
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
The future of mobility requires sustainability and comfort. Gehring presented its advanced technology solutions for reducing CO2 emissions at a recent technical forum in Querétaro, Mexico.
 Farmington Hills, Michigan. The future development impetus of the internal combustion engine will focus on the reduction of emissions. This is dependent on fuel consumption, which in turn is determined by the internal engine friction. The goal of form honing is a form optimized cylinder bore under operating conditions.
Farmington Hills, Michigan. The future development impetus of the internal combustion engine will focus on the reduction of emissions. This is dependent on fuel consumption, which in turn is determined by the internal engine friction. The goal of form honing is a form optimized cylinder bore under operating conditions.
Abraham Pizano, Managing Director Gehring-Mexico, presented Gehring’s CO2 emissions reducing technology solutions at a recent technical forum CO2 in Mexico to an audience of leading technical and business professionals, from a wide variety of industries, including automotive, aerospace and industrial.
The conference is one of the region’s top technical events for manufacturing, featuring the latest in global manufacturing trends, including processes, applications, materials and advanced techniques.
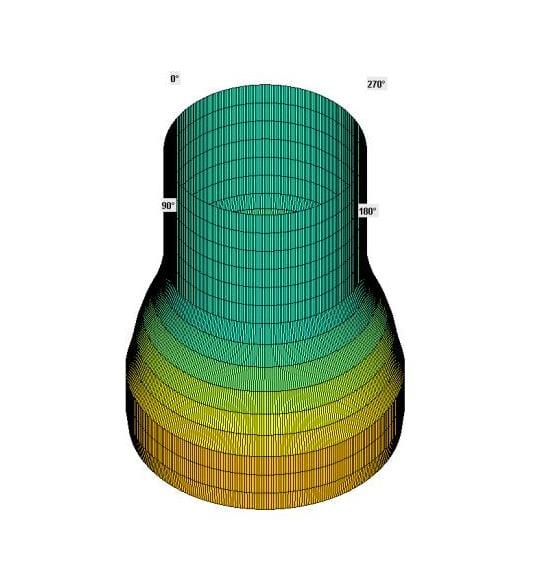
Gehring developed a surface finishing process for ICE’s which does not target a cylindrical bore shape. The bore shape is based on the distortions of the geometry under operating conditions of the engine. Through the means of form honing the reverse shape will be produced so that in running conditions, a cylindrical shape exists. The deformation in the operating condition depends on static assembly distortions and thermal cylinder distortions.
 This technology can be subdivided into two process variations, form honing light and form honing professional. Form honing light simulates thermal distortion by creating different tapered shapes. The thermal expansion due to the higher taper in the top dead center leads to a cylinder bore which has to be honed to a smaller size at the top and a larger size at the bottom. Thus, the piston shirt has less contact with the bore. This results in significantly less friction.
This technology can be subdivided into two process variations, form honing light and form honing professional. Form honing light simulates thermal distortion by creating different tapered shapes. The thermal expansion due to the higher taper in the top dead center leads to a cylinder bore which has to be honed to a smaller size at the top and a larger size at the bottom. Thus, the piston shirt has less contact with the bore. This results in significantly less friction.
The conical shape is generated by feedback controlled stroke displacement with higher stock removal in the lower bore section due to increased contact time of the abrasives.
The dynamic electro-mechanical feeding changes the radial expansion position of the honing stones during the stroke movement according to the form and improves herewith the previous conical shape.
These process components assure the reliable process of round non-cylindrical tapered bores within the known cycle times. Form honing has been already integrated globally into mass production scenarios. Application of form honing light technology has shown that significant improvements in emissions reductions are possible.
Form honing professional not only optimizes the local piston clearance, but also compensates for cylinder deviations from static and thermal distortions. That means that in running conditions round and straight bores can be achieved. Ring tension is reduced which results in adaptive friction and C02 reductions.
The non-cylindrical shape deviations can be defined through CAE assessments or torque plate bracing and tempering. In order to be able to implement form honing professional, innovative processing hardware like special honing tools with independent actuated abrasives, a piezo feeding system, a shape adaptive control and a spring loaded finish honing tool, is necessary.
 The shape data for the cylindrical deviations will be converted for every single cylinder of the engine using the form honing control. This dynamic process interaction between the feeding system, shape and the form honing tooling creates an optimal result.
The shape data for the cylindrical deviations will be converted for every single cylinder of the engine using the form honing control. This dynamic process interaction between the feeding system, shape and the form honing tooling creates an optimal result.
Form honing professional has been implemented by customers for small production batch scenarios. The process produces cylinder deviations and surface finish profiles with high reproducibility and economical processing times. The process delivers free shapes and surface profiles with high reproducibility to conditions that still conform to cycle times.
The advantages of form honing have been recognized by engine manufacturers and have been implemented in numerous production lines on Gehring honing machines worldwide. Further series applications are in preparation.
About Gehring
For more than 90 years, Gehring has been the leader in the domain of honing technology, supplying cutting-edge surface finish technology solutions for internal combustion engines, gears and numerous other industrial applications. As a global technology leader, the company is represented internationally in key markets in the automotive and supplier industries, hydraulics and pneumatics, as well as aerospace sector.
The Gehring product portfolio ranges from individual honing stones to honing tools as well as gauging and automation solutions right up to integrated honing systems. Digital applications, services and innovative technologies in the areas of honing, laser structuring, roughening and coating complete the portfolio.
With standalone made-to-measure solutions for stator prototype development and small-scale series production, as well as fully automated new system solutions for electric motor production lines, copperING‘s product portfolio complements that of its new partner Gehring. The Gehring group therefore offers the full gamut of technologies for vehicle drives – from conventional solutions to hybrid technologies and even integral electrification.
The Gehring Group with approx. 800 employees, is headquartered in Ostfildern, Germany, and has additional locations in Naumburg and Wernigerode, Germany, as well as in the USA, China, India, Italy, UK, France, Brazil and Mexico.
For additional information and image material:
Jaqueline Fette (Director of Marketing)
Tel: +1 248 427-3943
Cell: +1 248 954 8383
E-Mail: jaqueline.fette@gehring-group.com
Gehring L.P.
24800 Drake Road
Farmington Hills, Michigan 48335
www.gehring-group.com
Suhner has teamed up with Velocity Products to maintain the SU-matic line at the highest level of quality and functionality
 Suhner has just announced their partnership with Velocity Products on the repair and maintenance of SU-matic tooling. Velocity is the premier distributor of Tooling for Okuma, as well as innovative machine tools throughout North America. Velocity/SU-matic tooling is designed and manufactured by SU-matic, a worldwide leader in tooling technology. SU-matic works closely with engineers from Okuma when designing new tools. The collaboration ensures flawless tooling performance on lathes, multi-tasking machines and machine tools.
Suhner has just announced their partnership with Velocity Products on the repair and maintenance of SU-matic tooling. Velocity is the premier distributor of Tooling for Okuma, as well as innovative machine tools throughout North America. Velocity/SU-matic tooling is designed and manufactured by SU-matic, a worldwide leader in tooling technology. SU-matic works closely with engineers from Okuma when designing new tools. The collaboration ensures flawless tooling performance on lathes, multi-tasking machines and machine tools.
Velocity has experienced staff who can maintain tools at the highest standard required by OEM clients. Walter Scheppe has over 30 years of experience in maintaining and repairing tools. He has fixed lathe tooling, angle heads, multi-spindle heads and specialty tooling. The Velocity/SU-matic Preventive Maintenance Program uses the expertise of Walter and his team to keep the SU-matic tools running smoothly.
 The Preventive Maintenance Program offers 72 hour inspection turnaround, inspection of radial and axial play and a six month guarantee on repairs. In addition, Velocity/SU-matic tooling is guaranteed for two years; at the end of the two years, you can send your tools to the Velocity/SU-matic repair center for inspection, and if needed, return your tools to original factory specifications. The repair center is in Suhner’s new location, at 43 Anderson Road, Rome, GA 30161.
The Preventive Maintenance Program offers 72 hour inspection turnaround, inspection of radial and axial play and a six month guarantee on repairs. In addition, Velocity/SU-matic tooling is guaranteed for two years; at the end of the two years, you can send your tools to the Velocity/SU-matic repair center for inspection, and if needed, return your tools to original factory specifications. The repair center is in Suhner’s new location, at 43 Anderson Road, Rome, GA 30161.
Commenting on the partnership, Bob Bauer, the Vice President of Velocity Products, said, “I’m proud for the partnership we have formed with Suhner, as this allows us to provide a timely and high-quality service to Okuma.”
For more information, please contact:
SUHNER Industrial Products Corp.
Lee Coleman, National Sales Manager-Machining Division
43 Anderson Road SW
Rome, GA 30161 USA
Direct: 706-314-2927
Mobile: 706-409-1876
Fax: 706-235-8045
lee.coleman@suhner.com
www.suhner.com
Company moving HQ to Kodak, Tennessee, near Knoxville; plans to retain Chicago area facility for sales and service of its molding machinery
REP Corporation (Bartlett, Illinois), the market leader in rubber molding machinery, today announces plans to relocate their corporate headquarters to Kodak, Tennessee, near Knoxville. The new facility is currently under construction and will be open in early 2019, according to company President Tim Graham. From the new location, REP Corporation will conduct sales, service, engineering and machine demonstrations, plus parts warehousing, for customers in North America. REP Corporation is a subsidiary of the REP International, based in Lyon, France.

REP Corporation management shown with Mayor Larry Waters of Sevier County, Tennessee, upon completion of the agreement to relocate the corporate headquarters. Shown left to right: Brian Boyle, Regional Sales Manager Jeff Tanner, Regional Sales Manager Josh Beachum, Technical Director James Wirtz II, Aftersales Director Larry Waters, Mayor Sevier County Timothy Graham, President REP Corporation Derek Williams, National Sales Director Anna Seel, Accounting Director
Plans include the employment of approximately 20 people for administration, engineering, sales and field service. REP Corporation currently maintains an install base of more than 3000 machines and has been selling in the North American market since 1970.
The current facility in Bartlett, Illinois near Chicago, will be maintained as a sales and service office for the company.
Aftersales Director Jim Wirtz explains, “We began our search about two years ago, recognizing the migration of the rubber industry to the South, as it follows the primary automotive OEM. We were impressed by the efforts of Sevier County in Tennessee, especially Sevier County Mayor Larry Waters plus Allen Newton and his team at the Economic Development Council. This is a major step for REP, as we’ve occupied essentially the same location in Chicagoland since we began here in 1970. We look forward to broadening our presence in the country and becoming part of this vibrant new industrial community in Kodak.”
Technical Director at REP, Josh Beachum, adds, “One of the strong factors in our decision was the talent pool of young engineers in this area, combined with the technical training options available to us. The rubber molding business has a very unique set of chemistries and manufacturing technologies that require ongoing training and mastery.”
Anna Seel, the Accounting Director at REP Corporation, notes, “We will provide very competitive wages and benefit package to our new employees, most of whom will come from the local community. This second location will help us provide support to our customers more effectively.”
National Sales Director Derek Williams further states, “This move represents an opportunity to support our transplanted existing customers who have followed the auto industry to the South, plus the newly emerging markets here.”
Tim Graham, concludes, “We’ve received a very enthusiastic welcome from the local business community here, making this decision to relocate from our longtime Chicago headquarters an easier move.” He added the company plans to relocate immediately upon completion of the new facility, located in the Smith-Thomas Technology Park in Kodak.
REP provides the North America rubber industry with a full range of injection and compression presses, plus laser mold cleaning and other ancillary equipment, as well as REP Pack 4.0, its proprietary software suite for the management of all press parameters and machine kinematics, providing manageable data for the digital factory and Industry 4.0, the rapidly advancing standard for rubber factory operations.
For more information on this announcement, please contact:
REP Corporation
8N740 Tameling Court
Bartlett, IL 60103-8146
Phone: 847-697-7210
www.repinjection.com
Attention: Tim Graham or Jim Wirtz
Automated extrusion process drastically changes the extruded profile
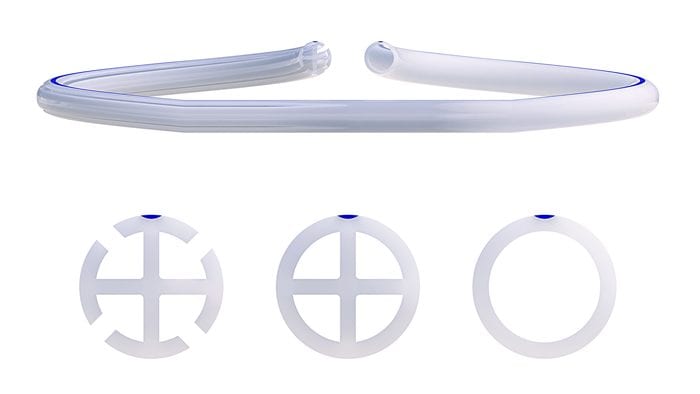 Guill Tool, a global manufacturer of extrusion tooling, has released its new reciprocating head. The traditional tip and die assembly is replaced with a linear reciprocating assembly that changes the tube’s profile within a given length. This process is repeated throughout a single extrusion run without interruptions. Cutting capability, in association with the extrusion speed, cuts the finished product to length.
Guill Tool, a global manufacturer of extrusion tooling, has released its new reciprocating head. The traditional tip and die assembly is replaced with a linear reciprocating assembly that changes the tube’s profile within a given length. This process is repeated throughout a single extrusion run without interruptions. Cutting capability, in association with the extrusion speed, cuts the finished product to length.
While cost and value stream activities are reduced, quality is improved. Only one extrusion run is needed to produce a finished product, as opposed to multiple extrusion runs with tooling changes along with a manual assembly operation to connect different tubing shapes. Guill’s new reciprocating head eliminates an assembly operation. It also eliminates in-process inventory. Thus, there is no need for storage of various tubing shapes and connectors needed for assembly, fulfillment of orders and replenishment of finished goods.
Furthermore, the reciprocating head eliminates a connecting piece, allows JIT production and products made-to-order. Lastly, it reduces total run time from receiving the order to shipping.
For more information, please contact:
Bill Conley, Sales Manager
Guill Tool & Engineering
10 Pike Street
West Warwick, RI 02893
USA
Telephone: 401-828-7600
www.guill.com
bconley@guill.com
The full line of WEMA grinding machines includes internal, universal, external, roller bearing, and customized solutions.
German Machine Tools of America is now the North American distributor of WEMA Glauchau GmbH. These high precision grinding machines will be shown by GMTA at IMTS 2018.
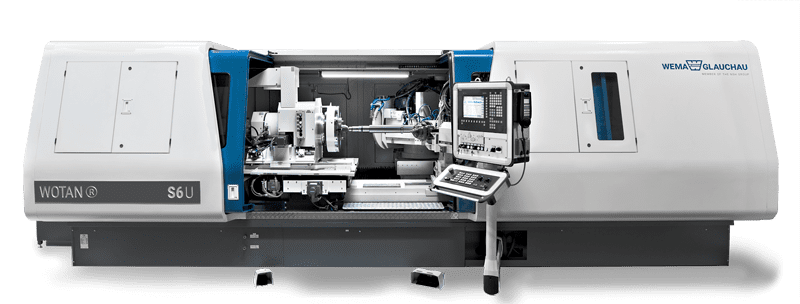
WEMA 6SU Universal Grinding Machine
WEMA’s internal grinding machines maximize operating times with more efficient and integrated procedures. A repeatedly allocable tool and workpiece headstock are guided on up to six axes with an accuracy of 0.1 μm. WEMA SI is scalable and is adapted to the clients’ needs through specific mounting for the greatest machining efficiency. Powerful drives ensure quick availability with additional work and peripheral modules reducing costly non-productive times. Available in 4 different series (S2I, S3I, S6I and S10I), it offers machining of chuck and shaft-shaped parts. In addition, the internal grinding machines are equipped with internal cylinder/ cone, internal polygons, internal screw threads, up to 4 applicable grinding tools and high rigidity through the use of cast beds/hydropol beds.
 With WEMA SU, universal grinding machines are available for the complex task of three-way machining of all major workpiece sizes. The machines are equipped with external and internal grinding units. Clamping operations provide decisive efficiency and precision benefits. WEMA’s technology enables machines to perform highly complex operations, while peripheral modules permit greater flexibility. These machines’ features include up to 3 swivel axes, machining of 4 sides in one clamping operation, machining of chuck and shaft-shaped parts and external grinding wheels with a maximum diameter of 600 mm. WEMA SU also offers additional features such as: 4 insertable internal grinding tools, 4 external grinding tools and cones, polygons, etc.
With WEMA SU, universal grinding machines are available for the complex task of three-way machining of all major workpiece sizes. The machines are equipped with external and internal grinding units. Clamping operations provide decisive efficiency and precision benefits. WEMA’s technology enables machines to perform highly complex operations, while peripheral modules permit greater flexibility. These machines’ features include up to 3 swivel axes, machining of 4 sides in one clamping operation, machining of chuck and shaft-shaped parts and external grinding wheels with a maximum diameter of 600 mm. WEMA SU also offers additional features such as: 4 insertable internal grinding tools, 4 external grinding tools and cones, polygons, etc.
The company’s external grinding machines can machine parts up to 1,500 kg with external lengths of Ø 600 mm and 2,700 mm. Grinding wheels are available in Ø 500, 600, and 750 mm. Typical workpieces include railway axles, rollers, pipes and shafts.
 Assemblies of the roller bearing grinding machines feature a strict modular structure used for various operations. One is for sequential internal, external and rim machining operations. Another is for simultaneous internal and external machining operations. Other modular structures are used for external machining operations, internal machining operations and rim machining operations. Machining jobs can be carried out on single or multi-row outer rings (OR) and inner rings (IR) of diverse bearing types. Notable features on these WEMA machines include three different types of milling centers (SW3, SW6, SW10), grounding of borings and tracks of inner rings, as well as tracks and outer diameters of outer rings. Outside rings have a diameter of approximately 300 mm to 900 mm. Shoulders, rims, etc can also be ground and different grinding operations can be performed in sequential or simultaneous grinding procedures.
Assemblies of the roller bearing grinding machines feature a strict modular structure used for various operations. One is for sequential internal, external and rim machining operations. Another is for simultaneous internal and external machining operations. Other modular structures are used for external machining operations, internal machining operations and rim machining operations. Machining jobs can be carried out on single or multi-row outer rings (OR) and inner rings (IR) of diverse bearing types. Notable features on these WEMA machines include three different types of milling centers (SW3, SW6, SW10), grounding of borings and tracks of inner rings, as well as tracks and outer diameters of outer rings. Outside rings have a diameter of approximately 300 mm to 900 mm. Shoulders, rims, etc can also be ground and different grinding operations can be performed in sequential or simultaneous grinding procedures.
Although the company’s grinding machines cover a wide range of possible applications, they also build and design grinding machines to order ranging from more or less customized adaptations to complete designs of the machine.
For more information, please contact:
Scott Knoy
Vice President
German Machine Tools of America (GMTA)
Ann Arbor, Michigan
Office: 734-973-7800
Fax: 734-973-3053
Email: scott@gmtamerica.com
www.gmtamerica.com
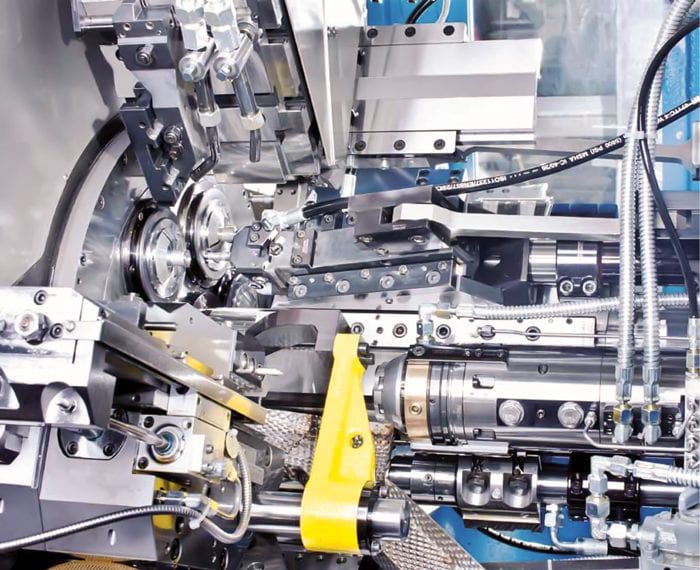
 Schütte (Jackson, Michigan) now sells SCX, its new multi-spindle automatic lathe.
Schütte (Jackson, Michigan) now sells SCX, its new multi-spindle automatic lathe.
In today’s industrial production, more complex workpieces are being produced in smaller batch sizes and shorter life cycles. To remain competitive, manufacturers have to react quickly and flexibly to market requirements.
These conditions have been met with the creation of Schütte’s multi-spindle automatic lathes. Everything that is not directly related to the production of workpieces has been eliminated from the machining area. There are no drives, cables, slides, lubrication lines or cooling lines within the tooling area. The clean and freely accessible machining area provides clients with the greatest possible configuration flexibility and the simplest retooling and tool retrofitting.
The SCX from Schütte offers several benefits. Some of these are free speed selection and free falling chips. Furthermore, extended machining options are available on the second workpiece side through exact transfer and three additional spindles. Expansion of the machining range is achieved through extended rear-side machining including C-and Y-axis. Lastly, multi-spindle production provides clients with a wide variety of workpiece geometries.
For further information, please contact:
Brittany Oulch
SCHUTTE USA, LLC
4055 Morrill Road
Jackson, MI 49201
Phone: 517-782-3600 ex.10
www.schutteusa.com
boulch@schutteusa.com
 Guill Tool is proud to announce the immediate availability of its new die cart with easy disassembly and reassembly. It features a high volume, adjustable center accumulating crosshead. This crosshead is designed to produce a smooth linear bore and provide jacketing over various substrates. The crosshead’s maximum thru core is 18,” while its maximum die ID is 23.” Built to handle thermoplastic applications, the crosshead includes tooling and isolation sleeve design.
Guill Tool is proud to announce the immediate availability of its new die cart with easy disassembly and reassembly. It features a high volume, adjustable center accumulating crosshead. This crosshead is designed to produce a smooth linear bore and provide jacketing over various substrates. The crosshead’s maximum thru core is 18,” while its maximum die ID is 23.” Built to handle thermoplastic applications, the crosshead includes tooling and isolation sleeve design.
Additionally, the tooling section features quadrant heating. Guill’s crosshead stand is equipped with an integral alignment station and concentric role guide. The stand is also an integral cleaning station, so clients don’t need to remove the crosshead for cleaning. Lastly, this crosshead has “on-the fly” catenary adjustment and can be easily maintained with simple hand tools.
For more information, please contact:
Bill Conley, Sales Manager
Guill Tool & Engineering
10 Pike Street
West Warwick, RI 02893
USA
Phone: 401-828-7600
www.guill.com
 Chemcoaters, Gary, Indiana, Bill Krippes, Director of New Product Development, is officially retiring from Chemcoaters on July 28, 2018, after 16 years of dedicated service.
Chemcoaters, Gary, Indiana, Bill Krippes, Director of New Product Development, is officially retiring from Chemcoaters on July 28, 2018, after 16 years of dedicated service.
Bill has been in the coil and mill-applied coating industry for over 46 years, serving in R&D, Technical Service, and Sales roles. He started his career developing products for JM Eltzroth before moving on to spend more than a decade at PPG specializing in mill-applied coatings, with a specialty in dry film lubricants (Chemform) and mill-applied zinc phosphates. In 2001, Bill brought his experience and knowledge to Chemcoaters in Gary, Indiana. While here, Bill has been a staple of the organization. His expertise in dry-film lubes for stamping and his product development skills have helped advance Chemcoaters’ core business and aided in educating a future generation of employees.
In August, Bill will officially retire but will continue to serve as a New Business Development Consultant. In that role, he will continue to help Chemcoaters’ customers find coating solutions to overcome issues with stamping and corrosion.
As Bill moves into his new consulting role, Brit Capizzano will move into the role of R&D manager. Brit has spent the last 6 years under the guidance and mentorship of Bill. Moving into the future, Chemcoaters will continue to provide customers with unique coating solutions and unparalleled expertise.
Based in Gary, Indiana, Chemcoaters, Inc. is a leading supplier of green coil coatings, as well as traditional prepaint and protective coil coatings such as dry film lubes and other RoHS-compliant coatings. Virtually no VOCs or HAPs are present in the process. The company’s patented InterCoat® ChemGuard 300 coating is formulated with trivalent chrome vs. hexavalent chrome, making it environmentally friendly in all building, architectural, transportation and consumer appliance applications. InterCoat® ChemGuard 300 coating has superior corrosion resistance, as well. Chemcoaters offers a presentation on their unique and proprietary patented coating that evidences this fact to all interested parties.
For more information, please contact:
Bill Capizzano, President
Chemcoaters, Inc.
700 Chase Street
Gary, IN 46404
Phone: 877-411-2905
Email: billc@chemcoaters.com
or
Mike Tieri, Vice President, Sales & Marketing
Phone: 708-715-7759
Email: MikeT@chemcoaters.com
 Schütte (Jackson, Michigan) now sells its PC, their new multi-spindle automatics.
Schütte (Jackson, Michigan) now sells its PC, their new multi-spindle automatics.
Often, manufacturers need automatics that have greater capabilities. These include the machining of non-ferrous metal or steel, a combination of heavy roughing and accuracy, simple programming combined with versatility and a single machine that performs several production processes. The answer to these challenges is Schütte’s PC series.
Automatics in the PC series are machining centers. They are used whenever classic cam-controlled automatics reach their limit. Besides turning, PC multi-spindle automatics perform tapping, mill cutting, polygon cutting and eccentric drilling operations. Six or eight work spindles, endworking and cross slides can be controlled independently of each other. Rear-side machining can have up to three tools. Over 56 CNC axes can be easily programmed with Schütte’s SICS 2000 system.
PC multi-spindle automatics are designed for material removal of geometrically sophisticated parts made of hard solid materials. The machines are designed to be robust, durable and technically flexible for complex drilling operations. Furthermore, they provide ready-to-install precision parts in large and small batch sizes. Machines in the PC series feature short setup, non-production and part production times.
These machines are used by automobile manufacturers and suppliers, the fittings, pneumatics and hydraulics sector, as well as in the production of precision parts.
For further information, please contact:
Brittany Oulch
SCHUTTE USA, LLC
4055 Morrill Road
Jackson, MI 49201
Phone: 517-782-3600 ex.10
www.schutteusa.com
boulch@schutteusa.com
Huissel utilizes MSP servo presses for high production of complex stampings
Canton, Michigan – Huissel, well-known as a reliable die and sheet metal part supplier for the European automotive and supplier industry, looked to Schuler presses to help expand their market.
 Huissel wanted to complete the die manufacturing process chain in Frankenthal, Germany, and the related delivery of sheet metal parts at the Enkenbach-Alsenborn site for its product line. According to the two managing directors, Peter Busalt and Gerald Schug, these market potentials could not be achieved with the existing machinery. A system was needed that would permit economical manufacturing of medium and high lot sizes while enabling easy operation. Huissel chose the Schuler MSP 800; the latest expansion of the newly developed servo press series of Schuler.
Huissel wanted to complete the die manufacturing process chain in Frankenthal, Germany, and the related delivery of sheet metal parts at the Enkenbach-Alsenborn site for its product line. According to the two managing directors, Peter Busalt and Gerald Schug, these market potentials could not be achieved with the existing machinery. A system was needed that would permit economical manufacturing of medium and high lot sizes while enabling easy operation. Huissel chose the Schuler MSP 800; the latest expansion of the newly developed servo press series of Schuler.
“We examined suppliers from Spain and Italy to Germany,” says Peter Busalt. “But only the MSP series from Schuler currently has the functions we need.” Gerald Schug adds, “The ease of operability of the machine was important for us, for example, because this aspect helps even inexperienced employees quickly achieve good results in regard to taking advantage of the full potential of the servo press.”
 Operators can select from predefined movement curves or program them freely. A fixed component of the control system is the Smart Assist software from Schuler, which performs the setup procedure for the dies step by step – another advantage for Gerald Schug: “In this way, we can shorten the usual launch of production to a fraction of the previous time.”
Operators can select from predefined movement curves or program them freely. A fixed component of the control system is the Smart Assist software from Schuler, which performs the setup procedure for the dies step by step – another advantage for Gerald Schug: “In this way, we can shorten the usual launch of production to a fraction of the previous time.”
The commissioning of the new press is also considerably faster thanks to a digital twin. Here, the virtual system model is connected to the real control system with the machine and system visualization system. All functions of the MSP 800 can be simulated on the computer in this manner. The functionality and operation of the system can therefore be tested and trained on the real machine.
Huissel will set up a new building in its Enkenbach-Alsenborn factory for the MSP 800. As a whole, this project is the largest single investment in the company’s 100-year history. Huissel also intends to attach dies that it has manufactured in its Frankenthal factory 25 miles away to the new servo press. The tie rod structure of the MSP 800, which offers particularly high rigidity, also guarantees the quality of the parts production.
Schuler presented the MSP 400, a smaller version of the MSP 800, to the general public at the EuroBLECH trade fair in Hanover for the first time. The smallest members of the group, the single-rod automatic blanking press CSP 100 and the double-rod automatic blanking press MSP 200, are already in use at stamping companies. What all these presses have in common is the innovative knuckle-joint drive with highly dynamic servo motors and additional smart functions, such as condition monitoring.
Schuler is currently in development and will soon offer a press force of 1,250 tons.
www.schulergroup.com/servopresses
For further information on Schuler Inc., North America, please contact:
Jeferson Valerio, Director of Sales
Schuler Incorporated
7145 Commerce Blvd.
Canton, MI 48187 USA
734-207-7200
info@schulerinc.com
www.schulergroup.com