
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Spokane Industries, a family-owned company established in 1952, is a steel foundry, metal products and precision castings facility of more than 240,000 square feet in Spokane, Washington. Spokane Industries serves customers in many industries from aerospace, construction and agriculture, to transportation, aggregate processing and general manufacturing. Proud to be a family-owned company, many employees here are second and third generation who are personally and professionally committed to their customers. Customers are not just coming to Spokane to buy castings, but they are coming to solve problems. With that in mind, experience, expertise, effort and the latest technology, including MAGMASOFT® process optimization software, are used to differentiate Spokane Industries in the marketplace. Spokane strives to create quality products delivered on time and as a result, their customers’ businesses are more successful and profitable.
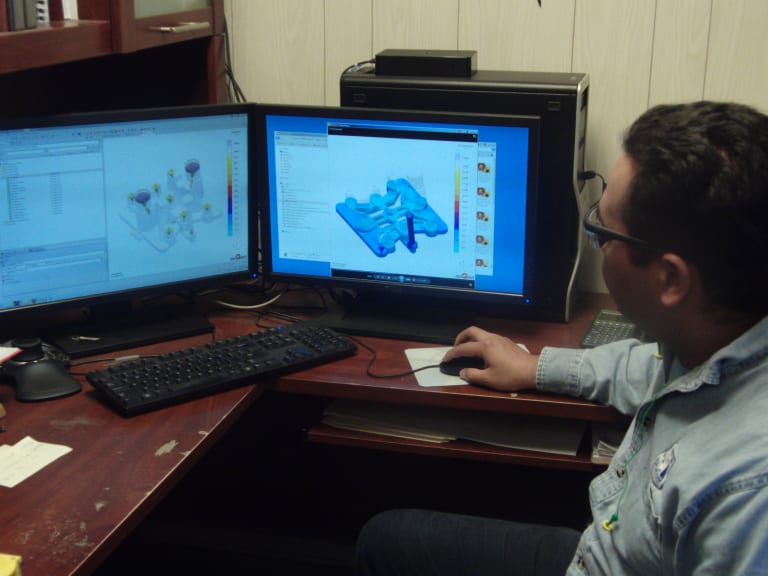
Antonio Melendez works on MAGMASOFT®
The Spokane Steel Foundry Division is the foundation of Spokane Industries and is committed to staying on the cutting edge of technology, upgrading its facility to optimize production and enhancing quality control procedures. Spokane Steel Foundry has been serving commercial and industrial customers around the world for more than 50 years, still maintaining some of their original customers; some are still ordering castings from their original patterns.
Experiencing decades of steady growth, Spokane Industries operates an environmentally clean, well-managed and technologically advanced organization dedicated to meeting the needs of its customers. Today, the foundry’s output includes durable wear parts for impact crushers as well as a wide variety of high specification quality castings for the construction, mining, manufacturing, transportation, aluminum and defense industries, striving to meet the demand with each project.
By introducing MAGMASOFT® at the company, Spokane quickly saw how this software’s capabilities of simulating the entire casting process start to finish, was not only an invaluable engineering tool, but also a tool that impacted the entire business. CFO Ken Vorhees reported, “Having MAGMASOFT® has improved our ability to reduce the number of samples and bring quality products to market faster through meeting specifications, tolerance and metallurgy, most often on the first run.” Foundry Division President, Tyrus Tenold, adds, “This is a very powerful tool, giving us the ability to virtually see the entire casting process before we have invested significant time and materials. We now catch problems before they become problems. By the time we are ready to run the part, we have confidence we will have a quality part on the first run, in most cases.” Using the software to run detailed process optimization for the entire casting process enabled Spokane to catch process issues anywhere in the casting process before the first actual run. The software enables the engineers here to catch potential problems with a casting before the part even hits the foundry floor and resolve them faster than any competitor not using this technology.
Having now utilized its MAGMASOFT® license for 2 years, Spokane has seen a significant change in their entire casting process. Rod Grozdanich, Technical Director, states, “We use the software to help customers refine their designs as well as convert many of their weldments into castings. Being able to simulate the entire process helps a lot, in that regard.” The software being one of the foundry’s business tools has helped them support their selling point that they are more cutting edge and in a leading group of local vendors with the latest technology and equipment.
Antonio Melendez, Design Engineer, points out, “By having MAGMASOFT®, we find that our customers expect more of us. We are confident that we can deliver and have always lived up to and exceeded the challenges our customers have given us.” He adds, “It has become common that when we go back to a customer with a design change that effects them, costs them more money, like adding a riser, they want to know why. MAGMASOFT® gives us that credibility and additional technical support for our case.”

Spokane employees discussing MAGMASOFT’s benefits – Antonio Melendez, Design Engineer, David Jolin, Quality Assurance Manager, Rod Grozdanich, Technical Director
David Jolin, Quality Assurance Manager, says, “We do see both current customers and potential customers requiring that we run the casting through a solidification program. There have been times where we have been directly told that in order to be awarded a particular job, we need to show them simulation capability. We are seeing this as a requirement, more often nowadays.”
A big part of justifying the cost of the software was being able to go back and simulate past projects to make designs changes and improve the quality of the castings for future runs. Grozdanich says, “We found many jobs that we set up with our previous simulation software where we really couldn’t see the shrink, and now with MAGMASOFT®, we can see what’s happening and we can fix it. We had chronic instances with issues on jobs in the past that we just could not solve and with MAGMASOFT® we have been able to go in and fix them all.”
Simulating the entire process from design to finished part helps save time and money by creating all the changes and making all the mistakes virtually rather than during actual production. Melendez states, “We are trying to minimize the number of samples before releasing a casting for production. The idea is to do all the tweaking on the computer without spending money to pour multiple samples. This year, we have significantly reduced the number of samples and are more likely to produce a quality part on the first run.”
In addition to the ability to simulate the entire casting process, Spokane has found a solid partner in MAGMASOFT® by taking advantage of the resources extended to them as a user. “The user group meeting every year is a very good tool to keep us informed of new developments and get everyone up to speed on anything we feel we would like to improve upon. Peer-to-peer discussions on how we each utilize the software are invaluable,” Melendez says.
Of the four capabilities that make up Spokane’s license with MAGMASOFT®, namely filling simulation, solidification simulation, heat treatment and stress analysis, Spokane utilizes all these processes to the fullest extent, including macro segregation simulation. Grozdanich points out, “In the last 10 months, on the dozen or so new projects we have put out, all but one or two were quality parts on the first run. Our time to first quality part has therefore been greatly reduced.” Jolin adds, “Being able to simulate the entire casting process has significantly fixed our shrink issue, which was quite a struggle from my end before MAGMASOFT®.” Melendez offers, “One of the main advantages of the software is one can see roadblocks before they actually happen and can compensate for them, specifically with predicting the distortion of the casting and other issues that might arise before we actually build it.”

Søren Anderson of MAGMA shows Antonio Melendez, Design Engineer at Spokane, some MAGMASOFT upgrades
In addition, the software helps gain understanding and provides clues to what can be happening when issues arise that initially don’t make sense. It’s proving to be a reliable troubleshooting tool by helping to gain clarity where there are issues that arise that are initially not understood. MAGMASOFT® is the missing link that helps lead to that solution, according to Spokane engineers. Antonio Melendez observes, “The software verifies what is going on, gives clarity and enables us to pass on not only an opinion, but provides credibility to support our opinion to our customer. The software is able to set particular processing parameters. For example, when pouring through a sleeve with a filter, there were scrap issues with the filters breaking. After doing some simulations and flows through that method, we could see that, for one ladle, we needed to use an inch and a half diameter nozzle, that way the flow is just right for this particular set up.”
Melendez adds, “Each casting is different, the number of iterations are different. It is more a question of how tough is the part. For example, if you have a part with isolated hot spots and you don’t have clear filling patterns, you are going to struggle. The advantage with MAGMASOFT® is you can see those trouble spots and focus on resolving the issues before creating the first sample. Even if you need to do 200 iterations in the right direction, that’s okay, because we are no longer shooting in the dark.”
At this foundry, it’s clear that their use of process optimization software is yielding benefits across the entire business environment, from design through material use, production through part validation and in differentiating Spokane Industries from its competition in the marketplace. The result is more work being processed more efficiently, with the plant’s capacity utilization being much higher and more profitable, according to Spokane personnel.
For more information on this story, please contact:
Christof Heisser
President
MAGMA Foundry Technologies, Inc.
10 N. Martingale Road, Suite 425
Schaumburg, IL 60173
Phone: 847-969-1001 ext. 225
Email: cheisser@magmasoft.com
Web: www.magmasoft.com
An announcement from Bill Hunter, CEO of Hunter Automated Machinery Corporation, the world leader in automated matchplate molding machines, mold and sand handling equipment for the foundry market, Jim Fitzgerald will assume the newly created position of Chief Operating Officer, effective Friday – February 1, 2013.

Jim Fitzgerald will assume the position of Chief Operating Officer
Jim began his career as a machine assembler for Hunter in 1977, shortly after his graduation from Central College in Pella, Iowa. For the past 35 years, he has been dedicated to shop operations and manufacturing management at Hunter. He was promoted to his current position as Vice President at the company, following Art Hisel’s retirement in 1992.
Jim’s responsibilities as COO will include all Schaumburg, IL-based activities, with the exception of Sales and Marketing. His goals will include maintaining and building upon the company’s reputation for producing the world’s highest-quality foundry machinery and for providing superior after-sale support.
“Jim brings the education, proven ability and determination to help Hunter achieve these goals. His leadership and commitment to our company is unquestionable and exemplary,” said Bill Hunter in making this announcement.
For more information on this news, please contact:
HUNTER AUTOMATED MACHINERY CORPORATION
2222 Hammond Drive
Schaumburg, Illinois 60196-1094
USA
Phone: 847-397-5136
Email: sales@hunterauto.com
Highlights include two-sided machining and servo drive technology
Recently, Northern Italian machine tool manufacturer Biglia introduced its multi-functional turning centers of the ‘Quattro’ series with the Sinumerik 840D sl CNC. The mechanical concept, together with the scalable control, provides users with the most diverse standard turning and milling operations. The result is increased flexibility and higher speeds for end users. That quality machine tools are built in Northern Italy is nothing new. And this fact is confirmed again by the “Quattro” series from the machine tool manufacturer Biglia. These machines are multifunctional turning centers that are valued throughout Europe for their high reliability and performance power. The machines are available in different versions from 11 to 15 CNC axes. They are also intended for different turning diameters (45, 52, 65, 71 and 80 mm).

Biglia has equipped its turning centers of the ‘Quattro’ series with the Sinumerik 840D sl CNC control. The individual machines have 11 to 15 NC axes.
The two opposing spindles form a special feature of the “Quattro” series. This allows the workpiece to be machined from two sides, which reduces the machining time. The second spindle can also be moved linearly in two directions (lengthwise and crosswise). This provides some leeway in the case of additional milling operations, but it can also be used for automatic workpiece unloading. Two turrets, mounted on the y-axis, ensure proper positioning of the necessary tools.

The turning centers from Biglia have two spindles and two independent tool turrets for simultaneous machining.
This innovative machining technology allows the creation of not only rotary but also prismatic workpieces – including polygons. Dealing with everything in one setup not only reduces cycle times, it also enhances accuracy. The machines are developed on the basis of a modular concept that ensures flexible application options – from the universal CNC lathe, to complete machining of complex workpieces with powered tools (c- and y-axis).
Getting it right, from the start
By offering the Siemens Sinumerik 840D sl CNC control, Biglia now wants to expand its previous options and its own market by combining its technologies with that of the Siemens control. “In this project, which is of personal significance to all of us who worked on it and of strategic significance for Biglia, we wanted to do everything perfect right from the start and to get the most out of it,” says Giovanni Delmondo, Business Development Manager for machine tools with Siemens Italy. The result is an all-round successful machine series with a highly modern control that already includes the innovative system expansions of recent months – including increased energy efficiency options offered by the control and drive systems from Siemens.
To illustrate this, Giovanni Delmondo points out that “the fans on the spindles are shut down automatically when they are not required, or certain services such as hydraulics, lubricant supply, or compressed air are deactivated during machine standstill times. This is handled via special screen forms on the control and is extremely simple, using the Run MyScreens function.”
Also notable is the standard energy efficiency solution from Siemens in the Sinamics S120 drives onboard this machine series. This includes automatic power factor correction or regenerative feedback of the energy generated in braking operations, a substantial factor in energy savings.
Performance and scalability

The Sinumerik 840D sl control is based upon the Sinamics S120 drives platform.
The centerpiece of the automation concept of these Biglia turning centers is the Sinumerik 840D sl control. This is a universal and flexible CNC system, implemented in the Sinamics S120 design (see Fig. 3). It is suitable for up to 31 NC axes. Whether you are turning, drilling, milling, grinding, laser-machining, nibbling or punching, the Sinumerik 840D sl is suitable for use in the most diverse machining technologies. The CNC control also has PLC (programmable logic controller) functionalities, so that a special PLC can be eliminated, if applicable.
This high-end control from Siemens is ideally suited to medium and complex tasks and production and can be adapted to the task, thanks to scalable hardware. The CNC is also characterized by openness, so the operator interface and also the software present few limits to specific job adaptability. This applies all the way to supplementing the NC core of the control; however, a special license is required for this adaptation.
On the Biglia turning centers, the control was equipped with the Sinumerik Operate user interface, making operation simple and intuitive. Three different methods of parts programming are possible: Classic ISO code programming, programming with the help of the integrated ProgramGuide with graphical support of the selected cycles, and the new two-channel ShopTurn with graphical 3D simulation. The user is led step-by-step through the cycles, whether for simple metal removal, drilling, thread cutting, pocket milling, groove milling or engraving. Complex programming cycles for complex contours are also possible. The “ProgramSync” function for automatic synchronization of the machining programs via two channels ensures a significant increase in machine productivity. The control is equipped with a 15″ monitor and integral keyboard.

Siemens CNC in metalcutting applications.
The Quattro series from Biglia also uses the highly effective personnel and machine protection system provided by the Sinumerik control concept with the Sinumerik Safety Integrated package.
Biglia is also breaking new ground with servo drives. Thus, the new servo motor generation 1PH8 from Siemens is used for the main spindle motors in this series. The linear axes are further equipped with the new 1FK 7 G2 series of permanent-magnet synchronous motors. These motor types from Siemens enable onsite replacement of the encoders without having to dismantle the complete motor. This combination of machine and CNC control in the Quattro turning centers from Biglia provides users with greater flexibility.
For more information about Siemens CNC solutions for the machine tool industry, visit our website: www.usa.siemens.com/cnc.
For more information on the this story, contact:
SIEMENS INDUSTRY, INC.
DRIVE TECHNOLOGIES
MOTION CONTROL
MACHINE TOOL BUSINESS
390 Kent Avenue
Elk Grove Village, IL 60007
Phone: 847-640-1595
Fax: 847-437-0784
Web: www.usa.siemens.com/cnc
Email: SiemensMTBUMarCom.sea@siemens.com
Attention: John Meyer, Manager, Marketing Communication
Follow us on Facebook: www.facebook.com/SiemensSiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability.
Continue reading
Heimatec is a world leader in the development and manufacturing of live tools, angle heads and multi-spindle drill heads. With U.S. head quarters located in the Chicagoland area and company head quarters and manufacturing in Renchen Germany, we are dedicated to supplying our customers the most innovative tooling technology possible.
Check out the new look at www.heimatecinc.com!

For more info on Heimatec:
Preben Hansen, President
HEIMATEC INC.
16 E. Piper Lane Suite 129
Prospect Heights, IL 60070
Phone: 847-749-0633
Fax: 847-749-2445
Email: info@heimatecinc.com
Website: www.heimatecinc.com
Connect with Heimatec Inc: ![]()
![]()
![]()
![]()
![]()
—
Heimatec is an international tooling manufacturer, based in Renchen, Germany. Its experienced staff is dedicated to providing customers the most innovative tooling technology possible. In 2010, the company opened Heimatec Inc. in Prospect Heights, IL, near Chicago, to serve its growing North American customer base with sales and service, plus an extensive inventory of products. Heimatec serves the auto, aero, medical, off-highway, rail, energy, woodworking, composites and other industries, as well as an ever-increasing number of machine tool OEM’s worldwide.
Continue readingSaws built for low vibration work best
by Willy Goellner, CEO, Advanced Machine & Engineering, Rockford, IL
Carbide saws equipped with carbide or coated cermet-tipped blades are designed to cut extremely hard materials. How effective the blade is depends in large part on how the saw is built.

Fig. 2 Close loop force distribution on pivot saw
The relatively brittle carbide or cermet tips require very rigid and backlash free machines, operating with low vibration to avoid cracking of the cutting tips and ensure an equal chip load on each tooth of the saw blade. This is especially important with the spindle drive. The spindle drive gears must have low backlash and must be supported by preloaded, heavy-duty bearings to minimize vibration. The same is true with the blade feed mechanism and the head slide or pivot mechanism.
Generally, there are two types of saws, differentiating in the way the blade is fed into the work piece: slide-type or pivot-type saws. The more common saws are slide-type machines, where the head slide could be arranged in a vertical, horizontal or angular position. The preloaded slide could glide on box ways or preloaded linear ways. Experts still argue whether box ways using low friction lining and hydraulically preloaded way clamps have a better dampening effect than linear ways with hardened balls, rollers and blocks.
Pivot-type saws are simpler, have fewer components and, if properly designed with oversized taper roller bearings, can be made very rigid by preloading the pivot bearings to the limits. Built for extreme stiffness, a pivot mechanism for the spindle gear box would be nested in a rigid base close to the floor, fed by a heavy duty ball screw attached to an upper sub-assembly, such as the fixture frame, and having the spindle located between the pivot point and the feed mechanism. Due to the feed force and the center of gravity of the head, the ball screw is always under tension, which eliminates the need for a preloaded ball screw and provides a very positive feed for interrupted cutting, enhanced longevity and efficiency.
This arrangement provides a closed loop force distribution since closed frames are stiffer than open profiles. It also subsequently reduces the remaining deflection of the feed mechanism due to the ratio of ball screw and spindle in relation to the pivot point and contains the cutting forces within the machine structure.

Fig. 1 Open loop force distribution on horizontal slide saw
Compared to a standard slide machine (Fig. 1), a pivot machine would be stiffer and less expensive. Pivot saws are built to saw material up to 24” (600 mm) stock size and have proven themselves in various standard and special saw systems.
Circular carbide tipped blades are limited to a maximum of 80 inch blade diameter and can therefore only cut up to about 30 inch diameter material. However, the cutting volume per minute is much higher with circular carbide saws, compared to carbide tipped band saws. In this range up to 30 inch material, carbide saws using circular blades really shine.
For more information, visit www.ame.com or contact:
Tim Waterman
ADVANCED MACHINE & ENGINEERING CO.
2500 Latham St.
Rockford, IL 61103
Phone: 815-316-5277
Fax: 815-962-6483
E-mail: info@ame.com
Connect with AME online: ![]()
![]()
![]()
![]()
![]()
![]()
 No. 987 is an 850ºF electric cabinet oven from Grieve, currently used for baking various paint samples at the customer’s facility. Workspace dimensions of this oven measure 20” W x 20” D x 20” H. 10 KW are installed in Incoloy-sheathed tubular elements to heat the oven chamber, while a 600 CFM, 1/2-HP recirculating blower provides horizontal airflow to the workload.
No. 987 is an 850ºF electric cabinet oven from Grieve, currently used for baking various paint samples at the customer’s facility. Workspace dimensions of this oven measure 20” W x 20” D x 20” H. 10 KW are installed in Incoloy-sheathed tubular elements to heat the oven chamber, while a 600 CFM, 1/2-HP recirculating blower provides horizontal airflow to the workload.
This Grieve cabinet oven features 4” insulated walls, aluminized steel exterior, Type 304, 2B stainless steel interior, a silhouette plate with removable cover inside the door opening and an oven hearth driven by a ¼-HP motor through a gear reducer with a torque limiting device variable from 1 to 27 RPM. This 19” diameter oven hearth is constructed from Type 304 stainless steel with 1” studs on 1” centers to support the paint coupons in process.
All safety equipment required for handling flammable solvents are onboard No. 987, including explosion-venting door hardware.
Controls onboard No. 987 include a digital indicating, time proportioning temperature controller and excess temperature controller with separate heating element control contactors. An auto door switch stops hearth movement when the oven door is opened.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, Illinois 60073-2835
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese
 No. 889 is a 350ºF, gas-heated walk-in oven from Grieve, currently used for curing carbon/epoxy components hung on monorail tracks at the customer’s facility. Workspace dimensions of this oven measure 36” W x 282” D x 48” H. 350,000 BTU/HR are installed in a modulating natural gas burner to heat the oven chamber, while a 10,000 CFM, 7-1/2 HP recirculating blower provides combination airflow to the workload.
No. 889 is a 350ºF, gas-heated walk-in oven from Grieve, currently used for curing carbon/epoxy components hung on monorail tracks at the customer’s facility. Workspace dimensions of this oven measure 36” W x 282” D x 48” H. 350,000 BTU/HR are installed in a modulating natural gas burner to heat the oven chamber, while a 10,000 CFM, 7-1/2 HP recirculating blower provides combination airflow to the workload.
This Grieve oven has 4” insulated walls, top-mounted heating chamber, aluminized steel interior and exterior, plus five (5) monorail tracks mounted at the top of the oven’s workspace.
All safety equipment required by IRI, FM and NFPA Standard 86 for gas-heated equipment are included on this walk-in oven, including a 325 CFM, 1/3-HP powered forced exhauster.
Controls on No. 889 include a digital programming temperature controller and 6-point strip chart recorder with 1-point air temperature, 2-point vacuum and 3-point load temperature recording capability.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, Illinois 60073-2835
USA
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese

Hennig Long Conveyor
Whether the application involves producing/removing chips or moving parts/scrap pieces, Hennig can provide the chip conveyor for all machine tool requirements. The company’s new 2-1/2” pitch steel belt can be made for most applications in the field when the standard 1-1/2” pitch belt is not effective for the particular conditions present.
Conveyors from Hennig, a leading supplier of chip conveyors to the global machine tool market, can be manufactured in widths from 4” to 80”, depending on the need. The unique Hennig belt hinge is designed as one continuous piece, whereas many competitive brands do not have this feature. The manufacturing of these belts is done on Hennig’s in-house press equipment.
Hennig recognizes the special requirements needed when designing a parts conveyor on which direct loads contact the belt. Impact plates are just one of the many options to be considered when customizing a conveyor for these applications.

Hennig Parts Conveyor
Chip volumes can also vary between applications, so speeds and sizes are always evaluated by Hennig’s engineers. Special incline covers (top hat design) can be included when larger amounts of stringy/balled chips are to be evacuated from the machine.
As adjunct to this new 2-1/2” pitch steel belt conveyor, Hennig also offers complete filtration systems, as needed. The company’s Chip Disc Filtration (CDF) systems can also be used with the new 2-1/2” pitch conveyor. These systems can filter down to 25 microns and additional bag filters can be included to achieve the through-spindle requirements on most machine applications.

Hennig Large Conveyor
Whether the need involves moving chips into a hopper, evacuating larger volumes of chips through a plant wall into a truck/dumpster or hauling scrap parts from the machine, Hennig can assist machine builders and end users alike with any specific requirements.
Innovations and new developments in machine tool design present myriad opportunities for the engineers at Hennig (www.hennigworldwide.com), who have been designing and producing custom machine protection and chip/coolant management products for state-of-the-art machine tools for over 50 years. Hennig products are designed to protect against corrosion, debris and common workplace contaminants. Hennig has manufacturing facilities in the U.S., Germany, Czech Republic, France, Brazil, India, Japan, China and South Korea. Its North American repair centers are located in Machesney Park, Ill.; Chandler, Okla.; Livonia, Mich.; Blue Ash, Ohio; Mexico City, Mexico; and Saltillo, Mexico.

Hennig Wide Conveyor
For more information, contact:
Tim Waterman
Hennig Inc.
9900 N. Alpine Rd.
Machesney Park, IL 61115
(815) 316-5277
info@hennig.ame.com
www.hennigworldwide.com
Connect with Hennig online: ![]()
![]()
![]()
![]()
![]()
![]()
![]()

Hennig Tall Conveyor
European Contact:
Hennig GmbH, Überrheinerstr. 5, 85551 Kirchheim, Tel. 49 089 96096140
Continue readingCustom configured solution from Hunter allows major Pennsylvania foundry to integrate mold handling line with other brands of automatic molding machines
See the video HERE.

Schaumburg, Illinois (USA) – The Buck Company is an ISO 9001: 2008 Certified foundry in Quarryville, Pennsylvania, near Lancaster and nestled in the Susquehanna Valley near the Maryland border. Here, ferrous and non-ferrous castings of ductile, gray and malleable iron, as well as aluminum and brass are poured in medium and long runs to produce a wide variety of end products for the agricultural, metalworking, materials handling, marine, military and other market segments.
A challenge was presented to Buck’s longtime molding machine supplier, Hunter Automated. Another brand of molding machine had been acquired at Buck for a particular use in the non-ferrous foundry. Hunter was asked to provide a mold handling line for the particular conditions and footprint available at Buck and to devise a “handshake” mechanism to interface with this new machine.

It was determined that the best solution for the floor space and pouring equipment logistics was a Hunter HLH linear mold handling line. However, the pouring height of the Hunter line did not match the mold discharge height of the other machine brand, so an elevation change mechanism was needed to accommodate the difference between the mold’s exit height from the machine and its placement onto the pouring line section of the Hunter line.
The solution was found in a walking beam (boardless) conveyor line devised and patented by Hunter, combined with an articulating arm and elevator mechanism that could raise the mold onto the pouring line for loading of the weight and jacket, all without risking mold shift.
As the mold exits the machine, in this case at Buck, a series of walking beams gently sequence the molds forward to the elevator station. The “traffic cop” on this conveyor is a plurality of proximity sensors, used to monitor each location along the conveyor section and coordinate with the pouring operation, so mold collision and back-up are avoided. As pattern changes are made, work breaks occur or melts are prepped, these sensors remain in operation to protect the integrity of the process.

Once the mold reaches the end of this standard boardless walking beam conveyor section, an articulating arm and elevator mechanism gently raise the mold to the standard height of the Hunter handling system. Achieving this result saved Buck considerable manpower in materials handling, plus floorspace and capital investment, while allowing this Hunter customer to maintain high productivity in this section of its non-ferrous foundry operation.
As Dean Martin, sales manager for Hunter, explains, “We had a meeting of the minds with the automatic molding machine builder and we worked out a feasible plan to solve the handshaking issues presented by this production scenario. There were really no serious setbacks or conflicts, as we had the common goal of satisfying Buck’s requirements with the optimum production results plus an on-target budget.” He further described how the machine builder and Hunter’s seamless working relationship helped develop this transitional walking beam (boardless) conveyor system.
Buck used the expertise of its projects manager Art Tout and non-ferrous foundry superintendent Steve Ward to work with the molding machine builder and Hunter to achieve the best solution. As Steve noted, “The Hunter linear line was more practical than the rotary turntable design, which we also have in another section of the foundry. With a smaller footprint and relatively low maintenance, it was a good solution.” He joked, in describing the way Hunter worked with the machine builder, “They played well in the sandbox together.”
The typical mold being handled on this line weighs 400-500 lbs. (181-227 kg), having been produced on the molding machine with a 20” x 24” plate dimension.

Matt Sullivan, president at Buck, discusses the unique solution devised for the mold handling with Dean Martin, sales manager for Hunter. View the video from this sit-down HERE
Buck President Matt Sullivan observed, “We were very impressed by the way everyone responded. The machine builder and Hunter actually needed very little input from us. We’d presented Hunter with some very tight floorspace restrictions and they worked hard to overcome the challenges for us. We had good experiences with the HLH lines in other parts of the foundry in the past and we were confident it would do the job here, even being modified. We knew the HLH would work from morning to night with few, if any, problems. The option of going vertical with the mold cooling was vital, given the floorspace.” He also noted the installation and the modification of the overall system was seamless.
Martin concluded by noting, “…the boardless conveyor system used here at Buck, while a special modification to our standard board conveyor design, was completely designed, engineered and built by Hunter personnel. We’ve used this solution and others at several companies since the Buck install, with very satisfactory results.”
Hunter holds several patents on the unique features of its mold handling systems, which can be utilized with any boardless molding machine.
For further information on this announcement, interested parties may contact:
HUNTER AUTOMATED MACHINERY CORPORATION
2222 Hammond Drive
Schaumburg, Illinois 60196-1094
USA
Phone: +1 847 397 5136
Email: sales@hunterfoundry.com
Web: www.hunterfoundry.com
Attention: Bill Hunter or Dean Martin
North Carolina job shop seeks to diversify and expand customer base in aerospace and other markets; boasts “large shop ability, small shop agility”
James Tool began as a five-man machine shop in 1987, founded by James “Bud” Toner and has grown steadily, over the years. Today, under the leadership of Bud’s son Jeff Toner, the shop has become a supplier of quality machined components to Fortune 500 companies and prime suppliers to the aerospace, heavy equipment, automotive, oil & gas, nuclear and transportation industries. James Tool currently comprises three manufacturing centers, namely engineer/build hydraulic workholding, CNC production machining and precision short run CNC machining. The shop recently achieved the highly valued AS9100 registration for its manufacturing protocols and processes.
As Jeff Toner explains, “We were driven by a need for market diversification and expansion of our current business, building on the strengths established from our aerospace success. Our goal is to secure more business in market sectors that demand the same precision and production efficiencies as our aerospace customers.” He also explained how the company, already recognized for its in-house engineering of hydraulic workholding systems and its precision CNC machining capabilities, sought to obtain the AS9100 registration as a further value-add to its current and potential customers in the aerospace market, one of the fastest-growing manufacturing sectors in the Southeast.
James Tool produces parts in prototype, one-off, short run and production quantities, using 4- and 5-axis CNC machine tools, from high and low carbon steels, nickel alloys, aluminum, stainless, thermoplastics and engineered aerospace materials alike.
In seeking the AS9100 registration, the company engaged in a rigorous process that included reviewing and understanding all the standard requirements, evaluating all current processes, gap analysis program (GAP) utilization, revision and implementation of all necessary processes, procedures, manuals, documentation and training, as well as the ongoing evaluation and continuous improvements in the processes and protocols used at James Tool.
In assessing the current state of the company, Toner observes, “We use state-of-the-art CNC machine tools of the latest generation, plus highly advance metrology solutions to achieve and maintain consistent part quality. We have 5-axis vertical machining centers, high-speed milling centers and multi-pallet workstations. In addition, we offer wire EDM, thermal deburring, CNC torch cutting, vibratory stress relief and a black oxide coating system in-house.” To enable this expansion of services and in anticipation of future growth, James Tool took a bold step in the current economy and recently completed additions and expansions onto its statewide facilities in North Carolina. One new facility in Morganton is 30,000 square feet, while another facility houses a new training complex for the company’s workforce, currently over 120 employees. Overall, James Tool now occupies in excess of 100,000 square feet of manufacturing and service facilities in Morganton and Columbus, North Carolina.
CAD (SolidWorks®) and CAM (MasterCam®) programming is all done in-house to support the CNC machining at James Tool.
Looking to the future for James Tool, Toner concludes, “We are a very pro-active company. We make a decided effort to acquire the latest machine tools and other technologies, so that we can continue to provide our customers the very highest quality products in the fastest possible turnaround times. Hand in hand with the machining and metrology advancements, however, must be a corresponding program of training for our current and future employees. Highly trained people create a better environment, where high quality work, safety and production efficiencies lead to the very best experience for our customers. This is an ongoing commitment at James Tool.” The new AS9100 registration and substantial investments made by the company in both new machinery and new facilities are further evidence of this fact, according to Jeff Toner.
For more information on this story, please contact:
James Tool Machine & Engineering, Inc.
130 Reep Drive
Morganton, NC 28655
Phone: 828-584-8722
Fax: 828-584-8779
Web: www.jamestool.com
Email: sales@jamestool.com
Attention: Jeff Toner, President