
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
 Practical Operation
Practical Operation
The SCHÖMA machine factory opted for a cycle turning machine with Sinumerik 840D solution line CNC for the manufacturing of individual parts and small batches of locomotive wheels; this machine also features Siemens ShopTurn with Manual Machine function. This hardware and software solution combines the flexibility and benefits of conventional machining with the productivity and efficiency of a CNC and this is what tipped the balance in its favor for one customer.
Christoph Schöttler Maschinenfabrik GmbH (SCHÖMA) is based in Diepholz, Germany. The company specializes in the development and production of diesel-engine locomotives. The model range includes tunnel and shunting locomotives; service, field and narrow-gauge locomotives; handcars, passenger carriages and gang cars. Around 90 percent of the locomotives produced each year at SCHÖMA are destined for use in tunnel construction.
Each construction project brings its own specific requirements and each country through which the locomotives travel has different environmental and safety legislation. SCHÖMA uses a modular system to meet a diverse range of customer requirements and the resulting need for a variety of equipment and product versions. One of the tasks facing the company is working out how to equip the locomotives for transportation by rail on differing track widths. Another requirement is locomotives with driving wheels featuring diameters between 600 mm and 900 mm, depending on local track usage.
The right decision
Faced with even more demanding requirements in terms of production capacity and flexibility, SCHÖMA’s Managing Director, Christoph Schöttler, last year decided to add a cycle-control Seiger Record LC 1400 lathe to his inventory of machines. “We opted for a head turning machine, as we do not need a tailstock to produce driving wheels, axle bearing housings and gear wheels. It is working just as we envisioned, so we obviously made the right decision,” says Schöttler.
SCHÖMA constructs around 120 locomotives each year, which equates to 480 wheels. In addition, there are also repair orders, which increase the workload to between 560 and 600 driving wheels per year. These wheels are produced in two mountings from forged blanks on the cycle turning machine. The first mounting is used to machine the wheel flange on the reverse side and the wheel hub. The shaft locating bore is pre-turned. In the second mounting, the first task is to pre-turn the driving wheel profile, then the rolling circle level and the wheel shaft locating bore are finished.
Careful approach
The cycle turning machine is controlled by a Siemens Sinumerik 840D sl CNC, equipped with the ShopTurn software package with Manual Machine feature. If required, ShopTurn programming can be performed on a separate PC as part of an operator’s work planning, without interrupting the work sequences on the machine. The programs are routed to the machine via the network, where they are called up as required, depending on the workpieces to be produced. The Sinumerik CNC is used for both numerically controlled machining and manual operation with the ShopTurn’s Manual Machine functions. In manual mode with electronic handwheels, the machine behaves just like a conventional lathe with an actual value display.

During face and longitudinal turning, the process operates with the entered feed and spindle speed. The real highlight of the system is that every cycle can be used straightaway, without having to create a custom program. At SCHÖMA, the option for manual intervention is used for setting the zero point or for simple contours. Diameters are determined manually, if driving wheels have been newly profiled or if driving wheel profiles require resurfacing. The wheel profiles abrade as a result of the high loads experienced in heavy-duty operation or on poor-quality tracks or as a result of the driven wheels skidding.
“With a machine that uses only CNC, it is difficult to rework the driving wheels, as it is not possible to determine how much material needs to be removed. With this optional manual mode, however, users can adopt a careful approach. This sums up the ease of control,” explains Walter Horstmann, head of mechanical production and wheel set construction at SCHÖMA.
Siemens ShopTurn with Manual Machine for the job shop
After machine start-up, the basic MANUAL screen is immediately displayed and offers direct access to choosing machining options without having to create a parts program.
Machining procedures such as “taper turning” and “straight line face and longitudinal turning” can be executed immediately. The operator simply selects tool, feed speed, spindle speed and orientation, plus, if required, machining angle, then presses “Start”. The active direction is graphically displayed in the basic screen, using a compass rose symbol. All machining steps such as entry, thread grinding and drilling can also be started in manual mode.
For additional product information and inquirie, contact:
SIEMENS MACHINE TOOL BUSINESS
John Meyer
Manager, Marketing Communications
Siemens Industry, Inc.
(847) 640-1595
www.usa.siemens.com/cnc
SiemensMTBUMarCom.industry@siemens.com
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue readingHAN-KWANG INTRODUCES THREE NEW LASERS
Korean giant enters U.S. market with big splash at recent FABTECH show

PL Machine
At the recent FABTECH show in Chicago, the largest builder of laser machines in Korea introduced three new CO2 lasers for metal fabrication, including two plate/sheetmetal machines and one tube/pipe cutter. Reaction from the attendees was very positive and interest quite high, as all three machines ran continuously throughout the show.
Details on the machines follow here:
Han-Kwang takes the next step in its technology development with the introduction of the Series PL laser system. Incorporating our unique Beam Radius Control (BRC) and Constant Beam Delivery System (CBDS), Series PL also features the newest Han-Kwang laser technology, our S5 High-Speed Cutting Head, which significantly increases the cutting speeds on all sheet metals, up to 1120 IPM for 20ga mild steel and 790 IPM for 16ga stainless. In addition, the practical machine design and highly functional, ergonomic controls make the Series PL the new benchmark in long gantry laser systems.
Features
• BRC-Beam Radius Control
Through optimizing the beam diameter for each different material and thickness, cut quality is greatly increased.
• CBDS-Constant Beam Delivery System
By keeping the entire length of the beam delivery constant over the work area, beam quality at the cutting focal point is enhanced.
• S5 High Speed Cutting Head
Adopting the new generation of the sensing board and the cutting head means cutting speeds for sheet metals such as mild steel, stainless and aluminum are dramatically increased.
• PMU-Plasma Monitoring Unit
Constantly monitors cut error such as plasma and restart with faster piercing and more stable cutting quality.
• LCS-Lens Crack Sensor
Built-in LCS monitors the status of lens contamination to give maintenance personnel instant alerts for replacement.
• Rotary axis for tube cutting
Cuts tubes up to 12” OD to give your operation substantial flexibility in work strategies
• Siemens SINUMERIK 840D with 15” touch screen
Use of the highest powered CNC, with open architecture and simplified set-up with plain language commands, plus full interface to your shop programming/monitoring network, means greater productivity at the machine and overall in your operation
• Onboard high-efficiency air filter & dehumidifier with monitoring window
Utilizing its own power supply, this unique Han-Kwang system guarantees contamination-free cutting and unmatched consistency.
—————————————————————–

PS Machine
Han-Kwang takes the next step in its technology development with the introduction of the Series PS laser system. Incorporating our unique Beam Radius Control (BRC) and Constant Beam Delivery System (CBDS), Series PS also features the newest Han-Kwang laser technology, our S5 High-Speed Cutting Head, which significantly increases the cutting speeds on all sheet metals, up to 1120 IPM for 20ga mild steel and 790 IPM for 16ga stainless. In addition, the practical machine design and highly functional, ergonomic controls make the Series PS the new benchmark in short gantry laser systems.
Features
• BRC-Beam Radius Control
Through optimizing the beam diameter for each different material and thickness, cut quality is greatly increased.
• CBDS-Constant Beam Delivery System
By keeping the entire length of the beam delivery constant over the work area, beam quality at the cutting focal point is enhanced.
• S5 High Speed Cutting Head
Adopting the new generation of the sensing board and the cutting head means cutting speeds for sheet metals such as mild steel, stainless and aluminum are dramatically increased.
• PMU-Plasma Monitoring Unit
Constantly monitors cut error such as plasma and restart with faster piercing and more stable cutting quality.
• LCS-Lens Crack Sensor
Built-in LCS monitors the status of lens contamination to give maintenance personnel instant alerts for replacement.
•Siemens SINUMERIK 840D with 15” touch screen
Use of the highest powered CNC, with open architecture and simplified set-up with plain language commands, plus full interface to your shop programming/monitoring network, means greater productivity at the machine and overall in your operation
• Onboard high-efficiency air filter & dehumidifier with monitoring window
Utilizing its own power supply, this unique Han-Kwang system guarantees contamination-free cutting and unmatched consistency.
—————————————————————–
 Han-Kwang takes the next step forward in fully automated tube cutting systems with the introduction of the new Series TL. All our experience in tube cutting technology has joined with our expertise in the design and engineering of materials handling systems to offer users a very affordable yet superior quality and highly flexible system for virtually non-stop production of tubes and shapes. Coupled with our exclusive Han-Kwang ProDesign 3D CAM/CAM software and fully controlled by a single CNC workstation, Series PL will provide unmatched productivity to your operation.
Han-Kwang takes the next step forward in fully automated tube cutting systems with the introduction of the new Series TL. All our experience in tube cutting technology has joined with our expertise in the design and engineering of materials handling systems to offer users a very affordable yet superior quality and highly flexible system for virtually non-stop production of tubes and shapes. Coupled with our exclusive Han-Kwang ProDesign 3D CAM/CAM software and fully controlled by a single CNC workstation, Series PL will provide unmatched productivity to your operation.
Highlight of the Series TL is our highly advanced S5 cutting head, which combines superior measurement and sensing mechanisms to change from signal size to pulse monitoring, resulting in optimum cutting conditions. This new cutting head design is further enhanced by Han-Kwang’s quick piercing nitrogen-injection technology. Smaller holes, quicker ambient area cooling and a substantial reduction in hole-to-hole cutting time will all benefit your production and your bottom line.
Features
• BRC-Beam Radius Control
• CBDS-Constant Beam Delivery System
• Magazine-fed bundle tube loading system
• Tube V-support system
• Rotary chucking system
• Completely enclosed safety workstation with automatic doors and light barrier system
• Panasonic 2500W resonator
• Cutting capability to 21’ long x 6” diameter
• Material thicknesses to 0.25” mild steel and 0.2” stainless
• Siemens SINUMERIK 840D, the highest-powered CNC on the market for maintaining complete processing cycle control by a single operator, using touchscreen and simple language commands
• ProDesign 3D CAD/CAM enabling fast adjustments to the production scheduling to yield maximum productivity from the system
• Unique Han-Kwang air filtration and dehumidifying system for cleaner cuts and more operator-friendly environment
For more information on this emerging new player in the laser machine market, please contact:
Robert Won, Director/North American Sales
HANKWANG USA, INC. Web: www.hankwang.com
Agency contact: Tim Daro Bernard & Company www.bernardandcompany.com
 I have seen many businesses that looked at social media as a passing phase… at least they were crossing their fingers and hoping it was. Others felt it wasn’t relevant to their type of business. This way of thinking has led to them simply “dabbling” in social media. Ultimately, they end up neglecting it and concluding “it doesn’t work”. When a business chooses to simply dabble or chooses to outsource social media negative results are almost always a certainty.
I have seen many businesses that looked at social media as a passing phase… at least they were crossing their fingers and hoping it was. Others felt it wasn’t relevant to their type of business. This way of thinking has led to them simply “dabbling” in social media. Ultimately, they end up neglecting it and concluding “it doesn’t work”. When a business chooses to simply dabble or chooses to outsource social media negative results are almost always a certainty.
It is very common for us to hear “My son (or daughter) set up our Facebook page (twitter account, blog etc) but nothing ever came of it.” You cannot have an “if you build it, they will come” mentality when it comes to social media.
Your online presence needs to be built, given life and then it needs to be nurtured so it stays alive and grows bigger and stronger.
 Twitter or posting a blog once in a while. It’s not about someone who already has a full time job at your company spending a few minutes each week, “checking things out“. Here is the truth about social media: the beginning, the setting it up is actually the least time consuming and the easiest part. Why? because no one has found you yet and no one has started to communicate and interact with you yet. You are also not developing content, researching what’s being said and what are good, relevant things for you to be talking about. Getting content out into the world takes time. What are people interested in and talking about? How do you or your clients contribute to that conversation? This is not about selling products it is about participating in a conversation so you become the “go to” person for information and guidance in the world that your business is part of. I hear people say all the time, “what’s the big deal? I’ll just throw some things up on twitter once in a while and blog once in a while.” Sure, that is great if you want to use social media as an outlet for your daily ponderings… but if you want to get paying clients out of it, it’s a whole different ball-game.
Twitter or posting a blog once in a while. It’s not about someone who already has a full time job at your company spending a few minutes each week, “checking things out“. Here is the truth about social media: the beginning, the setting it up is actually the least time consuming and the easiest part. Why? because no one has found you yet and no one has started to communicate and interact with you yet. You are also not developing content, researching what’s being said and what are good, relevant things for you to be talking about. Getting content out into the world takes time. What are people interested in and talking about? How do you or your clients contribute to that conversation? This is not about selling products it is about participating in a conversation so you become the “go to” person for information and guidance in the world that your business is part of. I hear people say all the time, “what’s the big deal? I’ll just throw some things up on twitter once in a while and blog once in a while.” Sure, that is great if you want to use social media as an outlet for your daily ponderings… but if you want to get paying clients out of it, it’s a whole different ball-game. In the PR/ad world, we need to maintain this knowledge for our business to grow, but we also need to be a source and knowledge base for our clients so they can to look to us for expertise and guidance. How do we do this? We need to know about, speak about and write about anything and everything that is relevant to our world as well as theirs. We also need to know where our clients need to have a presence in order for social media to work for them. They look to us for knowledge and guidance and as their ad/PR agency; we better know what we are talking about.
In the PR/ad world, we need to maintain this knowledge for our business to grow, but we also need to be a source and knowledge base for our clients so they can to look to us for expertise and guidance. How do we do this? We need to know about, speak about and write about anything and everything that is relevant to our world as well as theirs. We also need to know where our clients need to have a presence in order for social media to work for them. They look to us for knowledge and guidance and as their ad/PR agency; we better know what we are talking about. Several clients have appointed designated hitters for the internet blogs and especially the engineering chat areas of publication websites.
Several clients have appointed designated hitters for the internet blogs and especially the engineering chat areas of publication websites.
We applaud this action, especially in this economy.
One client said to me, during a meeting where I was encouraging this tactic, “Tim, how can I take a very busy engineer or sales guy away from customers and quoting to play on the internet?”
After I calmed down, I explained to him that:
Seriously, since very little is new under the sun, this is just the new version of that longtime and revered guy at every company, the one people flocked to see at trade shows.
Two quick examples:
We had a client (sadly passed away) who invented polymer quenchants for commercial heat treating. This ancient industry used water and oil, mostly, as it had for literally centuries. People would come to the trade shows and actually wait in line to see the guy. Then, with almost papal severity, he would lean into them, listen to their quenching problem, ponder it for a moment and then put his finger in their chest and say, “OK, here’s what you do…”
We have a current client who runs what is arguably the finest gear company on the planet. He’s also a world-class fly fisherman. He stands in the aisles and goes “casting for customers,” as he says. When he arrives at a show or conference, you’d think Ghandi had walked into the room…with Mother Teresa on his arm! Talk about drawing a crowd. His theory evokes the old John Kennedy line that a rising tide lifts all boats. He actually shows customers, prospects AND his competitors his operation and his p&l. His company currently exports high-precision gears worldwide, including to China!
The internet guru at your company can be a powerful force for growth and a true agent of change for your business and the industry as a whole. Don’t overlook the possibilities or think that it’s just playtime! When a “social” network has a tangible business upside, that’s a game we’d all like to join!
TD
No. 837 is a 1450OF electrically-heated tempering furnace from Grieve, currently used for pre-heating prior to welding and various post-welding heat treatments, at a customer’s facility.

8” thick insulated walls comprise 3” of 2300OF ceramic fiber and 5” block insulation, while 7” floor insulation is made from 5” of 2300OF firebrick and 2” of block insulation. No. 837 features an air-operated vertical lift door, as well as numerous safety and control components, including a programming and recording temperature recorder, SCR power controller, manual reset excess temperature controller with separate contactors and a recirculating blower airflow safety switch.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
No. 836 is a 750oF electrically-heated Class 100 cleanroom oven from Grieve, currently used to bake various coatings onto products at a customer’s facility.
 Workspace dimensions of this oven measure 36” wide x 36” deep x 39” high. 30 KW installed in Incoloy sheathed tubular heating elements provide the maximum temperature of 750OF, while a 1000 CFM, 1 ½-HP recirculating blower maintains horizontal airflow across the load.
Workspace dimensions of this oven measure 36” wide x 36” deep x 39” high. 30 KW installed in Incoloy sheathed tubular heating elements provide the maximum temperature of 750OF, while a 1000 CFM, 1 ½-HP recirculating blower maintains horizontal airflow across the load.
No. 836 features a Type 304, 2B finish stainless steel interior with continuously backwelded seams, an exterior finished with white epoxy paint #4, brushed finish stainless steel door face and control panel face. The oven has 6” insulated walls and an aluminized exterior.
Additional equipment on this Grieve oven include a 30” x 24” x 6” thick stainless steel high temperature HEPA recirculating air filter, digital programming temperature controller, manual reset excess temperature controller with separate contactors, recirculating blower airflow safety switch and a 10” diameter circular chart recorder.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
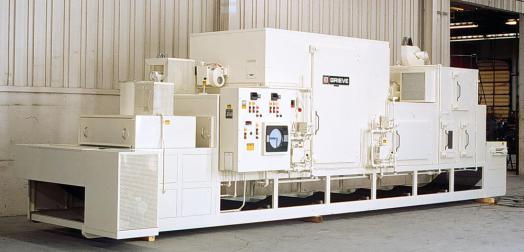
 No. 1006 is an electrically-heated 350°(~177°C) gravity roller design, conveyorized tunnel oven from Grieve, currently used for drying precipitate in pans at the customer’s facility. Workspace dimensions of this oven measure 66” wide x 19’ deep x 15” high. 120 KW are installed in Incoloy sheathed tubular heating elements, while a 17,500 CFM, 15-HP recirculating blower provides vertical downward airflow.
No. 1006 is an electrically-heated 350°(~177°C) gravity roller design, conveyorized tunnel oven from Grieve, currently used for drying precipitate in pans at the customer’s facility. Workspace dimensions of this oven measure 66” wide x 19’ deep x 15” high. 120 KW are installed in Incoloy sheathed tubular heating elements, while a 17,500 CFM, 15-HP recirculating blower provides vertical downward airflow.
This Grieve oven features 4” insulated walls, aluminized steel interior and exterior and a gravity roller conveyor with 1.9” diameter rollers on 6” centers. It also includes a 4’ long open loading zone, 19’ long insulated heat zone and 4’ long open uploading zone.
Additionally, controls on No. 1006 include a digital indicating temperature controller, manual reset excess temperature controller with separate control contactors, recirculating blower airflow safety switch and NEMA 12 control enclosure with fused disconnect.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
Grieve Corporation introduces No. 810, a 500°F gas-heated, two-zone belt conveyor oven, currently in use for curing aluminum pistons at a customer’s facility.
Workspace dimensions inside this unit measure 42” wide x 24’ deep x 15” high. The workloads travel atop a 36” wide, 1” x 1” high carbon steel flat wire conveyor belt with 1/4 HP motor drive, variable from 0.8 to 15 inches per minute, through an 18” long open loading zone; 36” long insulated heat zone with 2 HP, 2000 CFM recirculated airflow; 16” long insulated, unheated vestibule; 16’ long insulated heat zone with 10 HP, 12,500 CFM recirculated airflow; 12” long open zone; 36” long cooling zone and finally an 18” long open unloading zone.
350,000 BTU/HR are installed in modulating natural gas burners in each of the two heating zones on this Grieve conveyor oven. An aluminized steel exterior houses 4” insulated walls, Type 304 stainless steel interior with continuously welded seams in Zone One and aluminized steel interior in Zone Two.
A 16” diameter tubeaxial fan driven by a 3/4 HP motor pulls room air through the cooling zone.
All safety equipment required for gas heated equipment by IRI, FM and NFPA Standard 86 is on No. 810, including 325 CFM, 1/3 HP powered forced exhausters, airflow safety switches, hi/lo gas pressure switches, excess temperature controllers and electronic flame safeguard protection.
This unit also features doors at both ends of the workspace to contain heat, as well as pushbutton electric ignition for ease of operation and a recording thermometer. No. 810 was entirely designed, engineered, built and fully tested by Grieve.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
No. 840 is a 500oF electrically-heated, two-zone vertical airflow cabinet oven from Grieve, currently used to dry coatings on fishing line at a customer’s facility.
 Workspace dimensions of the top heating chamber measure 36” wide x 12” deep x 36” high, while the lower chamber is 36” wide x 12” deep x 60” high. 30KW installed in Incoloy-sheathed tubular heating elements (15KW per chamber) provide the heat, while two 1000 CFM, 1-HP recirculating blowers provide vertical airflow in each heating zone
Workspace dimensions of the top heating chamber measure 36” wide x 12” deep x 36” high, while the lower chamber is 36” wide x 12” deep x 60” high. 30KW installed in Incoloy-sheathed tubular heating elements (15KW per chamber) provide the heat, while two 1000 CFM, 1-HP recirculating blowers provide vertical airflow in each heating zone
This Grieve oven has aluminized steel interior and exterior, plus 4” insulated walls throughout. Eight ¾” diameter ports through the roof and floor of each heating zone allow the workload to pass through.
Safety and control equipment on No. 840 include digital indicating temperature controllers, manual reset excess temperature controllers with separate contactors and recirculating blower airflow safety switches for each heating zone..
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
 No. 1012 is an electrically-heated, 500ºF (~230ºC) top-loading oven from Grieve, currently used for testing electronic equipment. Two zones, each 96” wide x 12” deep x 12” high, can be separated for use as independent ovens. 24 KW (12 KW per load) are installed in Incoloy-sheathed tubular heating elements and two 1/3-HP recirculating blowers provide a total horizontal airflow of 1200 CFM to the workload.
No. 1012 is an electrically-heated, 500ºF (~230ºC) top-loading oven from Grieve, currently used for testing electronic equipment. Two zones, each 96” wide x 12” deep x 12” high, can be separated for use as independent ovens. 24 KW (12 KW per load) are installed in Incoloy-sheathed tubular heating elements and two 1/3-HP recirculating blowers provide a total horizontal airflow of 1200 CFM to the workload.
This Grieve top-loading oven features 4” insulated walls, aluminized steel interior and exterior, manually operated rear hinged door, reinforced flooring that can accommodate a load up to 500 lbs. and swivel casters with swivel lock and wheel brakes.
Controls onboard No. 1012 include a digital indicating temperature controller, manual reset excess temperature controller with separate contactors and recirculating blower airflow safety switch.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP