
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Zimmermann portal milling machine features twin gantries, twin rotary 6-axis milling heads, twin CNCs with completely independent operability to machine parts up to 960 inches in length
Triumph Structures – Wichita, a Triumph Group company, brought a unique challenge to the engineers at Zimmermann (Novi, Michigan) and the solution has yielded various benefits to this major supplier of aerospace components. As Harry Thurmond – President at Triumph Structures – Wichita explains, “We had requirements for spars and stringers that often reached 22’ in length, but we also do a variety of production jobs on smaller sections such as bulkheads. This creates the need for fast, reliable and adaptable machine tools.” In this current mode of manufacturing, Triumph Structures – Wichita considered a variety of options to expand on the capabilities of their existing milling machines, some of which had been in operation for decades.

View down the entire length of the workspace, showing the twin heads and the break wall removed for continuous machining a single workpiece, with co-dependent gantry and CNC operability
Triumph Structures – Wichita specializes in complex, high speed, monolithic precision machining and sub assembly of Aluminum and Titanium structural airframe components often with wall thicknesses down to 0.020 inches. Currently, 21 individual 5-axis machining centers are resident in this facility, with a maximum length of 960 inches. Over 20 other 3-axis and 4-axis machines complete the machining capability for aluminum structures. Triumph Structures – Wichita runs a gamut from build-to-print precision machining of aluminum and hard metal, small-to-large parts, especially aircraft wing spars, Skins, bulkheads, and landing gear components.
While the machine capabilities at Triumph Structures – Wichita were clearly substantial, it was determined that a need existed for a particular machine that could be used to serve multiple purposes. First, the machining of very long parts with volumetric compensation to manage material expansion and the tool tip position over a very long cutting cycle, often multiple days, was required. Triumph Structures – Wichita has extensive experience in this area, given its market focus. However, it was posited that a single machine might also be capable of running multiple smaller parts or operate in twin fashion, occasionally using the entire machine bed with both heads working the same part in tandem. Clearly, the latter scenario would demand extremely close attention to collision avoidance between the gantries, as well as the consistency of surface machining at the points where the twin machining heads intersected.

Zimmermann twin gantry portal milling machine built to suit the special requirements of Triumph Structures in Wichita
For the requirements presented by Triumph Structures – Wichita, the optimal machine necessitated that Zimmermann, a longtime partner and portal machine supplier to Triumph, modify its popular FZ100 machine with twin gantries, each equipped with a three rotary axis head and independent Siemens Sinumerik 840D sl CNC.
As Zimmermann Inc. President Matthias Tockook notes, “We had a variety of machine styles available, but the best solution was a head with three rotary axes, A-B-C integrated in a forked milling head. This provided simultaneous 6-axis cutting in a very compact design, with no pole position, less overall axis rotation, a constant feedrate capability and improved surface quality.”

A unique head design from Zimmermann is based on three rotary axes. Full 6-axis machining is achieved with 125 RMS inside and 32 RMS outside finish
The individual head machining time scenario was further detailed. If the maximum time was achieved using an A- and C-head with infinite C-axis, the alternative A-B-C integrated rotary axis head could accomplish the same work in 25 percent of that time.
In designing the final work envelope and machine structure, Zimmermann engineers determined the best solution was a removable break wall built into the midpoint of the machine bed, which would allow completely independent operation of the entire machine, literally running as two machine tools in one. When removed, the machine bed could accept parts up to 960 inches in length and process them using the twin heads working in tandem and monitored for total collision avoidance by the two CNCs onboard. Owing to the unique volumetric compensation feature of the Siemens CNC, where the execution of the machining is based upon the actual tool tip position, the point of intersection for the twin heads was found to be an easily addressed and resolved issue. Surface integrity on the workpiece would be preserved, while machine and operator safety would remain paramount.
This machine was built over a period of eighteen months. Parts were sent to Zimmerman to be fully tested prior to being erected onsite at Triumph Structures – Wichita.

With doors closed and the break wall installed, photo also shows one of the two Siemens Sinumerik CNC units on the machine. In this setup, each of the two work envelopes of the machine can run simultaneously yet completely independent of the other
In operation, according to Harry Thurmond, the Zimmermann head design provides significant advantages in speed on the typical peaks and pockets found in aerospace structure machining, working in tandem with the look-ahead feature on the CNC. “It slows down and speeds up in anticipation of the next required surface contour. Over long run times, this can translate into an improvement of 35 percent or better, because there is no deburring or polishing required. We routinely get better than a 125 RMS finish on inside pocket surfaces and up to a 32 RMS on the outside of the Series 7000 aluminums we run. Combined with the flexibility of the machine to work a single structure or individual workpieces simultaneously, we have been quite satisfied with the results to date.” On longer runs, Thurmond adds, the chilled coolant used on the Zimmermann is helpful in minimizing thermal expansion of the material, a critical factor in long run machining work here. An added advantage, the machine is used to produce workholding and fixturing devices. Lastly, Harry noted that the Zimmermann machine is equipped with test probes, so it can be used as a CMM to measure workpieces in process.
The 3-axis head avoids the pole position of the traditional 2-axis A-C head at A = 0º. In this Zimmermann head design, the B-axis moves +/- 15º inside a rigid curved guideway for handling the inner sloping and especially the pockets typically found on aero structures, so simultaneous 6-axis machining is achieved with high surface finish integrity.
The new machine at Triumph Structures – Wichita is further equipped with a stationary clamping table, fixed mounted side walls, DemTec composite fill on the base and side walls for enhanced stability and vibration damping. Backlash-free drives on both sides with rack-and-pinion mechanisms are sealed from contamination and guided on both sides. All axes have feed rates to 60m/min and accelerations to 4m/sec2. Each head can access a 60-position toolchanger on the machine.
For communication of data from the machine, Triumph Structures – Wichita integrates the CNCs into their Ethernet network via DNC and hard-wiring. Through a remote monitoring feature on the Sinumerik 840D SL CNC, Zimmermann is also able to maintain awareness of all conditions on the machine in real-time.
At Triumph Structures – Wichita, design to CENIT CAM post-processor operations are done through Vericut simulation at the CAD station.

A unique head design from Zimmermann is based on three rotary axes. Full 6-axis machining is achieved with 125 RMS inside and 32 RMS outside finish
Harry Thurmond notes, “We had grown steadily over the last decades, since our incorporation of 5-axis work in the 1990s, and were ready to jump to a new level of competence for our customers, who represent the top players in both commercial and military aircraft, making Triumph Structures – Wichita a more value-adding supplier. Our part length capability had been 22’ here in Wichita and we were committed to expanding it, to compete in the 40’-80’ part ranges. As with all aerospace structure machining, material removal rates are extremely high. We can start with a 5600 lb. workpiece that ends up at 100 lb., for example.” Harry further noted this means the machines at Triumph Structures – Wichita must be very robust with high-precision control of the cutting cycles, which often run for multiple days.
Commenting on the CNC selection, Matthias Tockook of Zimmermann observed, “With all the challenges we had on this machine, including the axes of motion, the integration of the twin gantry movements, the substantial safety factors involved and the need for independent and also co-dependent gantry operations, we quickly determined that only twin Sinumerik 840D sl CNCs could handle this job.” The machine built for Triumph Structures – Wichita also includes Siemens servo motors and drives plus spindles running at 73kW/95HP and 27,000 rpm in operation.
Triumph Structures – Wichita specializes in complex, high speed, monolithic precision machining and sub assembly of Aluminum and Titanium structural airframe components.
For more information on this story, please contact:
Siemens Industry, Inc.
Drive Technologies — Motion Control (Machine Tool)
390 Kent Avenue
Elk Grove Village, IL 60007
Phone: 847-640-1595
Fax: 847-437-0784
Web: www.usa.siemens.com/cnc
Email: SiemensMTBUMarCom.industry@siemens.com
Attention: John Meyer, Manager, Marketing Communications
Others involved in this story may also be contacted:
Zimmermann Inc. — Portal Milling Machines
24371 Catherine Industrial Drive
Suite 233
Novi, MI 48375
Phone: 248-305-9707
Web: www.zimmermann-inc.com
Email: matthias@zimmermann-in.com
Attention: Matthias Tockook, President
Triumph Structures – Wichita
3258 S. Hoover Rd.
Wichita, KS 67215
Phone: 316-942-0432
Web: www.triumphgroup.com
Email: hthurmond@triumphgroup.com
Harry Thurmond, President
A brief introduction to the basics of this machine tool method, its concepts and recent developments in the technology
By Preben Hansen, President, Heimatec Inc., Prospect Heights, IL
Live tooling, as the name implies, is specifically driven by the CNC control and the turret of various spindle and powered sub-spindle configurations on CNC lathes to perform various operations while the workpiece remains in orientation to the main spindle. These devices, whether BMT or VDI, are also called driven tools, as opposed to the static tools used during turning operations and are usually customized for the particular machine tool builder’s turret assembly.

+135º/-30 universal style adjustable tool might be the ideal solution for families of parts
Most often, live tooling is offered in standard straight and 90º configurations with a wide variety of tool output clamping systems, including collet chuck, arbor, Weldon, capto, whistle notch, hydraulic, HSK, CAT, ABS and a variety of custom or proprietary systems developed by the many suppliers to the industry.
As your jobs change or volume increases or you encounter specific challenges in machining very large parts with deep pockets or very small intricate parts, for example, and the need arises for new machinery, a common error is made by accepting the standard tooling packages provided by the builder. This is most definitely not a criticism of the standard packages from builders, but this article is meant to give you a set of parameters to consider when evaluating the tooling and toolholding devices to use in your shop or production department. Simply stated, you need to do as much evaluation of your process, when determining the proper tooling to be used, as you did when you evaluated the various machines available for purchase.
This examination can range from the simple (external vs. internal coolant, for example) to the sublime (adjustable or extended tooling configurations) to the truly exotic, an example of which will end this article.
Tool life is the product of cutting intensity, materials processed, machine stability and, of course, piece parts produced. Two seemingly identical job shops can have vastly different tooling needs because one is automotive and one is medical, or one specializes in the one-offs and low-volume work, while the other has a greater occurrence of longer run jobs. The totality of your operation determines the best tooling for the machines being purchased.
Example of a very large, deep pocket tool that initially seemed too expensive, until the tests proved otherwise
Bearing construction and the resulting spindle concentricity drive the life of any tool and you might find that just a 10-15% greater investment in a better design can yield both longer lasting cutters and consistently superior finish on your products. Of course, the stability and rigidity of the machine tool base are also critical factors, especially on large or deep pocket workpieces, where the distance from the tool base to the cutter tip is greater. Bevel and spur gears that are hardened, ground and lapped in sets are best for smooth transition and minimal runout. Roller bearings are consistently superior to spindle bearings in live tooling applications, so look for a combination system to get the highest precision possible. Also look for an internal vs. external collet nut, so the tool seats more deeply in the tool, as superior rigidity will result.

Internal clamping nut seats the tool more deeply
Likewise, coolant high pressure might be desirable. Look for 2000 psi in 90º and 1000 psi minimum in straight tools.
You need to ask another question, namely, is the turret RPM sufficient to handle the work to be done? It’s possible a speed increaser on the tool would be helpful. Would it be beneficial to move secondary operations to your lathe? Gear hobbing can be accomplished or producing squares or flats through the use of polygon machining.
Standard live tooling most often is best suited to production work, where the finish, tolerances and cutter life are critical, while quick-change systems may be better suited to the shop producing families of products and other instances where the tool presetting offline is a key factor in keeping the shop at maximum productivity.
This opens the discussion of long-term flexibility and it’s the most often overlooked consideration in buying live tooling. What work do you have in the shop, what work will be coming in the future and the overall economies of a changeable adapter system on your tooling may be considerations not often made when the focus is centered on the machine being purchased. Dedicated tools for large families of product may be desirable, but consider a changeable adapter system and talk to your supplier before making that determination. Likewise, if the future work you’re bidding involves more families of product, think ahead when buying the initial tooling on the machine.
If standard ER tooling is suitable for the work, there are many good suppliers but do consider the construction aspects noted above. For a quick-change or changeable adapter system, there are fewer suppliers in the market, so seek them out and be sure they can supply the product styles you need for all your lathe brands. Adjustable angle head systems can be costly but very worthwhile, owing to the stability and rigidity of their construction, when producing families of parts with only slight differences in the dimensions.
Now, one of the exotic examples promised earlier…it evidences the value of having test runs done on alternative tool styles…

Internal clamping nut seats the tool more deeply
One company was doing a cross-milling application on an AL6063 sheave, using an ER40 output tool on a Eurotech lathe, running 10 ipm at 4000 rpm. They were making three passes, with a cycle time of 262 seconds and getting a chatter finish on 20,000 pieces per year. The annual cost of the machining was over $130,000. By using an improved adapter tool design with ER32AX output and the same parameters, they were able to produce the part in a single pass with a smooth finish and cycle time of just 172 seconds. Over the course of the year, this turned into a savings of $45,000, approximately 20x the cost of the tool. The bottom line is the bottom line, as the accountants tell us.
In the end, you may not need a +135º/-30 universal adjustable tool or a multi-spindle live holder or even a quick-change adapter system, but do consider all the options. Talk to your machine builder and several tool suppliers, plus the most important people in this equation, your shop personnel, as their input is invaluable.
For further information and literature, or to arrange a demo on this new line, please contact:
 Preben Hansen, President
Preben Hansen, President
HEIMATEC INC.
16 E. Piper Lane Suite 129
Prospect Heights, IL 60070
Phone: 847-749-0633
Fax: 847-749-2445
Email: info@heimatecinc.com
Website: www.heimatecinc.com
Connect with Heimatec Inc: ![]()
![]()
![]()
![]()
![]()
Advanced motors, drives and rapid feedback controls make substantial improvements in machine performance at Grand Rapids supplier to poly foam insulation and padding industries
As Rick Hungerford, president and CEO of Edge-Sweets (ESCO) points out, think of the mattress that remembers, the steering wheel that saves lives or the bandage pad with built-in antibiotic. All these products start from blocks of cast polyurethane foam in various densities, then get cut, profiled or shaped by special machinery. ESCO is a leading manufacturer of such machinery, supplying the furniture, mattress, automotive, packaging, pipe insulation, healthcare and other industries with automated CNC profilers and horizontal cutting machines. Production speeds up to 840 inches per minute (21.33 meters per minute) are achieved on flexible and rebonded polyurethane, latex and viscoelastic materials, when used as either stand-alone cutting machinery or in tandem with automated materials handling and packaging lines. The ESCO end user base reaches into many industries in the global market.
On two recent developments in the company’s machinery line, an engineering evaluation of competing motor, drive and controls lines was conducted, under the direction of Hungerford, who notes, “On our PMIII-1530, a horizontal profile saw with a 1.5 meter x 3 meter block cutting capability, we worked with one of our most trusted local suppliers of automation components, Wes Morgan from Electro-Matic Products, who introduced us to the Siemens motion controller, servomotor, gearmotor and drive package. We were seeking a controls platform that would have global support and standards compliance, as more of our machines are utilized for production outside the U.S. today than at any time in the past.” Hungerford further noted that, while the axes of motion are relatively limited on his company’s machine lines, the high-tension maintained and the need for precise positioning of the cutting wire on this machine made it necessary to have the most accurate and durable motor and drive combinations available onboard.

Rick Hungerford Jr., president and CEO of ESCO (left), inspects the drives cabinet with Wes Morgan of Electro-Matic, the local Grand Rapids supplier of the Siemens product line.
Incorporating the Simotion motion controller, Sinamics low-voltage drives and Simotics S-1FK7 servomotors from Siemens gave ESCO not only the performance levels desired, but also the global application engineering, technical support and parts inventory benefits of this international supplier. “Our machines are in use around the world,” states Hungerford, “and we needed great confidence in our control package supplier’s ability to support the machines and our sales team with parts and service, everywhere in the marketplace. In Siemens, we found such a partner. Plus, their local representative here in Grand Rapids, Electro-Matic, had established a solid relationship with our company and my team.”
Functionally, according to Hungerford, the Siemens package allowed a single, common DC bus without stand-alone drives plus the system provided by Siemens is scalable to allow the cutting machine being interfaced with additional mechanisms and loading/unloading devices as part of an overall automated production line for customers. The PMIII-1530 is operated by a single PC plus a remote operator pendant that allows free movement with full operation control of the machine during setup.
In selecting and programming the proper components for the ESCO machine, Siemens and Electro-Matic Products provided an optimized solution using the Sizer and Simotion Scout software provided by the component manufacturer. Once all the parts are in-house, construction of this machine is typically achieved in approximately 30 days, according to Hungerford, as ESCO does the bulk of the framework and final assembly onsite at the Grand Rapids factory.

The Foamular® industrial pipe insulation produced on the PMIII-1530 is used in the oil and gas industry.
The operation of the machine (as shown in the photos) begins with the CAM programming software written by the ESCO engineering team, plus additional data programs made available through ASTM for pipe and tube configuration. Hungerford mused, “It’s sorta like Etch-A-Sketch, but hardly a toy. Our engineers can take the canned programs and quickly make the necessary adjustments to the cutting paths to suit the machine cutting capabilities and the workpieces our customers are producing.” The software program is vital in accomplishing both an effective cutting as well as optimum utilization of the raw materials, through the nesting of the parts in the master workpiece block, done by the computational algorithms in the program.
The workpiece is then loaded onto the vacuum table, the cutting head is positioned and the process begins. The material used by the ESCO customer, in this case, is Owens Corning Foamular®, a rigid polystyrene prepared in a tongue-and-groove configuration for industrial pipe insulation as the end product.
In operation, the motors, drives and feedback devices work in tandem to ensure a quick, smooth and efficient cutting of the material into the desired shapes.
The customer using the upgraded controls model of this ESCO machine is currently reporting a reduction in its cutting cycle times from 3½ hours to 20 minutes, according to Hungerford.
Commenting further about the drive performance, Wes Morgan of Electro-Matic noted that the Sinamics drive platform offered three distinct benefits. “The product line is consistent across a wide range of motor capacities, which is a real advantage for ESCO. Also, the regenerative feedback feature creates substantial energy savings for the end users, plus the Sinamics drives have a smaller footprint, owing to the dual motor modules and common DC bus system and this results in a more compact control cabinet.” He also noted the Simotion motion controller allows ESCO a single platform to perform simple axis to very complex integrated motion controls with a standard product, resulting in greater efficiencies in the design, programming and installation time for this builder and its customers.
—
On the second machine where ESCO implemented a controls upgrade, the HTX high-tension slitter/stacker incorporates a Simatic PLC, Sinamics variable frequency drives, Simotics servomotors, motor starters and contactors from Siemens. This machine, instead of a cutting wire, utilizes a tangential razor-like blade in a slit-and-retract motion, with the blade articulating on each pass through the material workpiece and then being automatically coated with silicone in the blade housing to maintain cut integrity.
The unit shown in the photographs here is the HTX 51-88 (indicating a 51” high x 88” wide x 132” long cutting zone), making ¼” thick cuts in a poly foam block. The machine is further capable of 1/8” cuts in production, as Hungerford noted. “This machine operates in tandem with other machinery we build, so the conveyor feed mechanism positions the workpiece for the cutting at the first station, then indexes it through the HTX to the next stations, where additional cuts and profilings are performed.
ESCO also produces vertical cutting machines, convoluters, roll splitters, contour cutting machines, metering and dispensing solutions for lab and production use, plus the company supplies fully integrated systems for polyurethane processing, including robots, curing ovens and mold designs to its worldwide customer base.
For more information on this story, please contact:
EDGE-SWEETS COMPANY
ESCO GROUP INC.
2887 Three Mile Road NW
Grand Rapids, MI 49534
Phone: 616-453-5458
Web: www.edge-sweets.com
Email: info@edge-sweets.com
Attention: Rick Hungerford, Jr., President & CEO
or
SIEMENS INDUSTRY, INC.
DIGITAL FACTORY
GENERAL MOTION CONTROL
390 Kent Avenue
Elk Grove Village, IL 60007
Phone: 847-640-1595
Fax: 847-437-0784
Web: www.usa.siemens.com/lv-drives
Email: SiemensMTBUMarCom.industry@siemens.com
Attention: John Meyer, Manager, Marketing Communications
Watch videos of these machines in operation! https://youtu.be/4lpQ22d7niM
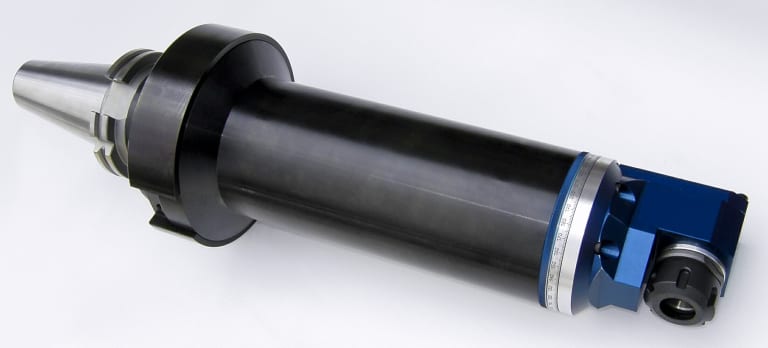
For best results in the machining of multiple material layers, cutting parameters must be applied for each different material. The new L-MAX, a portable drilling unit from SOMEX (a member of the SUHNER group of companies) can perform all of these functions in automatic mode.
Portable L-MAX drilling unit
Multiple material layers, also referred as Stacks, can be composed of completely different materials, stacked up in layers of, for ex ample: Titanium, Carbon or Aluminum. In order to achieve optimal machining results, each material layer must be programmed with its own cutting parameters- ideally for each layer automatically. The spindle speed and feed rate must be adapted for each material transition to the next.
In the past, aluminum was the primary choice of materials used in the aircraft industry and portable, handheld pneumatic-driven drilling units were used as a common tool in this industry.
The application of these conventional pneumatic drilling units in today’s modern and innovative aircraft industry necessitates extreme compromises. In addition to large air consumption combined with high noise emissions, pneumatic-driven drilling units cannot perform feed and speed variations as required for different stack materials.

Mobile control system IDM
Consequently, only a portable, handheld NC-programmable drill unit is capable to deliver optimal results and high efficiency, since the aircraft industry imposes rigid quality standards including:
– Concentricity / position between holes ≤ 40 μm
– Surface quality between Ra 1.6 und Ra 3.2
– Circularity / Hole quality for rivets ≤ H8
– Other requirements such as avoidance of delamination.
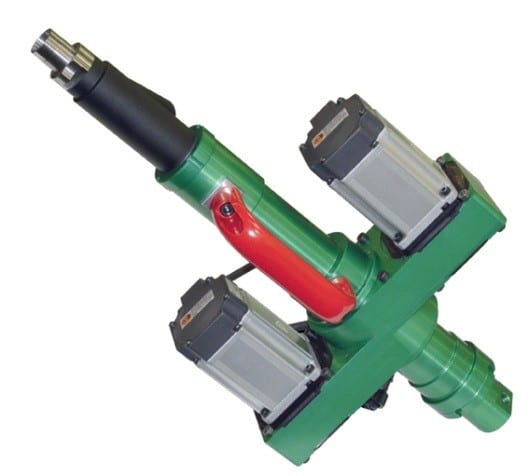
Working principle for a portable, handheld
NC-programmable L-MAX drilling unit
An L-MAX concept integrates 2 servo motors: The larger motor drives the spindle and the smaller servo regulates the feed. The feed rate is determined by the speed difference between ball screw and ball screw nut or, in other words:
– If the speed (rpm) of the feed servo motor is higher than the spindle motor speed (rpm), then the L-MAX spindle will advance.
– If the speed (rpm) of the feed servo motor is lower than the spindle motor speed (rpm), then the L-MAX spindle will retract.
Both servo motors are controlled by the control system IDM. It allows the user to regulate spindle speed and feed at any position of the total travel.
Furthermore, an adaptive drilling mode can be selected to help improve and optimize a drilling cycle. In this mode, the drill unit recognizes the transition from one layer to the next, automatically. Irregular material thickness of layers at any position are detected and matched with the correct cutting parameters. This way, cycle times can be minimized and machining quality and results optimized.
The control system includes a Minimum Quantity Lubrication (MQL) system, which is directly mounted to the mobile platform.
 Performance data drilling unit L-MAX:
Performance data drilling unit L-MAX:
– Programmable spindle speed and spindle feed
– Work cycles such as chip brake cycle and peck feed cycle Spindle speed range from 3,000 rpm up to 5,000 rpm
– Drilling capacity from 4.76 mm (3/16”) up to 11.11 mm (7/16”)
– Integrated Minimum Quantity Lubrication (MQL)
– Light weight, depending on drilling capacity, from 5.5 kg (12lbs)
– Quiet operation up to 65 dBA
– Option: Adaptive drilling mode

SUHNER INDUSTRIAL PRODUCTS, CORP.
Hwy 411 S./Suhner Drive
P.O. Box 1234
Rome, GA 30162
Phone: 706-235-8046
Fax: 706-235-8045
Attention: Lee Coleman, Automation Division
www.suhner.com
automation.usa@suhner.com
Text and pictures files can be found and down loaded at:
www.suhner-press.com
Ann Arbor, Michigan – GMTA (German Machine Tools of America) represents various top-quality German metalworking machine builders, including Wera Profilator, K + G, Pittler, Praewema and WMZ, as well as Arnold lasers. These machines are sold to the North American market exclusively by GMTA, primarily for gear and spline production, as well as other power transmission and various metalworking applications. The company’s target markets include automotive, off-highway, energy and other heavy equipment manufacturing. Machines are provided for gear honing, gear grinding, the patented Scudding® process for gearmaking, polygon milling, turning, gear tooth pointing and multi-task machining operations, as well as various laser operations or laser line integration and parts washing. This newsletter is provided to our friends in the media to keep you and your readers updated on News of Note at GMTA.
In the news…
 -GMTA continues their relationship with Eastern Michigan University (EMU), recently accepting Shannon Lynch, from the Masters in German and International Trade program, as an intern. Shannon’s mentor at GMTA and herself an MBA holder from EMU, the corporate treasurer Claudia Hambleton, remarked, “It’s the first time we’ve ever done anything like this. I feel really strongly about corporate responsibility for young people coming up into the industry…everybody needs experience, but how do you get it? I think this is a really good opportunity for Shannon.” The two shared several German classes at EMU, so the partnership was a natural fit. Shannon is responsible for assisting Claudia with daily office duties including receiving, invoices and translations, in communications with the company’s German partner firms. During her internship, Shannon has also had the opportunity to engage in industry-related educational and technical sessions such as the Economic Forum of the German American Chamber of Commerce, an Advanced Excel Workshop for data analysis and the recent North American International Auto Show Charity Preview, a very prestigious event and a great networking opportunity for the leaders in automotive manufacturing.
-GMTA continues their relationship with Eastern Michigan University (EMU), recently accepting Shannon Lynch, from the Masters in German and International Trade program, as an intern. Shannon’s mentor at GMTA and herself an MBA holder from EMU, the corporate treasurer Claudia Hambleton, remarked, “It’s the first time we’ve ever done anything like this. I feel really strongly about corporate responsibility for young people coming up into the industry…everybody needs experience, but how do you get it? I think this is a really good opportunity for Shannon.” The two shared several German classes at EMU, so the partnership was a natural fit. Shannon is responsible for assisting Claudia with daily office duties including receiving, invoices and translations, in communications with the company’s German partner firms. During her internship, Shannon has also had the opportunity to engage in industry-related educational and technical sessions such as the Economic Forum of the German American Chamber of Commerce, an Advanced Excel Workshop for data analysis and the recent North American International Auto Show Charity Preview, a very prestigious event and a great networking opportunity for the leaders in automotive manufacturing.
-GMTA participated in the annual Auto Show Charity Preview in Detroit and a good time was had by all.
-GMTA is running at “light speed” with their new Arnold laser work cells. Available as single or double work cells, the Arnold systems are offered as CO2 or fiber lasers, with full integration into a machining line, either by means of robotic part articulation or other automated transfer mechanisms, most of which are being supplied to customers by GMTA engineering. Leads from IMTS and the company’s aggressive ad program are already being developed into serious opportunities for the company, often in tandem with other machine tool lines and the Rosink parts washers now offered by GMTA.
-Recently, a Diskus vertical double-disc grinder was sold to Hoergiger Fine Stamping in Canada. The DDS 600 machine feature two vertically arranged motor spindles, each equipped with 600mm grinding wheels used for simultaneous two-sided grinding of shims. The machine has a rotary through-feed system and an integral post-process measuring system, all developed by Diskus engineering and provided to the customer by the GMTA teams from Ann Arbor.

Präwema SynchroFine gear honing machines from GMTA
-The Mexico office of GMTA is reporting brisk activity, owing to the substantial procurement authority in-country now. According to VP Scott Knoy, “This contrasts with bygone days, when the decision-making and purchasing were largely centered in America and specifically in Detroit. It’s a whole new ballgame with the Mexican market today and we believe our new location (Queretaro) there is well positioned to serve this dynamic manufacturing environment.” GMTA already has a substantial installed base of machines in Mexico from all their partner companies.
-GMTA management will be attending EMO in Milan with its partners, then exhibiting at Gear Expo, being held this year in Detroit, October 20-22.
-The alliance with Star, through which GMTA is sourcing tooling locally, continues to prosper and mutually benefit both companies.
-GMTA was featured prominently in a recent article in Manufacturing Engineering magazine, covering the subject of gear making for the energy sector.
-Now available from GMTA, the Präwema SynchroFine 205 HS gear honing machine features direct-driven, digitally controlled spindles for the tool and the workpiece, enabling precise, rigid synchronization. The Präwema Honing gear finishing process produces quality comparable to grinding results for spur and helical gears, as well as shafts. The machine’s software checks the stock allowance and workpiece runout and then optimizes the X-axis approach distance. Measuring the workpiece does not affect the cycle time and the process can reduce overall cycle times by 3 to 5 sec.
For more information on this announcement, please contact:
GMTA (German Machine Tools of America)
4630 Freedom Drive
Ann Arbor, MI 48108
Phone: 734-973-7800
Fax: 734-973-3053
Web: www.gmtamerica.com
Email: scott@gmtamerica.com
Attention: Scott Knoy, VP
Connect with GMTA online: ![]()
![]()
![]()
![]()
Straight and angle head styles available for all popular machine tools; now offered on all tools in company’s current line
Heimatec, a world leader in live tools, angle and multi-spindle drill heads, today announces immediate availability of its newest development, a coolant-thru feature on all the company’s current line items.
Coolant-thru technology is often the answer for faster, cleaner cutting on larger and deeper parts, where the chips and excess heat build-up are significant challenges. Heimatec now offers high-pressure coolant-thru designs up to 1000 psi on straight and 2000 psi on angle head tools.
Company president Preben Hansen comments, “Production drilling should almost always be done with internal coolant tools and this development means we’ll be able to satisfy more customer needs in that area.”
A full range of styles and pressures is available immediately, according to the company.
Heimatec literature is offered, fully detailing all products available, both with and without this coolant-thru feature.
For further information and literature, or to arrange a demo on this new line, please contact:
Preben Hansen, President
HEIMATEC INC.
16 E. Piper Lane Suite 129
Prospect Heights, IL 60070
Phone: 847-749-0633
Fax: 847-749-2445
Email: info@heimatecinc.com
Website: www.heimatecinc.com
Connect with Heimatec Inc: ![]()
![]()
![]()
![]()
![]()
Fond du Lac, Wisconsin tooling supplier and metal stamper uses press and diework relationship with Heim to further develop its business, enter new markets and prosper

Deep draw gear cover entirely produced by Ultratech, ready to assemble at Amarillo Gear

Covers for Corvette brake assemblies made by Brembo
Ultratech Tool & Design Inc. (Fond du Lac, Wisconsin) began as a tool shop in 1990 (happy 25th anniversary!), serving the small engine manufacturing sector, Over the course of the past seven to ten years, the company has been supplying stampings from its 32-ton to 600-ton presses, with products ranging from simple washers to complex automotive and aerospace components. As President Bill Melang notes, “We took the tooling expertise we had from the start and built the business around it. This approach gave us the ability to see our customers’ challenges from the inside and help them find better solutions for their own production.” Major manufacturers in industries such as automotive, consumer goods, electrical products and aerospace populate the ranks of Ultratech’s North American customer base.

GM Sierra dust shields
All jobs begin here with the tool design. Ultratech uses Solidworks and Logopress software to produce its designs, then interacts with its customers in that fluid exchange of ideas, engineering suggestions and production fine tuning that creates the finished product. That product is made entirely in-house at Ultratech on the latest CNC machines and CMM test equipment. Melang comments, “We try our best to stay ahead of the competition with our machine tools and design protocols, using the best technology available in the market.” Sensor selection on the dies, for example, is performed in the shop’s sensor lab, where simulation of the die-in-press scenario translates to a tool that is less likely to crash, plus Ultratech produces dies with complex in-die tapping and nut/stud insertion capabilities, as well as lamination dies.

Welding operations
Out on the production floor, another key reason for the shop’s success stands at the center of the operation. Back in 2002, according to Melang, the company formed a working relationship with The Heim Group (Chicago, Illinois), buying their first Heim press. Today, there is an 80-ton Heim OBS with 5000 lb. feed line, plus a 500-ton Heim Maxi-Stamper with 10,000 lb. feed and a 600-ton Heim Maxi-Stamper with 20,000 lb. feed. Complementing this equipment is a full resistance welding, heat treating and assembly cell operation. Ultratech also supplies its customers a range of finishing and part coating options to facilitate ready-to-assemble requirements.

PEM riveting operations
Describing the partnership his company enjoys with Heim, Bill Melang observes, “Back in 2002, we bought our first Heim press. It was an older machine and Heim helped us with a rebuild. Since that time, we’ve developed a value-adding relationship with Heim, as they’ve provided us considerable assistance with press utilization and maintenance advice, while I think we’ve also been helpful to them with die design ideas.”
Heim President Katie Heim further comments, “Our relationship with Ultratech has benefited both our companies, over the years. As our industry knows, the die dictates the press and we’ve worked closely with Bill and his team, as this particular customer’s knowledge of die design and performance characteristics in the press has created a real synergy with our engineers, who bring decades of press design and die handling mechanics to the task. The fact that Ultratech also has some of the nicest people in the industry, starting with Bill, is the icing on the cake, so to speak,” Katie remarks.

Galvanized stakes for hold downs on a satellite receiver
This American-made press builder, Katie notes, is quite often asked for a turnkey system of press, die and coil handling equipment, including complex die and part handling mechanisms, in a single package. She observes, “The knowledge we’ve shared with and acquired from Ultratech has made us both stronger players in the market today.” She added that the decline in the workforce numbers and equipment manufacturers based in America has created the need for companies such as Heim to be more pro-active in the turnkey area, as customers today seek this assistance on a much more frequent basis than previously occurred.

Heim 80-ton stamping press at Ultratech
Katie Heim is third generation owner of the business, which has built presses in Chicago for nearly 70 years and today boasts over 55,000 machines in the global stamping market.
Heim produces presses to 1000 tons and also supplies coil handling, part transfer mechanisms and complete die systems in turnkey packages for customers worldwide.
Ultratech is an ISO 9001:2008 certified supplier and is currently advancing to the TS automotive specification that will enhance the company’s involvement as a supplier to that industry. The shop employs 25 people, including the next generation, as Bill Melang’s son is in the business and has recently completed a plant expansion of 30,000 square feet.
Lastly, Bill Melang mentioned the assistance he’s received from Jack Best and Tony Mase at Heim. “There isn’t a single question we’ve thrown their way that went unanswered. They do what they say they’ll do and that gives us great confidence in their abilities to handle our very fast-paced variety of needs for presses and support engineering.”
For more information on this story, please contact:
Bill Melang, President
ULTRATECH TOOL & DESIGN INC.
1210 Scott Street
Fond du Lac, WI 54936-0548
Phone: 920-922-0257
www.ultratechtooldesign.com
bmelang@ultratechtooldesign.com
OR
Katie Heim, President
THE HEIM GROUP
6360 W. 73rd St.
Chicago, IL 60638
Phone: 08-496-7400
www.theheimgroup.com
katie@theheimgroup.com
 Grieve Corporation introduces No. 818, a 1000°F high-temperature universal oven, currently in use for cleaning and heat treating fuel nozzles at a customer’s facility.
Grieve Corporation introduces No. 818, a 1000°F high-temperature universal oven, currently in use for cleaning and heat treating fuel nozzles at a customer’s facility.
Workspace dimensions inside this unit measure 24” wide x 36” deep x 24” high. 24kW power is installed in Incoloy sheathed tubular heating elements. A 1000 CFM, 3/4 HP recirculating blower provides a front-to-back horizontal “universal” airflow to completely surround the workload.
This Grieve oven features 8” thick insulated walls, an aluminized steel interior and exterior, plus inner and outer door gaskets. The inner gasket seals directly against the door plug, while the other gasket seals directly against the front face of the oven for optimum seal integrity. The unit accommodates up to seven shelves on 3” centers.
Standard equipment includes a digital indicating temperature controller, manual reset excess temperature controller with separate heating element control contactors, a recirculating blower airflow safety switch and a UL Listed control panel, top-mounted to minimize floor space requirements.
All standard universal ovens by Grieve meet the requirements of National Fire Protection Association Standard 86, Industrial Risk Insurers, Factory Mutual and OSHA Standards.
This unit was entirely designed, engineered, built and full tested by Grieve.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
Guill Tool, a West Warwick, RI designer and builder of extrusion tooling, offers an assortment of literature for machine builders and extruders at its website, www.guill.com.
Individual brochures are offered, depicting the wide array of tooling possibilities…straight inline heads, rotary heads and crosshead dies…available to suit any extrusion machine built anywhere in the world, running all types of compounds.
Guill provides tooling for plastic, rubber, TPE and other material extrusions, with end products ranging from extremely thin-walled, multi-lumen medical tubing and catheter balloon tubings up to multi-layer wire & cable jacketing and 20” diameter pipe for industrial applications and agricultural drip lines. Guill also provides tooling for film, sheet and profile extrusions.
The company designs, engineers, machines, assembles, tests and delivers all tooling to its worldwide customer base in all the consuming industries for extrusions. The company also offers tooling carts and disassembly/cleaning stations for easier line integration.
According to company sources, the utilization of properly designed and engineered tooling can result in substantial material savings for extruders of all types.
NOTE: Guill will attend MD&M West in February, NPE in March and Interwire in April, 2015.
Please visit www.guill.com to request a quotation or obtain company literature.
For further information, please contact:
GUILL TOOL & ENGINEERING CO., INC.
10 Pike Street
West Warwick, RI 02893
Phone: 401-828-7600
Web: www.guill.com
Email: sales@guill.com
Attention: Bill Conley
Connect with Guill Tool online: ![]()
![]()
![]()
Longtime market leader in all-electric injection presses NIIGATA will introduce two new machines to the market at the upcoming NPE in Orlando, March 23-27.
Visit NIIGATA at NPE Orlando, Booth W-1363, March 23rd-27th with a free guest pass.
NEW: NIIGATA all-electric MDVR110S7000 (Vertical IMM with 2-station rotary table)
NIIGATA introduced the world’s first all-electric vertical IMM in 1996 and its latest model, the S7000, capitalizes on NIIGATA’s long history and 100% focus on making all-electric machines.
Highlights of the new MDVR110S7000 include:
~While many vertical machines have high table heights, forcing the customer to build a work platform around the machine, the NIIGATA patented vertical toggle system allows lowering the table height on this 110-ton model to just 3.4 feet from the ground, including leveling pads.
~The machine has a wider table than standard verticals, allowing larger molds to be placed on the platen. The MDVR110S7000 boasts a mold size capacity of 500mm x 500mm (33.64” x 33.64”).
~Fast table rotation of under 1 second.
~Ultra low-speed injection can be beneficial in molding thicker walled insert jobs. NIIGATA boasts an ultra low-speed capability of just .01 mm/sec injection speed.
~With a 2-station machine running separate “A” and “B” mold halves, a molder can often encounter problems with differences in mold halves causing part variations. With the NIIGATA Vertical, two completely independent injection profiles can be set for the “A” and “B” halves, allowing the molder to finish the job without making expensive and time consuming mold repairs or adjustments.

Niigata MD110S7000 horizontal all-electric injection press, NPE Booth W-1363
NEW: NIIGATA MD110S7000 horizontal all-electric IMM
Having introduced our first fully-electric machine at the Japan Plastics Fair in 1984, NIIGATA has devoted 100% of its R&D resources toward improving all-electric molding machine technology. Using the Japanese Kaizen system, we are now introducing our 7th generation of the all-electric machine, built entirely in Japan to tough quality standards.
A few NEW features of the MD110S7000 all-electric IMM include:
~Elimination of moving platen’s lower side tie bar bushings to improve the cleanliness of the part drop area.
~Addition of an FDA-approved grease supply system that allows medical cleanroom and food grade applications with fewer worries about part contamination.
~NIIGATA’s standard high nozzle touch force, similar to that of the hydraulic machines, can now be dialed down when the application allows, to promote longer sprue bushing life.
~Fully automatic and adjustable mold clamping force is continuously monitored by tie bar sensors.
~NIIGATA’s horizontal machines boast the industry’s shortest footprint, but heaviest overall weight to provide superior machine durability.
Also in the Niigata booth…
NIIGATA MD385W6000 all-electric IMM:
NIIGATA’s “workhorse machine”, the MD385 is being exhibited running a drink cup mold provided by a customer, together with an impressive IN-MOLD LABELING SYSTEM manufactured by Campetella of Italy. See and learn more about the MD385 HERE and at the show!
Also running during the show…
NIIGATA MD55S6000 all-electric IMM:
NIIGATA’s small size all-electric press will be exhibited at the booth of LUBE Corp. USA ( #W-2389). This machine will have clear covers, highlighting the automatic lube system of the machine. ( http://lube-global.com/english/)
Don’t forget! NPE, Booth W-1363
For more information on all these developments, please contact:
Peter Gardner
Vice President Sales and General Manager
NIIGATA Operations North America
DJA Global Group
939 AEC Drive
Wood Dale, IL 60191
Phone: 630.875.0202
Fax: 630.361.6060
E-mail: peter.gardner@niigata-us.com
Website: niigata-us.com
Connect with NIIGATA online: ![]()
![]()
![]()
![]()