
Contact us today:
Author Archives: Bernard & Company
Platinum Tooling Releases New Catalog
By Bernard & Company
No Comments
 Platinum Tooling Technologies, Inc., the exclusive North American importer of standard and custom Live Tools, Angle Heads, and Multiple Spindle Tools manufactured by heimatec GmbH, is excited to announce the release of their new catalog.
Platinum Tooling Technologies, Inc., the exclusive North American importer of standard and custom Live Tools, Angle Heads, and Multiple Spindle Tools manufactured by heimatec GmbH, is excited to announce the release of their new catalog.
The newly released catalog offers an updated look and features their high quality machine tool accessory lines, including: heimatec GmbH – Live Tools and Machining Center Angle Heads; Tecnicrafts Industries – Collets & Guide Bushings for Swiss Type CNC Lathes; Henninger GmbH u. Co. KG – Mechanical, Air & Motor Speeders, plus Custom Machining Center Angle Heads; Andreas Maier GmbH & Co. KG (AMF) – Cleaning & Marking Tools.
Preben Hansen, President of Platinum Tooling, is known throughout the industry for his expertise and experience in the tooling industry. Hansen will continue to offer advice and welcomes the opportunity to discuss your application.
Platinum Tooling Technologies, Inc., is located in Prospect Heights, Illinois (just outside of Chicago). They recently expanded their facility to provide increased inventory to better serve the marketplace.
For more information, please contact:
Preben Hansen, President
Platinum Tooling Technologies, Inc.
16 East Piper Lane, Suite 128
Prospect Heights, IL 60070
847-749-0633
www.platinumtooling.com
phansen@platinumtooling.com
Marketing in a Time of Crisis
By Bernard & Company
No Comments
Over the last few months, I’ve had the opportunity to watch our clients react to the virus and adjust their businesses accordingly. As all our clients are manufacturing enterprises, they’ve needed to adjust their production scenario. Several innovative clients have gone from 1 to 2 or 2 to 3 shifts to achieve proper social distancing with no decline in the output. Most clients have returned to work in the office, as of this writing. Three clients have radically increased their ad spending, with one quoting me my own line, “Smaller pie, bigger slice.” He remembered 2009, all too well. The big difference here, of course, is that the current slowdown has absolutely NOTHING to do with economics.
Continue readingSocial Media — A Valuable Marketing Tool During COVID-19
By Bernard & Company
No Comments
By Maureen Lepke
All industries are feeling the effects of Coronavirus. Manufacturing and industrial companies are not an exception. So what can you do in a time where trade shows are cancelled, everyone is working from home and trying to find new ways to get their company’s message out? The answer is social media. Social media is a low-cost, yet valuable marketing tool that allows your company to talk to your customers every day throughout the month.
What’s the benefit of having an agency do your social media for you? We have a full-time social media director here at the agency and we are strictly industrial so we understand your world. We are consistently posting 5 days a week. Social media is usually the first thing that slows down when a company gets busy. It becomes an afterthought when social media should be a critical part of your marketing strategy.
Continue reading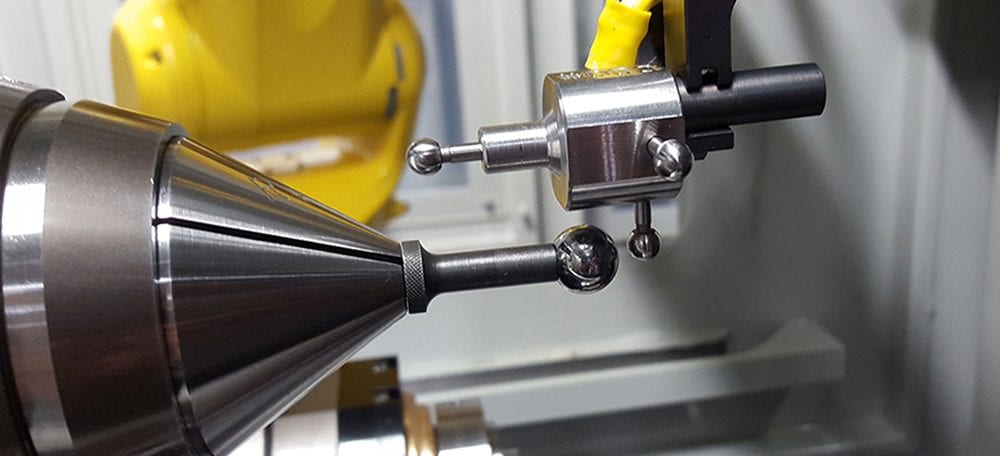
Smaller Tool Manufacturers Take Advantage of Breakthroughs in Industrial Automation
By Bernard & Company
No Comments
By Duncan Thompson, ANCA Product Manager
 Industrial automation is changing the way cutting tool manufacturers operate. Machines have taken on the heavy lifting at each stage of production letting workers get on with less repetitive tasks. And while automation may sound costly and complex to implement, it’s not reserved just for just big business. There are dozens of ways a small cutting tool manufacturer can embrace automation for a more efficient and more innovative factory.
Industrial automation is changing the way cutting tool manufacturers operate. Machines have taken on the heavy lifting at each stage of production letting workers get on with less repetitive tasks. And while automation may sound costly and complex to implement, it’s not reserved just for just big business. There are dozens of ways a small cutting tool manufacturer can embrace automation for a more efficient and more innovative factory.
What are the benefits of industrial automation?
- Cost reduction, through labour costs or machine uptime. The drive for automation is being driven by availability of skilled labour, where and machines can fill those gaps.
- Automation is an important step to help people meet regulatory obligations with relation to the limits of weekly work hours without compromising machine utilisation.
- Reduced material handling makes run smaller batches much more cost effective.
- Streamlining of existing processes and systems across the business.
- Eliminating mistakes in material management.
- Automating in-process measurement raises the quality of tool production and can nearly eliminate waste, meaning more profit.
Don’t invent; stand on the shoulder of giants
It’s true that bigger companies have more buying power. When it comes to industrial automation, they have plenty of scope to ask for tailored developments to suit very specific needs, or to make these adjustments in house. But as new technology and solutions are developed in response to these requests, the industry as a whole will benefit.
Just because a technology is off the shelf, doesn’t mean it is ‘standard’. In fact, our industry is constantly evolving as new solutions are found and applied. While their technology development may have been developed at the request of a large customer, as soon as it’s scalable it can be rolled out to suit most businesses. At ANCA this includes many of our innovations including 3D simulation software, our in-process measurement system Laser Plus, and RoboTeach, which makes robotic loaders accessible and easy to program.
 The addition of laser etching on a Robot loader is another example that has increased the functionality of the grinding machine by including what would otherwise have been additional downstream steps in the process of making tools.
The addition of laser etching on a Robot loader is another example that has increased the functionality of the grinding machine by including what would otherwise have been additional downstream steps in the process of making tools.
As a small tool manufacturer, vendors recognise that your priority is maximising your factory’s efficiency – machine uptime versus setup time. They know that you need software and accessories that will help you keep things ticking over without wasting time and money reloading materials.
 How do you approach where to start?
How do you approach where to start?
Chances are there will be no obvious trigger when it comes to adopting industrial automation. Many smaller businesses won’t have planned to develop the level of automation they have. Some may have started only after an increase in labour and setup costs forced them to look for ways to run more smartly. But that is ok, you can build your automation solution piece by piece – as long as you have an agreed vision.
It may be as simple as being observant and seeing which steps in your production process have the greatest cost. Unlike other efficiency drives there is no harm in approaching this piecemeal. Start by attacking the area of your business that will provide you with greatest value. For instance:
Look for industrial automation solutions that reflect how you operate
At the smaller end of the tool cutting market there’s a good chance you’re producing small batch lots and changing geometry multiple times a day, rather than leaving the machine running constantly making the same tool all day.
In this world innovation is often a secondary need to maximising day-to-day productivity. For instance, look for solutions that allow the operator to step away from the machine and carry out other tasks, rather than being there all day. Automating geometry changes and your existing manual material management processes can make a real change to how much they are able to do elsewhere and help you maximise machine uptime vs setup time. Time is, after all, money.
Automate production but also consider automating processes
You may not have the business budgets to request tailored solutions, but out-of-the-box solutions are available that can be used to manage inventory, integrate with your ERP to manage job order, and even pack ready for dispatch. Many will work effectively with your existing processes, even if you have never automated them before.
 Industrial automation can keep your focus on people
Industrial automation can keep your focus on people
A small cutting tool factory relies on every working part being up to scratch – and that includes your people. Automation removes the risk of human error creating a safer working environment that’s less likely to be disrupted. Furthermore, changing government legislation is limiting how many hours employees can work. Automation is the obvious solution to maximise machine up time when people are not present.
Applying industrial automation solutions that connect you more to your customers will allow you to see in real time what they’re low on, what’s in high demand, or what’s coming up in your production that will suit their requirements. This allows you to explore other areas of production and manufacture tools knowing with confidence what your customers want.
Everyone can afford and benefit from existing industrial automation solutions
Automation can take the pain out of being a small tool shop. Your new factory of the future will be able to produce multiple kinds of tools without getting bogged down in manual operations.
We can all benefit from streamlining systems and processes. Focus on your speciality and leverage the tech that’s already out there. There are better ways for you to use your time. Grind the wheel, don’t reinvent it.
Duncan Thompson is a Product Manager at ANCA, responsible for the technical direction and commercialisation of new machine and application developments. Having been at ANCA for over 22 years, Duncan has gained intimate market and grinding application knowledge by working across a range of roles including service, application grinding, sales, special project development and marketing roles. As a fluent Japanese speaker, Duncan was based in the Japanese market for three years and retains strong ties to customers in that unique market. Today, Duncan’s motivation and passion in the Product Manager role comes from “working with customers from diverse international markets to understand their challenges and being instrumental in delivering solutions.
For further information, please contact:
Sepideh Zandieh
PR and Communications Manager, ANCA
M: +61 439 316 131
Sepideh.Zandieh@anca.com

Exact Metrology Showcases Potential of Reverse Engineering
By Bernard & Company
No Comments
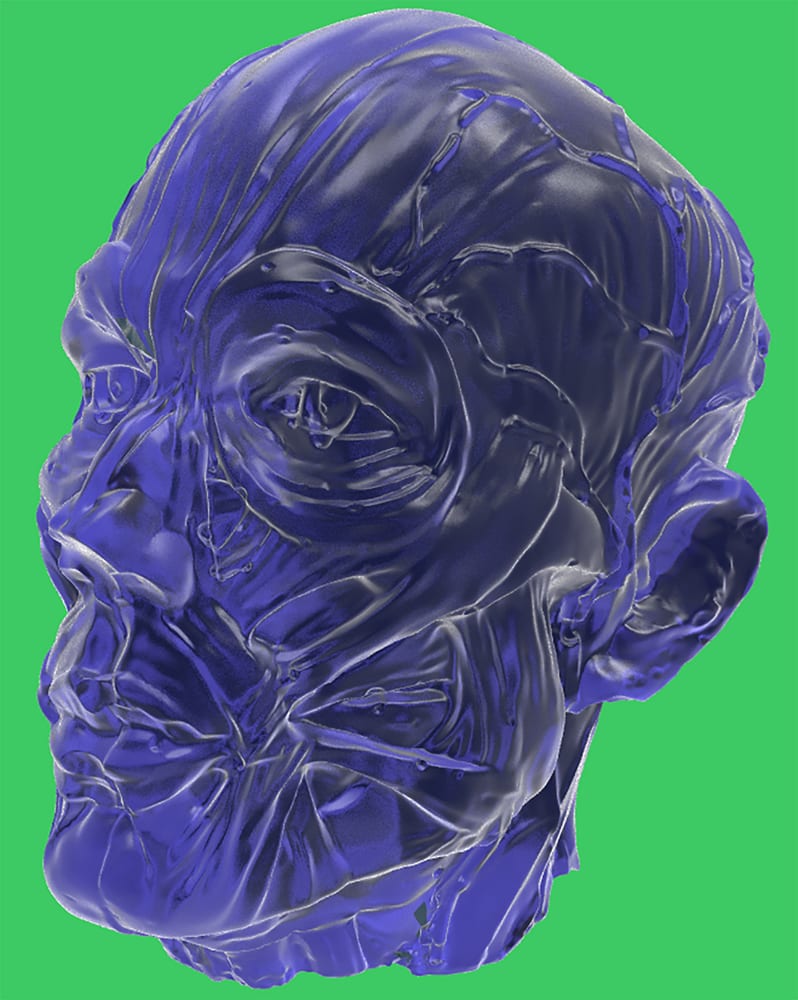 Greenery 33 is a company in Cincinnati, Ohio that produces creative and unique plant holders and pots. The company donates 33% of their earnings to environmental protection agencies. One of Exact’s engineers is friendly with Greenery 33’s owner, so Exact Metrology participated in a marketing campaign aimed to show the process of reverse engineering and how it can used with various materials.
Greenery 33 is a company in Cincinnati, Ohio that produces creative and unique plant holders and pots. The company donates 33% of their earnings to environmental protection agencies. One of Exact’s engineers is friendly with Greenery 33’s owner, so Exact Metrology participated in a marketing campaign aimed to show the process of reverse engineering and how it can used with various materials.
 The first step was to scan and have a digital copy of a physical skull. Secondly, the skull was reverse engineered using Geomagic DesignX software and NURBS. Geomagic is a leading provider of 3D software to create digital models of physical objects for industries such as: archaeology, aerospace, medical and dental, tooling, foundry and sculpture and arts. The Geomagic Design X combines history-based CAD with 3D scan data processing, enabling users to create feature-based, edible solid models compatible with existing CAD software. NURBS, or Non-Uniform Rational B-spline is used to represent curves and surfaces. Next, surface analysis is performed with Geomagic Design X for parametric modeling. Afterwards, NURBS is inspected with a color map against the scanned data of Geomagic. Lastly, .stl files rendered in Keyshot 3D of the skull are placed in product shots for Greenery 33.
The first step was to scan and have a digital copy of a physical skull. Secondly, the skull was reverse engineered using Geomagic DesignX software and NURBS. Geomagic is a leading provider of 3D software to create digital models of physical objects for industries such as: archaeology, aerospace, medical and dental, tooling, foundry and sculpture and arts. The Geomagic Design X combines history-based CAD with 3D scan data processing, enabling users to create feature-based, edible solid models compatible with existing CAD software. NURBS, or Non-Uniform Rational B-spline is used to represent curves and surfaces. Next, surface analysis is performed with Geomagic Design X for parametric modeling. Afterwards, NURBS is inspected with a color map against the scanned data of Geomagic. Lastly, .stl files rendered in Keyshot 3D of the skull are placed in product shots for Greenery 33.
 This process took two days. By using reverse engineering, Exact Metrology showed Greenery 33 an efficient and cost-saving way of working with materials like plastic, glass and ceramic without physically reconstructing it.
This process took two days. By using reverse engineering, Exact Metrology showed Greenery 33 an efficient and cost-saving way of working with materials like plastic, glass and ceramic without physically reconstructing it.
Exact Metrology is an ISO 9001:2008 and AS9100 Certified Company
Exact Metrology, with facilities in Cincinnati, OH, Moline, IL and Milwaukee, WI and affiliated offices throughout the country, is a comprehensive metrology services provider, offering customers 3D and CT scanning, reverse engineering, quality inspection, product development and 2D drawings. The company also provides turnkey metrology solutions, including equipment sales and lease/rental arrangements.
Exact Metrology offers a complete line of portable scanning and measurement technologies as well as contract measurement for 3D laser scanning services, reverse engineering services, non-contact inspection, metrology services, and 3D digitizing. The company’s newest equipment includes a CT Scanner, the first in America being used for metrology rather than medical testing. Exact sells and rents metrology equipment solutions, in addition to providing testing as a service and application software training.
For information, please contact:
EXACT METROLOGY, INC.
Dean Solberg
20515 Industry Avenue
Brookfield, WI 53045
Local: 262-533-0800
www.exactmetrology.com
deans@exactmetrology.com
EXACT METROLOGY, INC.
Steve Young
11575 Goldcoast Drive
Cincinnati, OH 45249
Local: 513.831.6620
Toll Free: 866.722.2600
www.exactmetrology.com
stevey@exactmetrology.com
Starrag Supplies a Droop+Rein 5-Axis Gantry Machine With an 11-Meter (36 FT) Rotary Table to the Other Side of the World
By Bernard & Company
No Comments
The Australian Government (Commonwealth of Australia) selected French company Naval Group to deliver a fleet of 12 regionally superior submarines, to be known as the Attack Class, for the Royal Australian Navy. The Attack class fleet will be built in a modern submarine construction yard in Osborne, South Australia.
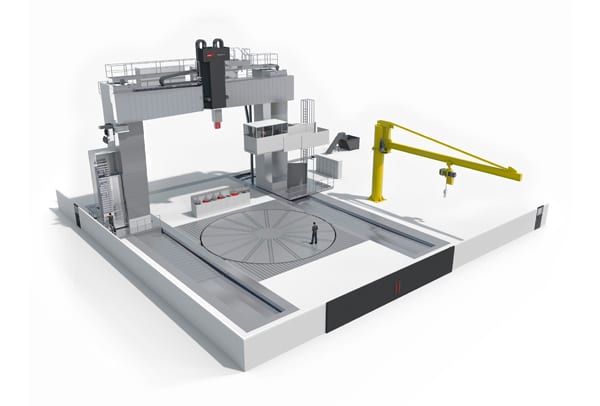
The Australian Government’s ambitious project requires large machines,
such as the Droop+Rein gantry 110TT supplied by Starrag.
The Future Submarine Program will deliver Australia a capability that can be built, operated and maintained autonomously, which maximizes opportunities for Australian industry throughout all phases of the program.
As the design of the Attack Class progresses, Naval Group continues to deliver on its commitment and achieve this goal in cooperation with their suppliers that now includes the Starrag Group. Dr Marcus Queins, Manager for the Large Parts Machining Systems business unit at Starrag, explains, “We are proud to be involved in this prestigious project in Australia.” Starrag has been selected to supply a Droop+Rein G 110TT HR100 C vertical gantry machine, capable of handling both large hull elements and high-precision components for submarine construction. With traversing paths of 14,000 x 13,000 x 3,500 mm (45.93 x 42.65 x 11.48 ft) in the X/Y/Z axes and an 11 m (36 ft) turntable, the gantry will be the largest machine tool ever put into service in Australia.
Starrag is collaborating with the Australian machine tool manufacturer H&H Machine Tools Australia to deliver this critical equipment. H&H will manufacture key components, supply qualified personnel to help install the gantry and provide technical support for the entire life cycle of the machine, securing an ongoing role in servicing and maintenance in the future. Starrag will provide H&H with the necessary expertise through onsite training and quality control, transferring critical skills and autonomous ability to Australian industry.
The contract was awarded following a complex selection process. Noting its many years of experience and its extensive, as well as technical, expertise in handling large, complicated projects, the Starrag Group was deemed a worthy selection for this contract. Few machine suppliers can manage an order of this magnitude from over 15,000 kilometers (9320 miles) away — but this was not a problem for the Starrag Group, as Australian sales partner H&H Machine Tool Solutions will facilitate local work, ensuring that everything runs smoothly onsite. A previous project carried out in South Australia, for which Starrag supplied four machines for aircraft construction, demonstrates a proven track record, in this regard.

Gantry machine for precise heavy-duty cutting of large and heavy workpieces
The size and efficiency of the milling machine being supplied, which is also capable of turning components thanks to the integrated rotary table – tried and tested as part of the Dörries range of lathes from the Starrag Group – was of fundamental importance. The Droop+Rein G 110 TT HR100 C owes its high precision to features such as the hydrostatic guides in all linear axes, as well as the thermo-symmetrical design of the milling unit with its integrated C axis. Milling heads can be changed automatically via a head change interface. The team responsible selected five different machining heads to use on this project. The high-performance fork milling head features not only the ability to use the tool at any angle but also the necessary prerequisites for heavy-duty machining on five axes simultaneously. Alternatively, the machine can be used with one straight and one angled 100-kW (134HP) milling head with a torque of 7,500 Nm (5531 ft-lb). A turret and a horizontal facing head are available for turning operations on the components.
The large, multifunctional machine supplied by Starrag from its Bielefeld plant gives the operator optimum access. The operator can reach any point on the workpiece thanks to the spacious cabin, which travels along the gantry and features the latest Siemens operator panel. The cabin can reach a height of 8 m (26 ft) and be moved towards the center of the table.
The last but by no means the least decisive factor in favor of the Starrag Group was that, having already supplied machines to reference customers, the company could prove that the installed machine technology is very robust. This ensures that, with proper maintenance, the machine will be operational for the entire duration of the submarine project. The first of the Attack Class submarines will be delivered in the early 2030’s and continue into the early 2050’s.
Company profile: Starrag
High-precision machine tools for greater productivity
Starrag Group is a global technology leader in manufacturing high-precision machine tools for milling, turning, boring and grinding workpieces of metallic, composite and ceramic materials. Principle customers are internationally active companies in the Aerospace, Energy, Transportation and Industrial sectors (Industrial Components, Luxury Goods, Med Tech). In addition to its portfolio of machine tools, Starrag Group provides integrated technology and maintenance services that significantly enhance customer quality and productivity.
The umbrella brand Starrag unites the product ranges Berthiez, Bumotec, Dörries, Droop+Rein, Ecospeed, Heckert, Scharmann, SIP, Starrag, TTL and WMW. Headquartered in Rorschach, Switzerland, the Starrag Group operates manufacturing plants in Switzerland, Germany, France, UK and India and has established a network of sales and service subsidiaries in the most important customer countries.
The shares of Starrag Group Holding AG are listed on the SIX Swiss Exchange.
For further information:
Starrag
Michael Schedler
Head of Marketing
Tel. +49 2166 454 0
info@starrag.com
www.starrag.com

Leading Manufacturer of Ovens & Furnaces Launches New Website
By Bernard & Company
No Comments
 The Grieve Corporation, experts in industrial manufacturing of ovens and furnaces with a long history of 70+ years, launched an updated website with new features and enhancements to existing capabilities.
The Grieve Corporation, experts in industrial manufacturing of ovens and furnaces with a long history of 70+ years, launched an updated website with new features and enhancements to existing capabilities.
“As our company continues to grow, we look for our new website to offer the digital tools necessary to better serve our customers,” said Tony Caringella, COO.
The website details Grieve’s entire selection of ovens and furnaces in a digital catalog that is easy to navigate. With hundreds of different models, customers can help narrow down the right equipment for their process by utilizing the oven finder tool by applying filters such as workspace area, operating temperature, loading method and more. Although the company offers hundreds of standard models, Grieve also has unique customization abilities to engineer the best equipment for one’s application; the site details many custom ovens and furnaces as well.
Site visitors can browse Grieve’s selections of ovens and furnaces and submit a request for quotation; the viewer can find the equipment that fits their process needs, along with compatible modifications and accessories, and submit a message directly to Grieve for a customized quotation that can be tailored to a specific process or application.
Ordering replacement parts is made simple with the Ecommerce platform. Customers can search by part type to find parts needed for their equipment, and order directly from the website. The Grieve team will verify the item with the customer’s equipment to ensure compatibility. Customers are also encouraged to create an account which will hold their information for ease of checkout for future purchases.
Grieve works with sales representatives throughout the country (as well as globally) to support customers that would like assistance at their workspace to determine the best equipment for their needs. A local sales representative can be located using the Locate a Rep tool. Another resource for customers is the extensive resource library, housing hundreds of manuals, component literature, safety information, etc.
Explore these features, as well as additional information on all of Grieve’s products, processes, and services at www.grievecorp.com.
Contact info:
Allison Luber: (847) 546-8225
The Grieve Corp
500 Hart Rd, Round Lake, IL 60073
www.grievecorp.com
Exact Metrology Helps Retrofit Aircraft
By Bernard & Company
No Comments
Exact Metrology, a comprehensive metrology services provider, recently completed a job at Chicago Jet Group. Located in Sugar Grove, Illinois, the company started in 2003 with the idea of providing the highest level of professionalism and attention to detail in the corporate aviation industry. Chicago Jet Group specializes in aircraft acquisition, aircraft management, charter services, pre-purchase evaluation, aircraft avionics, aircraft consulting and aircraft maintenance. The company was retrofitting older Dassault Falcons avionics and needed a CAD model of the panel to see how it would fit.
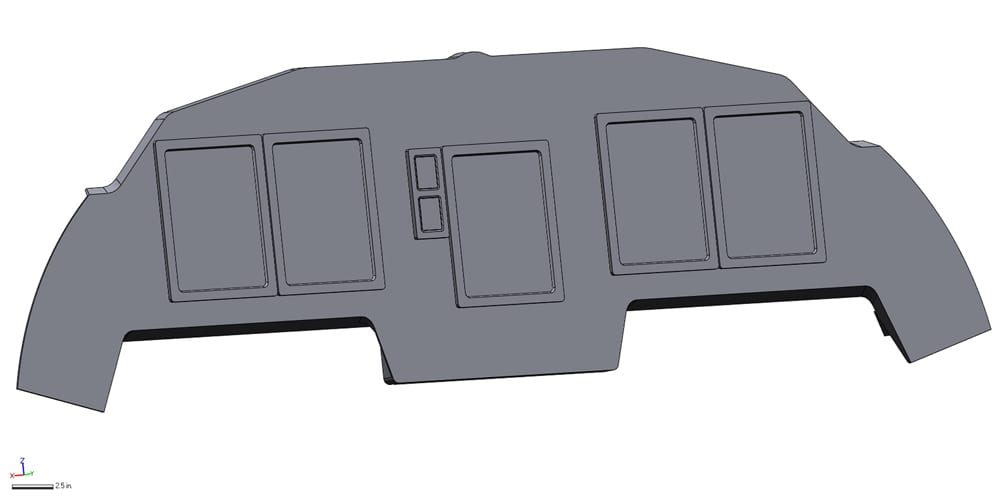
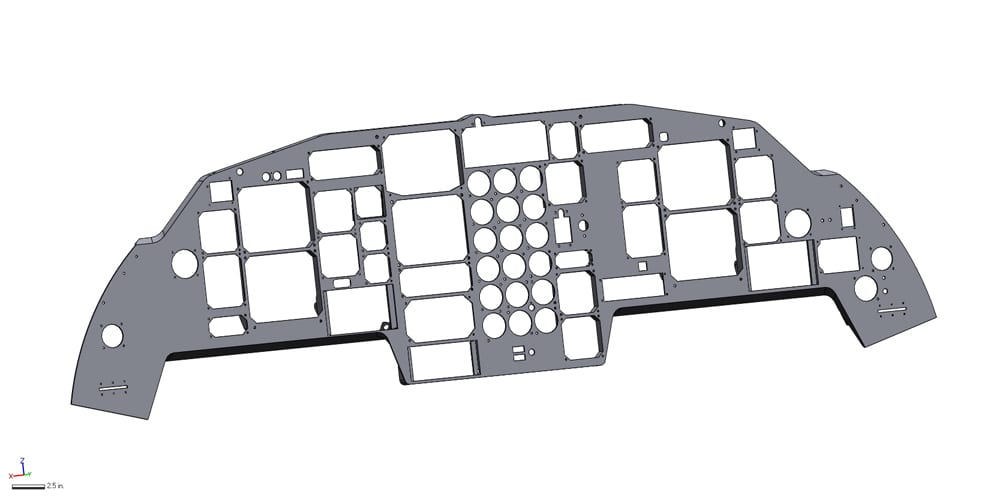
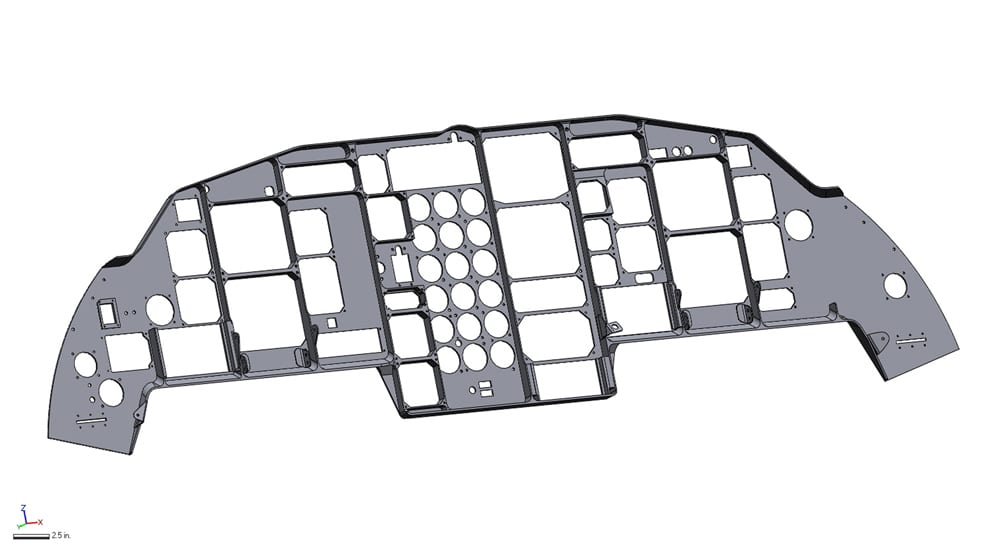
Joe van der Sanden, application engineer from Exact Metrology, scanned the panel with an 85 series Hexagon Romer Absolute Arm. The Absolute Arm 7-axis delivers tactile probing and laser scanning in an ergonomic package. It is the best choice for ease of movement and ease of measurement. The flagship RS5 laser scanner offers high-speed 3D scanning  for surfaces and features on a wide range of finishes and materials with less investment than the RS6. Furthermore, the RS5 laser scanner boasts a wide and horizontally-oriented laser scan line and fully-automatic exposure settings, making general purpose scanning functionality simple to apply regardless of application. In addition, with mid-range width at 115 millimeters, the laser scanner line of the RS5 makes digitizing large surfaces simple and quick. The RS5 can be easily removed from the arm, allowing simpler and safer access to touch probing functionality in hard-to-reach areas. Thanks to repeatable mounting, it can be remounted without recalibration. Through the on-wrist OLED display screen of the Absolute Arm 7-axis, the RS5 allows for measurement feedback and settings adjustment at the point of measurement for a clear improvement to workflow productivity.
for surfaces and features on a wide range of finishes and materials with less investment than the RS6. Furthermore, the RS5 laser scanner boasts a wide and horizontally-oriented laser scan line and fully-automatic exposure settings, making general purpose scanning functionality simple to apply regardless of application. In addition, with mid-range width at 115 millimeters, the laser scanner line of the RS5 makes digitizing large surfaces simple and quick. The RS5 can be easily removed from the arm, allowing simpler and safer access to touch probing functionality in hard-to-reach areas. Thanks to repeatable mounting, it can be remounted without recalibration. Through the on-wrist OLED display screen of the Absolute Arm 7-axis, the RS5 allows for measurement feedback and settings adjustment at the point of measurement for a clear improvement to workflow productivity.
 Then, dimensions were obtained in Polyworks Inspector™. The Polyworks software suite covers the complete product development cycle, from part and tool design and prototyping down to final inspection of assembled parts. Polyworks Inspector™ is the industry-standard toolbox for product engineering, assembly guidance and final inspection.
Then, dimensions were obtained in Polyworks Inspector™. The Polyworks software suite covers the complete product development cycle, from part and tool design and prototyping down to final inspection of assembled parts. Polyworks Inspector™ is the industry-standard toolbox for product engineering, assembly guidance and final inspection.
Reverse engineering was performed using Geomagic Design X. This software combines history-based CAD with 3D scan data processing and enables the creation of feature-based, editable solid models compatible with existing CAD software. Geomagic Design X allows users to re-use existing designs without having to manually update old drawings or re-measure and rebuild a model in CAD. This software is easy to learn and use, for it uses familiar history-based tools found in all major CAD products.
Chicago Jet Group was very pleased with the work performed by Exact Metrology and they would be happy to work with them again. A senior avionics technician at the company said, “This will save us months of measuring and drafting.”
Exact Metrology is ISO, AS9100 Certified as well as FFL and ITAR Registered.
Exact Metrology, with facilities in Cincinnati, Ohio, Moline, Illinois and Milwaukee, Wisconsin, plus affiliated offices throughout the country, is a comprehensive metrology services provider, offering customers 3D and CT scanning, reverse engineering, quality inspection, product development and 2D drawings. The company also provides turnkey metrology solutions, including equipment sales and lease/rental arrangements.
For information, please contact:
EXACT METROLOGY, INC.
Dean Solberg
20515 Industry Avenue
Brookfield, WI 53045
Local: 262-533-0800
www.exactmetrology.com
deans@exactmetrology.com
EXACT METROLOGY, INC.
Steve Young
11575 Goldcoast Drive
Cincinnati, OH 45249
Local: 513.831.6620
Toll Free: 866.722.2600
www.exactmetrology.com
stevey@exactmetrology.com

ANCA Launches the New-Look CIM3D V9 With Time-Saving and User-Friendly Enhancements for Offline Productivity
By Bernard & Company
No Comments
A sophisticated analytical hub provides increased intelligence on cutting tool designs to avoid costly collisions and missed calculations
 ANCA’s new CIM3D V9 release of the industry-leading CIMulator3D software has an upgraded interface with fresh colors and icons and is even easier to use with intuitive functionality. The latest technology and software design has been packed into this release offering time-saving benefits and interactive visualization across the entire grinding process.
ANCA’s new CIM3D V9 release of the industry-leading CIMulator3D software has an upgraded interface with fresh colors and icons and is even easier to use with intuitive functionality. The latest technology and software design has been packed into this release offering time-saving benefits and interactive visualization across the entire grinding process.
Thomson Mathew, ANCA Software Product Manager says: “This upgrade responds directly to what our customers want and need for effective tool simulation. CIM3D V9 allows for customization based on regularly-used features no matter which industry. The simulation quality of ANCA’s software is unmatched and you can simulate complete grinding sequences.”
 “The offline capabilities of using the latest CIM3D version mean important background calculations are easily verified, increasing machine productivity. This not only maximizes machine time but for those working from home, CIM3D can be run independently on any computer – so it is possible to do all the programming remotely.”
“The offline capabilities of using the latest CIM3D version mean important background calculations are easily verified, increasing machine productivity. This not only maximizes machine time but for those working from home, CIM3D can be run independently on any computer – so it is possible to do all the programming remotely.”
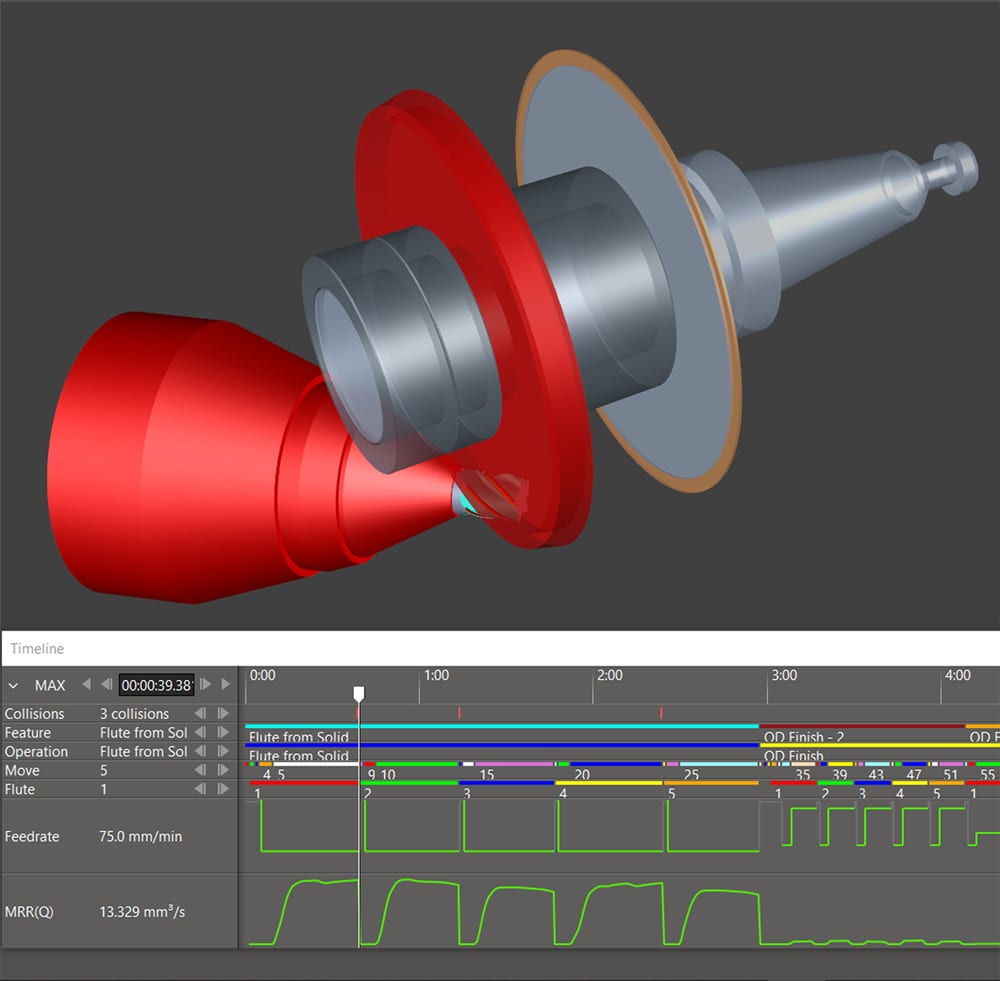
“We have automated many manual steps and introduced process verification and analysis in a central hub to get improved cycle time, and better wheel and tool life. Collisions can be detected automatically and overall CIM3D V9 is more enjoyable and easier to use.”
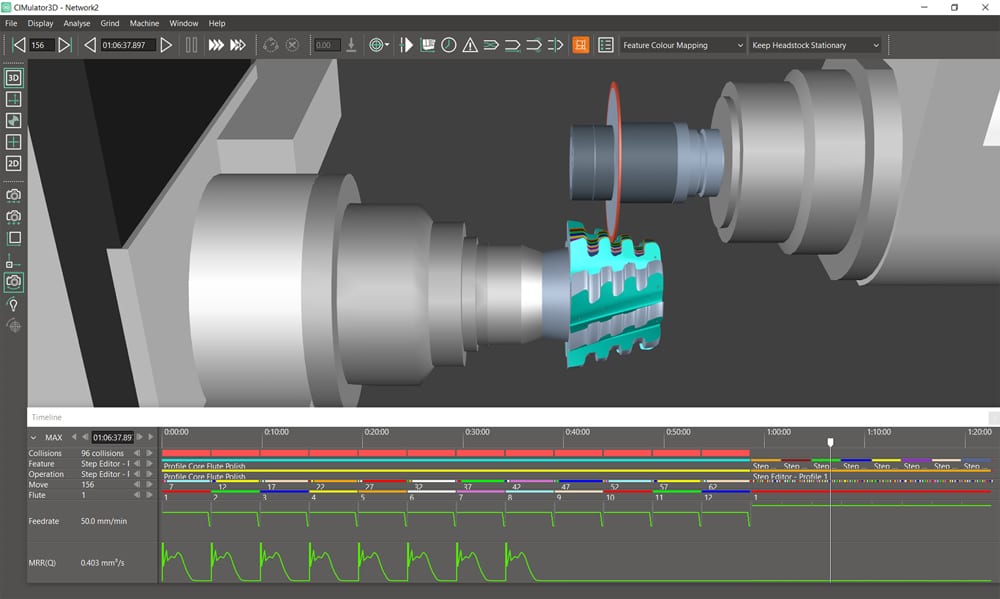
The new software offers clearer visualization with the customizable timeline panel – effectively a central dashboard for quicker and easier tool analysis. New tool programs can be verified for size, shape, machine clearance, cycle time estimates, and more.
Chris Wagner, Tool Grind Lead at Acutec Precision Aerospace, Inc. in the U.S has been using CIM3D for 20 years and can’t imagine going back to an earlier version after trialling the latest release. He said: “CIM3D V9 is worth its weight in gold. The new look and feel is current and clean. One of the best features is progressive grinding – it gives the ability to see the exact material being removed as the wheel moves through.”
“The resolution of the graphics is far better than any previous version. Determining protrusion length, cycle time estimation, using the scroll function on a mouse to increment the position, magnification and cross-hair positioning are other great features that make using CIM3D V9 more efficient and productive.”
ANCA’s software experts are in-house ensuring the features of CIM3D are responsive, user-friendly and tailored to the cutting tool industry.
The new features save time while simulating the programmed tool path exactly as it would be ground on the machine
UPDATED LOOK AND FEEL
- Brand new interface with new icons and color scheme
- Better user experience and a modern look
- Customizable toolbars
- The animation toolbar has been replaced with a timeline
BENEFITS: Ease of use, improved visualization and highly intuitive design
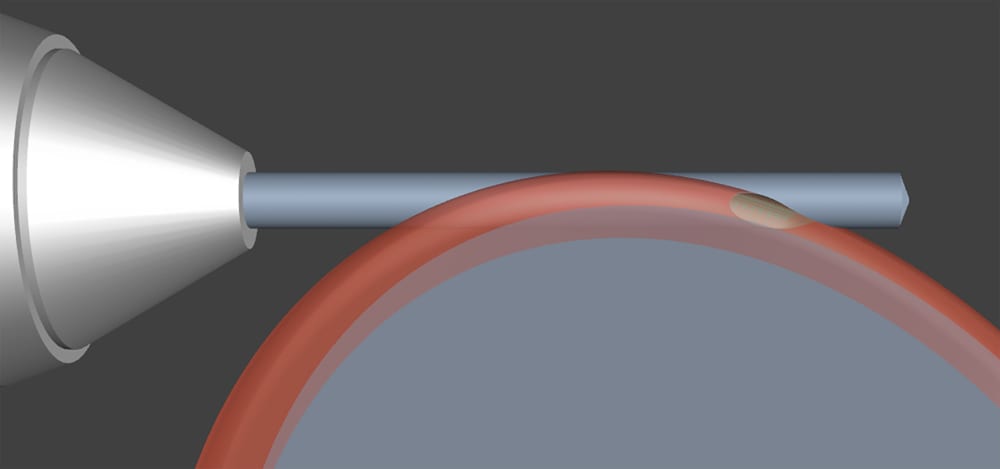
PROGRESSIVE MATERIAL REMOVAL
- Provides a realistic and unique view of the material removal process
- Allows visualization of the grinding process during a move
- Allows the visualization of the wheel imprint at any point of time
- Allows better visualization of unexpected deviations in the wheel path
BENEFITS: Allows the user to view the state of the tool at any point of the grinding timeline
CLEAR VISUALIZATION WITH THE TIMELINE PANEL
- Provides an interactive timeline of the grinding process that acts as an animation and analysis hub
- Acts as a central dashboard for all analysis rather than having it distributed in multiple places
BENEFITS: Central analysis hub for quick and easy access to save time

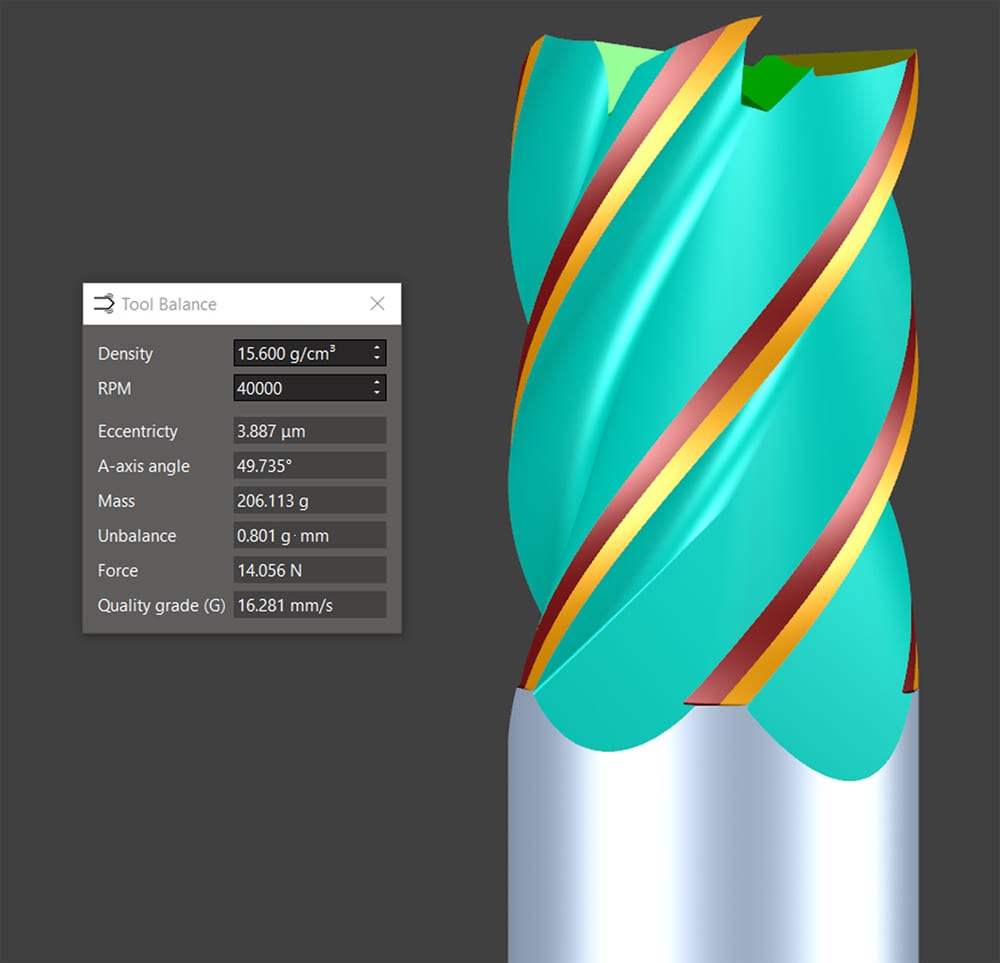
TOOL BALANCE ANALYSIS
- Provides complete information about the balance of a rotating tool
- The output includes the quality grade and imbalance of the tool
- This information is then passed on to ToolRoom to balance the tool effectively
BENEFITS: Ability to manufacture high performance cutting tools
SAVE TIME WITH BACKGROUND CALCULATIONS
Simplifies workflow by doing calculations in the background rather than having users kick this off. This saves time and the automatic display doesn’t allow for errors that are accidentally missed. Some of the tasks calculated automatically without needing to be initiated by users are:
- Collisions – these are recalculated automatically when machine configuration is changed
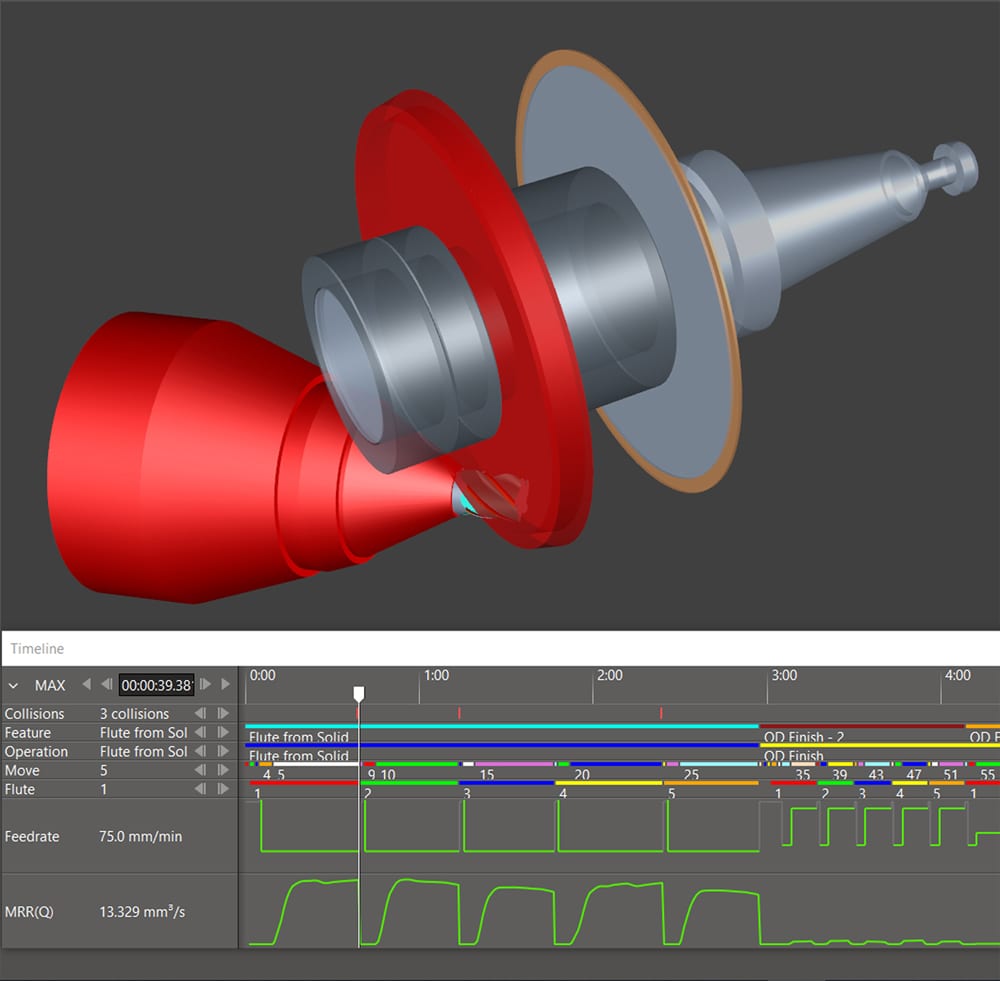
- Material removal rates – calculated when row is shown in timeline to display the MMR graph
- Tool balancing – Tool balancing is calculated automatically when tool balancing dialogue is shown
BENEFITS: Simplifies workflow, saves time, less likely to miss collisions and reduced waiting time
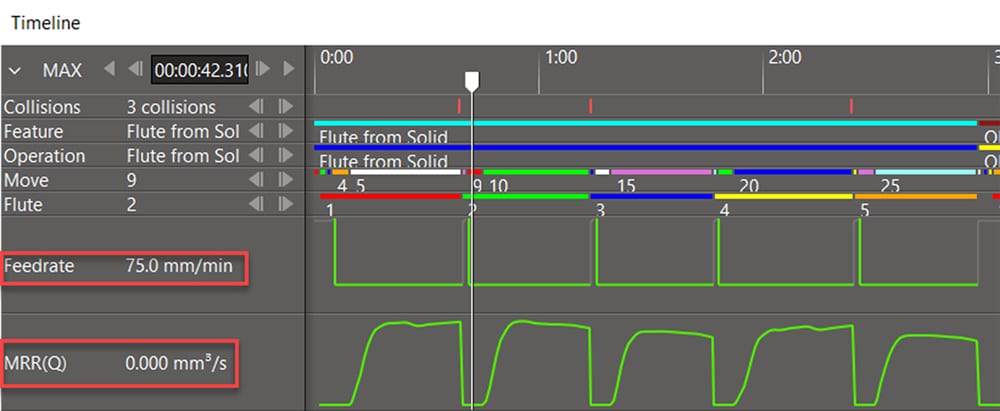
MATERIAL REMOVAL RATE
- Provides visualization of the material removal rate (Q) value to visualize jump in feedrates and is useful to normalize feedrates
- A chart is provided to visualize the material removal rate (Q)
BENEFITS: MRR can be used to optimize the feedrates for better wheel life and stable process
MEASUREMENT CAPABILITIES
- Allows the placing of three points to measure a radius
- Behaves like a 2D overlay – moves with the tool in translation, but not in rotation
- Handles the same use case as a shadowgraph
- Typically used to measure the cutting profile radii
BENEFITS: Quick and easy measurement methods to save time
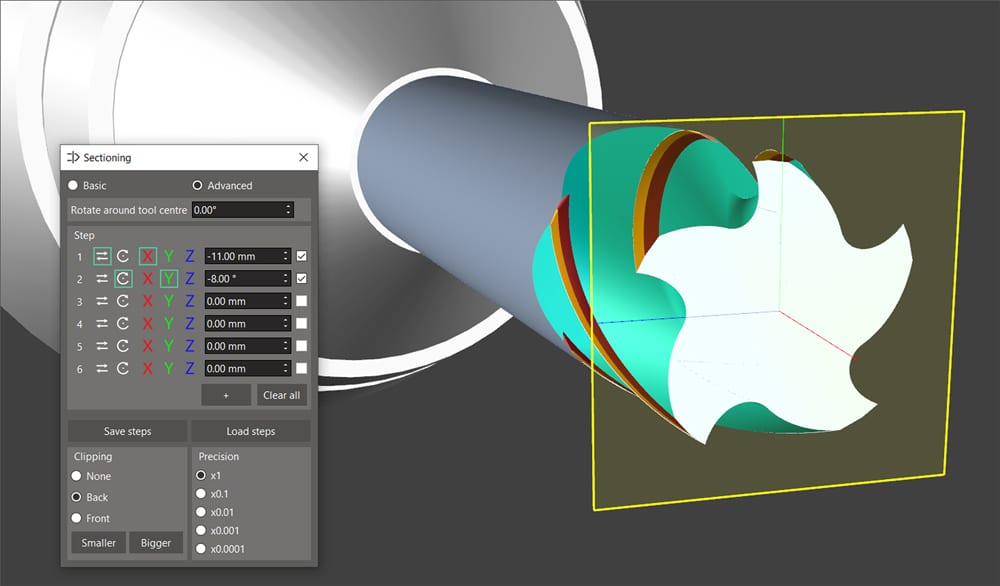
CHANGES TO THE SECTIONING PLANE DIALOGUE
- Multi-step sectioning plane orientations can now be viewed in the measurement view
- Basic and Advanced dialogues merged into a single dialogue
BENEFITS: Flexibility to measure any geometry on the cutting tools in any plane

MACHINE MODELS AND ACCESSORIES
- The ‘wheel changer’ tab has been renamed to ‘wheel and coolant’
- Option for MX splash guard for better collision analysis
- FX5 Wheel Changer added to detect collisions with changer gripper
- MX and TX machine models have been updated to use the current color scheme (as per V8 updates)
BENEFITS: Additional accessories for improved collision detection analysis

For further information, please contact:
Sepideh Zandieh
PR and Communications Manager, ANCA
M: +61 439 316 131
Sepideh.Zandieh@anca.com
ANCA is a market leading manufacturer of CNC grinding machines. It was founded in 1974 in Melbourne, Australia where the company still has its global headquarters. ANCA has offices in the UK, Germany, China, Thailand, India, Japan, Brazil and the USA as well as a comprehensive network of representatives and agents worldwide. ANCA CNC grinders are used for manufacturing.
ANCA CNC grinders are used for manufacturing precision cutting tools and components across a diverse range of competitive industries including cutting tool manufacture, automotive, aerospace, electronics and medical.
ANCA website: www.anca.com
Continue reading
Facet Precision Tool — Key to Success
By Bernard & Company
No Comments
Jeremy Bunting leverages insights gained from growing up in a hugely successful cutting tool business to build a brand new specialist company – Facet Tools
 Jeremy Bunting, Managing Director of Facet Precision Tool grew up in the cutting tool industry, getting a hands-on education from a young age and then using this experience to start his own business. From laying out a brand-new manufacturing center; to shaping and promoting Facet’s reputation; to training up a high performing team who are passionate about the craft of cutting tools – Jeremy has built the foundations for success.
Jeremy Bunting, Managing Director of Facet Precision Tool grew up in the cutting tool industry, getting a hands-on education from a young age and then using this experience to start his own business. From laying out a brand-new manufacturing center; to shaping and promoting Facet’s reputation; to training up a high performing team who are passionate about the craft of cutting tools – Jeremy has built the foundations for success.
Jeremy begins:
I started designing my first tools at age 14 in America as part of the family business, using manual grinding as well as conventional grinding to manufacture tools. After that I moved on to the applications side – getting exposure to feeds and speeds and eventually moved to Europe. In Europe I worked for different tooling manufacturers, seeing different approaches to manufacturing and precision tooling.
 I started Facet Precision Tools in 2015 primarily to service the aerospace and automotive sectors. Both these markets require special tools with distinct needs. At Facet we produce PCD, carbide cutting and coated carbide tools through distributors and direct to customers. Based in Germany we sell locally as well as to France, England and Spain. Through distributors we service Africa, Sweden, Turkey, Hungary, Austria, Italy and Mexico.
I started Facet Precision Tools in 2015 primarily to service the aerospace and automotive sectors. Both these markets require special tools with distinct needs. At Facet we produce PCD, carbide cutting and coated carbide tools through distributors and direct to customers. Based in Germany we sell locally as well as to France, England and Spain. Through distributors we service Africa, Sweden, Turkey, Hungary, Austria, Italy and Mexico.
It’s challenging starting a new business. We had a market and products in mind and were in a unique position where we could decide, if these are our target markets, what machinery and equipment do we need? I considered my past experiences in the industry and how can I apply any learnings to the future. When we entered the market, I wanted to have high quality equipment, robust manufacturing processes and be producing market leading cutting tools.
Since opening we have been growing steadily, in fact last year we doubled our sales. As we expand we are looking at how we can attract more customers, consider if we need to add additional products and as many people in the industry experience – are always looking for good people.
Establishing grinding capabilities
 After deciding on a shop floor blue print, we invested in a range of ANCA machines with two MX7 Linear’s, an FX7 and an EDGe as well as other equipment. We use the MX7s primarily for automotive tooling as they work well when grinding tools with larger diameters of 20, 25 and 32. We also run a lot of pocket grinding for PCD cutting tools on this model. The MX7 has a lot of horsepower that allows us to grind these tools in a very stable way. We use the FX for high volume carbide tooling. As an extremely rigid and thermally dynamic, stable machine I can rely on it to grind highly repeatable cutting tools.
After deciding on a shop floor blue print, we invested in a range of ANCA machines with two MX7 Linear’s, an FX7 and an EDGe as well as other equipment. We use the MX7s primarily for automotive tooling as they work well when grinding tools with larger diameters of 20, 25 and 32. We also run a lot of pocket grinding for PCD cutting tools on this model. The MX7 has a lot of horsepower that allows us to grind these tools in a very stable way. We use the FX for high volume carbide tooling. As an extremely rigid and thermally dynamic, stable machine I can rely on it to grind highly repeatable cutting tools.
On the MX7 we have an ANCA spindle speeder that allows us to achieve higher rpm. We worked with ANCA to adjust the software to be able to provide a better stable pocket and more accurate pockets in our grinding process.
On the EDGe we manufacture PCD tools. In the past couple years we have been developing PCD vein tools with our own blanks and cutting tool designs – working through and refining our processes. The EDGe has allowed us to have a high degree of accuracy when trying to grind a lot of the geometries. I found that as a process, erosion enabled the repeatability and the quality we were looking for. We also added a vision camera system on the EDGe, allowing for a quick inspection inside the machine, to get higher repeatability and better quality versus taking it out of the machine, and putting it back in.
And then there is ANCA’s 3D Simulator program. Up to 95% of the designs and problem solving are done on the simulator; testing the grinding process, reviewing and modifying before you go into a machine. It is our strongest tool to increase efficiency and reduce waste and that is a major help to our profitability. For example, carbide is extremely expensive where you can be paying from 400 euros for a 32mm standard rod.
The simulator also shows estimated grinding times which has been a great tool for us to reduce cycle times. Last time it took us, for example, 20 minutes to make this tool, but after considering a new idea or different approach we can reduce that time to 18, 17 or even 15 minutes all through experimenting in a simulated grinding environment.
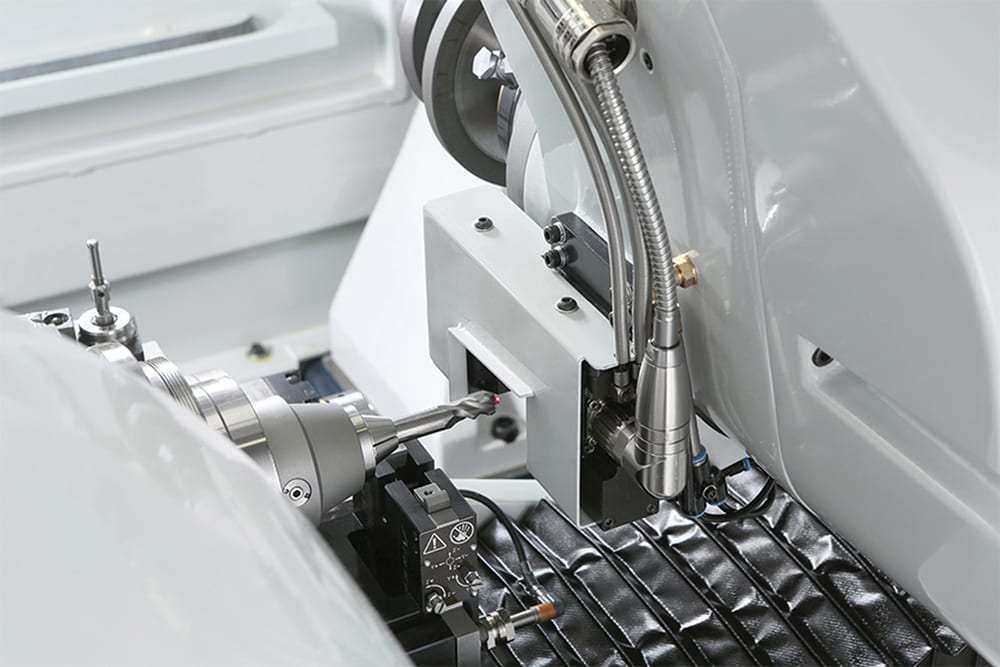
We have touch probes on all the machines that allow us to easily change wheel packs, qualify the wheel and start moving quickly. It also allows us to remove human error and ensures a higher finished quality. To be able to dress and probe the wheel, picking back up where you left off without having to change the setup is very advantageous.
One of the main reasons we love the ANCA machines is because of the software. We have found it to be extremely flexible and at Facet we don’t use a lot of the standard ANCA programs and designs and instead do a lot of our work in profile editor, changing angles and profiles to meet the tool designs that we need. My Dad always said that ANCA was a software company that built a machine.
Part 2
Facet Precision Tool comments on why building a team of craftspeople is key to success and whether the electric car be the demise of the cutting tools
Jeremy Bunting, Managing Director of Facet Precision Tool grew up in the cutting tool industry, getting a hands-on education from a young age and then using this experience to start his own business. From laying out a brand-new manufacturing center; to shaping and promoting Facet’s reputation; to training up a high performing team who are passionate about the craft of cutting tools – Jeremy has built the foundations for success.
Specials are a relationship business – requiring communication and trust
 As we build our company we want to be known for quality. From the start we have been trying to build our reputation for offering high quality tools rather than just entering a market and throwing anything out there and seeing what sticks. We are methodical in our approach to manufacturing certain tools or entering a marketplace or approaching certain things. Even if this means we are a bit slower and more tactful.
As we build our company we want to be known for quality. From the start we have been trying to build our reputation for offering high quality tools rather than just entering a market and throwing anything out there and seeing what sticks. We are methodical in our approach to manufacturing certain tools or entering a marketplace or approaching certain things. Even if this means we are a bit slower and more tactful.
Just as important, is our responsiveness to the customer through deliveries and application support. These are the foundation of our company. We start by listening – what does the customer want to achieve, am I understanding their needs correctly? Then I consider how the product could be improved, can we make other recommendations. We turn that request into a tool design that is checked by the customer.
In aerospace, a common misunderstanding is the need for standard tools. Tools for aerospace require different lengths, diameters and applications. There is also a high requirement for accuracy, in Europe for example, we find aerospace have applications that need to be measured to a couple of microns and use a variety of methodology to make holes in different materials. It is a challenge making a product meet quality standards while working across a range of material applications.
Building a team of craftspeople
I think working in specialty tools excites an element of craftsmanship. Every day is different, and you can take pride in your work, was it correct, was it to print? That is why we look for a person who is flexible, shows an ability to learn, grow, and absorb information.
I train everybody in my plant like they’ve never seen a grinding machine before. We invest time to build their knowledge base to understanding the manufacturing and measuring equipment. Again, partially because we’re into specials where every tool design is different, we don’t have pre-written programs.
I think one of the best characteristics of a toolmaker is an attention to detail. Often people can become over invested in the productivity side – how many parts can I get through, how fast can I get them through the line. I train my team to be focused on the quality of the tool first and productivity second. And to meet these expectations of quality you have to have a high attention to detail.
Just as important is to develop your team to have a passion for grinding. The more passion someone has for the product, the more likely they are to stay. Teaching your employee how to make a better-quality tool feeds their creativity and teaches them it is ok to have your own approach and style. At Facet we have an open dialogue with our teams of why we do the things that we do.
Trends in the market – will the electric car be the demise of the cutting tools?
 If I think about what I am seeing in the market I would say there is more competition in the automotive field than there is in the aerospace field, probably because aerospace requires more project work, more support, more testing, more engagement with the customer. Automotive expects high quality tools at very high tolerances, we have reamers that have tolerances of only a couple of microns. Another focus for this industry is price.
If I think about what I am seeing in the market I would say there is more competition in the automotive field than there is in the aerospace field, probably because aerospace requires more project work, more support, more testing, more engagement with the customer. Automotive expects high quality tools at very high tolerances, we have reamers that have tolerances of only a couple of microns. Another focus for this industry is price.
As the use of composites in aerospace has increased so has the demand for PCD or diamond coated tools. For example, the Dreamliner or A350 or Boeing Dreamliner uses a large amount of composites. These are extremely abrasive so if you use a carbide tool to grind composite materials, initially the tool works great but the wear curve is extremely high so after a 150 holes, the amount of wear is accelerated on that tool until it becomes blunt.
This changes the dynamic of the cutting, the heat, burr creation; causing problems for the manufacturer. Whereas if you use a qualified diamond or PCD tool, you may be able to make up to 1500 holes. For a customer that means higher productivity, fewer changeovers, less inventory and a higher degree of quality for a longer period of time.
There is speculation that combustion motors will disappear and as motors disappear then the need for a lot of the cutting tools disappears. This is bringing up questions on how much electric cars will replace all other means of transportation. Personally I think there are a lot of hurdles that have to be overcome and we will see other opportunities as the market changes. I think as far as aluminum and composite manufacturing is concerned we will see them trying to go lighter to make combustion engines more efficient.
I think there will always be a need for niche and special products and that means more special cutting tools. That’s one of the reasons why we were very comfortable moving into this industry. So as materials change – if it’s more glass, carbon composites or aluminum – we’re in a good position to move with the market and respond to those changes. I have established the foundations of Facet Precision Tools to be agile with design expertise, workforce skills and manufacturing capabilities. We can and do adapt and invest in the machinery or develop our knowledge so we can meet the markets’ changing needs rather than focusing on materials.
For further information, please contact:
Sepideh Zandieh
PR and Communications Manager, ANCA
M: +61 439 316 131
Sepideh.Zandieh@anca.com
ANCA is a market leading manufacturer of CNC grinding machines. It was founded in 1974 in Melbourne, Australia where the company still has its global headquarters. ANCA has offices in the UK, Germany, China, Thailand, India, Japan, Brazil and the USA as well as a comprehensive network of representatives and agents worldwide.
ANCA CNC grinders are used for manufacturing precision cutting tools and components across a diverse range of competitive industries including cutting tool manufacture, automotive, aerospace, electronics and medical.
Continue reading