
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Check out Cutting Tool Engineering’s coverage of EMAG’s VL 2 P at IMTS 2012 HERE.
Contact for press and publishers:
EMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: info@usa.emag.com
Web: www.emag.com
Attention: Peter Loetzner
Continue readingSkeppshult Gjuteri AB buys XL 2430 automatic matchplate molding machine from Hunter for cast iron cookware production
 SCHAUMBURG, IL — Hunter, the first name in automated matchplate molding machines, sand and mold handling equipment, announced today the sale of an XL 2430 molding machine to Skeppshult Gjuteri AB, a cast iron foundry in Skeppshult, Sweden, world-famous for its cast iron, no-stick cookware. By adding organic rapeseed oil to the raw materials used here, this cast iron foundry pioneered non-stick cookware from its beginnings in 1906, under the direction of founder Carl Andersson. Today, the company’s cookware is found in high-end restaurants and homes worldwide.
SCHAUMBURG, IL — Hunter, the first name in automated matchplate molding machines, sand and mold handling equipment, announced today the sale of an XL 2430 molding machine to Skeppshult Gjuteri AB, a cast iron foundry in Skeppshult, Sweden, world-famous for its cast iron, no-stick cookware. By adding organic rapeseed oil to the raw materials used here, this cast iron foundry pioneered non-stick cookware from its beginnings in 1906, under the direction of founder Carl Andersson. Today, the company’s cookware is found in high-end restaurants and homes worldwide.
The foundry, located on the Nissan River in southern Sweden, is the last remaining cast iron cookware production facility in Scandinavia. Skeppshult cookware and other household items carry a 25-year guarantee, owing to the quality of materials, production and craftsmanship provided by this manufacturer.
The Hunter XL 2430 is used at Skeppshult Gjuteri AB for the production of sand molds, the technology employed at this cast iron foundry.
This sale was made through the European office of Hunter in Milan, Italy and overseen by the director of European Operations for the company, Dr. Paolo Nazari. The local Hunter representative for this success was HYBE Maskin AB of Halmstad, Sweden.
ABOUT THE COMPANY
Hunter Foundry Machinery Corporation was founded in 1964 as Hunter Automated Machinery Corporation with the invention of the first gravity-filled automated matchplate molding machine. This development established the company’s history of innovation and launched the foundry industry into a new industrial revolution. Pioneered by William “Al” Hunter in his garage, the original HMP-10 machine streamlined the laborious metal casting process by offering foundries unimagined new production capabilities, producing as many molds in one hour as most had been able to produce in an entire day. As industry demands grew, Hunter responded with advanced solutions such as automated mold handling equipment and coresetters.
Now in its 50th year, Hunter Foundry Machinery Corporation’s inventions have earned nearly 150 patents around the world. With more than 1,800 molding machines and mold handling systems installed around the world, the Hunter sales and service reach extends from its manufacturing sites in North America, South America and China through its offices in the U.S., Europe, Brazil, India and Shanghai to every corner of the globe. Sales and technical support, as well as the company’s $12 million parts inventory, serve to maintain each machine’s original production capability, as well as Hunter’s preeminence in the world market.
FOR MORE INFORMATION, PLEASE CONTACT:
HUNTER AUTOMATED MACHINERY CORPORATION
2222 Hammond Drive Schaumburg, IL 60196
Phone: (847) 397-5110
Fax: (847) 397-8254
Email: info@hunterfoundry.com
Attention: Bill Hunter, CEO
Web: www.hunterfoundry.com
Connect with Hunter Foundry online: ![]()
![]()
![]()
Impact-assisted flask filling addition to Hunter’s new HLM and successful XL product lines, JetSlinger helps increase mold production up to 300 percent.
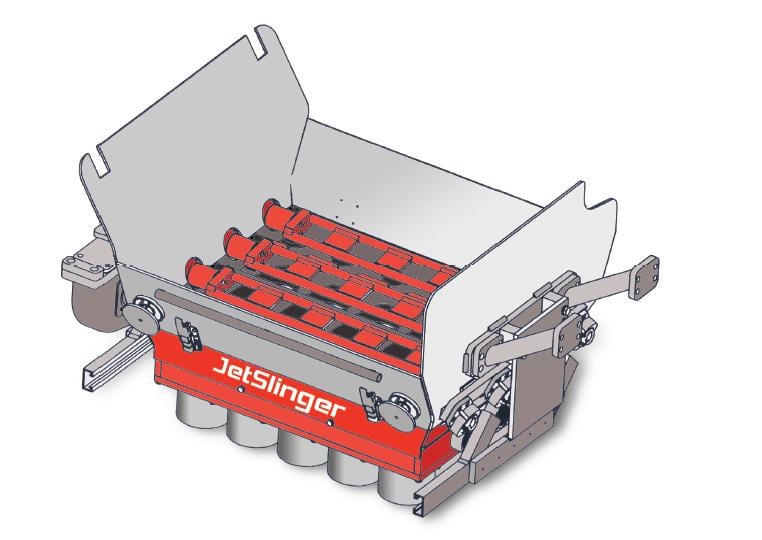 SCHAUMBURG, IL — JetSlinger™, the newest add-on to industry innovator Hunter Foundry Machinery Corporation’s latest products, helps ensure improved pattern definition, as well as uniformity of mold hardness and surface integrity. The product, which shipped earlier this year, will be viewable at Cast Expo 2013 Booth #473. JetSlinger™ is an available option for the new Hunter HLM linear-motion machine, as well as a retrofit option for the company’s XL automated matchplate molding machines.
SCHAUMBURG, IL — JetSlinger™, the newest add-on to industry innovator Hunter Foundry Machinery Corporation’s latest products, helps ensure improved pattern definition, as well as uniformity of mold hardness and surface integrity. The product, which shipped earlier this year, will be viewable at Cast Expo 2013 Booth #473. JetSlinger™ is an available option for the new Hunter HLM linear-motion machine, as well as a retrofit option for the company’s XL automated matchplate molding machines.
The JetSlinger™ is an air amplification apparatus based on the Venturi principle that accelerates sand into the cope and drag flasks on these Hunter machines. It creates a powerful vacuum and jet exhaust that draws sand mixtures through an array of nozzle assemblies built into a manifold mounted directly below Fillaerator blades, then slings them into a flask. It was invented by company president Bill Hunter. The JetSlinger™ design holds U.S. Patent Number US7819168B2, one of nearly 150 domestic and international patents granted to Hunter since its founding in 1964.
Key features and benefits of JetSlinger™ include:
“In contrast to the conventional blow fill machines, no shroud, seals or vented flask assemblies, nor is the usual attendant maintenance required,” according to company president Bill Hunter. “Furthermore, JetSlinger™ allows foundries far greater flexibility, as well as the access needed to produce various castings with the use of chaplets, ram-up cores and exothermic risers,” he adds.
With its perpendicular fill, this impact-assisted device produces molds more quickly and with substantially improved surface quality, owing to the powered pre-compaction of the sand. This action results in greater uniformity of mold density and wall hardness, without sacrificing the accessibility and flexibility of a gravity fill machine. Additionally, the JetSlinger™ achieves a flask filling operation that compensates for the types of mold quality limitations that are often caused by the flowability of the sand and pattern configuration during the high-pressure squeeze cycle. The basic operation of the JetSlingerTM is as follows:
1) Sand mixture is loaded into a hopper
2) Hopper gates open
3) Rotating Fillaerator blades aerate the mixture
4) Mixture is delivered into the Venturi action air acceleration manifold
5) Mixture under pressure dispersed (slung) through 20 nozzles into the flask
6) Flask fills with pre-compaction around pattern plate.
Click HERE to see the JetSlinger™ in action!
ABOUT THE COMPANY
Hunter Foundry Machinery Corporation was founded in 1964 as Hunter Automated Machinery Corporation with the invention of the first gravity-filled automated matchplate molding machine. This established the company’s history of innovation and launched the foundry industry into a new industrial revolution. Pioneered by William “Al” Hunter in his garage, the original HMP-10 machine streamlined the laborious metal casting process by offering foundries unimagined new production capabilities, producing as many molds in one hour as most had been able to produce in an entire day. As industry demands grew Hunter responded with advanced solutions such as automated mold handling equipment and coresetters.
Now in its 50th year, Hunter Foundry Machine Corporation’s inventions have earned nearly 150 patents around the world. With more than 1,800 molding machines and mold handling systems installed around the world, Hunter’s sales and service reach extends from its manufacturing sites in North America, South America and China through its offices in the U.S., Europe, Brazil, India and Shanghai to every corner of the globe. Sales and technical support, as well as the company’s $12 million parts inventory, serve to maintain each machine’s original production capability, as well as Hunter’s preeminence in the world market.
FOR MORE INFORMATION PLEASE CONTACT:
HUNTER FOUNDRY MACHINERY CORPORATION
2222 Hammond Drive – Schaumburg, Illinois 60196-1094 – USA
Phone: +1 847 397 5136
info@hunterfoundry.com
www.hunterfoundry.com
Attention: Bill Hunter, CEO
New technology provides safer, cleaner work environment, as well as cost savings, for foundries by capturing and recycling unused pattern spray.
SCHAUMBURG, IL — Hunter, the first name in automated matchplate molding machines and mold handling equipment, announced today the introduction of its new CESAR™ vacuum pattern spray recovery system. The CESAR system will be made available to the world market at the company’s Cast Expo 2013 Booth #473, where it will be mounted on Hunter’s new HLM-10 linear motion molding machine. CESAR will run throughout Cast Expo 2013, one of the foundry industry’s leading events, being held April 6-9th at America’s Center in St. Louis, MO.
According to Hunter Foundry Machinery Corporation president and CEO Bill Hunter, who invented the system, “CESAR” stands for Contain, Evacuate, Separate And Recover. “This relates to the proper disposition of pattern spray typically used in sand molding operations, to act as a release agent between the mold and the pattern plate,” Hunter said. “We invented it in response to our customer’s needs, in recognition both of modern foundry and global environmental standards and to help improve their return-on-investment (ROI).
In operation, the closed-loop CESAR System from Hunter executes the following:
Most typical molding machines include a spray head positioned in the sand filling station and a spray evacuation device positioned near the rotary cradle or the spray head. The spray is then dispersed onto the pattern plate as it enters the rotary cradle. But uncontained, excess spray can go onto other parts, as well as into the foundry atmosphere. This is why Hunter created its new CESAR System.
“In our new CESAR System the evacuation device – a slotted tube on the circumference of the rotary cradle – connects to an inline vacuum pump. Then, a cyclonic separator and water separator capture release agent vapor from the air collected in the tube,” Hunter stated, adding that CESAR provides a cleaner, safer working environment in the sand foundry while providing not only substantial savings to a foundry’s operation but also a positive environmental benefit to that foundry’s “green” initiative.
ABOUT THE COMPANY
Hunter Foundry Machinery Corporation was founded in 1964 as Hunter Automated Machinery Corporation with the invention of the first gravity-filled automated matchplate molding machine. This established the company’s history of innovation and launched the foundry industry into a new industrial revolution. Pioneered by William “Al” Hunter in his garage, the original HMP-10 machine streamlined the laborious metal casting process by offering foundries unimagined new production capabilities, producing as many molds in one hour as most had been able to produce in an entire day. As industry demands grew Hunter responded with advanced solutions such as automated mold handling equipment and coresetters.
Now in its 50th year, Hunter Foundry Machine Corporation’s inventions have earned nearly 150 patents around the world. With more than 1,800 molding machines and mold handling systems installed around the world, Hunter’s sales and service reach extends from its manufacturing sites in North America, South America and China through its offices in the U.S., Europe, Brazil, India and Shanghai to every corner of the globe. Sales and technical support, as well as the company’s $12 million parts inventory, serve to maintain each machine’s original production capability, as well as Hunter’s preeminence in the world market.
FOR MORE INFORMATION PLEASE CONTACT:
HUNTER AUTOMATED MACHINERY CORPORATION
2222 Hammond Drive Schaumburg, IL 60196
Phone: (847) 397-5110
Fax: (847) 397-8254
Email: info@hunterfoundry.com
Attention: Bill Hunter, CEO
Web: www.hunterfoundry.com
Connect with Hunter Foundry online: ![]()
![]()
![]()
Expanding its pioneering position as the industry’s preeminent innovator, this new corporate name reflects the company’s single focus and dedication.
 SCHAUMBURG, IL — Hunter, the first name in automated matchplate molding machines and mold handling equipment for the foundry industry, is celebrating its 50th year in a very special way. President and CEO Bill Hunter is announcing the company’s new name: Hunter Foundry Machinery Corporation. The company will be at Booth #473 throughout Cast Expo 2013, April 6-9th at America’s Center in St. Louis, MO. The company is also introducing its new HLM Series automated matchplate molding machines, which are based on Bill Hunter’s newly patented linear motion technology.
SCHAUMBURG, IL — Hunter, the first name in automated matchplate molding machines and mold handling equipment for the foundry industry, is celebrating its 50th year in a very special way. President and CEO Bill Hunter is announcing the company’s new name: Hunter Foundry Machinery Corporation. The company will be at Booth #473 throughout Cast Expo 2013, April 6-9th at America’s Center in St. Louis, MO. The company is also introducing its new HLM Series automated matchplate molding machines, which are based on Bill Hunter’s newly patented linear motion technology.
Founded in 1964 as Hunter Automated Machinery Corporation, the company’s reputation as a global foundry equipment leader has built steadily, beginning with its creation of the first truly automated matchplate molding machine developed by the company founder, the late William Allan “Al” Hunter. Since that time it has expanded into linear and rotary mold handling lines, sand handling, preparation and testing equipment, and more.
“Ever since my father founded our company nearly 50 years ago, our reputation has been built on the successful development of new products and technologies for the global foundry industry. It has been our privilege to serve this industry with the latest innovations, as was my father’s vision, ever since,” said Hunter.
“As an inventor, his primary focus was pioneering the automation of matchplate molding and mold handling processes to facilitate our industry’s most backbreaking tasks,” Hunter observed, adding, “As an entrepreneur, he named our company Hunter Automated Machinery Corporation to reflect a potential for creating forward-thinking solutions for other industries, as well.”
“Today we’re looking both at our history and ahead, to our legacy of innovation within the foundry industry,” Hunter stated. “Accordingly, we are announcing at Cast Expo 2013 the renaming of our company to Hunter Foundry Machinery Corporation, as a reflection of our single-focus past, present, and future exclusively within this industry,” he noted.
According to Hunter, the company has always been 100% dedicated to the foundry market. “It’s not only our business focus, it’s our inspiration,” he said. “The great people in this industry motivate our company to constantly and tirelessly pursue better ideas, technologies and production solutions for foundries worldwide. Our new name is a clear reflection of our business now, more than ever.”
The company’s introduction of the first gravity-filled automated matchplate molding machine established its history of innovation, and launched the foundry industry into a new industrial revolution. Its original HMP-10 machine streamlined the laborious metal casting process by offering foundries unimagined new production capabilities, producing as many molds in one hour as most had been able to produce in an entire day. As industry demands grew Hunter responded with advanced solutions such as automated mold handling equipment and coresetters.
Hunter’s inventions have earned the company nearly 150 patents around the world. With more than 1,800 molding machines and mold handling systems installed around the world, Hunter’s sales and service reach extends from its manufacturing sites in North America, South America and China through its offices in the U.S., Europe, Brazil, India and Shanghai to every corner of the globe. Sales and technical support, as well as the company’s $12 million parts inventory, serve to maintain each machine’s original production capability, as well as Hunter’s preeminence in the world market.
FOR MORE INFORMATION PLEASE CONTACT:
HUNTER AUTOMATED MACHINERY CORPORATION
2222 Hammond Drive Schaumburg, IL 60196
Phone: (847) 397-5110
Fax: (847) 397-8254
Email: info@hunterfoundry.com
Attention: Bill Hunter, CEO
Web: www.hunterfoundry.com
Connect with Hunter Foundry online: ![]()
![]()
![]()
New HLM-10 Linear Motion Machine, First of Hunter’s New Product Line, Unveiled at Cast Expo 2013
Minimizing maintenance while promoting stability, HLM Series combines and integrates magnetically coupled rodless cylinders and linear bearings for movements of squeeze platen, cope flask, sand measuring hopper, and other components on machine. Separation of hydraulic power system facilitates maintenance, while linear motion-operated, programmable access doors maximize operator protection. Linear motion machine also features CESAR™ vacuum pattern spray recovery system.
See the HLM in action HERE!
Hunter Demos JetSlinger™ Air-Amplification Product At Cast Expo 2013
JetSlinger™, the newest add-on to industry innovator Hunter Foundry Machinery Corporation’s latest products, helps ensure improved pattern definition, as well as uniformity of mold hardness and surface integrity.
JetSlinger™ is an available option for the new Hunter HLM linear-motion machine, as well as a retrofit option for the company’s XL automated matchplate molding machines. It is an air amplification apparatus based on the Venturi principle that accelerates sand into the cope and drag flasks on these Hunter machines.
See the JetSlinger™ in action HERE!
FOR MORE INFORMATION PLEASE CONTACT:
HUNTER AUTOMATED MACHINERY CORPORATION
2222 Hammond Drive Schaumburg, IL 60196
Phone: (847) 397-5110
Fax: (847) 397-8254
Email: info@hunterfoundry.com
Attention: Bill Hunter, CEO
Web: www.hunterfoundry.com
Connect with Hunter Foundry online: ![]()
![]()
![]()
Ann Arbor, Michigan – GMTA (German Machine Tools of America) represents various top-quality German metalworking machine builders, including Profilator, Pittler, Praewema and WMZ. These machines are sold to the North American market by GMTA primarily for gear and spline production, as well as other power transmission applications. The company’s target markets include automotive, off-highway, OCTG and other heavy equipment manufacturing. Machines are provided for gear honing, gear grinding, Scudding®, polygon milling, turning, gear tooth pointing and multiple machining operations.
In the news…
-DVS, the parent company of Pittler, Praewema and WMZ in Germany, has plans to expand its North American operations, owing to the success achieved with GMTA in this market
-Scudding® technology, pioneered by Profilator, continues to impact the North American gear and spline markets, due to its superior performance compared to other methods of production; several competitors trying to offer it, proving that indeed, “Imitation is the sincerest form of flattery.”
-The renovation of the GMTA facility in Ann Arbor, Michigan is now complete with plans in the works for future expansion of the campus. Additional floorspace, showroom capacity and training facilities, plus more personnel, are planned, according to company VP Scott Knoy.
-Now in final runoff with anticipated start-up in June, GMTA has provided eight machines (16 spindles total) for the advanced cylinder lining program to the Caterpillar operation in Mapleton, Illinois; project for GMTA valued at $15,000,000
-Order received from Chrysler for Phase III transmission line at IPT1 in Indiana
-GMTA and DVS will have joint booth space, considerably expanded, at IMTS 2014
For more information on this announcement, please contact:
GMTA (German Machine Tools of America)
4630 Freedom Drive
Ann Arbor, MI 48108
Phone: 734-973-7800
Fax: 734-973-3053
Web: www.gmtamerica.com
Email: scott@gmtamerica.com
Attention: Scott Knoy, VP
Connect with GMTA online: ![]()
![]()
![]()
![]()
Grieve Corporation introduces No. 821, a 650°F electric inert atmosphere walk-in oven, currently in use for annealing plastic rods at a customer’s facility.

Workspace dimensions inside this unit measure 36” wide x 156” deep x 48” high. 80 kW power is installed in Incoloy sheathed tubular heating elements, while a 7800 CFM, 5 HP recirculating blower provides horizontal airflow across the workloads.An aluminized steel exterior and interior are featured on this unit, which also includes 5” thick insulated walls throughout.
Special construction for inert atmosphere processing includes all the following components: pressure regulator, flowmeter, pressure gauge, internal high-temperature gasketing, bellow-type doorway seal, 1/2” thick cellular silicone rubber atmosphere seal, blower shaft seal, positive latching door hardware, adjustable offset door hinges, outlet with pressure relief, interior seams welded gas-tight and all wall penetrations equipped with compression fittings.
An additional 1500 CFM blower is furnished to pull air through an air jacket on the inner oven for cooling. An oxygen analyzer, 0-5% range, is also provided on this oven.
A flatbed loading truck with 3500 lb. capacity and integral channel support sides, plus a transfer dolly with oven-to-dolly and dolly-to-truck latches, was also provided to the customer.
This entire package was completely designed, engineered, built and fully tested by Grieve.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
No. 838 is a 500oF gas-fired belt conveyor oven from Grieve, currently used for heating and curing battery cans at a customer’s facility.

Workspace dimensions of this oven measure 30” wide x 25’ deep by 18” high, with 4’ long open belt loading and unloading zones at each end. A 10,000 CFM, 7 ½-HP recirculating blower provides vertical downward airflow to the load, while a 350,000 BTU/HR modulating natural gas burner provides heat to the workspace.
No. 838 features a 24” wide, B-42-24-16 balanced weave conveyor belt with roller chain edge drive, powered by a 1/3-HP motor drive with variable speeds from 5-100 ipm.
This Grieve conveyor oven has an aluminized steel interior and exterior, with 4” insulated walls throughout. Side doors allow access to the entire workspace.
All safety and control equipment required by IRI, FM and NFPA Standard 86 for gas-heated equipment is on-board this unit, including a 325 CFM, 1/3-HP powered forced exhauster.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
No. 845 is a 150oF electrically-heated drawer oven from Grieve, currently used for curing printing plates at a customer’s facility.
 Workspace dimensions inside this oven measure 88” wide x 63” deep x 60” high. 80KW installed in Incoloy-sheathed tubular heating elements provide the heat, while a 6,000 CFM, 5-HP recirculating blower furnishes horizontal front-to-back airflow across the workloads.
Workspace dimensions inside this oven measure 88” wide x 63” deep x 60” high. 80KW installed in Incoloy-sheathed tubular heating elements provide the heat, while a 6,000 CFM, 5-HP recirculating blower furnishes horizontal front-to-back airflow across the workloads.
This Grieve drawer oven features 4” insulated walls, aluminized steel interior and exterior, plus an access door to the heat chamber for maintenance. Eight drawers, 84” wide x 54” long x 1” high, are each rated for 50 lb. loading. Explosion venting panels are built into the oven roof.
Safety equipment is on-board this Grieve oven to handle 1.34 gallons of flammable solvents, including a manual reset excess temperature controller, back-up heating element relay, separately powered forced exhauster, exhauster airflow safety switch, recirculating blower airflow safety switch and purge timer.
The drawers on the No. 845 open to extend 40” in front of the oven to accommodate the large workpieces involved in this particular application.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP