
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com

VLC 100 G Vertical Pick-up Grinder
Automobile manufacturers all over the world were able to enjoy an increase in their sales figures, this year! The biggest increases were experienced in the USA, China, India and Russia. However, the rapidly increasing number of vehicles built also brought some production challenges – for instance, the sub-contractors must deal with the increasing output levels and also need to ensure that process safety and component quality do not suffer. In fact, even the smallest components with complex geometries must be produced with increasing levels of precision. In the development of the VLC 100 G Vertical Grinding Center from EMAG, our grinding specialists have made sure that the machine concept offers efficient, error-free machining processes for the production of small chucked components.
Small chucked components are typically produced in large quantities. The demand for components, such as gearwheels, planetary gears, chain gears and flanged components for cars, for instance, have necessary quantities that typically go into the millions; and short cycle times in the production of these components have become mandatory. For instance, the internal contour of a gearwheel must be ground in the shortest possible time and the machine’s workholding unit must be loaded with a new workpiece just as quickly. In many production environments, this represents a critical moment, because the idle time is commonly a decisive factor in establishing the economic viability of the whole process.
Automatic loading scores heavily

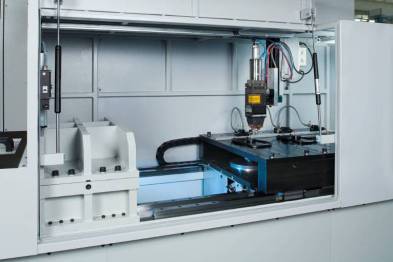
The VLC 100 G is equipped with three axes (X, Z, C). The machine uses its overhead pick-up spindle to load itself. The machining area features one or two grinding spindles for internal and/or external work.
High output levels – short cycle times. This is exactly why the VLC 100 G Vertical Grinding Center from EMAG, for small chucked components with a maximum diameter of 100 mm, was developed. The machine utilizes its onboard pick-up system to load itself. And while one workpiece is being machined, the operator – or the automation system – is putting the raw-parts on the conveyor belt. This reduces idle time and increases output rates. Another benefit is the vertical machining concept; the design ensures that the grinding sludge falls to the bottom of the machine unhindered, where it is then transported out of the machine. (Click HERE for a video detailing the VLC 100 G Vertical Grinding Center)
Quality control is integrated
Measuring processes can also be integrated into the machine, making quality control an integral part of the whole process. The measuring probe is located between the machining area and pick-up station, where it is protected from contamination.
In use are two different grinding wheels

Dr. Guido Hegener, Managing Director EMAG Salach Maschinenfabrik GmbH
An important feature of the VLC 100 G is that it offers the possibility to use two grinding spindles, which can be used to perform different grinding operations, or to handle both rough- and finish-grinding work. In other words, the first wheel performs the “rough” job of removing excess material from the raw-part at high feedrates (the CBN wheel is specially designed to absorb the necessary forces), while the second wheel (with different specifications) takes over the finishing work to guarantee a perfect surface finish on even the most challenging geometries. With the help of this intelligent tooling combination, EMAG design engineers have succeeded in drastically reducing the grinding time of even very complex components. “For the removal of large amounts, two wheels offer a shorter cycle time than one, with the first wheel designed to do the rough-grinding and the second one in charge of finish-grinding work,” explains Dr. Guido Hegener, Managing Director of EMAG Salach Maschinenfabrik GmbH in Germany.
A convincing machine concept

Very easy access! Generously designed maintenance and service doors make the machine easy to access.
The combination of fast loading and efficient grinding processes leads to a very compelling machine concept. The VLC 100 G works very well with the dynamic developments in automotive production. Now, with the rapid increase in required quantities, the demand is for new machine concepts that can be integrated into existing production without any problem. With the VLC 100 G, two features enable it to be integrated without any problems. “Programming the workpieces with our new EMAG NAVIGATOR software is simple and intuitive, saving valuable setup time. For many production environments, this is an advantage that should not be underrated,“ confirms Dr. Hegener. Furthermore, the exceptionally small footprint for the VLC 100 G should make the work of every production planner easier. The stand-alone machine occupies about 4.5 square meters (48 square feet), making sure that the growth of a production facility of this kind will not be limited by floor space requirements.
The advantages of the VLC 100 G

The dressing unit with diamond roll.

The workpieces are mounted on pallets and taken into the VLC 100 G by the conveyor belt. The pick-up spindle then further automates the whole loading and unloading process
For more information:
Kristal Kilgore
EMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: kkilgore@emag.com
Web: www.emag.com

The VL 5i Vertical Turning Machine from EMAG has been designed for the quality- and cost-conscious medium-sized business and the sub-contractor: a production aid that can be used universally and that impresses by its small footprint and its highly advantageous price-performance ratio – including automatic workhandling.
Better component quality at a lower price? VL 5i, a vertical turning machine that is custom-made to fully meet the demands of the small and medium size manufacturing company.
With their VL 5i the machine tool specialists at EMAG have developed a comprehensive solution for small and medium size manufacturing companies. It can be used for small and large batch production, and complete-machines workpieces of up to 250 mm in diameter in a single setup. Flanges, gears, gear shafts and steering pinions can be machined with as much efficiency and to the same quality as brake disks or cams. The machine features a powerful 28 kW workspindle with a top torque of 300 Nm, plus a turret that accommodates turning as well as driven tools and has an impressively short indexing time of 2.2 s.

Machining area of the VL 5i: 12 turning or up to 12 driven drilling and milling tools allow you to carry out a great variety of operations in a single set-up.
Drilling and milling operations can be incorporated by equipping some or all of the 12 turret stations with driven tools. The outstanding feature in this is the EMAG turret drive that combines high speeds with outstanding performance and a small space requirement. For instance, the diameter of the turret is only 360 mm but accommodates 12 stations and has a maximum torque rating of 45 Nm.
Flexible automation included

Flexible component loading: workpieces are loaded by inserting them directly into the carrier prisms or, where necessary, into workpiece receptors that can then be inserted into the prisms.

A recirculating conveyor band with carrier prisms that do not need to be reset, takes the components to the pick-up station. As this station lies behind the machining area, the operator is able to remove finished components and insert new raw-parts at the front of the machine.
Proof of the outstanding quality of the VL 5i is, first of all, its integrated automation system. It uses a recirculating chain conveyor equipped with carrier prisms that deliver the raw-parts directly to a pick-up station for machining. This station is located behind the machining area, so the operator can – at any time – insert new raw-parts at the front of the machine. It is hard to imagine a more flexible and, at the same time, more universal solution for the automation of a machine tool.
Short travel times = short idle times

Quickly in and out: the workpieces reach the pick-up station in flexible carrier prisms mounted on the recirculating conveyor belt, with the flexibility of the prisms minimising the resetting effort for different workpiece diameters.
Another advantage of the VL 5i is its short idle times. Changing workpieces is a very fast process, because the distance between the loading position and the machining position is only 550 mm. The importance the EMAG turning specialists attach to the machine’s efficiency can also be seen in the design of the guideways. They are located outside the machining area, where they are protected against chips and dirt. This reduces the maintenance effort and makes the machine less susceptible to breakdowns. The machine can also be equipped with an optional measuring station, located outside the machining area. Here the component is measured on its way from the tooling zone to the unloading station, while still in its original clamping position. The measuring results are not distorted by the entrance of chips, as the vertical turning operation provides for ideal chip flow conditions.
Energy efficiency is very important
The sustainable use of energy and resources completes the picture of an engineering solution that not only offers a small footprint but also eliminates unnecessary design details which is the reason why the machine builders at EMAG can offer this machine at an advantageous price-performance ratio.

Optional measuring: a measuring probe, located outside the machining area, brings quality assurance to the machine. In automated measuring cycles, carried out between machining process and component removal, the VL 5i logs the offset data and provides a record for quality assurance purposes.
For more information:
EMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: info@usa.emag.com
Web: www.emag.com
Attention: Peter Loetzner
Continue reading
Award-winning – the VL 2 from EMAG is one of the most energy efficient machines in the world.
According to the “Future Panel” of the IW – the Institut der deutschen Wirtschaft (Institute for German Economic Research) – energy efficiency is becoming increasingly more important in the metalworking industry. The IW suggests that over 60 percent of the companies interviewed for the award are hoping for “a push forward toward innovation”. EMAG is an initiator of such innovations. Its experts develop machine tools and production processes that consume significantly less energy then its competition. In honor of this, EMAG has received the “Energy Efficiency Award” from the ZF Group. This award states that EMAG’s contribution has been honored as one of the top five.
From their efficient manufacturing technology to economical design and construction, the machine builders at EMAG have shown their in-depth know-how and experience in one of the most important fields of industrial development, to compete for the “Energy Efficiency Award” from ZF. The result convinced decision makers at ZF and EMAG’s competition entry called “Energy-efficient Production Machines” has been honored as one of the “Top 5 Projects“. In fact, in this particular sector EMAG was the only machine builder honored. Before the competition as part of its “Year of Energy”, ZF contacted approximately 600 of its suppliers, inviting them to participate in the competition. From 30 eligible entries, the specialists in driveline and chassis technology picked the top five. These five companies were invited to present their particular approach to efficiency on September 13th at ZF, Saarbrücken.

Dr. Guido Hegener, Managing Director EMAG Salach Maschinenfabrik GmbH
EMAG has been focusing on energy efficiency for years
“We are very pleased to have received this award”, declared Dr. Guido Hegener, Managing Director of EMAG Salach, Maschinenfabrik GmbH. “It is an incentive for us to continue on the chosen path. Our focus has been on energy efficiency for years.” During his presentation Dr. Hegener highlighted the various developments at EMAG:
“We have established how much energy each component consumes and where the biggest potential for savings lies”, explained Wolfgang Rummel, Head of Control Technology Development and Design at EMAG Salach Maschinenfabrik GmbH. He also referenced the concrete measures taken: EMAG includes the most efficient components in their standard machine design – for instance hydraulic packs with greater efficiency, low-wattage valves and intelligent auto-standby circuitry.
At the end of his competition presentation Dr. Hegener introduced a new overall objective: the development of the “sustainable factory”. He suggested that in future the production – together with the building in which it is situated and its technological contents – will be evaluated as a single entity. In conclusion, he expresses his belief that the measures taken to reclaim and recycle energy can lead to a potential saving of up to another 40 percent.
 (text translation from above)
(text translation from above)
SAVINGS POTENTIAL PLATFORM 2
46.9% over existing machines
9.6% – optimization cooling systems
8.0% – hydraulics (e.g. DvP units)
6.9% – drive cooler with through-hole technology (only on Fanuc)
6.6% – reduced air seal, system pressure pneumatics
6.6% – standby circuitry
3.2% – IE2 motors (IE3 option)
1.9% – low-loss gear motors (option)
1.8% – frequency-controlled auxiliary drives (option)
1.7% – timed relief valves, flat-jet nozzles (options)
0.6% – low-wattage valves
53.1% – remaining machine consumption
At EMAG energy efficiency comes as standard.
Energy savings are implemented on the machines with Platform 2, as compared to similar earlier models = 46.9%.
For more information:
Kristal Kilgore
EMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: kkilgore@emag.com
Web: www.emag.com

The ELC 250 DUO – a compact laser welding cell for the machining of differential housings. The DUO variant features two spindles. The twin-station operation allows for cycle time-concurrent loading and unloading of the work spindles.
“From Dual-Clutch Transmission to the classic differential: modern transmission technology is a pivotal research sector in the automotive industry. With new materials and altered geometries, designers optimize the functionality of the different gearwheels. Furthermore, these wheels are required in ever larger quantities, owing to the fact that the number of speed-gears in many passenger cars is on the increase. The innovations that promote the effectiveness of the production processes being applied include, for example, laser welding. With their ELC series of machines, the specialists at EMAG have developed integrated solutions for the application of processes with high output rates. The company’s in-depth knowledge of the production processes used for many transmission components has added to its competency in machine development.
(See the video HERE)

Herr Dr Andreas Mootz is Managing Director of EMAG Automation GmbH, Heubach, and responsible for the development of the production laser welding technology.
A first glance at a typical transmission component makes it plain where the challenges lie: even a small wheel with integrated synchronous gearing represents a relatively complex design. To manufacture it efficiently and at the highest precision calls for the two different parts to be produced separately and subsequently joined in a joining+welding process. It is at this point in modern transmission manufacture that laser welding comes into its own”, explains Dr. Andreas Mootz, Managing Director of EMAG Automation. “The process allows you to concentrate a carefully dosed amount of the energy emitted by the laser beam on the welding point, minimizing possible warping, while still achieving high welding speeds.” Furthermore, the welding process from EMAG uses solid-state lasers of outstanding energy efficiency. Whereas a classic carbon dioxide laser will achieve an efficiency factor of just about eight percent, the EMAG specialists can rely on an efficiency factor of approximately 20 percent with their technology. In other words, the power used to achieve the same optical performance is noticeably less, with energy costs in the production department massively reduced.
Machining area of the ELC 160 Laser Welding Machine for the welding of gearwheels. On up to three stations, the wheel assembly is pre-heated, joined and laser welded.
Stationary welding device scores heavily
Similarly effective within the total process is the integration of different production sequences on the ELC system. For starters, the work spindle uses the pick-up principle to load itself. The components involved are then clamped and pressed together in the joining press. The clamping technology used ensures the highly accurate positioning of the components, providing ideal conditions for the welding process. The design of the stationary optic ensures great operating safety and optimal stability of both machine and welding process. Depending on the workpiece material, the components can be induction-preheated prior to the welding process and brushed after it – and whatever is required, the process is completed in a single setup. The complete joining+welding process for a gearwheel takes just 12 seconds. This ensures that the components for a differential are thus finish-welded within no more than 40 seconds.

Laser welding the differential housing and the crown gear has meant a weight reduction of 1.2 kg or 2.65 lbs for this assembly.
Laser welding leads to advances in lightweight construction
The differential housing, as an example, clearly shows the possibilities the laser welding technology opens up in the general development of vehicle production. For some time now, automotive companies have been replacing the screw-type connection between differential housing and crown gear with a welded seam. The result: the cost of materials reduces and the weight of the assembly falls by approximately 1.2 kg or about 2.65 lbs. “When looking at the advances made in lightweight construction in the automotive industry, this kind of savings means the world”, explains Dr Mootz.

Laser welding a synchronous wheel onto a gear. The new fibre laser on the ELC 160 cuts operating costs in half.
The customer benefits from practical knowledge
Seen in context, the welding specialists from EMAG Automation in Heubach, Germany are able to look back on a truly impressive history of success. Over 50 ELC systems have been sold in the last decade. All leading automobile manufacturers are using them. EMAG is a world leader in solid-state laser systems for the production of transmission and powertrain components. How did this success come about? “It is of decisive importance that we have at our disposal a large reservoir of know-how in the manufacture of these components. We understand the entire manufacturing process, from turning and grinding, and from welding right up to the concluding ultrasound testing process”, emphasizes Dr Mootz. “We can develop and construct the whole of the process chain. This significantly simplifies the planning of new production sites and the expansion of existing ones.“

Laser-welded gearwheel
General market development is positive
The general market development does play into the hands of the German machine builder: It is not only the successful dual-clutch transmission that ensures the need for more gears. Conventional transmission systems also tend to have more speed gears, as this reduces gas consumption and improves the driving comfort. “Having said that, we are offering a well proven welding technology that provides an energy-saving, high-precision manufacturing process and, at the same time, helps to advance lightweight construction and reduce production costs. This is no doubt a very successful and persuasive combination”, concludes Dr Mootz.

Joining a gear and a synchronous ring on the ELC 160.
For more information:
EMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: info@usa.emag.com
Web: www.emag.com
Attention: Peter Loetzner
Continue readingIncreasing demands made on precision and the push for the decrease of price of modern components is pushing traditional manufacturing processes. EMAG offers three production technologies that complement or replace traditional processes such as turning, milling and grinding.
PECM for nickel- and titanium-based alloys

The ECM process is used to deburr components only at the points where material needs to be removed, and without it having any mechanical or thermal impact on the workpiece.
With its PECM technology (Precision Electro-Chemical Machining) EMAG presents a production process that opens up completely new fields of application. PECM is a process for the machining of high-alloyed materials, such as nickel- and titanium-based alloys. The disadvantages of traditional metal cutting – tool wear, mechanical stresses, micro-fissuring caused by heat, oxidization layering and the need for subsequent deburring operations – are eliminated, because this process is a non-contact one without heat input. All electro-chemical machining processes are characterized by stress-free material removal, smooth transition points and surfaces without ridge formations.

The ECM process is used to deburr components only at the points where material needs to be removed, and without it having any mechanical or thermal impact on the workpiece.
The advantages that the PECM process provides for different branches of industry are best shown with the example of a turbocharger for the automotive industry. The electro-chemical process is one that can be used to effectively in the machining of many high-alloy components, especially those in the high-temperature sector of the turbocharger – it also offers a much shorter and very efficient process chain. The typical clean-up operations necessary when traditional machining processes are used – such as deburring after milling – are no longer necessary. PECM machining operations are burr-free. And there is hardly any tool wear. The result: downtimes are minimal, when compared to milling (which requires regular tool changes). The process as a whole is sturdier and less prone to errors. And another important factor that our example of the turbocharger shows: the superb surface finish of the PECM process, where Rz-values of 0.3 micron can be achieved.
Will camshafts ever again be made of a single piece?

Heat-shrink assembly of camshafts for small-power and passenger car engines.
Another highlight is EMAG’s heat-shrink assembly technology, a process that scores particularly well in camshaft production. The high degree of precision achieved with the joining process drastically reduces the number of cam profile grinding operations or – with the use of precision cams – avoids them altogether. Another benefit of the process is the ability to combine different materials in the construction of the shaft, such as forged cams (e.g. in 100Cr6) and sintered cams, which do not require regrinding. Accessory components, such as plugs and end pieces, can – like the shaft itself – also be made of better materials. This allows for the camshaft to be adapted to the requirements of the engine and to be optimized in load bearing capacity and manufacturing costs.
Operating costs reduced by 50 %

Operating costs are cut in half with the fiber laser on the new ELC 160 laser welding machine.
Production laser welding is already a highly productive process in the manufacturing of gearwheels. The use of diode-pumped solid-state lasers – such as disc or fiber lasers –reduces operating costs by up to 50%. EMAG has been involved with the use of solid-state lasers in the welding of powertrain components from an early stage and is considered a pioneer in the technology. EMAG again has fulfilled a promise to their users offering them the lowest possible cost-per-piece, by coming up with an innovative technology that brings true cost benefits.
For many applications, solid-state lasers allow welding without shielding gas. This not only reduces operating costs, it also avoids having to follow the annoying logistics imposed by the use of shielding and laser operating gasses. In many cases, the welding process can also be sped up considerably. This increases productivity and – through a reduction in energy input per unit length – reduces welding distortion, resulting in better component quality.
For more information:
Kristal Kilgore
EMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: kkilgore@emag.com
Web: www.emag.com
A walking tour of Rattunde’s unique tubemaking machinery, provided by company president for North America, Rick Stadler.
Click here to view the video.
Check out all the machining functions it can perform! Rattunde delivers ready to install products to the assembly line for its customers.
For more information, please contact:
Alec Banish
Vice-President / Business Development
Rattunde Corporation
4980 Kendrick St. SE
Grand Rapids, MI 49512
(616) 940-3340 x202
www.rattunde-corp.com
OR
Richard Stadler
President
Rattunde Corporation
(616) 940-3340
No. 893 is an 850ºF, electrically-heated walk-in oven from Grieve, currently used for heat treating parts on rollout shelves at the customer’s facility. Workspace dimensions of this oven measure 54” W x 72” D x 78” H. 80KW are installed in Incoloy-sheathed tubular elements to heat the oven chamber, while a 6000 CFM, 5-HP recirculating blower provides combination airflow to the workload.
This Grieve oven has 8” insulated walls comprising 2” of 1900ºF block and 6” of 10 lb/cf density rockwool insulation, plus an aluminized steel interior and exterior, top-mounted heat chamber and three rollout shelves, each 48” wide by 60” long and rated at 200 lbs.
Controls on No. 893 include a digital programming and recording temperature controller, manual reset excess temperature controller with separate contactors, recirculating blower airflow safety switch, SCR power controller and fused disconnect switch.
For more information, please contact: THE GRIEVE CORPORATION, 500 Hart
Road, Round Lake, Illinois 60073-2835 USA. Phone: (847) 546-8225. Fax: (847) 546-
9210. Web: www.grievecorp.com. Email: sales@grievecorp.com. Attention: Frank
Calabrese.
Continue readingATLANTA, Oct. 18, 2012 — Siemens Industry, Inc. today announced its plans to open an assembly and manufacturing plant as part of the company’s Drives Technologies Division, Mechanical Drives Business Unit. The 45,600 square-foot facility will be located in the city of Mauldin in Greenville County. Siemens anticipates opening the facility later this year.
“The new South Carolina geared motor facility will place the company and its products manufactured in South Carolina closer to machine builders and manufacturers in the Southeastern United States,” according to Doug Keith, President of Siemens Drive Technologies Division in the U.S.. “The announcement of this plant adds to Siemens ability to be a single-source provider of integrated drive train solutions for industry. Our portfolio of gears, motors, drives and automation is helping to lead a global transformation of the industrial and manufacturing sector, by increasing productivity and energy efficiency to the highest possible levels.”
The facility will assemble Siemens new Simogear family of geared motors, featuring helical, parallel shaft, and helical bevel gear units primarily used in modern conveyor systems often found in warehousing, logistics and distribution, airport baggage handling, automotive manufacturing and food and beverage processing.
Keith added that the site combined all of the necessary elements Siemens was seeking in a location, including proximity to transportation infrastructure, including interstates and ports, a highly skilled workforce with reputable educational institutions nearby, a green-minded community and a dedicated group of business partners.
“It’s a great day in South Carolina when a world-class company like Siemens chooses to locate new operations in our state. We celebrate the company’s decision to invest in South Carolina and create new jobs. Announcements like this show we are doing the right things to attract businesses from around the globe to our state,” said Gov. Nikki Haley.
Throughout the site selection process, Siemens officials worked closely with several entities that were instrumental in the decision to locate in Mauldin, including the State of South Carolina, Greenville County, the City of Mauldin and Laurens Electric Cooperative.
“It’s exciting to see a company like Siemens bring a new manufacturing operation to the Palmetto State. Every one of these jobs will have impact locally. Announcements like this are made possible by a strong team effort from state and local officials,” said Secretary of Commerce Bobby Hitt.
Local Siemens officials are currently working with readySC and Greenville Technical College on workforce development and training needs. Siemens plans to begin hiring in October and individuals interested in learning more may visit the Siemens career web site at www.usa.siemens.com/careers.
Siemens Mechanical Drives Business Unit manufactures mechanical and electrical drive equipment typically used in mechanical designs, including processing, transport and conveying systems, power generation and many off-shore applications. This portfolio particularly concentrates on gear technology, ranging from geared motors to industrial gear units and couplings as well as large gears for power stations and wind turbines. This portfolio of products and solutions are the mechanical foundation to Siemens’ Totally Integrated Automation (TIA) platform.
For more information visit: http://www.usa.siemens.com/answers/en/#683050?stc=usidt100004&sp_source=usidt100004.
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue readingAdvanced Machine & Engineering Co., (AME) Rockford, IL announces a new line of pneumatic rod locks. Advanced Machine & Engineering Co., a leading manufacturer of stand-alone and NFPA cylinder mount pneumatic rod locks since 1994, has now introduced the Amlok RLI, its fourth-generation power-off rod lock. This basic lock unit is in addition to the RLN and RCH, expanding the company’s rod lock product line. The RLI Metric (ISO 6431) series will complement the standard NFPA line. This fourth-generation lock is the culmination of 18 years of manufacturing and marketing of pneumatic and hydraulic rod locks.
The rod lock’s standard features include anodized aluminum construction, a heavy-duty clamp system and power-off clamping. The standard seal material is carboxylated nitrile.
The unit uses dry-filtered air, has a release pressure ranging from a minimum of 4 bar/60 PSI to a maximum of 8 bar/120 PSI. The operating temperature ranges from 10 degrees F to 180 degrees F. Maximum rod tolerance is +0.000 in./-0.002 in.
Rod lock options include stainless or electroless nickel-plated housing, viton seals, wiper scraper and sealed versions. The lock mounts to standard ISO 6431 cylinders or can be stand-alone using MXO, MF1, MF2 and MS1 mounting configurations.
The Amlok RLI is available in various sizes for rod diameters of 16mm, 20mm, 25mm, 32mm and 40mm and cylinder and bore diameters from 40mm to 160mm. Holding forces range from 200 lbs/890N to 2,450 lbs/11kN.
The RLI power-off pneumatic rod locks are particularly-well suited for holding applications in industries such as automotive, mobile, food, machine tool and military test, among others.
—
Advanced Machine & Engineering Co., located in Rockford, Ill., is a global manufacturer and distributor of precision machine components, fluid power components, fixturing/workholding, power drawbar and spindle interface components, and saw machines and blades. The company also designs and builds special machines for a variety of industries and provides machine rebuilding, retrofitting and contract manufacturing services. AME has partners and customers around the world and across the U.S.
For more information, visit www.ame.com or contact:
Tim Waterman
ADVANCED MACHINE & ENGINEERING CO.
2500 Latham St.
Rockford, IL 61103
Phone: 815-316-5277
Fax: 815-962-6483
E-mail: info@ame.com
Connect with AME online: ![]()
![]()
![]()
![]()
![]()
![]()
 Advanced Machine & Engineering Co., (AME) Rockford, IL announces the Fourth-Generation RLI Series Rod Locks. The new Pneumatic Series RLI (ISO 6431) Metric Rod Lock has been developed as a solution to control problems inherent to pneumatics – over travel, drifting, bouncing and reverse traveling. The AMLOK® Power-Off Rod Lock can be mounted to a cylinder, or as a stand alone unit.
Advanced Machine & Engineering Co., (AME) Rockford, IL announces the Fourth-Generation RLI Series Rod Locks. The new Pneumatic Series RLI (ISO 6431) Metric Rod Lock has been developed as a solution to control problems inherent to pneumatics – over travel, drifting, bouncing and reverse traveling. The AMLOK® Power-Off Rod Lock can be mounted to a cylinder, or as a stand alone unit.
The patented AMLOK® Type RLI is constructed of black anodized aluminum housing with a special piston and wedge locking mechanism actuated by multiple springs that mechanically lock the rod quickly and securely. The clamp is unlocked when air actuates the piston, compresses the spring and releases the locking device.

The optional sealed RLI Series design is suitable for food and wash down applications as well as pneumatic and hydraulic presses, scissor-lift tables, test and positioning equipment, amusement ride equipment, printing and paper handling equipment, theatrical equipment (platforms), assembly equipment, and machine tool applications.
Advanced Machine & Engineering Co., is a manufacturer located in Rockford, Ill., serving the Machine Tool Industry with precision components and accessories, including spindle interface components, workholding devices and, through our sister company, Hennig, machine enclosures, chip removal and filtration systems; the Fluid Power – Safety market with cylinder rod locks and safety catcher devices; and the Production Saw market with our AmSaw carbide saw machines and Speedcut blade products. AME has manufacturing partners and customers around the world and across the U.S.
For more information, visit www.ame.com or contact:
Tim Waterman
ADVANCED MACHINE & ENGINEERING CO.
2500 Latham St.
Rockford, IL 61103
Phone: 815-316-5277
Fax: 815-962-6483
E-mail: info@ame.com
Connect with AME online: ![]()
![]()
![]()
![]()
![]()
![]()
{kind=link}