
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
A practical closed-loop solution for producing the highest quality skiving tools.
Vadim Zaiser, Product Manager – ANCA CNC Machines
The popularity of skiving is driven by electric cars. According to the Global Electric Vehicle (EV) Outlook 2023 report, there were over 26 million electric cars on the world’s roads in 2022, 60% more than in 2021 and 5 times as much as in 2018. In 2022 of all new cars sold, 14% were electric.
The forecast in 2023 is 14 million in sales by the end of the year, representing a 35% year-on-year increase. As a result, electric cars could account for 18% of total car sales for a full calendar year.
Worldwide, about 500 electric car models were available in 2022, a 100% increase from 2018. 18 of the 20 largest Original Equipment Manufacturers (OEMs), such as the BMW and GM Groups, have committed to increasing the offer and sales of EVs. Manufacturers’ electrification targets align with the International Energy Agency’s (IEA) Sustainable Development Scenario, aiming to reach 245 million EVs in stock, about 30% of the market share, by 2030.
The graph below depicts two major scenarios for global EV stock by drive mode. The passenger light vehicles and plug-in-hybrid and battery electric design are the major two leading the EV sales.
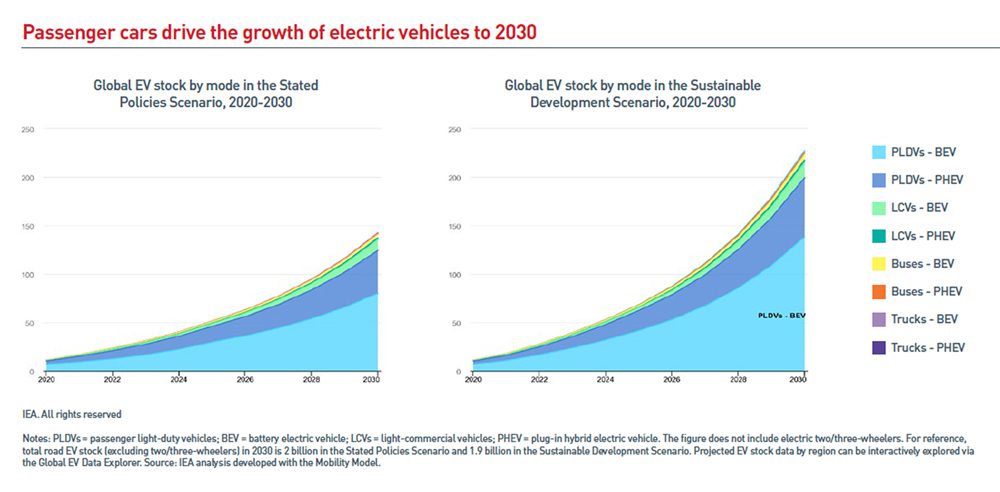 PLDV = Passenger light duty vehicle
PLDV = Passenger light duty vehicle
BEV – Battery electric vehicle
LCV – Light commercial vehicles
PHEV – Plug-In-Hybrid Vehicle
73% of all gear sales are auto-related. 45% of all gear production is for vehicle transmission. The rise of EVs is changing the requirements for the gear industry. The high engine speed of up to 20,000 rpm means a higher gear ratio is required for efficiency. The planetary gear set is more prevalent in the new design. In a planetary gear set, also known as the epicyclic gear train, the sun and planet gears are external gears assembled inside a ring gear.
The external gears are produced by hobbing then grinding. The internal ring gear, traditionally produced with shaping or broaching, shaping is slow, while broaching relies on cumbersome tooling. Another trend driven by the more compact new transmission design is multiple gears on one shaft that are very close to each other; due to the interference, the smaller ones on the shaft cannot be manufactured by hobbing.
Efficiency poses multiple challenges, but EV’s noise emission is also a much higher priority for customers. Gears for EVs need to meet even tighter tolerances – increased from DIN 10 to DIN 6; the gear industry sees hard skiving as a revolutionary process to produce the millions of gears needed for the new EVs.
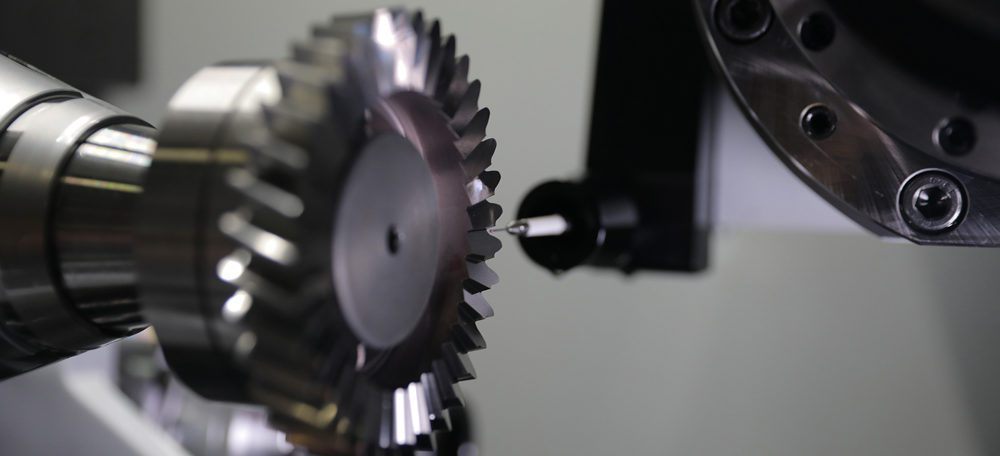
Skiving is a continuous material removal process, combining the rolling motion and milling motion. While meshing with the gear as a pinion cutter, the cutter simultaneously travels along the gear’s axial direction. It is as efficient as hobbing, reportedly five to 10 times faster than shaping. Skiving forms shorter chips, skived gears show higher quality, with lower surface roughness. The most challenging solid carbide skiving cutters are needed in the hard skiving process after heat treatment.
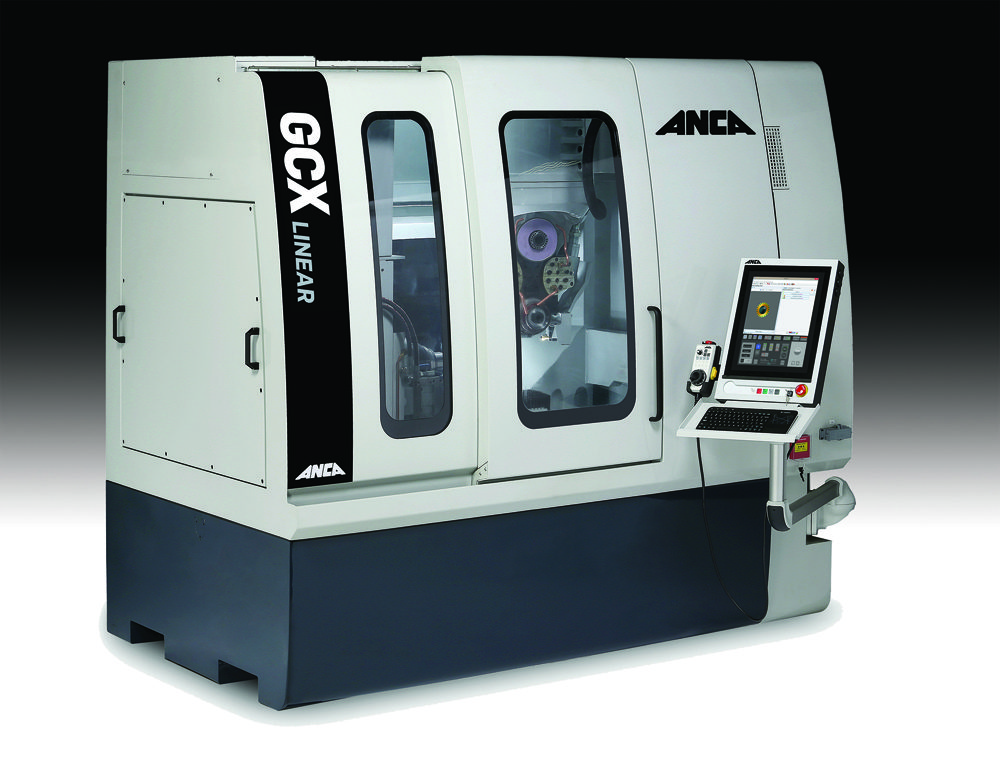 GCX Linear for Skiving Cutters
GCX Linear for Skiving CuttersResponding to the market demand, ANCA brings a complete solution for manufacturing and sharpening skiving cutters. The GCX Linear sets the new standard for producing the highest quality skiving tools in both carbide and HSS. Its in-process measurement with the analogue probe provides an accurate closed-loop manufacturing process, an industry-first innovation.
The GCX Linear solves challenges for producing high-quality skiving tools:
Challenge No. 1 – Complex geometry
Challenge No. 2 – Tight tolerance
Challenge No. 3 – Measurement
Challenge No. 4 – Dressing diamond wheel into complex shape within tight tolerance
Challenge No. 5 – Quality control
Challenge No. 6 – Knowledge gap
Skiving cutters are classified as pinion cutters. Currently, there are no standard specifications for them. The industry has widely adopted DIN 1829 as the default. Part 2 of DIN 1829 stipulates the features to evaluate and the tolerance to qualify for each quality class. The most critical aspects of the tool are tooth spacing and the tooth profile.
 Tooth spacing
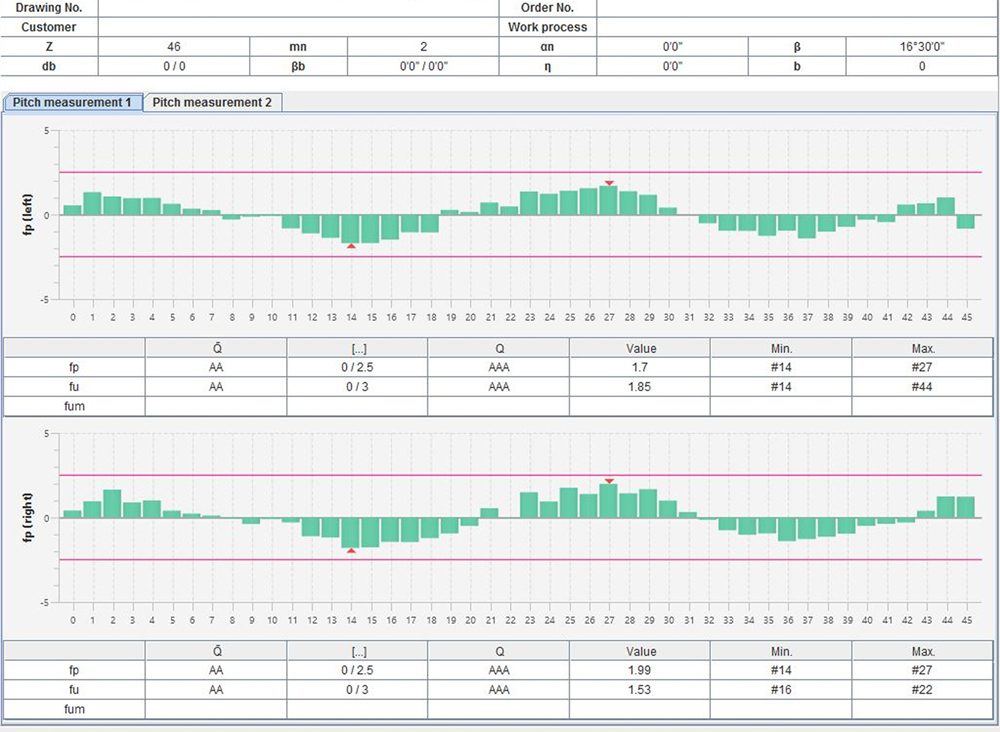
Tooth spacingTooth spacing measures the pitch, fp is the individual pitch error, which is the deviation of a particular tooth to tooth pitch from the nominal value. Cumulative pitch error Fp is the cumulated result of adding the previous tooth errors together. fu is the adjacent error. To qualify as DIN AA class, fp needs to be less than 2.5 microns; cumulative pitch Fp needs to be less than 7 microns. fu needs to be less than 3 microns. On a typical measurement report, tooth spacing measurement is illustrated as a bar chart, with a bar for each tooth.
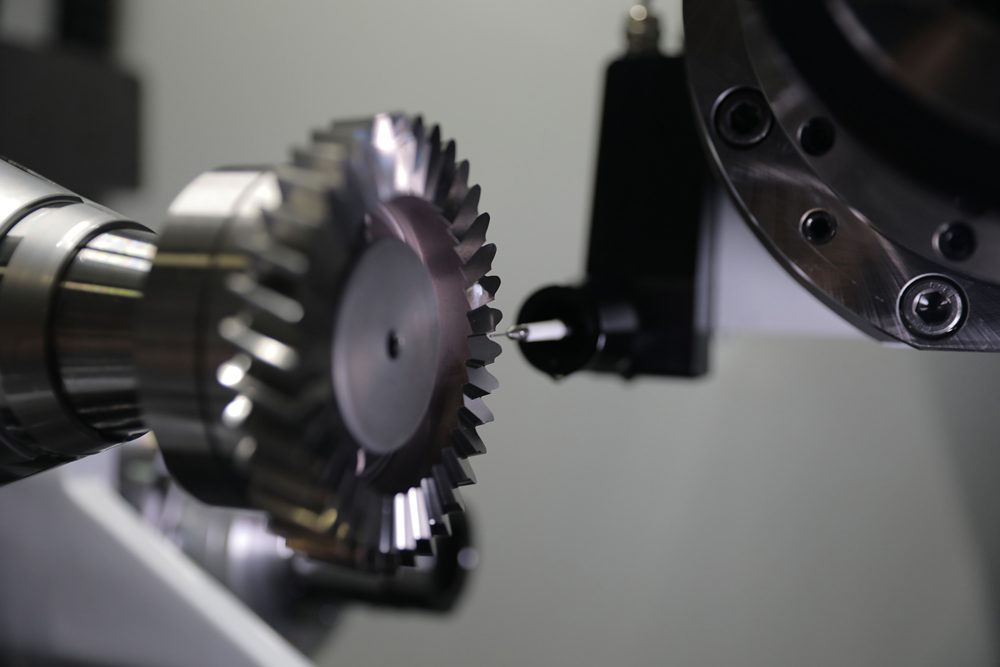
ANCA implemented the pitch measurement operation on the GCX Linear. The operator can quickly verify the pitch accuracy instead of taking the skiving cutter out of the machine and moving it to the measurement machine. It uses the digital function of the probe to touch the skiving cutter tooth flank close to the pitch diameter. The chart generates instantly as the probing continues; the report is neat and clean, user-friendly and interactive. The measurement result is comparable to a traditional measurement machine. GCX routinely achieves AAA and AAAA class quality on tooth spacing, thanks to the stable machine condition.
The concept of tooth spacing is relatively straightforward, so is the measurement. The skiving cutter tooth form, however, is more complicated. In the DIN standard, three items regulate the skiving cutter tooth form accuracy.
To qualify as DIN AA class, ff must be less than 2 microns across the whole active profile range, cumulative form error must be less than 3 microns, and fhα less than 2.5 microns. On a traditional report, the nominal profile draws as a straight line for each involute flank.
The below inspection chart shows the skiving cutter pitch measurement.
Please note:
 Skiving cutter vs Shaper cutter
Skiving cutter vs Shaper cutterTo compare a skiving cutter with a shaper cutter, although both are classified as pinion-type gear cutters, the relative movements between the gear and the cutter are different. The principles of the shaper cutter are based on a pair of parallel axes gears. In contrast, the skiving cutters are based on a pair of gears with crossed axes. Subsequently, the profile and geometry of a skiving cutter are more complex than a shaper cutter. Although they are indistinguishable to the eye, the skiving cutter tooth profile is different from that of a shaper cutter.
Due to the novelty of skiving cutters, many industry GMMs (gear measurement machines) have in-built mathematical models for evaluating the cutter profile following a true involute. So, the skiving cutter can only be measured as a shaper cutter, which poses a unique challenge for manufacturing and quality control. The skiving cutter tooth profile doesn’t have a true involute profile due to the previously mentioned relative position to the gear.
Tool design engineers have to calculate an approximate deviation for the skiving cutter geometry and compare the deviation to a theoretical involute curve; operators then interpret the measured result against this approximation.
This roundabout way of measurement is mind-bending and extremely difficult in practice. ANCA developed the in-process measurement (IGTM) with an analogue scanning probe, which enables operators to evaluate directly against the theoretical profile, basically the grinding path. While scanning the tooth profile, the charts are drawn on the report window instantly. The report is much easier to decipher.
In addition, the in-process measurement significantly improves the process control. For example, when the skiving cutter tooth profile shows different patterns between different teeth, this often indicates that the grinding wheel wear during the finishing cycle is too much; the wheel did not hold the form. By measuring the profile between the roughing and finishing operations, the user can monitor the grinding wheel wear and proactively manage the grinding wheel’s dressing and white sticking. It can help determine the dressing frequency and reliably control the infeed, grinding feedrate and other process parameters. It improves the overall quality and controllability.
 Closed-Loop Production
Closed-Loop ProductionTo reduce the dressing frequency, ANCA developed direct path compensation on the machine. The design process for skiving cutters requires iterative parametrization of the cutting tool. After carefully choosing the compromises, the software produces a wheel profile and a grinding path. These files are sent to the grinding machine to grind the skiving cutter. If there are errors in the skiving cutter after measurement, the traditional method to compensate was to recalculate the grinding wheel profile and redress it onto the grinding wheel. Which required multiple back and forth between the design station, the grinding machine and the measurement machine; it was time-consuming and made it extremely challenging to establish a stable process.
The GCX Linear approaches compensation differently; instead of changing the grinding wheel profile, the software compensates directly on the grinding path. With the in-process measurement, it localizes the closed-loop all on the GCX Linear. Without taking the skiving cutter or the grinding wheel out of the machine, it can compensate for any error in one clamping of the skiving cutter.
In summary, in-process measurement (IGTM) significantly improves the manufacturing process of skiving cutters: the machine can evaluate the profile against the correct mathematical form, which is a leap forward for the industry. Together with direct compensation, the skiving cutter grinding on GCX Linear is an efficient, practical closed-loop solution.
For further information, please contact:
Johanna Boland
Group PR and Communications Manager, ANCA
M: +61 407799779
Johanna.Boland@anca.com
ANCA is a market leading manufacturer of CNC grinding machines. It was founded in 1974 in Melbourne, Australia where the company still has its global headquarters. ANCA has offices in the UK, Germany, China, Thailand, India, Japan, Brazil and the USA as well as a comprehensive network of representatives and agents worldwide.
ANCA CNC grinders are used for manufacturing precision cutting tools and components across a diverse range of competitive industries including cutting tool manufacture, automotive, aerospace, electronics and medical.