick-connect terminal plugs on the load side. The B1NQT offers the same product quality, reliability and global safety without compromise to form, fit or performance as the other NOARK B1N series breaker family members.
NOARK Electric provides reliable products, improves profitability and maintains the highest performance levels. The NOARK B1N breaker series is suited for a host of industrial applications, including HVAC equipment and other component sub-assembly designs. NOARK offers exceptional value with local support and inventory for a wide range of UL 508A panel designs, all backed by the industry’s first 5-year limited warranty.
NOARK Electric will display this new product and its full line in booth #1379 at the upcoming AHR 2016 show in Orlando, Florida. Additionally, NOARK will present a brief session to the HVACR industry, covering the B1NQT and additional NOARK product lines on Tuesday, January 26 at 4:00 p.m. in Theatre C, room N320G. Free AHR show passes can be obtained by contacting NOARK.
NOARK Electric (North America), located in Pomona, CA, is a global electrical component and intelligent control system supplier. The company is establishing a representative and distribution network to serve its primary markets, which include the building trades and electric panel board builders in various industries. As a global supplier, NOARK currently operates four R&D centers, three distribution centers, 15 office locations and employs over 1,000 associates. Sales currently exceed $2 billion worldwide.
For more information on this product, consult your local sales representative or email: nasales@noark-electric.com
Contact:
Jessie Jones, Marketing Manager
NOARK Electric (North America)
2188 Pomona Blvd.
Pomona, CA 91768
Phone: 626-330-7007
Website: na.noark-electric.com
Email: nasales@noark-electric.com

No. 812 is a 650°F (343°C), high temperature top-loading oven from Grieve, currently used for heating stainless steel prior to welding at the customer’s facility. Workspace dimensions of this oven measure 72” W x 36” D x 36” H. 40 kW installed in Incoloy-sheathed tubular elements heat the workspace, while a 3300 CFM, 2 HP recirculating blower provides horizontal airflow to the workload.
This Grieve top-loading oven features 5” insulated walls, aluminized steel interior and exterior, plus a reinforced ¼” steel plate top. Features also include an air-operated rear hinged door and wear bars at the sides of the workspace. The floor of the workspace is reinforced for 3000 lb. loading at removable subway grate.
Controls on No. 812 include a digital indicating temperature controller, manual reset excess temperature controller with separate heating element control contactors and recirculating blower airflow safety switch.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese
 No. 846 is a 900°F (482°C), high temperature walk-in oven from Grieve, currently used for pre-heating steel molds at the customer’s facility. Workspace dimensions of this oven measure 50” W x 96” D x 96” H. A 7800 CFM, 5-HP recirculating blower provides combination airflow to the workload.
No. 846 is a 900°F (482°C), high temperature walk-in oven from Grieve, currently used for pre-heating steel molds at the customer’s facility. Workspace dimensions of this oven measure 50” W x 96” D x 96” H. A 7800 CFM, 5-HP recirculating blower provides combination airflow to the workload.
This Grieve walk-in-oven features 8” thick insulated walls, 6” insulated floor, aluminized steel interior and exterior, plus a removable top-mounted heat chamber. Type 304, 2B finish stainless steel heat chamber interior consists of two independent doors, front and rear, for access to workspace, each opening 40” high. Features include inner and outer door gaskets, with an inner gasket that seals directly against door plug; outer gasket seals directly against the front face of the oven. The floor of each opening is reinforced for 5,000 lb loading at removable subway grate.
Controls on No. 846 include a digital programming and recording temperature control and a manual reset excess temperature controller with separate contactors, plus a recirculating blower air flow safety switch.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
Ann Arbor, Michigan – GMTA (German Machine Tools of America) represents various top-quality German metalworking machine builders companies, including Wera Profilator, K + G, Pittler, Praewema and WMZ, as well as Arnold lasers. These machines are sold to the North American market by GMTA, primarily for gear and spline production, as well as other power transmission and various metalworking applications. The company’s target markets include automotive, off-highway, energy and other heavy equipment manufacturing. Machines are provided for gear honing, gear grinding, the patented Scudding® process for gearmaking, polygon milling, turning, gear tooth pointing and multi-task machining operations, as well as various laser operations or laser line integration. This newsletter is provided to our friends in the media to keep you and your readers updated on News of Note at GMTA.
In the news…

Hard Scudding™ will change the face (pun intended) of gearmaking!
-GMTA will exhibit at several shows upcoming, including EMO in Milan and Gear Expo in Detroit. At the latter, the company will show its latest development for gearmaking, namely, the Hard Scudding process. Just a few years ago, the concept of Scudding®, developed by GMTA and its partner company Wera in Germany, left the traditional skiving method in the dust, so to speak, for internal gear production used primarily in the powertrain buildup. This process, 5-10 times faster than gear shaping, formed the surface of the workpiece through several, small enveloping cuts, providing a surface finish and part quality level that was far superior to hobbing, shaping or broaching. Scudding is a continuous generating process, meaning no idle strokes on the machine tool, as when shaping gears. Ring gears, sliding sleeves and annulus gearing, whether internal helical or spur, external helical or spur or blind spline, synchronizer parts with block tooth features and synchronizer hubs remain among the popular products in the market, made with Scudding technology.
Today, this continuous gear cutting process is widely used in production environments for internal, external, helical and spur gears, as well as splines and other components in the powertrain world. The machining can be done without the need for an undercut or groove (clearance) and lead of the gear can be manipulated via axial motions (crown/taper). It is a demonstrably superior technology and automotive suppliers have embraced its advantages for many years now.
Impressive a technology as it is, the industry took another step forward recently with our new process known as Hard Scudding™. The conventional Scudding process provides excellent results on green or soft gears, while this new advancement enables the re-machining of hardened gears with a tooth-to-tooth composite error and total composite error in the AGMA 12, DIN 5 range and a surface finish better than 1.5 Ra.
The capital investment is minimal for shops and production departments already doing Scudding, because the same gear can be run on the same CNC machine, using a solid carbide tool to do the work. Recent testing done on various internal automotive powertrain and agricultural machinery ring gears is showing extremely positive results. Stock division calculations on the tooth position are standard technology for GMTA and Profilator, so re-cutting is quick and easy. Using the latest CNC technology to control the machine kinematics, users are able to transfer this technology to Scudding machinery that is already deployed in the field. Thus, the same part can be cut on different machines at different times, allowing for more flexibility in scheduling. With today’s portable programming, onscreen or offline tool path and cutting condition simulation, plus the immediacy of call-up onscreen for all values and tolerances in real time, the busy machine shop or large production department stays flexible and demand responsive, using this Hard Scudding technology. In some cases, this new technology is applicable on near net, pre-hardened gear blanks, allowing significant step reductions in the manufacturing process.
In operation, cutting 60-100 thousandths per flank on a tooth, the Hard Scudding process can be used on a carburized or through-hardened parts; nitriding generally does not provide enough case depth to ensure sufficient stock for “clean-up”. An automotive ring gear, for example, which requires 40-50 seconds for Scudding can be produced with Hard Scudding in 25-30 seconds. This process development stands as a viable and very cost-effective alternative to conventional grind-and-hone operations, yielding a highly attractive cost per piece and extended tool life scenario. The added benefits of reduced capital outlay and a significantly more consistent end product bode well for the automotive powertrain and other gear market segments.
STOP BY BOOTH 2109 IN DETROIT, OCTOBER 20-22 TO LEARN MORE OR CALL SCOTT KNOY TODAY!
-GMTA management will be attending EMO in Milan with its partners, then exhibiting at Gear Expo, being held this year in Detroit, October 20-22.
-GMTA is running at “light speed” with their new Arnold laser work cells. Available as single or double work cells, the Arnold systems are offered as CO2 or fiber lasers, with full integration into a machining line, either by means of robotic part articulation or other automated transfer mechanisms, most of which are being supplied to customers by GMTA engineering. Leads from the last IMTS and the company’s aggressive ad program are already being developed into serious opportunities for the company, often in tandem with other machine tool lines and auxiliary equipment now offered by GMTA, according to company President Walter Friedrich. The most recent development is laser cladding, a process of simultaneous metal deposition and fusion, with an extremely high degree of control on the geometry. This technology has considerable application in the aerospace, medical, power gen and oil & gas market segments, in addition to the GMTA home base of automotive.
-The new Mexican office of GMTA, located in Queretaro, is reporting brisk activity, owing to the substantial procurement authority in-country now. According to VP Scott Knoy, “This contrasts with bygone days, when the decision-making and purchasing were largely centered in America and specifically in Detroit. It’s a whole new ballgame with the Mexican market today and we believe our new location (Queretaro) there is well positioned to serve this dynamic manufacturing environment.” GMTA already has a substantial installed base of machines in Mexico from all their partner companies. At the new facility, machines are in place for demo and test runs, plus the facility is fully staffed with application engineering, technical support, after-sale service and parts inventory.
-Sales continue to be brisk on the 9- and 10-speed transmission projects in the automotive market. Scott Knoy, GMTA VP, comments, “We’re seeing a lot of activity here in the States and in Mexico, so we know our timing was right with the opening of our new facility there.”

Claudia Hambleton
-As part of the company’s ongoing commitment to education, GMTA Corporate Treasurer Claudia Hambleton volunteers for the Junior Achievement program in Saline, Michigan for educating K-12 students about jobs, entrepreneurship, financial literacy and work readiness in today’s competitive and changing market. She is active in the recruitment of local business people in the area to assist the program.
-The alliance with Star SU, through which GMTA is sourcing tooling locally, continues to prosper and mutually benefit both companies.
– We are proud to announce a business transaction between the Profilator Group and the Dr. Dieter Murmann Beteiligungsgesellschaft, in which Dr. Dieter Murmann Beteiligungsgesellschaft has acquired all shares of the Profilator Group, consisting of Profilator GmbH & Co. KG and the U.S. affiliate company GMTA (German Machine Tools of America Inc.). The Murmann family has long term plans with the Profilator Group to act as an autonomous business, striving for future success and ongoing technical developments. The current management team of the entire Profilator Group will remain the same, including Thomas Buchholz as Managing Director of Profilator in Wuppertal, Germany and Walter Friedrich as President of GMTA.
-GMTA is a corporate sponsor of the Smart Factory Industry Forum, being sponsored by the German American Chamber of Commerce and held at the Digital Manufacturing & Design Innovation Institute in Chicago on October 9.
For more information on this announcement, please contact:
GMTA (German Machine Tools of America)
4630 Freedom Drive
Ann Arbor, MI 48108
Phone: 734-973-7800
Fax: 734-973-3053
Web: www.gmtamerica.com
Email: scott@gmtamerica.com
Attention: Scott Knoy, VP
Connect with GMTA online: ![]()
![]()
![]()
![]()

Jeff Tanner, Midwest Sales Director, REP Corporation
Bartlett, IL (Chicago) – Effective immediately, Jeff Tanner has been appointed the new Midwest Sales Director for REP Corporation, the world leader in rubber and TPE injection molding presses. This announcement was made by Tim Graham, President of REP Corporation, at the company’s headquarters in Bartlett, IL, near Chicago.
Tanner comes to REP with 29 years of experience in the rubber industry, having previously worked at a major OEM supplier to the automotive NVH sector. He has a thorough technical background in rubber injection molding, tooling and adhesion processes, as well as new product development.
Jeff will be based in Cadillac, Michigan and cover the Midwest region for REP. He can be reached at 847-514-8160 or jtanner@repcorp.com.
His interest includes fishing, hunting and camping.
REP is the largest builder of rubber and TPE injection presses in the world, with global affiliates and multi-national manufacturing locations.
For more information, please contact:
Tim Graham, President
REP Corporation
8N470 Tameling Court
Bartlett, IL 60103
Phone: 847-697-7210
Web: www.repinjection.com

No. 1036 is a 1050ºF (566ºC), electrically-heated cabinet oven from Grieve, currently used for production heating of glass assemblies at the customer’s facility. Workspace dimensions of this oven measure 50” W x 50” D x 50” H. 80 KW are installed in Incoloy-sheathed tubular elements to heat the oven chamber, while a 3750 CFM, 3-HP recirculating blower provides horizontal airflow to the workload.
This Grieve cabinet oven features 10” thick insulated walls, top-mounted heating chamber, aluminized steel exterior and Type 304 stainless steel, 2B finish interior.
Controls on No. 1036 include a digital indicating temperature controller, manual reset excess temperature controller with separate contactors and recirculating blower airflow safety switch.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
New low-volume spiral flow ABA crosshead with 2-stage clamping for easy concentricity adjustment
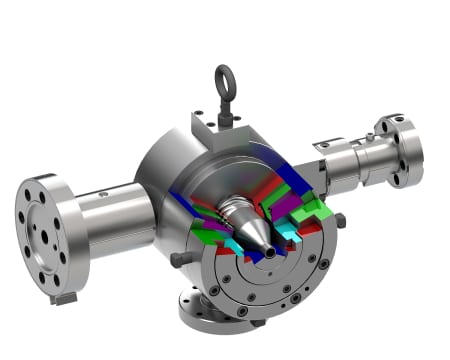
Series 824 Co-Extrusion Crosshead
Guill Tool introduces Series 824, a co-extrusion crosshead designed for irrigation tubing with an emitter tool. Manufactured from stainless steel, this new crosshead features balanced flow design with spiral technology that improves flow characteristics at all extruder speeds. Dual feed ports provide concentric compound flow, while the splits flow from one extruder to feed the inside and outside layers via a manifold assembly. Series 824 is adaptable to all popular extruders on the market currently.
Capacities include a max. die ID of 1.875”, max. core OD of 1.250”, max. tip OD of 1.500” and max. emitter tool OD of 30mm (1.18”). The Series 824 design allows the emitter insertion tool to pass completely through the crosshead ID. Gum space adjustment is performed with die nut rotation, while the Guill 2-stage clamping mechanism allows easier concentricity adjustment. Quick-change tooling and a tool kit for disassembly and re-assembly are provided with the unit.

Core of Series 824 Crosshead
Bill Conley, sales manager for Guill, comments, “On this project, the customer challenged us with an application that required precise placement and bonding of preformed emitters within the extruded tubing without melting them in the crosshead. It was also necessary to process either a low-cost ABA layer construction or single-layer construction within the same unit.”
With the Series 824, the customer realized cost reductions, better quality, less scrap and more uptime in their process. The Guill cool-tube design prevented the emitter from melting in the head and the overall unit mechanics allowed more rapid and easier changeover from a co-extrusion to a single layer.
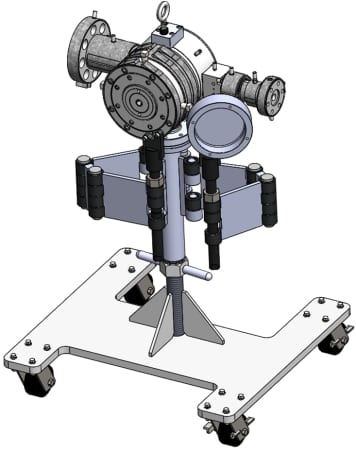
Series 824 Crosshead on Tool Stand
On this project, Guill also supplied the customer the company’s extrusion tool cart, which facilitates easy alignment and tool changes. The removable cart swing gates stay free from accumulated process fluids, while the adjustable height means the cart is compatible with virtually any extruder model. Thermal isolation in the design keeps heat in the head, not the cart.
For further information, please contact:
GUILL TOOL & ENGINEERING CO., INC.
10 Pike Street
West Warwick, RI 02893
Phone: 401-828-7600
Web: www.guill.com
Email: sales@guill.com
Attention: Bill Conley
Connect with Guill Tool online: ![]()
![]()
![]()
Aluminum profiles are produced in all shapes and sizes.
Often, these profiles can be very difficult to machine, because of the various shapes, sizes, number of operations required and cycle times needed. When a profile shape will not allow the holes to be punched and cycle time makes producing the parts on machining centers impractical, Suhner, with its modular design and broad assortment of spindle options, can now offer processors an ideal solution to their machining needs.
Suhner’s line of spindles for Profile Machining includes the popular MONOmaster Electric Driven, Pneumatic Feed Units, ranging in size from the smallest BEM-3 unit, capable of drilling up to a 3mm hole in mild steel, up to the BEM-28 unit, capable of drilling up to 28mm in mild steel and having 200mm of controlled stroke. Many of the units in the MONOmaster line are available with other options, such as inline, direct drive units for the BEM-6 and 12S, as well as 1:4 speed increasers for the BEM-6 &6D units capable of speeds up to 14,400 RPMs @ 60 Hz. With the larger BEM12 & 12D units, the option of 4:1, or 16:1 gear reduction is available, giving RPM speeds as slow as 40 RPMs @ 60 Hz.

Suhner on Profile cutting and drilling machine

Suhner MULTImaster Drive System
Suhner also offers the MULTImaster line of flexible shaft driven units, a feature not currently offered by any other spindle manufacturer. These units are driven by Suhner flexible shafts and are ideal in areas where spacing is a critical concern. The smaller BEW-3 unit allows spacing as close as 48mm center to center. The BEW-6 unit, as close as 55mm center to center and the larger BEW-12 unit, as close as 75mm center to center, are also available. Using these units with Suhner’s VG System, users can drive up to (8) spindles with a single motor.
For high precision, tough applications, Suhner offers the POWERmaster line of spindles. This includes the BEX-15 & BEX-35 machining units, capable of running at speeds up to 23,000 RPM’s. These are block units, capable of milling, drilling and sawing operations. Suhner also offers a complete line of slide products to provide the feed movement for the block spindles. These slides are available in pneumatic or ball screw feed design, for either servo or gear motors.
Also very popular in the machining of aluminum profiles is Suhner’s line of adjustable and fixed spindle multi-heads for drilling special hole patterns or hole spacing where spindles are too large to fit into the required spacing for the center to center distances needed. Suhner’s line of special fixed spindle multi-heads is built in Rome, Georgia and often can be built to spec in less than six weeks.

Suhner Roof Racks – 2015 Ford Escape
A typical machine used by a major automotive roof rack manufacturer incorporates many of these Suhner items to produce the long bars for a Ford Escape roof rack.
This machine uses Suhner BEW-6 units to drill 6mm holes from the front and back side of the part, where electric spindles will not fit. BEM-12 motorized units, with special fixed spindle multi-heads are being used to produce 8mm diameter holes that are too close for even the smallest spindles to produce, when mounted side by side. Suhner’s BEX-35 PowerMaster units are used at each end of the part to saw the part to length (Under Yellow Covers). All these operations are ongoing at the same time to produce complete machined parts in seconds, a feat impossible to do on any conventional CNC machining center.

Suhner 2 Spindle MH Head

Suhner 3 Spindle MHF Head
With Suhner’s modular spindle design and machining capabilities, most every need of the aluminum profile industry can be met in every market segment, whether automotive, industrial, solar, aerospace, military or commercial aviation.

SUHNER INDUSTRIAL PRODUCTS, CORP.
Hwy 411 S./Suhner Drive
P.O. Box 1234
Rome, GA 30162
Phone: 706-235-8046
Fax: 706-235-8045
Attention: Lee Coleman, Automation Division
www.suhner.com
automation.usa@suhner.com
Text and pictures files can be found and down loaded at:
www.suhner-press.com