
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com

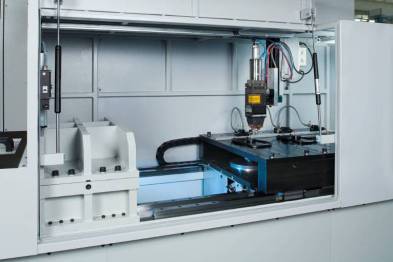
The ELC 250 DUO – a compact laser welding cell for the machining of differential housings. The DUO variant features two spindles. The twin-station operation allows for cycle time-concurrent loading and unloading of the work spindles.
“From Dual-Clutch Transmission to the classic differential: modern transmission technology is a pivotal research sector in the automotive industry. With new materials and altered geometries, designers optimize the functionality of the different gearwheels. Furthermore, these wheels are required in ever larger quantities, owing to the fact that the number of speed-gears in many passenger cars is on the increase. The innovations that promote the effectiveness of the production processes being applied include, for example, laser welding. With their ELC series of machines, the specialists at EMAG have developed integrated solutions for the application of processes with high output rates. The company’s in-depth knowledge of the production processes used for many transmission components has added to its competency in machine development.
(See the video HERE)

Herr Dr Andreas Mootz is Managing Director of EMAG Automation GmbH, Heubach, and responsible for the development of the production laser welding technology.
A first glance at a typical transmission component makes it plain where the challenges lie: even a small wheel with integrated synchronous gearing represents a relatively complex design. To manufacture it efficiently and at the highest precision calls for the two different parts to be produced separately and subsequently joined in a joining+welding process. It is at this point in modern transmission manufacture that laser welding comes into its own”, explains Dr. Andreas Mootz, Managing Director of EMAG Automation. “The process allows you to concentrate a carefully dosed amount of the energy emitted by the laser beam on the welding point, minimizing possible warping, while still achieving high welding speeds.” Furthermore, the welding process from EMAG uses solid-state lasers of outstanding energy efficiency. Whereas a classic carbon dioxide laser will achieve an efficiency factor of just about eight percent, the EMAG specialists can rely on an efficiency factor of approximately 20 percent with their technology. In other words, the power used to achieve the same optical performance is noticeably less, with energy costs in the production department massively reduced.
Machining area of the ELC 160 Laser Welding Machine for the welding of gearwheels. On up to three stations, the wheel assembly is pre-heated, joined and laser welded.
Stationary welding device scores heavily
Similarly effective within the total process is the integration of different production sequences on the ELC system. For starters, the work spindle uses the pick-up principle to load itself. The components involved are then clamped and pressed together in the joining press. The clamping technology used ensures the highly accurate positioning of the components, providing ideal conditions for the welding process. The design of the stationary optic ensures great operating safety and optimal stability of both machine and welding process. Depending on the workpiece material, the components can be induction-preheated prior to the welding process and brushed after it – and whatever is required, the process is completed in a single setup. The complete joining+welding process for a gearwheel takes just 12 seconds. This ensures that the components for a differential are thus finish-welded within no more than 40 seconds.

Laser welding the differential housing and the crown gear has meant a weight reduction of 1.2 kg or 2.65 lbs for this assembly.
Laser welding leads to advances in lightweight construction
The differential housing, as an example, clearly shows the possibilities the laser welding technology opens up in the general development of vehicle production. For some time now, automotive companies have been replacing the screw-type connection between differential housing and crown gear with a welded seam. The result: the cost of materials reduces and the weight of the assembly falls by approximately 1.2 kg or about 2.65 lbs. “When looking at the advances made in lightweight construction in the automotive industry, this kind of savings means the world”, explains Dr Mootz.

Laser welding a synchronous wheel onto a gear. The new fibre laser on the ELC 160 cuts operating costs in half.
The customer benefits from practical knowledge
Seen in context, the welding specialists from EMAG Automation in Heubach, Germany are able to look back on a truly impressive history of success. Over 50 ELC systems have been sold in the last decade. All leading automobile manufacturers are using them. EMAG is a world leader in solid-state laser systems for the production of transmission and powertrain components. How did this success come about? “It is of decisive importance that we have at our disposal a large reservoir of know-how in the manufacture of these components. We understand the entire manufacturing process, from turning and grinding, and from welding right up to the concluding ultrasound testing process”, emphasizes Dr Mootz. “We can develop and construct the whole of the process chain. This significantly simplifies the planning of new production sites and the expansion of existing ones.“

Laser-welded gearwheel
General market development is positive
The general market development does play into the hands of the German machine builder: It is not only the successful dual-clutch transmission that ensures the need for more gears. Conventional transmission systems also tend to have more speed gears, as this reduces gas consumption and improves the driving comfort. “Having said that, we are offering a well proven welding technology that provides an energy-saving, high-precision manufacturing process and, at the same time, helps to advance lightweight construction and reduce production costs. This is no doubt a very successful and persuasive combination”, concludes Dr Mootz.

Joining a gear and a synchronous ring on the ELC 160.
For more information:
EMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: info@usa.emag.com
Web: www.emag.com
Attention: Peter Loetzner
Continue readingIncreasing demands made on precision and the push for the decrease of price of modern components is pushing traditional manufacturing processes. EMAG offers three production technologies that complement or replace traditional processes such as turning, milling and grinding.
PECM for nickel- and titanium-based alloys

The ECM process is used to deburr components only at the points where material needs to be removed, and without it having any mechanical or thermal impact on the workpiece.
With its PECM technology (Precision Electro-Chemical Machining) EMAG presents a production process that opens up completely new fields of application. PECM is a process for the machining of high-alloyed materials, such as nickel- and titanium-based alloys. The disadvantages of traditional metal cutting – tool wear, mechanical stresses, micro-fissuring caused by heat, oxidization layering and the need for subsequent deburring operations – are eliminated, because this process is a non-contact one without heat input. All electro-chemical machining processes are characterized by stress-free material removal, smooth transition points and surfaces without ridge formations.

The ECM process is used to deburr components only at the points where material needs to be removed, and without it having any mechanical or thermal impact on the workpiece.
The advantages that the PECM process provides for different branches of industry are best shown with the example of a turbocharger for the automotive industry. The electro-chemical process is one that can be used to effectively in the machining of many high-alloy components, especially those in the high-temperature sector of the turbocharger – it also offers a much shorter and very efficient process chain. The typical clean-up operations necessary when traditional machining processes are used – such as deburring after milling – are no longer necessary. PECM machining operations are burr-free. And there is hardly any tool wear. The result: downtimes are minimal, when compared to milling (which requires regular tool changes). The process as a whole is sturdier and less prone to errors. And another important factor that our example of the turbocharger shows: the superb surface finish of the PECM process, where Rz-values of 0.3 micron can be achieved.
Will camshafts ever again be made of a single piece?

Heat-shrink assembly of camshafts for small-power and passenger car engines.
Another highlight is EMAG’s heat-shrink assembly technology, a process that scores particularly well in camshaft production. The high degree of precision achieved with the joining process drastically reduces the number of cam profile grinding operations or – with the use of precision cams – avoids them altogether. Another benefit of the process is the ability to combine different materials in the construction of the shaft, such as forged cams (e.g. in 100Cr6) and sintered cams, which do not require regrinding. Accessory components, such as plugs and end pieces, can – like the shaft itself – also be made of better materials. This allows for the camshaft to be adapted to the requirements of the engine and to be optimized in load bearing capacity and manufacturing costs.
Operating costs reduced by 50 %

Operating costs are cut in half with the fiber laser on the new ELC 160 laser welding machine.
Production laser welding is already a highly productive process in the manufacturing of gearwheels. The use of diode-pumped solid-state lasers – such as disc or fiber lasers –reduces operating costs by up to 50%. EMAG has been involved with the use of solid-state lasers in the welding of powertrain components from an early stage and is considered a pioneer in the technology. EMAG again has fulfilled a promise to their users offering them the lowest possible cost-per-piece, by coming up with an innovative technology that brings true cost benefits.
For many applications, solid-state lasers allow welding without shielding gas. This not only reduces operating costs, it also avoids having to follow the annoying logistics imposed by the use of shielding and laser operating gasses. In many cases, the welding process can also be sped up considerably. This increases productivity and – through a reduction in energy input per unit length – reduces welding distortion, resulting in better component quality.
For more information:
Kristal Kilgore
EMAG LLC
38800 Grand River Avenue
Farmington Hills, MI 48335
Tel: (248) 875-0313
Fax: (248) 477-7784
E-mail: kkilgore@emag.com
Web: www.emag.com
 With the right CNC platform, this large, state-of-the-art job shop has discovered “anything is possible”…
With the right CNC platform, this large, state-of-the-art job shop has discovered “anything is possible”…
CNC upgrade enhances performance and precision
Major Tool & Machine (MTM) is a large job shop, producing precision milled and turned hardware throughout the company’s 500,000 square foot Indiana facility. Performance is essential, because MTM contracts with aerospace, energy, nuclear and defense companies on many mission-critical, one-off projects. Owner and CEO Steve Weyreter will tell you openly, MTM is more competitive by way of a significant CNC technology change, starting with an aggressive retrofit strategy.

 Major Tool & Machine, Inc. retrofitted two of their machining centers in 2010 changing to a CNC technology platform that was completely new to the company. Ten more such large-scale retrofits have followed, bringing increased enthusiasm, momentum and productivity.
Major Tool & Machine, Inc. retrofitted two of their machining centers in 2010 changing to a CNC technology platform that was completely new to the company. Ten more such large-scale retrofits have followed, bringing increased enthusiasm, momentum and productivity.
Günther Zimmermann, CNC Controls Engineer at MTM, says the company’s retrofit program and the decision to change to the Siemens SINUMERIK CNC platform have brought a new enthusiasm and momentum to the company. Over the last two years the change has also brought significant time and cost reductions, especially in the areas of programming, maintenance engineering, and machine operations.
“The initial goal in early 2010 was to retrofit two Cincinnati U5 Gantry machines,” Zimmermann recounts. “We evaluated two CNC technology platforms and after considerable analysis our CEO Steve Weyreter announced that Siemens would best support the company’s future.”
The decision to reduce costs by moving to a single CNC platform was the least difficult decision for the company to make, Zimmermann explains. The larger challenge for MTM was the integration of a new CNC technology platform that was new to the company.
Bill Henderson, MTM’s manager of large machining and maintenance, agrees that the decision to change to a Siemens CNC platform integrated with advanced part and tool probing was critical, because the shop manages constant changeovers from one complex job to the next, making setup times a critical time/cost constraint for the company. Another big advantage is the increased flexibility by only having to train machinists and maintenance personnel on one type of control.
 Henderson went on to say “the decision to change to a new control has signaled higher expectations for the company, along with new challenges for those who program, operate and maintain the company’s big machines.
Henderson went on to say “the decision to change to a new control has signaled higher expectations for the company, along with new challenges for those who program, operate and maintain the company’s big machines.
Naturally, there’s a resistance to change,” Henderson says. “People are comfortable with what they normally run, but after our discussions with the people on the plant floor, they understood the overall objective. Our retrofit program is not finished, yet it’s already showing tremendous benefits.”
Heads-up interchangeability

An advantage MTM gained by its retrofit strategy has been the ability to interchange heads and rotary tables from machine to machine. Easy-to-use head storage and tool management programming provided by the Siemens CNC platform support the new interchange capability.
Retrofitter Doug Huber says having Siemens as a new CNC technology partner has made a difference for Major Tool & Machine, but it’s also been an evolutionary uplift for his own retrofitting company, Indiana Automation.
“Indiana Automation has increasingly retrofit using Siemens controls in recent years, Huber explains. “On a retrofit, we always try to exceed what the original machine could do, and that’s just kind of inherent when you put on a Siemens 840D. Major Tool’s first retrofits were the Cincinnati U5 machines, a bridge model and two gantry models. These are five-axis machines and five-axis is the 840D’s forte. The processing power of the control is so much better, that it just whips through the blocks faster. So right off, cycle time is a major performance enhancement.”
Huber says something else happened this time. As his firm finished retrofitting the first three giant machines with Siemens five-axis controls, drives and motors, the reaction within the company was not just that the machines were now predictably more efficient, but that they performed as very different machines. A new advantage is the ability to interchange machining heads from machine-to-machine, and all driven by the Siemens CNC platform.
“On many of the U5 machines, the axes come off with the heads,” Huber explains, “and we rebuilt these machines to accept any one of three different heads. That’s one of Major Tool’s key strategies. They insist on having flexible machine capabilities, so that they can run all kinds of different parts. They have straight heads for serious metal cutting, contour heads for five-axis work and finesse work. They have 90-degree heads for more flexibility than a straight head, but it’s also not as fragile as the contour head. And they wanted to interchange all of these heads to automatically go pick up a head out of the shuttle and, on the fly, reconfigure the axes and the zero positions. To do this, the compensation tables all had to be updated. Everything needed to be done with the macro program so that each head came on ready to run.”
The interchangeable head strategy was a challenge, Huber says, because the machines were not originally capable of sharing heads. But with support from Siemens, the strategy has worked, including the ability to interchange rotary tables as well as heads. “Each head or rotary table has a configuration file that has all the settings and compensations and travels with it from machine to machine. So now when you mount that head the control just runs the configuration file that goes with it and its all set up for you. We also incorporated Siemens Tool Management for each machine’s 60-pocket tool chain. We used the feature on these machines to manage all the different tooling MTM uses, both in the automatic tool changer as well as the ones manually loaded.”
Huber says, “MTM’s ability to smoothly transition to more advanced CNC is largely due to the HMI’s ease of use. The Operate interface is a huge help to us and to Major Tool. The HMI helps make better parts. And it didn’t take very long for the operators to fall in love with it.”
Leveraging the machinist’s skills

Central to MTM’s retrofit program has been the Siemens SINUMERIK 840D sl control, which features the SINUMERIK Operate interface. The highly intuitive interface enables both programmers and operators to easily capitalize on the broad capabilities of the control.
“I had never used a Siemens control before,” admits MTM machinist Mike Burthay. “I have extensive knowledge of G-code and CNC controls and I would say the Siemens 840D sl with the Operate interface is the easiest one I’ve ever run. It’s user friendly, that’s exactly the words for it.”
Burthay reports several ways in which the Siemens SINUMERIK Operate interface has made his life easier. “There’s not as much G-code,” he says. “The control does it all for you as long as you put in the parameters as to size, length, width. Then once you’re in Job Mode, there’s a screen where you can tool change or jog the machine around to certain positions, or turn the spindle on, turn the coolant on, anything that traditionally required G-code. So now you can push a cycle stop button to pause the machine, enter a change such as turning coolant on, then restart the program.

Programming as easy as 1-2-3: Using the SINUMERIK Operate interface, a machinist can turn on coolant flow by 1) pressing Cycle Stop to stop the machine, 2) Coolant On, and 3) Restart.
“Another function I love is Block Search, which allows me to start or restart right in the middle of a program. Say you’re finishing a pocket and you have to run the tool two or three times to get a tight tolerance, I can enter in a line number and hit Block Search, the control picks up every line before that, restarts the spindle and everything for you.”
Burthay says the Siemens control also enables him to program parts right on the machine whenever necessary, using a simple yet robust program called ShopMill. “I can go into ShopMill, type in some parameters and it will kick out that G-code program for me automatically. Say I want to drill a hole two inches deep. I open ShopMill, pick my tool, tell it the depth and these steps are all interactive on the screen. It even shows me 3D motion images of the tool path, confirms the drill going down as expected into the part. So I hit go and it puts a drill cycle into the program for me.”
Programmed for collaborative growth
Lead Programmer, Tim Hayden, has from the beginning conducted all processor setups for the newly retrofitted machines. Hayden says integrating the Siemens CNC platform has been an empowering experience he had not expected, given the fact that he had never before set up a post processor to run a Siemens control, nor had he ever before operated a Siemens control.
“Now, when I look at the Siemens control, I think man, it would have been so much better to have had it all along,” Hayden says, “because the other control I’ve been using is just a lot more cryptic. The Siemens control with the SINUMERIK Operate interface is more powerful for writing macros and the language seems modern, whereas the other control seems like it is still based on an old FORTRAN type language.”

Work offsets for compound angles can be scaled and rotated using the Frames function of the Siemens SINUMERIK Operate interface. Many advanced machining operations can be managed simply, without the use of time-intensive manual G-code programming.
Hayden points to the Frames coordinate and offset programming function of the Siemens interface as an example of improved programming convenience.
“We do a lot of work on compound angles,” Hayden explains, “and with the Siemens Frames function, you can scale and rotate your coordinate system on the control, just plug it in with your work offsets. Whereas, on the other control you will see a G54 request, you’ve got to enter G-code. You can’t just plug it into your work offsets like you can with the Siemens control.”
Hayden says the SINUMERIK Operate interface brings greater programming flexibility. The HMI enables him to enter G-code using a comparatively more advanced manual data entry (MDI) function; however the HMI has all but eliminated the need for G-code entry by way of its intuitive design and evolved capabilities.
Another example of such HMI evolution is in the area of data management.
“When we post a program, we no longer have to use a G-code based MDI,” Hayden explains. “We no longer need to type in T= and enter a nine digit number and then enter M6 to make a tool change. With the Operate HMI, you pick your tool off a screen and hit cycle start. It’s just as easy to program going to a position. Instead of doing things the old way by typing G0X0Y0Z0 into the MDI, you open the Operate interface, click position, then click how you want to wrap it and then you just type the numbers into those fields. So it’s a lot more user friendly.”
Hayden says the Siemens CNC platform has supported greater collaboration at MTM between him and the machinists, and this is helping the company find ways to increase performance and efficiency. He agrees with his coworkers’ assessments that shorter setup times and greater operator freedom are making a significant difference.
“One of our production bottlenecks has been programming,” Hayden says. “The machinists that run our machines are professionals, they’re not button pushers, and with the SINUMERIK Operate interface, we can now rely on them to control and program certain parts right on their machines, while we programmers work on the more complex projects.”
“Siemens was the best fit for all of us,” Hayden concludes. “Siemens CNC is set up as an open control, and with that kind of flexibility, it seems anything is possible.”




See Siemens CNC at Major Tool & Machine in action HERE!
For more information, contact:
SIEMENS INDUSTRY, INC.
MOTION CONTROL
MACHINE TOOL BUSINESS
John Meyer
Manager, Marketing Communications
Siemens Industry, Inc.
(800) 879-8079 ext. Marketing Communications
www.usa.siemens.com/cnc
SiemensMTBUMarCom.industry@siemens.com
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue readingA walking tour of Rattunde’s unique tubemaking machinery, provided by company president for North America, Rick Stadler.
Click here to view the video.
Check out all the machining functions it can perform! Rattunde delivers ready to install products to the assembly line for its customers.
For more information, please contact:
Alec Banish
Vice-President / Business Development
Rattunde Corporation
4980 Kendrick St. SE
Grand Rapids, MI 49512
(616) 940-3340 x202
www.rattunde-corp.com
OR
Richard Stadler
President
Rattunde Corporation
(616) 940-3340
No. 893 is an 850ºF, electrically-heated walk-in oven from Grieve, currently used for heat treating parts on rollout shelves at the customer’s facility. Workspace dimensions of this oven measure 54” W x 72” D x 78” H. 80KW are installed in Incoloy-sheathed tubular elements to heat the oven chamber, while a 6000 CFM, 5-HP recirculating blower provides combination airflow to the workload.
This Grieve oven has 8” insulated walls comprising 2” of 1900ºF block and 6” of 10 lb/cf density rockwool insulation, plus an aluminized steel interior and exterior, top-mounted heat chamber and three rollout shelves, each 48” wide by 60” long and rated at 200 lbs.
Controls on No. 893 include a digital programming and recording temperature controller, manual reset excess temperature controller with separate contactors, recirculating blower airflow safety switch, SCR power controller and fused disconnect switch.
For more information, please contact: THE GRIEVE CORPORATION, 500 Hart
Road, Round Lake, Illinois 60073-2835 USA. Phone: (847) 546-8225. Fax: (847) 546-
9210. Web: www.grievecorp.com. Email: sales@grievecorp.com. Attention: Frank
Calabrese.
Continue readingEngineering TV is now featuring Siemens from PackExpo 2012!
Click here to check it out.
Lee Teschler of Machine Design talks to Bill Henderson, Business Development Manager at Siemens about industrial ethernet connectivity solutions and networks used in several manufacturing environments.
Hosted by: Lee Teschler Videography by: Terry Knight Edited by: Terry Knight
For specific product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: SiemensMTBUMarCom.industry@siemens.com.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue readingATLANTA, Oct. 18, 2012 — Siemens Industry, Inc. today announced its plans to open an assembly and manufacturing plant as part of the company’s Drives Technologies Division, Mechanical Drives Business Unit. The 45,600 square-foot facility will be located in the city of Mauldin in Greenville County. Siemens anticipates opening the facility later this year.
“The new South Carolina geared motor facility will place the company and its products manufactured in South Carolina closer to machine builders and manufacturers in the Southeastern United States,” according to Doug Keith, President of Siemens Drive Technologies Division in the U.S.. “The announcement of this plant adds to Siemens ability to be a single-source provider of integrated drive train solutions for industry. Our portfolio of gears, motors, drives and automation is helping to lead a global transformation of the industrial and manufacturing sector, by increasing productivity and energy efficiency to the highest possible levels.”
The facility will assemble Siemens new Simogear family of geared motors, featuring helical, parallel shaft, and helical bevel gear units primarily used in modern conveyor systems often found in warehousing, logistics and distribution, airport baggage handling, automotive manufacturing and food and beverage processing.
Keith added that the site combined all of the necessary elements Siemens was seeking in a location, including proximity to transportation infrastructure, including interstates and ports, a highly skilled workforce with reputable educational institutions nearby, a green-minded community and a dedicated group of business partners.
“It’s a great day in South Carolina when a world-class company like Siemens chooses to locate new operations in our state. We celebrate the company’s decision to invest in South Carolina and create new jobs. Announcements like this show we are doing the right things to attract businesses from around the globe to our state,” said Gov. Nikki Haley.
Throughout the site selection process, Siemens officials worked closely with several entities that were instrumental in the decision to locate in Mauldin, including the State of South Carolina, Greenville County, the City of Mauldin and Laurens Electric Cooperative.
“It’s exciting to see a company like Siemens bring a new manufacturing operation to the Palmetto State. Every one of these jobs will have impact locally. Announcements like this are made possible by a strong team effort from state and local officials,” said Secretary of Commerce Bobby Hitt.
Local Siemens officials are currently working with readySC and Greenville Technical College on workforce development and training needs. Siemens plans to begin hiring in October and individuals interested in learning more may visit the Siemens career web site at www.usa.siemens.com/careers.
Siemens Mechanical Drives Business Unit manufactures mechanical and electrical drive equipment typically used in mechanical designs, including processing, transport and conveying systems, power generation and many off-shore applications. This portfolio particularly concentrates on gear technology, ranging from geared motors to industrial gear units and couplings as well as large gears for power stations and wind turbines. This portfolio of products and solutions are the mechanical foundation to Siemens’ Totally Integrated Automation (TIA) platform.
For more information visit: http://www.usa.siemens.com/answers/en/#683050?stc=usidt100004&sp_source=usidt100004.
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue readingAdvanced Machine & Engineering Co., (AME) Rockford, IL announces a new line of pneumatic rod locks. Advanced Machine & Engineering Co., a leading manufacturer of stand-alone and NFPA cylinder mount pneumatic rod locks since 1994, has now introduced the Amlok RLI, its fourth-generation power-off rod lock. This basic lock unit is in addition to the RLN and RCH, expanding the company’s rod lock product line. The RLI Metric (ISO 6431) series will complement the standard NFPA line. This fourth-generation lock is the culmination of 18 years of manufacturing and marketing of pneumatic and hydraulic rod locks.
The rod lock’s standard features include anodized aluminum construction, a heavy-duty clamp system and power-off clamping. The standard seal material is carboxylated nitrile.
The unit uses dry-filtered air, has a release pressure ranging from a minimum of 4 bar/60 PSI to a maximum of 8 bar/120 PSI. The operating temperature ranges from 10 degrees F to 180 degrees F. Maximum rod tolerance is +0.000 in./-0.002 in.
Rod lock options include stainless or electroless nickel-plated housing, viton seals, wiper scraper and sealed versions. The lock mounts to standard ISO 6431 cylinders or can be stand-alone using MXO, MF1, MF2 and MS1 mounting configurations.
The Amlok RLI is available in various sizes for rod diameters of 16mm, 20mm, 25mm, 32mm and 40mm and cylinder and bore diameters from 40mm to 160mm. Holding forces range from 200 lbs/890N to 2,450 lbs/11kN.
The RLI power-off pneumatic rod locks are particularly-well suited for holding applications in industries such as automotive, mobile, food, machine tool and military test, among others.
—
Advanced Machine & Engineering Co., located in Rockford, Ill., is a global manufacturer and distributor of precision machine components, fluid power components, fixturing/workholding, power drawbar and spindle interface components, and saw machines and blades. The company also designs and builds special machines for a variety of industries and provides machine rebuilding, retrofitting and contract manufacturing services. AME has partners and customers around the world and across the U.S.
For more information, visit www.ame.com or contact:
Tim Waterman
ADVANCED MACHINE & ENGINEERING CO.
2500 Latham St.
Rockford, IL 61103
Phone: 815-316-5277
Fax: 815-962-6483
E-mail: info@ame.com
Connect with AME online: ![]()
![]()
![]()
![]()
![]()
![]()
 Advanced Machine & Engineering Co., (AME) Rockford, IL announces the Fourth-Generation RLI Series Rod Locks. The new Pneumatic Series RLI (ISO 6431) Metric Rod Lock has been developed as a solution to control problems inherent to pneumatics – over travel, drifting, bouncing and reverse traveling. The AMLOK® Power-Off Rod Lock can be mounted to a cylinder, or as a stand alone unit.
Advanced Machine & Engineering Co., (AME) Rockford, IL announces the Fourth-Generation RLI Series Rod Locks. The new Pneumatic Series RLI (ISO 6431) Metric Rod Lock has been developed as a solution to control problems inherent to pneumatics – over travel, drifting, bouncing and reverse traveling. The AMLOK® Power-Off Rod Lock can be mounted to a cylinder, or as a stand alone unit.
The patented AMLOK® Type RLI is constructed of black anodized aluminum housing with a special piston and wedge locking mechanism actuated by multiple springs that mechanically lock the rod quickly and securely. The clamp is unlocked when air actuates the piston, compresses the spring and releases the locking device.

The optional sealed RLI Series design is suitable for food and wash down applications as well as pneumatic and hydraulic presses, scissor-lift tables, test and positioning equipment, amusement ride equipment, printing and paper handling equipment, theatrical equipment (platforms), assembly equipment, and machine tool applications.
Advanced Machine & Engineering Co., is a manufacturer located in Rockford, Ill., serving the Machine Tool Industry with precision components and accessories, including spindle interface components, workholding devices and, through our sister company, Hennig, machine enclosures, chip removal and filtration systems; the Fluid Power – Safety market with cylinder rod locks and safety catcher devices; and the Production Saw market with our AmSaw carbide saw machines and Speedcut blade products. AME has manufacturing partners and customers around the world and across the U.S.
For more information, visit www.ame.com or contact:
Tim Waterman
ADVANCED MACHINE & ENGINEERING CO.
2500 Latham St.
Rockford, IL 61103
Phone: 815-316-5277
Fax: 815-962-6483
E-mail: info@ame.com
Connect with AME online: ![]()
![]()
![]()
![]()
![]()
![]()
Crown Equipment in Mexico bought one of the MAE straightening presses from the GMTA booth at IMTS. Crown is a world leader in forklift trucks.
The expansion of the GMTA facility in Ann Arbor, Michigan is underway and targeted for completion in several months. When completed, the new facility will house a new machine demo and training center, plus additional sales and service personnel. GMTA continues to grow steadily, representing numerous high-quality German machine tool builders in North America.
Siemens in Mexico bought a Pittler PV630 ValueLine vertical turning machine for motor manufacturing. Take a look at video of this machine in action!
For more information:
GMTA (German Machine Tools of America)
4630 Freedom Drive
Ann Arbor, MI 48108
Phone: 734-973-7800
Fax: 734-973-3053
Web: www.gmtamerica.com
Email: sales@gmtamerica.com
Attention: Scott Knoy, VP
Connect with GMTA online: ![]()
![]()
![]()
![]()
{kind=link}