
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Straight and angle head styles available for all popular machine tools; now offered on all tools in company’s current line
Heimatec, a world leader in live tools, angle and multi-spindle drill heads, today announces immediate availability of its newest development, a coolant-thru feature on all the company’s current line items.
Coolant-thru technology is often the answer for faster, cleaner cutting on larger and deeper parts, where the chips and excess heat build-up are significant challenges. Heimatec now offers high-pressure coolant-thru designs up to 1000 psi on straight and 2000 psi on angle head tools.
Company president Preben Hansen comments, “Production drilling should almost always be done with internal coolant tools and this development means we’ll be able to satisfy more customer needs in that area.”
A full range of styles and pressures is available immediately, according to the company.
Heimatec literature is offered, fully detailing all products available, both with and without this coolant-thru feature.
For further information and literature, or to arrange a demo on this new line, please contact:
Preben Hansen, President
HEIMATEC INC.
16 E. Piper Lane Suite 129
Prospect Heights, IL 60070
Phone: 847-749-0633
Fax: 847-749-2445
Email: info@heimatecinc.com
Website: www.heimatecinc.com
Connect with Heimatec Inc: ![]()
![]()
![]()
![]()
![]()
Fond du Lac, Wisconsin tooling supplier and metal stamper uses press and diework relationship with Heim to further develop its business, enter new markets and prosper

Deep draw gear cover entirely produced by Ultratech, ready to assemble at Amarillo Gear

Covers for Corvette brake assemblies made by Brembo
Ultratech Tool & Design Inc. (Fond du Lac, Wisconsin) began as a tool shop in 1990 (happy 25th anniversary!), serving the small engine manufacturing sector, Over the course of the past seven to ten years, the company has been supplying stampings from its 32-ton to 600-ton presses, with products ranging from simple washers to complex automotive and aerospace components. As President Bill Melang notes, “We took the tooling expertise we had from the start and built the business around it. This approach gave us the ability to see our customers’ challenges from the inside and help them find better solutions for their own production.” Major manufacturers in industries such as automotive, consumer goods, electrical products and aerospace populate the ranks of Ultratech’s North American customer base.

GM Sierra dust shields
All jobs begin here with the tool design. Ultratech uses Solidworks and Logopress software to produce its designs, then interacts with its customers in that fluid exchange of ideas, engineering suggestions and production fine tuning that creates the finished product. That product is made entirely in-house at Ultratech on the latest CNC machines and CMM test equipment. Melang comments, “We try our best to stay ahead of the competition with our machine tools and design protocols, using the best technology available in the market.” Sensor selection on the dies, for example, is performed in the shop’s sensor lab, where simulation of the die-in-press scenario translates to a tool that is less likely to crash, plus Ultratech produces dies with complex in-die tapping and nut/stud insertion capabilities, as well as lamination dies.

Welding operations
Out on the production floor, another key reason for the shop’s success stands at the center of the operation. Back in 2002, according to Melang, the company formed a working relationship with The Heim Group (Chicago, Illinois), buying their first Heim press. Today, there is an 80-ton Heim OBS with 5000 lb. feed line, plus a 500-ton Heim Maxi-Stamper with 10,000 lb. feed and a 600-ton Heim Maxi-Stamper with 20,000 lb. feed. Complementing this equipment is a full resistance welding, heat treating and assembly cell operation. Ultratech also supplies its customers a range of finishing and part coating options to facilitate ready-to-assemble requirements.

PEM riveting operations
Describing the partnership his company enjoys with Heim, Bill Melang observes, “Back in 2002, we bought our first Heim press. It was an older machine and Heim helped us with a rebuild. Since that time, we’ve developed a value-adding relationship with Heim, as they’ve provided us considerable assistance with press utilization and maintenance advice, while I think we’ve also been helpful to them with die design ideas.”
Heim President Katie Heim further comments, “Our relationship with Ultratech has benefited both our companies, over the years. As our industry knows, the die dictates the press and we’ve worked closely with Bill and his team, as this particular customer’s knowledge of die design and performance characteristics in the press has created a real synergy with our engineers, who bring decades of press design and die handling mechanics to the task. The fact that Ultratech also has some of the nicest people in the industry, starting with Bill, is the icing on the cake, so to speak,” Katie remarks.

Galvanized stakes for hold downs on a satellite receiver
This American-made press builder, Katie notes, is quite often asked for a turnkey system of press, die and coil handling equipment, including complex die and part handling mechanisms, in a single package. She observes, “The knowledge we’ve shared with and acquired from Ultratech has made us both stronger players in the market today.” She added that the decline in the workforce numbers and equipment manufacturers based in America has created the need for companies such as Heim to be more pro-active in the turnkey area, as customers today seek this assistance on a much more frequent basis than previously occurred.

Heim 80-ton stamping press at Ultratech
Katie Heim is third generation owner of the business, which has built presses in Chicago for nearly 70 years and today boasts over 55,000 machines in the global stamping market.
Heim produces presses to 1000 tons and also supplies coil handling, part transfer mechanisms and complete die systems in turnkey packages for customers worldwide.
Ultratech is an ISO 9001:2008 certified supplier and is currently advancing to the TS automotive specification that will enhance the company’s involvement as a supplier to that industry. The shop employs 25 people, including the next generation, as Bill Melang’s son is in the business and has recently completed a plant expansion of 30,000 square feet.
Lastly, Bill Melang mentioned the assistance he’s received from Jack Best and Tony Mase at Heim. “There isn’t a single question we’ve thrown their way that went unanswered. They do what they say they’ll do and that gives us great confidence in their abilities to handle our very fast-paced variety of needs for presses and support engineering.”
For more information on this story, please contact:
Bill Melang, President
ULTRATECH TOOL & DESIGN INC.
1210 Scott Street
Fond du Lac, WI 54936-0548
Phone: 920-922-0257
www.ultratechtooldesign.com
bmelang@ultratechtooldesign.com
OR
Katie Heim, President
THE HEIM GROUP
6360 W. 73rd St.
Chicago, IL 60638
Phone: 08-496-7400
www.theheimgroup.com
katie@theheimgroup.com
 Grieve Corporation introduces No. 818, a 1000°F high-temperature universal oven, currently in use for cleaning and heat treating fuel nozzles at a customer’s facility.
Grieve Corporation introduces No. 818, a 1000°F high-temperature universal oven, currently in use for cleaning and heat treating fuel nozzles at a customer’s facility.
Workspace dimensions inside this unit measure 24” wide x 36” deep x 24” high. 24kW power is installed in Incoloy sheathed tubular heating elements. A 1000 CFM, 3/4 HP recirculating blower provides a front-to-back horizontal “universal” airflow to completely surround the workload.
This Grieve oven features 8” thick insulated walls, an aluminized steel interior and exterior, plus inner and outer door gaskets. The inner gasket seals directly against the door plug, while the other gasket seals directly against the front face of the oven for optimum seal integrity. The unit accommodates up to seven shelves on 3” centers.
Standard equipment includes a digital indicating temperature controller, manual reset excess temperature controller with separate heating element control contactors, a recirculating blower airflow safety switch and a UL Listed control panel, top-mounted to minimize floor space requirements.
All standard universal ovens by Grieve meet the requirements of National Fire Protection Association Standard 86, Industrial Risk Insurers, Factory Mutual and OSHA Standards.
This unit was entirely designed, engineered, built and full tested by Grieve.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
Longtime market leader in all-electric injection presses NIIGATA will introduce two new machines to the market at the upcoming NPE in Orlando, March 23-27.
Visit NIIGATA at NPE Orlando, Booth W-1363, March 23rd-27th with a free guest pass.
NEW: NIIGATA all-electric MDVR110S7000 (Vertical IMM with 2-station rotary table)
NIIGATA introduced the world’s first all-electric vertical IMM in 1996 and its latest model, the S7000, capitalizes on NIIGATA’s long history and 100% focus on making all-electric machines.
Highlights of the new MDVR110S7000 include:
~While many vertical machines have high table heights, forcing the customer to build a work platform around the machine, the NIIGATA patented vertical toggle system allows lowering the table height on this 110-ton model to just 3.4 feet from the ground, including leveling pads.
~The machine has a wider table than standard verticals, allowing larger molds to be placed on the platen. The MDVR110S7000 boasts a mold size capacity of 500mm x 500mm (33.64” x 33.64”).
~Fast table rotation of under 1 second.
~Ultra low-speed injection can be beneficial in molding thicker walled insert jobs. NIIGATA boasts an ultra low-speed capability of just .01 mm/sec injection speed.
~With a 2-station machine running separate “A” and “B” mold halves, a molder can often encounter problems with differences in mold halves causing part variations. With the NIIGATA Vertical, two completely independent injection profiles can be set for the “A” and “B” halves, allowing the molder to finish the job without making expensive and time consuming mold repairs or adjustments.

Niigata MD110S7000 horizontal all-electric injection press, NPE Booth W-1363
NEW: NIIGATA MD110S7000 horizontal all-electric IMM
Having introduced our first fully-electric machine at the Japan Plastics Fair in 1984, NIIGATA has devoted 100% of its R&D resources toward improving all-electric molding machine technology. Using the Japanese Kaizen system, we are now introducing our 7th generation of the all-electric machine, built entirely in Japan to tough quality standards.
A few NEW features of the MD110S7000 all-electric IMM include:
~Elimination of moving platen’s lower side tie bar bushings to improve the cleanliness of the part drop area.
~Addition of an FDA-approved grease supply system that allows medical cleanroom and food grade applications with fewer worries about part contamination.
~NIIGATA’s standard high nozzle touch force, similar to that of the hydraulic machines, can now be dialed down when the application allows, to promote longer sprue bushing life.
~Fully automatic and adjustable mold clamping force is continuously monitored by tie bar sensors.
~NIIGATA’s horizontal machines boast the industry’s shortest footprint, but heaviest overall weight to provide superior machine durability.
Also in the Niigata booth…
NIIGATA MD385W6000 all-electric IMM:
NIIGATA’s “workhorse machine”, the MD385 is being exhibited running a drink cup mold provided by a customer, together with an impressive IN-MOLD LABELING SYSTEM manufactured by Campetella of Italy. See and learn more about the MD385 HERE and at the show!
Also running during the show…
NIIGATA MD55S6000 all-electric IMM:
NIIGATA’s small size all-electric press will be exhibited at the booth of LUBE Corp. USA ( #W-2389). This machine will have clear covers, highlighting the automatic lube system of the machine. ( http://lube-global.com/english/)
Don’t forget! NPE, Booth W-1363
For more information on all these developments, please contact:
Peter Gardner
Vice President Sales and General Manager
NIIGATA Operations North America
DJA Global Group
939 AEC Drive
Wood Dale, IL 60191
Phone: 630.875.0202
Fax: 630.361.6060
E-mail: peter.gardner@niigata-us.com
Website: niigata-us.com
Connect with NIIGATA online: ![]()
![]()
![]()
![]()
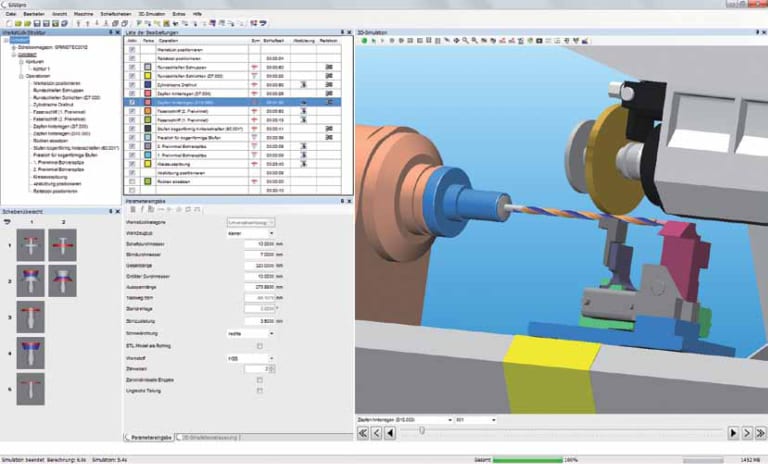
Available from German Machine Tools of America, the Präwema SynchroFine 205 HS gear honing machine features direct-driven, digitally controlled spindles for the tool and the workpiece, enabling precise, rigid synchronization
Ann Arbor, Michigan – Now available from German Machine Tools of America (GMTA), the Präwema SynchroFine 205 HS gear honing machine features direct-driven, digitally controlled spindles for the tool and the workpiece, enabling precise, rigid synchronization. The Präwema Honing gear finishing process produces quality comparable to grinding results for spur and helical gears, as well as shafts. The machine’s software checks the stock allowance and workpiece runout and then optimizes the X-axis approach distance. Measuring the workpiece does not affect the cycle time and the process can reduce cycle times by 3 to 5 sec.
The machine features a pick-up design to enable automation. The workpieces and dressing tools are loaded and unloaded by the workpiece spindle. The large X-axis travel enables placement of additional stations adjacent to the loading/unloading station inside the machine, such as a two-flank roll-checking device. External robots and conveyor systems can also be integrated by GMTA engineering.
The honing machine is constructed on a natural granite bed to promote stability and control thermal fluctuations. The X and Z axes are equipped with linear motor drives. The cutting tool is clamped with a hydraulically operated system and the tool spindle can be swiveled into a vertical position, enabling easy access. Additional options are available for machining over-sized drive shafts as long as 850 mm and the Präwema SynchroFine 205 HS-D model, equipped with two spindles, is offered for further reduction of cycle times.
For more information on this announcement, please contact:
GMTA (German Machine Tools of America)
4630 Freedom Drive
Ann Arbor, MI 48108
Phone: 734-973-7800
Fax: 734-973-3053
Web: www.gmtamerica.com
Email: scott@gmtamerica.com
Attention: Scott Knoy, VP
Connect with GMTA online: ![]()
![]()
![]()
![]()
5-axis cnc grinder with extended x-y axis paths plus two aux slides for workpiece clamping
Equipped with unique SIGSpro software system to allow full 3D simulation on the HMI or offline for more accurate quotes, complete cycle validation

New Schütte 325linear cylindrical grinding system features extended x-y paths plus two auxiliary slides
Schütte (Jackson, Michigan) today announces the introduction of its new 325linear machine, a 5-axis CNC grinder with extended x- and y-axis movement plus two auxiliary slides for workpiece clamping and improved grinding wheel guidance over the entire machining envelope. Micro tools, gun drills, hob cutters and complex geometries can be accommodated on this new machine, which operates in the range of 2500-4000 rpm, typically. The additional second auxiliary slide enables the 325linear to utilize tool guidance, part support, tailstock or workpiece pallets in operation. This new Schütte machine further expands the user’s automation possibilities, as it also offers significant advancements in wheel change and robotic workpiece handling.
Specifically, on the a-axis, a user can install collet chucks, hydraulic expansion chucks or multi-range chucks. With the automated collet changer on the machine, workpieces with different diameters can be clamped with high concentricity in the unmanned loader station. The Schütte a-axis configuration on this machine also permits position-oriented clamping of non-rotationally symmetrical workpieces. In this way, sequential workpieces with various roughing and finishing requirements can be preset on the machine for continuous processing.
SIGSpro (Schütte Integrated Grinding Software) enables full 3D simulation of the entire cycle, either on the HMI or offline, for improved estimating and safety concerns
Likewise, this new Schütte grinding system offers scalable automation, with a 140-position tool changer, 5-24 grinding wheel magazine and a flexible robotic tool gripper for changing the smallest micro tools as available options. The same base machine can be utilized for continuous production of a single part in a work cell setup or used for sequential one-off work, as needed.
The 325linear features a universal rotation a-axis with a high level of concentricity (<0.0001º resolution) and pitch accuracy, while the xyz-axis resolution is maintained at
The machine is offered with the proprietary SIGSpro (Schütte Integrated Grinding Software) as the programming interface, allowing users to assign clamping options for each grinding operation being performed. When the support and tool guidance system are used, preset distances from the grinding wheel to the workpiece can be defined and held constant. In the 3D mode, all cycle steps can be simulated, controlled and optimized for exact estimating, collision avoidance and even external workstation integration with the other workpieces.

Optional robotic handling, wheel changing and tool magazines allow the same machine scalable automation in use
All motion control on this new grinder is maintained on a Siemens 840D sl CNC with compatible drive technology.
This new Schütte 325linear grinding machine is available for viewing at the company’s North American headquarters in Jackson, Michigan, as well as a number of the upcoming trade shows in 2015.
For further information, please contact:
SCHUTTE MSA, LLC
4055 Morrill Road
Jackson, MI 49201
Phone: 517-782-3600
www.schutteusa.com
rfq@schutteusa.com

975 for heating metal parts | Grieve Corporation
No. 975 is a 1250ºF (676ºC), electrically-heated cabinet oven from Grieve, currently used for heating metal parts to remove deposits at the customer’s facility. Workspace dimensions of this oven measure 50” W x 50” D x 50” H. 160 kW are installed in Incoloy-sheathed tubular elements to heat the oven chamber, while a 6000 CFM, 5 HP recirculating blower provides horizontal airflow to the workload.
This Grieve cabinet oven features 10” insulated walls comprising 2” of 1900ºF block insulation and 8” of 10 lb/cf density rockwool insulation, top-mounted heating chamber, aluminized steel exterior, Type 304, 2B stainless steel interior and all safety equipment required for handling flammable solvents, including explosion-venting door hardware. The insulated floor of the oven is reinforced for 1000 lb. loading with a 1/4” thick, Type 304 stainless steel plate.
No. 975 controls include a digital indicating temperature controller and manual reset excess temperature controller with separate contactors.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
 Following its successful launch, SUHNER is presenting the BEA 16 spindle machining unit with an all new drive and control concept.
Following its successful launch, SUHNER is presenting the BEA 16 spindle machining unit with an all new drive and control concept.
The objective of this new development was the integration of the latest servo drive and control technology from Bosch Rexroth. Software developed additionally allows the user to program six different basic cycles without prior knowledge of CNC.
By visualizing these six cycles – drilling – combined drilling (drilling and thread cutting with the one tool) – thread cutting – drilling with chip removal – drilling with jump function – undercutting, the unit has become extremely easy to program.
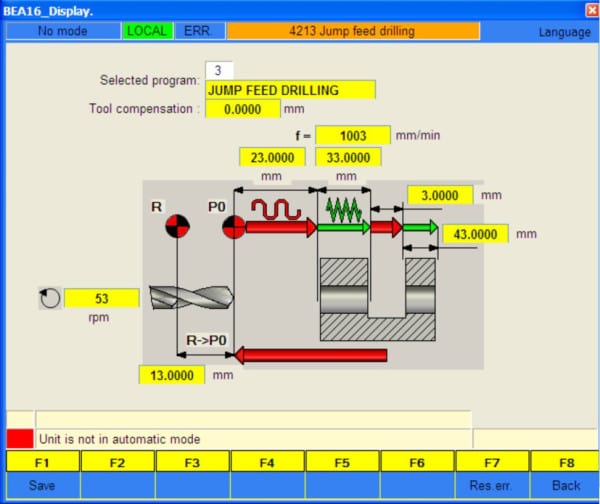
Example of a drilling cycle with jump function | Suhner Automation BEA16
Plus, should the required machining cycle not be found among the standard selections or prove more complex, the unit can be switched to sentence programming.
The BEA 16 machining unit itself is a precision device from the SUHNER spindle machining unit series that has been designed for gruelling continuous use in multiple shift operations. The BEA 16 has a drilling capacity of 16 mm Æ in 450 N/mm2 steel. The max feed path is 140 mm, and the max speed is 500 rpm.
Today, rising production piece numbers and greater workpiece complexity with all-round machining are leading to a renaissance of the so-called special machine. However, today’s special machines are being used no longer as purely single-purpose solutions, but rather for whole part families.
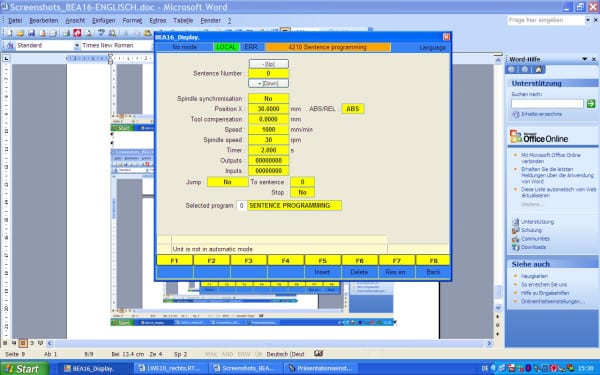
Example of a sentence programming | Suhner Automation BEA16
These require different machining cycles, feed speeds, feed paths and rotating speeds, and, of course, must allow fast retooling. And it is these requirements exactly that the BEA 16 will meet to the full.

SUHNER INDUSTRIAL PRODUCTS, CORP.
Hwy 411 S./Suhner Drive
P.O. Box 1234
Rome, GA 30162
Phone: 706-235-8046
Fax: 706-235-8045
Attention: Lee Coleman, Automation Division
www.suhner.com
automation.usa@suhner.com
Text and pictures files can be found and down loaded at:
www.suhner-press.com
 No. 792 is a gas-fired, 750ºF belt conveyor oven, currently used for curing mold release onto steel molds. Workspace dimensions measure 42” W x 12’ D x 12” H. 800,000 BTU/HR are installed in a modulating natural gas burner to heat the unit, while a 7800 CFM recirculating blower provides vertical downward airflow to the workload. The oven travel comprises a 4’ long open belt loading zone, 1’ long insulated but unheated vestibule entrance, 12’ long insulated heat zone with recirculated airflow, 1’ long open zone, 2’ long cooling zone and 2’ long open unloading zone.
No. 792 is a gas-fired, 750ºF belt conveyor oven, currently used for curing mold release onto steel molds. Workspace dimensions measure 42” W x 12’ D x 12” H. 800,000 BTU/HR are installed in a modulating natural gas burner to heat the unit, while a 7800 CFM recirculating blower provides vertical downward airflow to the workload. The oven travel comprises a 4’ long open belt loading zone, 1’ long insulated but unheated vestibule entrance, 12’ long insulated heat zone with recirculated airflow, 1’ long open zone, 2’ long cooling zone and 2’ long open unloading zone.
This Grieve jumbo walk-in batch oven features 6” insulated walls, a 36” wide x 1” x 1” flatwire conveyor belt with ½ HP motor drive, variable from 0.7 to 14.3 ipm, two 12” tubeaxial fans, each driven by a ½ HP motor, to push/pull air through the cooling zone, an aluminized steel interior and exterior, plus all safety equipment required by IRI, FM and NFPA Standard 86 for gas-heated equipment, including a 650 CFM powered forced exhauster.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
Energy production specialist MCE uses a simultaneous five-axis mill-turn center with Sinumerik 840D sl for producing model running wheels in one setting and thereby reducing throughput time.

MCE Maschinen- und Apparatebau GmbH CEO Gottfried Langthaler (right) and Buz Bozner, head of the Alzmetall Technology Center, agree: The efficiency of the Sinumerik 840D sl makes an important contribution to enabling simultaneous milling and turning in every position with the GS 1000/5-FTD.
MCE Maschinen- und Apparatebau GmbH in Linz, Austria, produces various components for large gas, steam, and water turbines, as well as for wind power stations and other segments of energy production. But before the company receives any orders for these products, realistic models must prove their efficiency, underlines MCE CEO Gottfried Langthaler: “It is therefore very important for us to be able to manufacture the turbine models in high quality and, at the same time, productively with a short throughput time.”
In mid-2010, the running wheels were still being milled individually on a five-axis machining center and then bolted or welded together. The average throughput time was six weeks. Thanks to a few technical tricks and the Sinumerik-controlled GS 1000/5-FTD from Alzmetall, which has been used in model production since the end of 2010, the machining expert Langthaler was able to reduce throughput time by up to one-third — to about four weeks, depending on the product. As a qualified master of mechanical engineering and design, he already knew before purchasing the Alzmetall machine that it would be ideal for his model production if a Francis turbine could be produced from solid brass: “I was merely skeptical that a machining center could do that. After all, we have to achieve a high roughing cut and smooth with maximum precision and surface quality.” Initial tests with the GS 1000/5-FTD revealed that the technical conditions were right. Langthaler adds: “Alzmetall also flexibly adapted the machining center to our needs so that we can meet all the requirements regarding accuracy and surface quality — in one setting if necessary.”

User-friendly CNC for milling and turning jobs
Because this machine must also perform turning tasks, in addition to milling tasks, at MCE, this requirement is also in the specification and is met by the GS 1000/5-FTD. Buz Bozner, head of the Technology Center at Alzmetall, explains the technical basis: “We integrated torque motors in all round axes. We therefore achieve speeds of 300 rpm in the c-axis.” The mill-turn center offers an enormous machining space that not even standard lathes achieve. Parts with a diameter of up to 1,000 mm can therefore be machined. A highlight of the GS 1000/5-FTD is that it can be turned to any round axis position and level.
The energy professionals in model construction have been relying on Sinumerik controllers since the mid-1990s because, according to the mechanical engineering boss Langthaler, these were always convincing, especially in complex five-axis machining: “The handling of Sinumerik 840D is also clear and simple on the ShopMill and ShopTurn graphical user interfaces.” The operator can work particularly easily and clearly when a GS 1000/5-FTD with the new Sinumerik Operate user interface is used. Operation and programming always have the same structure, regardless of whether milling or turning processes are to be programmed and set-up. The operator is also supported by graphical displays and animations. Many intelligent functions are available, which are helpful, among other things, for tool and workpiece measurement. The operation and programming of 3+2 axis machining is also supported by the integrated Cycle800 functions. Animated Elements simplify the explanation of functions such as selection of the direction and free running, as well as swiveling.
Another highlight of the new GS 1000/5-FTD is the Sinumerik MDynamics technology package, which is especially important for complex five-axis machining. Maximum surface quality and exact contour accuracy can be achieved even more rapidly. The key is in the new Advanced Surface intelligent path control, which contains an optimized look-ahead function and an optimized online CNC data compressor, among other things. The integrated intelligent jolt limiter relieves stress on the machine mechanics because it enables gentle acceleration and deceleration despite extreme dynamic response.

Customers reap the benefits
As a specialist in single-part and small-series production for small to large workpieces, MCE is equipped to meet even extraordinary demands on-time and with top quality. By equipping its machines with state-of-the-art Siemens technology, the company is able to achieve high throughput times in model production and pass these advantages on to its -customers.
For more information on this story, please contact:
SIEMENS INDUSTRY, INC.
DRIVE TECHNOLOGIES – MOTION CONTROL (MACHINE TOOL BUSINESS)
390 Kent Avenue
Elk Grove Village, IL 60007
Phone: 847-640-1595
Fax: 847-437-0784
Web: www.usa.siemens.com/cnc
Email: SiemensMTBUMarCom.sea@siemens.com
Attention: John Meyer, Manager, Marketing Communication
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
–
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue reading