
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com

 The Grieve Corporation, experts in industrial manufacturing of ovens and furnaces with a long history of 70+ years, launched an updated website with new features and enhancements to existing capabilities.
The Grieve Corporation, experts in industrial manufacturing of ovens and furnaces with a long history of 70+ years, launched an updated website with new features and enhancements to existing capabilities.
“As our company continues to grow, we look for our new website to offer the digital tools necessary to better serve our customers,” said Tony Caringella, COO.
The website details Grieve’s entire selection of ovens and furnaces in a digital catalog that is easy to navigate. With hundreds of different models, customers can help narrow down the right equipment for their process by utilizing the oven finder tool by applying filters such as workspace area, operating temperature, loading method and more. Although the company offers hundreds of standard models, Grieve also has unique customization abilities to engineer the best equipment for one’s application; the site details many custom ovens and furnaces as well.
Site visitors can browse Grieve’s selections of ovens and furnaces and submit a request for quotation; the viewer can find the equipment that fits their process needs, along with compatible modifications and accessories, and submit a message directly to Grieve for a customized quotation that can be tailored to a specific process or application.
Ordering replacement parts is made simple with the Ecommerce platform. Customers can search by part type to find parts needed for their equipment, and order directly from the website. The Grieve team will verify the item with the customer’s equipment to ensure compatibility. Customers are also encouraged to create an account which will hold their information for ease of checkout for future purchases.
Grieve works with sales representatives throughout the country (as well as globally) to support customers that would like assistance at their workspace to determine the best equipment for their needs. A local sales representative can be located using the Locate a Rep tool. Another resource for customers is the extensive resource library, housing hundreds of manuals, component literature, safety information, etc.
Explore these features, as well as additional information on all of Grieve’s products, processes, and services at www.grievecorp.com.
Contact info:
Allison Luber: (847) 546-8225
The Grieve Corp
500 Hart Rd, Round Lake, IL 60073
www.grievecorp.com
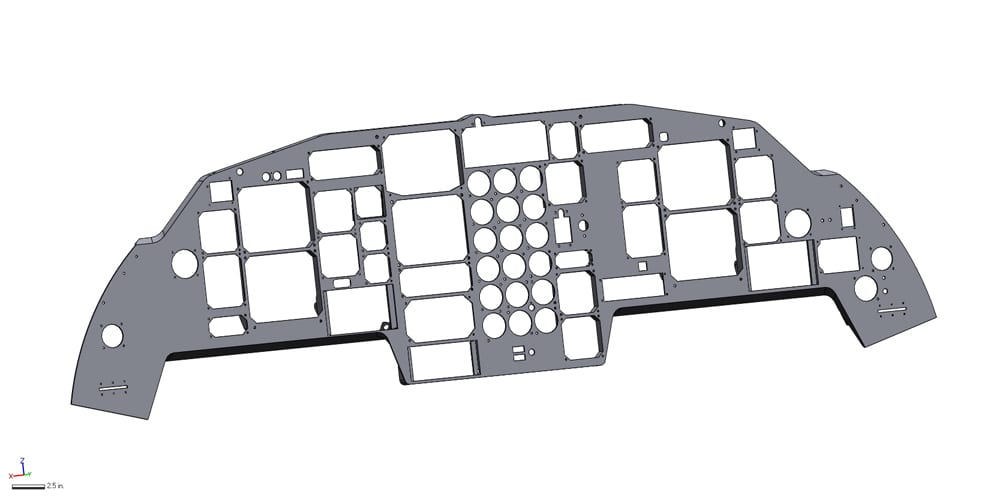
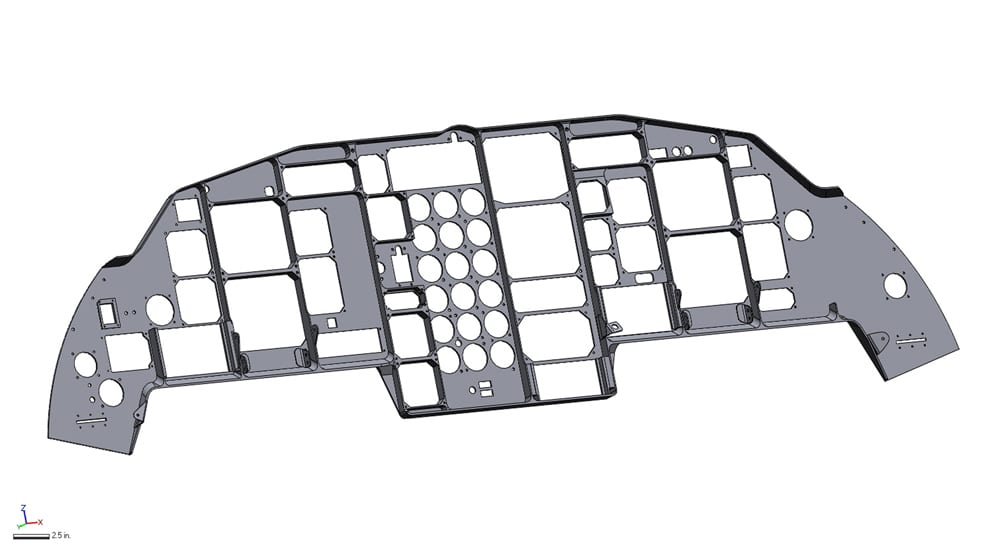
Exact Metrology, a comprehensive metrology services provider, recently completed a job at Chicago Jet Group. Located in Sugar Grove, Illinois, the company started in 2003 with the idea of providing the highest level of professionalism and attention to detail in the corporate aviation industry. Chicago Jet Group specializes in aircraft acquisition, aircraft management, charter services, pre-purchase evaluation, aircraft avionics, aircraft consulting and aircraft maintenance. The company was retrofitting older Dassault Falcons avionics and needed a CAD model of the panel to see how it would fit.
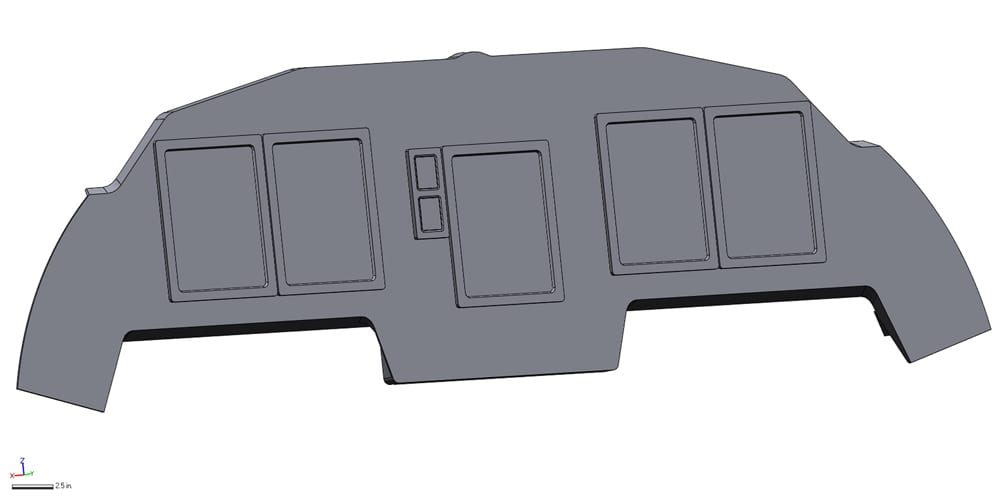
Joe van der Sanden, application engineer from Exact Metrology, scanned the panel with an 85 series Hexagon Romer Absolute Arm. The Absolute Arm 7-axis delivers tactile probing and laser scanning in an ergonomic package. It is the best choice for ease of movement and ease of measurement. The flagship RS5 laser scanner offers high-speed 3D scanning  for surfaces and features on a wide range of finishes and materials with less investment than the RS6. Furthermore, the RS5 laser scanner boasts a wide and horizontally-oriented laser scan line and fully-automatic exposure settings, making general purpose scanning functionality simple to apply regardless of application. In addition, with mid-range width at 115 millimeters, the laser scanner line of the RS5 makes digitizing large surfaces simple and quick. The RS5 can be easily removed from the arm, allowing simpler and safer access to touch probing functionality in hard-to-reach areas. Thanks to repeatable mounting, it can be remounted without recalibration. Through the on-wrist OLED display screen of the Absolute Arm 7-axis, the RS5 allows for measurement feedback and settings adjustment at the point of measurement for a clear improvement to workflow productivity.
for surfaces and features on a wide range of finishes and materials with less investment than the RS6. Furthermore, the RS5 laser scanner boasts a wide and horizontally-oriented laser scan line and fully-automatic exposure settings, making general purpose scanning functionality simple to apply regardless of application. In addition, with mid-range width at 115 millimeters, the laser scanner line of the RS5 makes digitizing large surfaces simple and quick. The RS5 can be easily removed from the arm, allowing simpler and safer access to touch probing functionality in hard-to-reach areas. Thanks to repeatable mounting, it can be remounted without recalibration. Through the on-wrist OLED display screen of the Absolute Arm 7-axis, the RS5 allows for measurement feedback and settings adjustment at the point of measurement for a clear improvement to workflow productivity.
 Then, dimensions were obtained in Polyworks Inspector™. The Polyworks software suite covers the complete product development cycle, from part and tool design and prototyping down to final inspection of assembled parts. Polyworks Inspector™ is the industry-standard toolbox for product engineering, assembly guidance and final inspection.
Then, dimensions were obtained in Polyworks Inspector™. The Polyworks software suite covers the complete product development cycle, from part and tool design and prototyping down to final inspection of assembled parts. Polyworks Inspector™ is the industry-standard toolbox for product engineering, assembly guidance and final inspection.
Reverse engineering was performed using Geomagic Design X. This software combines history-based CAD with 3D scan data processing and enables the creation of feature-based, editable solid models compatible with existing CAD software. Geomagic Design X allows users to re-use existing designs without having to manually update old drawings or re-measure and rebuild a model in CAD. This software is easy to learn and use, for it uses familiar history-based tools found in all major CAD products.
Chicago Jet Group was very pleased with the work performed by Exact Metrology and they would be happy to work with them again. A senior avionics technician at the company said, “This will save us months of measuring and drafting.”
Exact Metrology is ISO, AS9100 Certified as well as FFL and ITAR Registered.
Exact Metrology, with facilities in Cincinnati, Ohio, Moline, Illinois and Milwaukee, Wisconsin, plus affiliated offices throughout the country, is a comprehensive metrology services provider, offering customers 3D and CT scanning, reverse engineering, quality inspection, product development and 2D drawings. The company also provides turnkey metrology solutions, including equipment sales and lease/rental arrangements.
For information, please contact:
EXACT METROLOGY, INC.
Dean Solberg
20515 Industry Avenue
Brookfield, WI 53045
Local: 262-533-0800
www.exactmetrology.com
deans@exactmetrology.com
EXACT METROLOGY, INC.
Steve Young
11575 Goldcoast Drive
Cincinnati, OH 45249
Local: 513.831.6620
Toll Free: 866.722.2600
www.exactmetrology.com
stevey@exactmetrology.com

A sophisticated analytical hub provides increased intelligence on cutting tool designs to avoid costly collisions and missed calculations
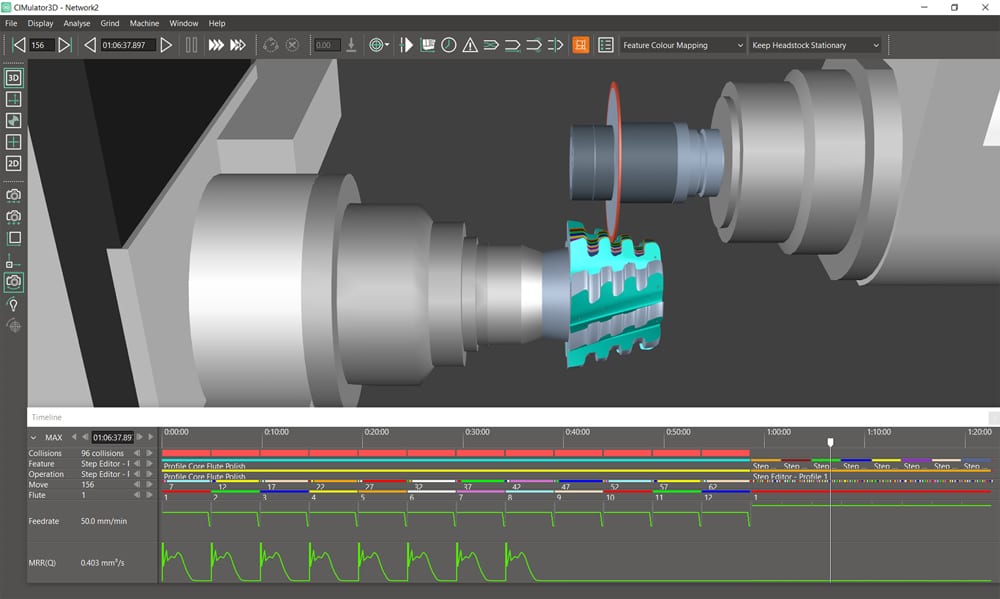
 ANCA’s new CIM3D V9 release of the industry-leading CIMulator3D software has an upgraded interface with fresh colors and icons and is even easier to use with intuitive functionality. The latest technology and software design has been packed into this release offering time-saving benefits and interactive visualization across the entire grinding process.
ANCA’s new CIM3D V9 release of the industry-leading CIMulator3D software has an upgraded interface with fresh colors and icons and is even easier to use with intuitive functionality. The latest technology and software design has been packed into this release offering time-saving benefits and interactive visualization across the entire grinding process.
Thomson Mathew, ANCA Software Product Manager says: “This upgrade responds directly to what our customers want and need for effective tool simulation. CIM3D V9 allows for customization based on regularly-used features no matter which industry. The simulation quality of ANCA’s software is unmatched and you can simulate complete grinding sequences.”
 “The offline capabilities of using the latest CIM3D version mean important background calculations are easily verified, increasing machine productivity. This not only maximizes machine time but for those working from home, CIM3D can be run independently on any computer – so it is possible to do all the programming remotely.”
“The offline capabilities of using the latest CIM3D version mean important background calculations are easily verified, increasing machine productivity. This not only maximizes machine time but for those working from home, CIM3D can be run independently on any computer – so it is possible to do all the programming remotely.”
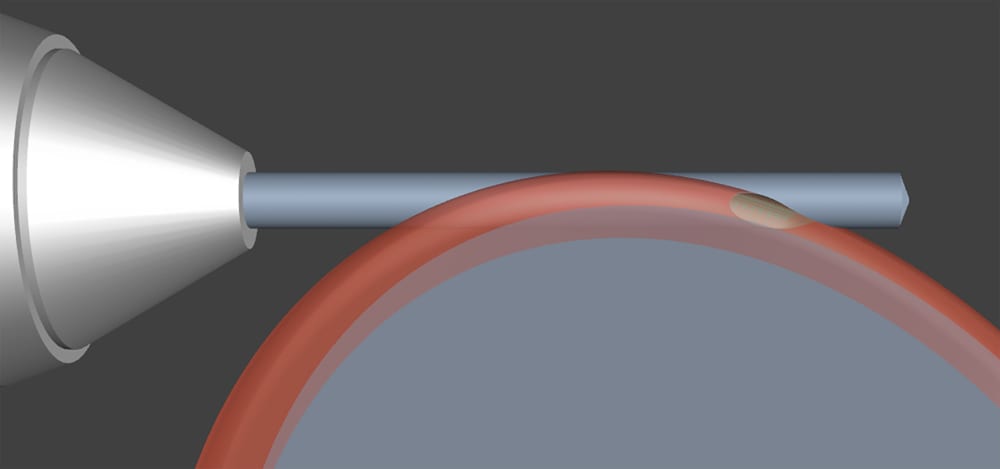
“We have automated many manual steps and introduced process verification and analysis in a central hub to get improved cycle time, and better wheel and tool life. Collisions can be detected automatically and overall CIM3D V9 is more enjoyable and easier to use.”
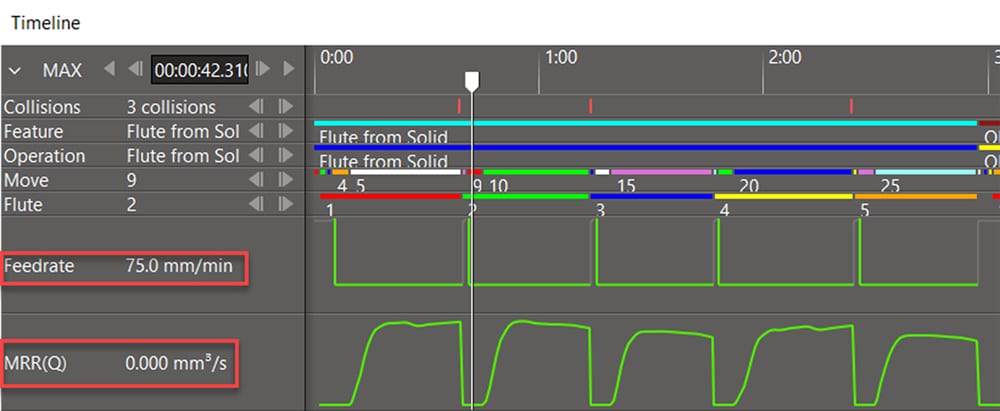
The new software offers clearer visualization with the customizable timeline panel – effectively a central dashboard for quicker and easier tool analysis. New tool programs can be verified for size, shape, machine clearance, cycle time estimates, and more.
Chris Wagner, Tool Grind Lead at Acutec Precision Aerospace, Inc. in the U.S has been using CIM3D for 20 years and can’t imagine going back to an earlier version after trialling the latest release. He said: “CIM3D V9 is worth its weight in gold. The new look and feel is current and clean. One of the best features is progressive grinding – it gives the ability to see the exact material being removed as the wheel moves through.”
“The resolution of the graphics is far better than any previous version. Determining protrusion length, cycle time estimation, using the scroll function on a mouse to increment the position, magnification and cross-hair positioning are other great features that make using CIM3D V9 more efficient and productive.”
ANCA’s software experts are in-house ensuring the features of CIM3D are responsive, user-friendly and tailored to the cutting tool industry.
The new features save time while simulating the programmed tool path exactly as it would be ground on the machine
UPDATED LOOK AND FEEL
BENEFITS: Ease of use, improved visualization and highly intuitive design
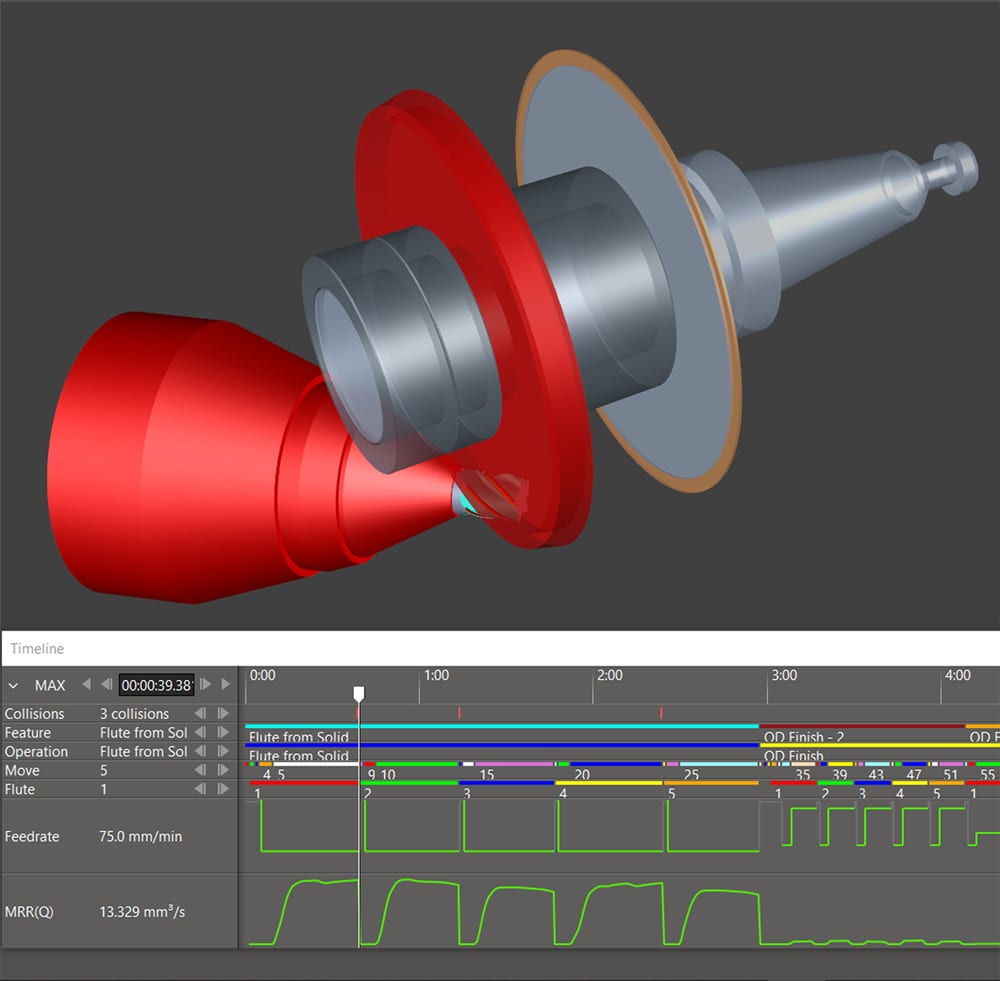
PROGRESSIVE MATERIAL REMOVAL
BENEFITS: Allows the user to view the state of the tool at any point of the grinding timeline
CLEAR VISUALIZATION WITH THE TIMELINE PANEL
BENEFITS: Central analysis hub for quick and easy access to save time

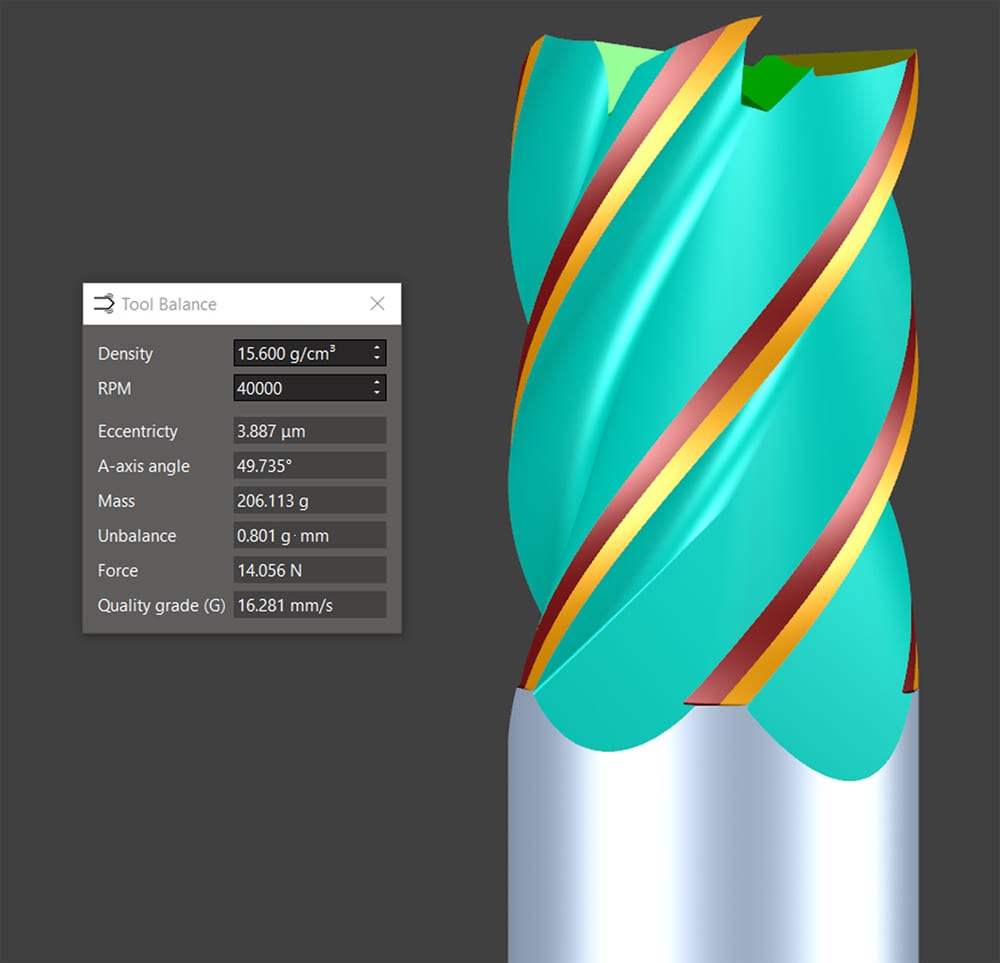
TOOL BALANCE ANALYSIS
BENEFITS: Ability to manufacture high performance cutting tools
SAVE TIME WITH BACKGROUND CALCULATIONS
Simplifies workflow by doing calculations in the background rather than having users kick this off. This saves time and the automatic display doesn’t allow for errors that are accidentally missed. Some of the tasks calculated automatically without needing to be initiated by users are:
BENEFITS: Simplifies workflow, saves time, less likely to miss collisions and reduced waiting time
MATERIAL REMOVAL RATE
BENEFITS: MRR can be used to optimize the feedrates for better wheel life and stable process
MEASUREMENT CAPABILITIES
BENEFITS: Quick and easy measurement methods to save time
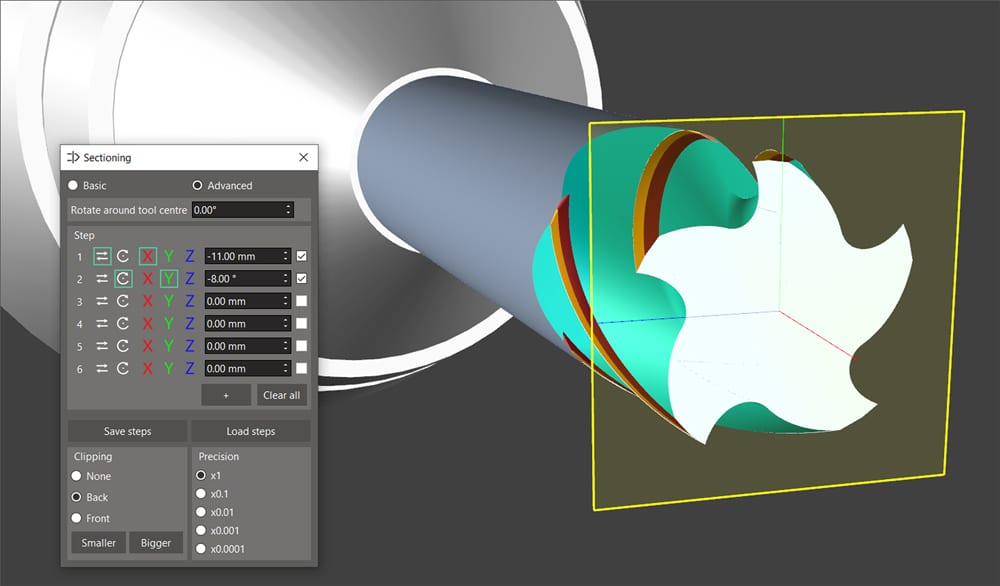
CHANGES TO THE SECTIONING PLANE DIALOGUE
BENEFITS: Flexibility to measure any geometry on the cutting tools in any plane

MACHINE MODELS AND ACCESSORIES
BENEFITS: Additional accessories for improved collision detection analysis

For further information, please contact:
Sepideh Zandieh
PR and Communications Manager, ANCA
M: +61 439 316 131
Sepideh.Zandieh@anca.com
ANCA is a market leading manufacturer of CNC grinding machines. It was founded in 1974 in Melbourne, Australia where the company still has its global headquarters. ANCA has offices in the UK, Germany, China, Thailand, India, Japan, Brazil and the USA as well as a comprehensive network of representatives and agents worldwide. ANCA CNC grinders are used for manufacturing.
ANCA CNC grinders are used for manufacturing precision cutting tools and components across a diverse range of competitive industries including cutting tool manufacture, automotive, aerospace, electronics and medical.
ANCA website: www.anca.com
Continue reading
Jeremy Bunting leverages insights gained from growing up in a hugely successful cutting tool business to build a brand new specialist company – Facet Tools
 Jeremy Bunting, Managing Director of Facet Precision Tool grew up in the cutting tool industry, getting a hands-on education from a young age and then using this experience to start his own business. From laying out a brand-new manufacturing center; to shaping and promoting Facet’s reputation; to training up a high performing team who are passionate about the craft of cutting tools – Jeremy has built the foundations for success.
Jeremy Bunting, Managing Director of Facet Precision Tool grew up in the cutting tool industry, getting a hands-on education from a young age and then using this experience to start his own business. From laying out a brand-new manufacturing center; to shaping and promoting Facet’s reputation; to training up a high performing team who are passionate about the craft of cutting tools – Jeremy has built the foundations for success.
Jeremy begins:
I started designing my first tools at age 14 in America as part of the family business, using manual grinding as well as conventional grinding to manufacture tools. After that I moved on to the applications side – getting exposure to feeds and speeds and eventually moved to Europe. In Europe I worked for different tooling manufacturers, seeing different approaches to manufacturing and precision tooling.
 I started Facet Precision Tools in 2015 primarily to service the aerospace and automotive sectors. Both these markets require special tools with distinct needs. At Facet we produce PCD, carbide cutting and coated carbide tools through distributors and direct to customers. Based in Germany we sell locally as well as to France, England and Spain. Through distributors we service Africa, Sweden, Turkey, Hungary, Austria, Italy and Mexico.
I started Facet Precision Tools in 2015 primarily to service the aerospace and automotive sectors. Both these markets require special tools with distinct needs. At Facet we produce PCD, carbide cutting and coated carbide tools through distributors and direct to customers. Based in Germany we sell locally as well as to France, England and Spain. Through distributors we service Africa, Sweden, Turkey, Hungary, Austria, Italy and Mexico.
It’s challenging starting a new business. We had a market and products in mind and were in a unique position where we could decide, if these are our target markets, what machinery and equipment do we need? I considered my past experiences in the industry and how can I apply any learnings to the future. When we entered the market, I wanted to have high quality equipment, robust manufacturing processes and be producing market leading cutting tools.
Since opening we have been growing steadily, in fact last year we doubled our sales. As we expand we are looking at how we can attract more customers, consider if we need to add additional products and as many people in the industry experience – are always looking for good people.
Establishing grinding capabilities
 After deciding on a shop floor blue print, we invested in a range of ANCA machines with two MX7 Linear’s, an FX7 and an EDGe as well as other equipment. We use the MX7s primarily for automotive tooling as they work well when grinding tools with larger diameters of 20, 25 and 32. We also run a lot of pocket grinding for PCD cutting tools on this model. The MX7 has a lot of horsepower that allows us to grind these tools in a very stable way. We use the FX for high volume carbide tooling. As an extremely rigid and thermally dynamic, stable machine I can rely on it to grind highly repeatable cutting tools.
After deciding on a shop floor blue print, we invested in a range of ANCA machines with two MX7 Linear’s, an FX7 and an EDGe as well as other equipment. We use the MX7s primarily for automotive tooling as they work well when grinding tools with larger diameters of 20, 25 and 32. We also run a lot of pocket grinding for PCD cutting tools on this model. The MX7 has a lot of horsepower that allows us to grind these tools in a very stable way. We use the FX for high volume carbide tooling. As an extremely rigid and thermally dynamic, stable machine I can rely on it to grind highly repeatable cutting tools.
On the MX7 we have an ANCA spindle speeder that allows us to achieve higher rpm. We worked with ANCA to adjust the software to be able to provide a better stable pocket and more accurate pockets in our grinding process.
On the EDGe we manufacture PCD tools. In the past couple years we have been developing PCD vein tools with our own blanks and cutting tool designs – working through and refining our processes. The EDGe has allowed us to have a high degree of accuracy when trying to grind a lot of the geometries. I found that as a process, erosion enabled the repeatability and the quality we were looking for. We also added a vision camera system on the EDGe, allowing for a quick inspection inside the machine, to get higher repeatability and better quality versus taking it out of the machine, and putting it back in.
And then there is ANCA’s 3D Simulator program. Up to 95% of the designs and problem solving are done on the simulator; testing the grinding process, reviewing and modifying before you go into a machine. It is our strongest tool to increase efficiency and reduce waste and that is a major help to our profitability. For example, carbide is extremely expensive where you can be paying from 400 euros for a 32mm standard rod.
The simulator also shows estimated grinding times which has been a great tool for us to reduce cycle times. Last time it took us, for example, 20 minutes to make this tool, but after considering a new idea or different approach we can reduce that time to 18, 17 or even 15 minutes all through experimenting in a simulated grinding environment.
We have touch probes on all the machines that allow us to easily change wheel packs, qualify the wheel and start moving quickly. It also allows us to remove human error and ensures a higher finished quality. To be able to dress and probe the wheel, picking back up where you left off without having to change the setup is very advantageous.
One of the main reasons we love the ANCA machines is because of the software. We have found it to be extremely flexible and at Facet we don’t use a lot of the standard ANCA programs and designs and instead do a lot of our work in profile editor, changing angles and profiles to meet the tool designs that we need. My Dad always said that ANCA was a software company that built a machine.
Jeremy Bunting, Managing Director of Facet Precision Tool grew up in the cutting tool industry, getting a hands-on education from a young age and then using this experience to start his own business. From laying out a brand-new manufacturing center; to shaping and promoting Facet’s reputation; to training up a high performing team who are passionate about the craft of cutting tools – Jeremy has built the foundations for success.
 As we build our company we want to be known for quality. From the start we have been trying to build our reputation for offering high quality tools rather than just entering a market and throwing anything out there and seeing what sticks. We are methodical in our approach to manufacturing certain tools or entering a marketplace or approaching certain things. Even if this means we are a bit slower and more tactful.
As we build our company we want to be known for quality. From the start we have been trying to build our reputation for offering high quality tools rather than just entering a market and throwing anything out there and seeing what sticks. We are methodical in our approach to manufacturing certain tools or entering a marketplace or approaching certain things. Even if this means we are a bit slower and more tactful.
Just as important, is our responsiveness to the customer through deliveries and application support. These are the foundation of our company. We start by listening – what does the customer want to achieve, am I understanding their needs correctly? Then I consider how the product could be improved, can we make other recommendations. We turn that request into a tool design that is checked by the customer.
In aerospace, a common misunderstanding is the need for standard tools. Tools for aerospace require different lengths, diameters and applications. There is also a high requirement for accuracy, in Europe for example, we find aerospace have applications that need to be measured to a couple of microns and use a variety of methodology to make holes in different materials. It is a challenge making a product meet quality standards while working across a range of material applications.
Building a team of craftspeople
I think working in specialty tools excites an element of craftsmanship. Every day is different, and you can take pride in your work, was it correct, was it to print? That is why we look for a person who is flexible, shows an ability to learn, grow, and absorb information.
I train everybody in my plant like they’ve never seen a grinding machine before. We invest time to build their knowledge base to understanding the manufacturing and measuring equipment. Again, partially because we’re into specials where every tool design is different, we don’t have pre-written programs.
I think one of the best characteristics of a toolmaker is an attention to detail. Often people can become over invested in the productivity side – how many parts can I get through, how fast can I get them through the line. I train my team to be focused on the quality of the tool first and productivity second. And to meet these expectations of quality you have to have a high attention to detail.
Just as important is to develop your team to have a passion for grinding. The more passion someone has for the product, the more likely they are to stay. Teaching your employee how to make a better-quality tool feeds their creativity and teaches them it is ok to have your own approach and style. At Facet we have an open dialogue with our teams of why we do the things that we do.
Trends in the market – will the electric car be the demise of the cutting tools?
 If I think about what I am seeing in the market I would say there is more competition in the automotive field than there is in the aerospace field, probably because aerospace requires more project work, more support, more testing, more engagement with the customer. Automotive expects high quality tools at very high tolerances, we have reamers that have tolerances of only a couple of microns. Another focus for this industry is price.
If I think about what I am seeing in the market I would say there is more competition in the automotive field than there is in the aerospace field, probably because aerospace requires more project work, more support, more testing, more engagement with the customer. Automotive expects high quality tools at very high tolerances, we have reamers that have tolerances of only a couple of microns. Another focus for this industry is price.
As the use of composites in aerospace has increased so has the demand for PCD or diamond coated tools. For example, the Dreamliner or A350 or Boeing Dreamliner uses a large amount of composites. These are extremely abrasive so if you use a carbide tool to grind composite materials, initially the tool works great but the wear curve is extremely high so after a 150 holes, the amount of wear is accelerated on that tool until it becomes blunt.
This changes the dynamic of the cutting, the heat, burr creation; causing problems for the manufacturer. Whereas if you use a qualified diamond or PCD tool, you may be able to make up to 1500 holes. For a customer that means higher productivity, fewer changeovers, less inventory and a higher degree of quality for a longer period of time.
There is speculation that combustion motors will disappear and as motors disappear then the need for a lot of the cutting tools disappears. This is bringing up questions on how much electric cars will replace all other means of transportation. Personally I think there are a lot of hurdles that have to be overcome and we will see other opportunities as the market changes. I think as far as aluminum and composite manufacturing is concerned we will see them trying to go lighter to make combustion engines more efficient.
I think there will always be a need for niche and special products and that means more special cutting tools. That’s one of the reasons why we were very comfortable moving into this industry. So as materials change – if it’s more glass, carbon composites or aluminum – we’re in a good position to move with the market and respond to those changes. I have established the foundations of Facet Precision Tools to be agile with design expertise, workforce skills and manufacturing capabilities. We can and do adapt and invest in the machinery or develop our knowledge so we can meet the markets’ changing needs rather than focusing on materials.
For further information, please contact:
Sepideh Zandieh
PR and Communications Manager, ANCA
M: +61 439 316 131
Sepideh.Zandieh@anca.com
ANCA is a market leading manufacturer of CNC grinding machines. It was founded in 1974 in Melbourne, Australia where the company still has its global headquarters. ANCA has offices in the UK, Germany, China, Thailand, India, Japan, Brazil and the USA as well as a comprehensive network of representatives and agents worldwide.
ANCA CNC grinders are used for manufacturing precision cutting tools and components across a diverse range of competitive industries including cutting tool manufacture, automotive, aerospace, electronics and medical.
Continue reading Exact Metrology, a comprehensive metrology service provider, recently published informational videos on PolyWorks Inspector™ and Hexagon Romer Absolute Arm on the company’s YouTube channel at https://www.youtube.com/user/ExactMetrology/videos.
Exact Metrology, a comprehensive metrology service provider, recently published informational videos on PolyWorks Inspector™ and Hexagon Romer Absolute Arm on the company’s YouTube channel at https://www.youtube.com/user/ExactMetrology/videos.
A new feature in the PolyWorks Inspector™ is multi-piece editing. Users can now make changes in one piece that can be propagated to other pieces. If a user has multiple pieces, they can make changes like creating, editing features, alignments, reporting items, etc. Then, these changes can be transmitted to past and future pieces/templates, create custom propagations or just apply the changes to the current piece. After choosing the propagate option, the user sees the changes in the other pieces and/or templates including report(s) or report items.
Another update of PolyWorks Inspector™ pertains to augmented GD&T. Center point features can now be reported with more capabilities. These include circularity, flatness, perpendicularity, etc. Users can also see MIN/MAX deviations and can view the color arrow deviation tags.
An online tutorial shows how to make sure the Hexagon Romer Absolute Arm is still in calibration. First, the bar artifact needs to be placed correctly to scan it. The ideal location is centered with the main axis of the arm at a distance away where it will be just below the elbow when the arm is extended out. To secure the bar, use pre-drilled tapped holes. They accept simple machinist fixturing to hold it in place. C-clamps can also be used to secure the bar to a rigid table. When doing a length checkout, only the 15 mm master probe should be used. Next, the user needs to open RDS Data Collector. Used with Hexagon Romer Absolute Arm, the software allows the operator to check the accuracy of the arm and probes and calibrate/align the probes and scanner as necessary. To start probing, move the probe to the first position. The probe needs to be properly seated in the conical feature at each end of the bar. Following the prompts in RDS, move the probe to the end conical features and pull the trigger to record a point. Once ten positions have been recorded, RDS will display the results. The MIN/MAX values should be below the standard values for the type of arm being used.
Exact Metrology is ISO, AS9100 Certified as well as FFL and ITAR Registered.
Exact Metrology, with facilities in Cincinnati, Ohio, Moline, Illinois and Milwaukee, Wisconsin, plus affiliated offices throughout the country, is a comprehensive metrology services provider, offering customers 3D and CT scanning, reverse engineering, quality inspection, product development and 2D drawings. The company also provides turnkey metrology solutions, including equipment sales and lease/rental arrangements.
For more information, please contact:
EXACT METROLOGY, INC.
Dean Solberg
20515 Industry Avenue
Brookfield, WI 53045
Local: 262-533-0800
www.exactmetrology.com
deans@exactmetrology.com
EXACT METROLOGY, INC.
Steve Young
11575 Goldcoast Drive
Cincinnati, OH 45249
Local: 513.831.6620
Toll Free: 866.722.2600
www.exactmetrology.com
stevey@exactmetrology.com
In the world of high-speed Newspaper production printing and inserting, the need to remain at peak performance is paramount. Recently, a leading bindery and newspaper equipment and printing controller supplier, Enternet Control Systems (Glastonbury, Connecticut) was presented the challenge to retrofit a Goss Magnapak newspaper inserting system. ECS serves many of the largest magazine, catalog, and newspaper printers in the country.

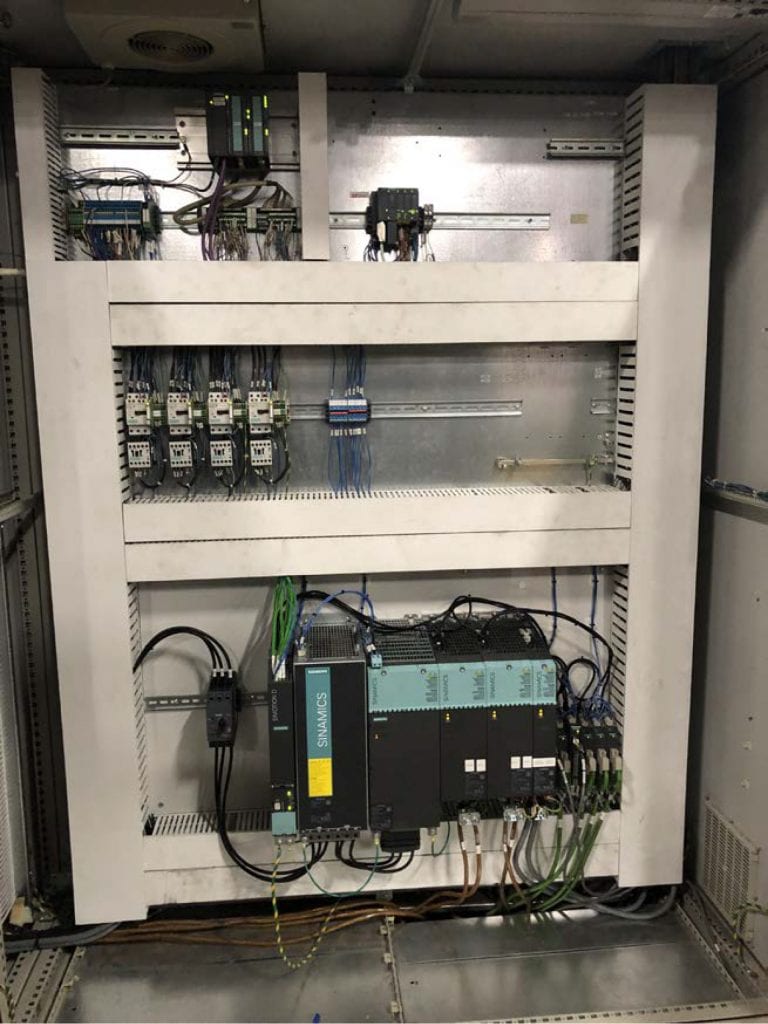
Turning to its partner on this project, Advanced Industrial Controls (AIC), a St. Louis area Siemens-authorized Solution Partner who specializes in field service and machine retrofits in the printing industry, ECS conducted a joint situation analysis to determine the components and software needed. It was decided that a complete electrical control and motion upgrade was required, necessitating the replacement of obsolete and tech-incompatible components, software and HMI.
The obsolete OEM inserter controls on the machine were to be replaced with a new ECS eNews Model 3000 Controller for monitoring and control of the inserter, along with downstream tracking and stacker control. Interface to the new controller over ProfiNet was required to allow multiple machine components to be interactively linked. Interface to customer’s existing planning system was provided through the eNews system as well as connectivity to the customers other four (4) existing eNews systems to enable flexibility in production as well as comprehensive reporting.
As the systems integrator and controls specialist on the project, AIC utilized the industry-proven Siemens Printing Solutions system architecture, which includes all the hardware platforms and software libraries for high usability and standardization. Having this capability handy drastically reduced the system evaluation and field testing required, from the sensors to the drives, PLCs, motion controller, HMI and wireless data communications hardware, as well as software.
Padraic Stapleton, project engineering manager from AIC, comments, “Using our experience retrofitting machines across many industries and our in-depth knowledge on the operations on the Magnapak, we first determined what functionality was needed for this machine. This included high-speed motor synchronization, safety requirements, high-speed signal processing to and from the ECS eNews controller, an ability to recover smoothly from bus failures, elimination of obsolete components, simplified operator controls and the ability for the customer’s maintenance personnel to troubleshoot issues. We then utilized our experience with the various Siemens product lines and chose the appropriate components and software to meet the requirements.”

Stapleton further noted that an aggressive project schedule was devised to fit the customer’s production requirements. This schedule comprised pre-engineering and fabrication that were performed at the AIC facility, including testing. This pre-onsite work allowed AIC to minimize the machine’s downtime and the actual installation was completed in seven days, as planned. The customer was ready to go online in seven weeks, also per plan. “This time frame exceeded the customer’s expectations and, overall, the project was completed on time, on budget and without any hiccups,” Stapleton mused.
An ambitious goal was set for this retrofit, as the result of these component and software upsides. The target for completion of the entire project was only two months, with installation calculated at one week and going back online in seven weeks.
Functionally, all hardware was powered up, configured and tested at AIC by their personnel, prior to beginning the install. AIC prewired all the hardware and also manufactured the back panels for the hardware, to further reduce install time onsite. At the customer’s location, all installation was indeed accomplished in one work week, performed by AIC technicians, so no other outside contractor costs were incurred, and plant personnel were freed to perform other tasks during the install time.

The startup was indeed completed in seven weeks, including all I/O checks, drive/motor tuning, testing of the entire Siemens motion control system plus training of the operations and maintenance personnel. Every station in the entire line on the Goss Magnapak was revamped, including the PLC enclosures, main drive cabinets, hoppers, releases, master and slave HMI, with wireless Scalance data transmitters provided for flexibility and mobility in the system.
Following restart of the line and over a tracked period of time in production, the end user’s plant has reported an ongoing net production increase of 15%, compared to the line performance before this upgrade and retrofit of the motion control system. Benefits to the end user included the elimination of obsolete components, a substantial increase in reliability with the new Siemens hardware, increased diagnostic capability resulting from the built-in data tracking tools and connectivity on the Sinamics drive system, a decrease in the complexity of the machine functions due to the incorporation of integrated safety functions in the new drives and most notably increased usability and flexible staging possibilities of the eNews controller onboard. At the most basic level, the distributed I/O system is highly scalable and connects seamlessly to the central controller over Profinet. A plug-and-play scenario is provided, making alterations on-the-fly more practical, faster and requiring less training time for the operators.

From the safety side, all e-stops, pushbuttons and guard switches are connected to the safety PLC through integrated safety I/O, with Siemens ProfiSafe onboard to control the STO (Safe Torque Off) function to all the drives in the system.
Device replacement was simplified, as the new devices can be detected and configured via the communication network to allow the replacement of modules without the need for any reconfiguration. The system automatically addresses and names the replacement modules, saving substantial setup time per station.

With integrally redundant Sinamics drive communication, in the event of one hopper drive or Profinet cable failure, all other hoppers remain operational and the drive can be disabled from the HMI without rewiring.
Following restart of the line and over a tracked period of time in production, the end user’s plant has reported an ongoing net production increase of 15%, compared to the line performance before this upgrade and retrofit of the motion control system. Benefits to the end user included:
At the most basic level, the distributed I/O system is now highly scalable and connects seamlessly to the central controller over Profinet. A plug-and-play scenario is provided, making alterations on-the-fly more practical, faster and requiring less training time for the operators, according to the end user.
Stapleton concludes, “The Siemens drives were chosen due to multiple reasons, including integrated safety functionality, built-in high speed inputs and outputs that were required for specific machine functions, proven hardware reliability, simplistic overall hardware architecture, proven motion synchronization functionality and the ability to have the drive configuration parameters integrated into one software programming package.”

AIC is a full-service integrator of electrical and automation systems, working the full suite of Siemens motion control components, robotic, SCADA, networking, power distribution, bar code, RFID and vision systems. The company further provides turnkey control panel fabrication, field service and parts inventory for customers.
With over 30 years in the industry, ECS offers its customers a wide range of inline bindery, newspaper, wrapper, mailtube and co-mail control systems for selective pocket feeding and tracking, multi-station inkjet addressing plus integrated camera technology for signature recognition, read and print capability, IMB and bar code verification.
For more information on this story, please contact:
Jason Tretter, President
Advanced Industrial Controls
1000 Eleven South
Columbia, IL 62236
618-977-4576
www.advancedindustrialcontrols.com
OR
Dave Carlos, Sales & Marketing Manager
Enternet Control Systems
21 Sequin Drive
Glastonbury, CT 06033
877-477-1325
www.ecsbindery.com
OR
John Meyer
Siemens Industry, Inc.
Digital Industries — General Motion Control
380 Kent Avenue
Elk Grove Village, IL 60007
Phone: 847-640-1595
www.usa.siemens.com/motioncontrol
Understanding the application and being aware of common challenges can help make a difficult operation both productive and profitable
The global drilling tools market was valued at USD 5.79 Billion in 2016 and is expected to grow at a CAGR of 4.75%, during the forecast period, to reach USD 8.61 Billion by 2022.* Producing deep holes in an effective and efficient way is considered a challenging application. Cutting tool manufactures need to provide their customers with a product that has predictable tool life, accurate surface finish and repeatability at a good price to be competitive in the market. Thomson Mathew, ANCA Product Manager explains the different types of cutting tools for this application and how to overcome some common challenges in deep hole drilling.
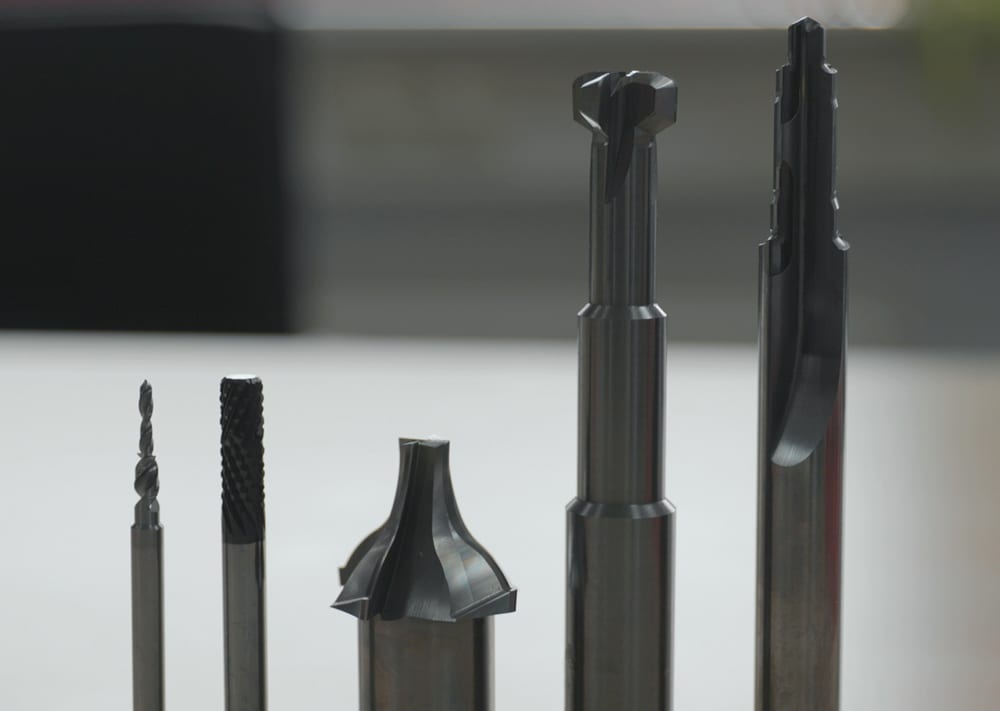
Thomson Mathew starts: Deep hole drilling is a process to produce holes in metal at high depth-to diameter ratios on CNC Machines. For normal drilling processes, the length to diameter ratio will be less than five times the diameter and if the length to diameter ratio goes beyond five, the process is called deep hole drilling. This can be effective in diameters ranging from 1mm – 200mm [0.04in – 8.00 in] and will require special drills with through coolant holes to deliver high pressure coolant to evacuate chips cleanly and achieve hole tolerances and surface finish.
Some common deep hole drilling process include gun drilling, BTA drilling (Boring and Trepanning Association) and conventional carbide twist drills. All these processes have their own merits in deep hole drilling based on hole diameter and tolerances.
BTA drilling is an effective method of drilling deep holes, as it is cleaner, reliable and capable of achieving larger diameters at higher feed rates. BTA drilling is effective in holes from 20 – 200 mm [0.80 – 8.00 in], a larger size range than gun drilling and carbide twist drills.

Through coolant or internal coolant – This improves chip evacuation while cooling the cutting edge. Coolant is flushed down to the bottom of the hole, which, in turn, is pushing the chips back up toward the top. ANCA software has the ability to design and verify the coolant holes right at the design stage to avoid coolant hole breakage into flutes and eliminating scrap.
For further information, please visit:
https://machines.anca.com/Contact
ANCA is a market leading manufacturer of CNC grinding machines. It was founded in 1974 in Melbourne, Australia where the company still has its global headquarters. ANCA has offices in the UK, Germany, China, Thailand, India, Japan, Brazil and the USA as well as a comprehensive network of representatives and agents worldwide.
ANCA CNC grinders are used for manufacturing precision cutting tools and components across a diverse range of competitive industries including cutting tool manufacture, automotive, aerospace, electronics and medical.
Continue readingExact Metrology, a comprehensive metrology service provider, is offering free training videos on the company’s YouTube channel. During these trying times, the company has started creating a series of training, tips and tricks, unboxing and product videos to provide additional information to their clients. The videos can be found at https://www.youtube.com/user/ExactMetrology/videos. Interested parties can bookmark the link and return often to see the latest creations.
The plan is to release three videos per week. The topics covered to date include PolyWorks Inspector™, Geomagic Design X and 3D data collection tools such as Hexagon Romer Arms, Artec scanners and GOM CT scanners. Customers can learn more about these topics on the Exact Metrology website. In addition, they can offer suggestions for upcoming videos by sending an email to training@exactmetrology.com.
Exact Metrology is an ISO 9001:2008 and AS9100 Certified Company
Exact Metrology, with facilities in Cincinnati, OH, Moline, IL and Milwaukee, WI and affiliated offices throughout the country, is a comprehensive metrology services provider, offering customers 3D and CT scanning, reverse engineering, quality inspection, product development and 2D drawings. The company also provides turnkey metrology solutions, including equipment sales and lease/rental arrangements.
Exact Metrology offers a complete line of portable scanning and measurement technologies as well as contract measurement for 3D laser scanning services, reverse engineering services, non-contact inspection, metrology services, and 3D digitizing. The company’s newest equipment includes a CT Scanner, the first in America being used for metrology rather than medical testing. Exact sells and rents metrology equipment solutions, in addition to providing testing as a service and application software training.
For more information, please contact:
EXACT METROLOGY, INC.
Dean Solberg
20515 Industry Avenue
Brookfield, WI 53045
Local: 262-533-0800
www.exactmetrology.com
deans@exactmetrology.com
EXACT METROLOGY, INC.
Steve Young
11575 Goldcoast Drive
Cincinnati, OH 45249
Local: 513.831.6620
Toll Free: 866.722.2600
www.exactmetrology.com
stevey@exactmetrology.com

ANCA is a partner to the NOTUS Emergency Ventilator Program, a Grey Innovation-led initiative supported by the Victorian Government and Advanced Manufacturing Growth Centre (AMGC) to manufacture and assemble components of ventilators
Coming to the aid of a medical system crushed world-wide by the COVID-19 pandemic, ANCA has joined an important consortium to rapidly manufacture invasive ventilators within Australia. This initiative directly addresses the critical supply of mechanical ventilation equipment to support COVID-19 patients requiring ventilation to survive. Banding together with other Australian manufacturing businesses, the consortium can harness various industry capabilities to make more ventilators sooner.
 Building on over 45 years of innovation, ANCA has taken its industry know-how to pivot to COVID-19 related manufacturing to support national efforts to produce more ventilators. ANCA’s dedicated project team will draw on the skills and experience of engineers and manufacturing production teams to support this venture while maintaining business-as-usual production, service and support for its global customers.
Building on over 45 years of innovation, ANCA has taken its industry know-how to pivot to COVID-19 related manufacturing to support national efforts to produce more ventilators. ANCA’s dedicated project team will draw on the skills and experience of engineers and manufacturing production teams to support this venture while maintaining business-as-usual production, service and support for its global customers.
Co-founder and managing director, Pat Boland said: “ANCA is an advanced manufacturer that supplies to a wide range of industries, a key one being the medical industry. In fact, ANCA has been classified in the U.S. as an essential industry because so many of our customers are manufacturing medical components.”
ANCA is an Australian manufacturer of CNC machines that produce quality precision cutting tools. Their experience in advanced manufacturing means they can guarantee a micron precision, a capability which means the company could pivot and utilise its machine shop to manufacture parts for the ventilators. An Australian-based company, ANCA exports 98% of their product and boasts a global network to service global customers. Fully Australian and privately owned, ANCA machines have the capacity to machine components in brass, aluminium, plastic and steel and has skilled assembly capabilities.
 Pat adds: “ANCA is Melbourne based, and we are very excited by the prospect of being involved with a home grown project and helping make a contribution to the manufacturing industry; making ventilator components and sub-assemblies to support urgent medical requirements.”
Pat adds: “ANCA is Melbourne based, and we are very excited by the prospect of being involved with a home grown project and helping make a contribution to the manufacturing industry; making ventilator components and sub-assemblies to support urgent medical requirements.”
Around the world it is predicted that total demand for ventilators could run into the tens of thousands, with existing manufacturers unable to meet demand.
“This is a global emergency and in my view it is incumbent on every individual in every organization to do everything they can to help deal with it. And in the case of ANCA, we have capabilities that are a good match and it’s the right thing to do. We are very good at manufacturing the kind of parts that are needed for ventilators and it is a really great way for us as an organization to give something back to the community,” said ANCA Group CEO, Chris Hegarty.
 Chris continued: “ANCA is a global company, but while we do have some resources offshore for manufacturing, most of our engineering is in Australia and a significant proportion of our manufacturing capabilities are here as well; so that’s why we are able to help.”
Chris continued: “ANCA is a global company, but while we do have some resources offshore for manufacturing, most of our engineering is in Australia and a significant proportion of our manufacturing capabilities are here as well; so that’s why we are able to help.”
With production already in progress to meet tight timeframes; ANCA has hit the ground running with dedicated machinists willingly working weekends and over the Easter break to make parts and help combat coronavirus.
Production Operations manager, Mark Patman explains: “With an extremely tight timeframe, we’ve jumped in and started manufacturing the parts; it’s a team effort across the business to get it done. As a well-established global business, a lot of the processes required to deliver this type of project are already in place at ANCA. We can leverage off all our systems to be able to deliver the project.”
ANCA is utilizing a cross-functional team comprising manufacturing, supply chain, project management, stores logistics, and safety to support this crucial work.
Demonstrating agility in moving from machine tools to ventilators ANCA already has a working relationship with the AMGC and is pleased to be collaborating with Grey Innovation to ensure that Australia does not have a shortfall in ventilators, critical for our COVID-19 response. Answering the call from the Australian Government, rapid production will continue to supply contracts and contribute to the coronavirus crisis strategy.
For further information, please contact:
Sepideh Zandieh
Acting PR and Communications Manager, ANCA
M: +61 439 316 131
Sepideh.Zandieh@anca.com
ANCA is a market leading manufacturer of CNC grinding machines. It was founded in 1974 in Melbourne, Australia where the company still has its global headquarters. ANCA has offices in the UK, Germany, China, Thailand, India, Japan, Brazil and the USA as well as a comprehensive network of representatives and agents worldwide.
ANCA CNC grinders are used for manufacturing precision cutting tools and components across a diverse range of competitive industries including cutting tool manufacture, automotive, aerospace, electronics and medical.
Continue reading Alessandra Da Silva has spent the past 12 years working as an electronic engineer for Siemens. Originally from the southern part of Brazil, she graduated with a degree in electrical engineering from Sao Paulo University. Her first job experience came during high school, when she worked as an electronic technician in a Brazilian factory. This was the first time Da Silva was introduced to Siemens products, which she enjoyed using.
Alessandra Da Silva has spent the past 12 years working as an electronic engineer for Siemens. Originally from the southern part of Brazil, she graduated with a degree in electrical engineering from Sao Paulo University. Her first job experience came during high school, when she worked as an electronic technician in a Brazilian factory. This was the first time Da Silva was introduced to Siemens products, which she enjoyed using.
Moving to Sao Paulo, Da Silva worked as a software developer and also as an automation engineer and project engineer. She started working for Siemens in the IT department, then moved to product design and software development. Da Silva’s current job title is Head of Artificial Intelligence and Edge Computing Deployment. She works in artificial intelligence and edge computing, as well as participates in R&D to test new projects. While she is very motivated in these areas, Da Silva would like to combine her work in artificial intelligence with robotics, in the next phase of her career.
“A combination of advanced smart technologies, artificial intelligence (AI) empowers machines to perform tasks that were traditionally only possible using human intelligence. Within manufacturing, AI has evolved in its capabilities over the years and found innumerable applications in industrial automation,” Da Silva notes.
The benefits of AI can be divided across product, process and strategic levels of manufacturing. At the product level, AI can be used to deliver end-user benefits, while at the process level, it can be applied to automate and advance operational capabilities. At the more strategic level, AI can be applied to deliver insights that inform decisions made by management. Da Silva says the AI revolution will introduce several capabilities into future automation systems, including improved efficiencies, quicker time to market, increased customization plus reduced manufacturing and operating costs, integrative factories, effective asset management and more. In addition, artificial intelligence helps solve complex issues with minimal or zero human interaction, enhances safety functions by accessing industrial areas that are hazardous to humans and also solves a diverse set of tasks simultaneously. She adds, “Automation systems embedded with AI allow real-time integration such as between a programmable logic controller (PLC) and AI’s data processing capabilities. Because all devices are connected, there is a huge amount of data that is generated. AI further helps manufacturers convert the data into insights that can be used to predict equipment failures and prevent mechanical downtimes.“
Industrial Edge enables intelligent, high-performance data analysis directly within the automation system running on established standards like PLCs, distributed control system (DCS) and supervisory control and data acquisition (SCADA) protocols. With Edge Computing, large volumes of data can be processed locally on the plant floor. It unfolds its full potential in combination with cloud-based analytics on the open Industrial Internet of Things (IIoT) and Siemens Mindsphere, the company’s proprietary cloud-based technology. According to Da Silva, “This greatly reduces storage and transmission costs for users, as large data volumes can be pre-processed and only the relevant data is transferred to a cloud or IT infrastructure. The optimized data points, transferred to the cloud, provide access to more computing power and large storage capacities. With Industrial Edge, users enjoy all the benefits of edge and cloud computing, optimally tailored to a company’s specific requirements.”
 When reflecting on her career as an engineer, Da Silva was always interested in engineering and says she was influenced by her cousin, who went to a technical school. While she didn’t have specific mentors, Da Silva received encouragement from her family and also her boss at the factory who encouraged her to go to the university. During her internship, she was part of the maintenance department, fixing machines and programing PLCs. As a woman in engineering, Da Silva says she was fortunate to have positive experiences in her field of work. Although she says some countries weren’t accustomed to seeing a female engineer, she was treated with respect and appreciation of the competence she brings to her work.
When reflecting on her career as an engineer, Da Silva was always interested in engineering and says she was influenced by her cousin, who went to a technical school. While she didn’t have specific mentors, Da Silva received encouragement from her family and also her boss at the factory who encouraged her to go to the university. During her internship, she was part of the maintenance department, fixing machines and programing PLCs. As a woman in engineering, Da Silva says she was fortunate to have positive experiences in her field of work. Although she says some countries weren’t accustomed to seeing a female engineer, she was treated with respect and appreciation of the competence she brings to her work.
In 5 to 10 years, Da Silva plans to continue working with technology and see how it evolves. The technology that most excites her in the future is artificial intelligence because, since its beginning in the 1950s, there have been constant new developments. Outside of work, Da Silva enjoys playing games, especially the digital kind. She lives in a smart home and always tries to learn more about technology, while she regularly converses with her virtual home “assistant”.
For more information, please contact:
Karen Kasik, Manager of Marketing Communications
Siemens Industry, Factory Automation
Phone: 470-709-3641
Email: Karen.kasik@siemens.com