
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
At FABTECH 2015, Suhner will demonstrate its Somex® machining tools, featuring automatic tool clamping and tool release via pneumatic cylinder, designed for heavy-duty sheet and plate cutting to 2“. These tools are typically integrated with laser, plasma and waterjet machines. Thru-tool coolant is standard, along with spindle tapers of ISO/CAT 40. These rugged yet precision tools offer spindle concentricity to 0.01mm (0.0004“).

Adapters for servomotor mounting are onboard these Somex® tools, which also feature a timing belt drive system, max. speeds up to 6000 RPM, max. spindle torque to 400 Nm (275 lbs-ft). The tool without the motor weighs 55 kg (121 lbs).
Options include HSK63 spindle taper, servomotors to 7.5 HP, spindle position sensors and tool release via hydraulic cylinder.
These tools are available with linear ball screw slide assemblies with travel to 480 mm (18.9 in) and thrust of 5500 Nm (1236 lbf).
Many other Suhner drilling units for production and OEM machine integration will be on display, as well.

SUHNER INDUSTRIAL PRODUCTS, CORP.
Hwy 411 S./Suhner Drive
P.O. Box 1234
Rome, GA 30162
Phone: 706-235-8046
Fax: 706-235-8045
Attention: Lee Coleman, Automation Division
www.suhner.com
automation.usa@suhner.com
Text and pictures files can be found and down loaded at:
www.suhner-press.com
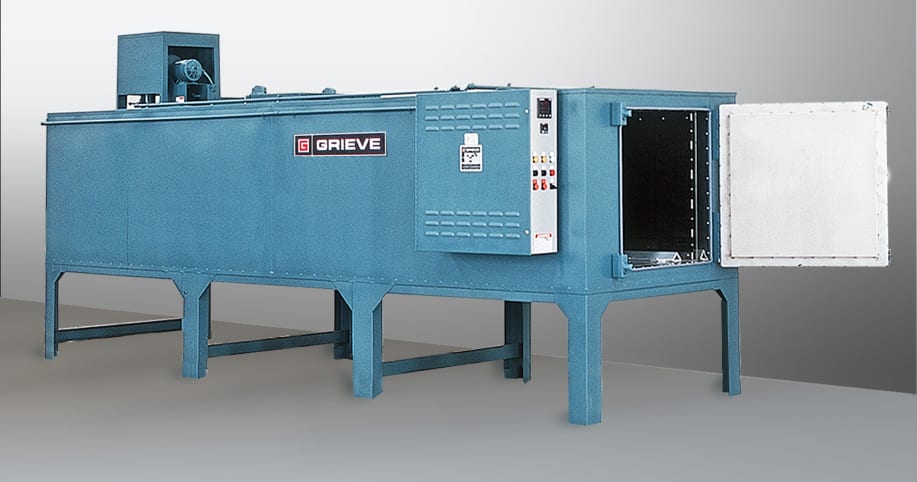
 No. 867 is an 850ºF (454ºC), gas-heated belt conveyor oven from Grieve, currently used for production heat treating of metal springs at the customer’s facility. Workspace dimensions of this oven measure 36” W x 18’ D x 15” H. 800,000 BTU/HR are installed in a natural gas burner to heat the oven chamber, while a 12,500 CFM, 10-HP stainless steel recirculating blower provides vertical downward airflow to the workload.
No. 867 is an 850ºF (454ºC), gas-heated belt conveyor oven from Grieve, currently used for production heat treating of metal springs at the customer’s facility. Workspace dimensions of this oven measure 36” W x 18’ D x 15” H. 800,000 BTU/HR are installed in a natural gas burner to heat the oven chamber, while a 12,500 CFM, 10-HP stainless steel recirculating blower provides vertical downward airflow to the workload.
The oven travel comprises a 3’ long open belt loading zone, 18’ long insulated heat zone with recirculated airflow, 3’ long open belt unloading zone and a 30” wide, Type 304 stainless steel woven wire conveyor belt with 3” high flex plate edges, driven by a ½-HP motor v-belt drive, variable from 1-19 IPM.
This Grieve belt conveyor oven features 7” thick insulated walls, aluminized steel exterior and interior, exhaust hoods over each end equipped with a 12” diameter tubeaxial fan, driven by a ½-HP motor, plus all safety equipment required by IRI, FM and NFPA Standard 86 for gas-heated equipment, including a 650 CFM, ½-HP powered forced exhauster.
Controls on No. 867 include a digital indicating temperature controller and 10” diameter circular chart recorder.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
Siemens announces the enhancement of its popular Sinamics® S120 drive system with an integrated web server to facilitate more efficient diagnostic and maintenance functionality for end-users, integrators and system designers alike.

Sinamics integrated web server allows remote or local area maintenance checks at any time on various drive models in the Siemens drive family.
With this drive improvement, a user may access the Sinamics S120 with any PC with a browser capable of internet connectivity through a standard Ethernet interface to execute a variety of functions. If a wireless LAN (WLAN) router is networked, web pages can be viewed using other web-capable devices such as tablets and smart phones.
Among the functions possible with this integrated web server on Sinamics S120 drive systems are the ability to download a plant configuration, commission a drive from anywhere, perform firmware updates, access an immediate status overview on the drive, check and assess all alarm and fault messages. In addition, users can monitor and adapt all process or line parameter settings, archive machine documentation, including all notes taken, create customized server pages, set-up user administration and access level for operator and service personnel, plus perform virtually all drive diagnostics and remote maintenance actions. This combination of service possibilities results in significant reductions in machine or line downtimes due to faster, more efficient diagnostic and maintenance procedures.
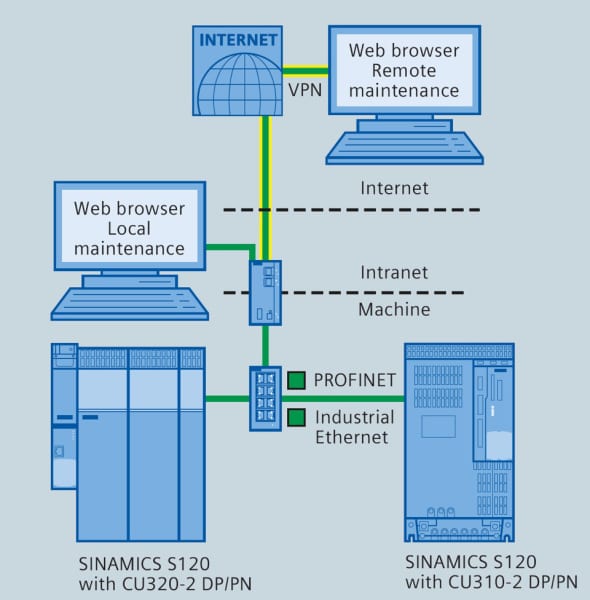
Connectivity of the Siemens Sinamics drive system to the Internet for full web browsing, access and maintenance capability.
This Sinamics S120 drive system enhancement ideally suits applications where no special software or model version dependencies are desired. Series commissioning on a line is possible and the web server is compatible with all system security measures, such as a firewall. An up-to-date internet browser is sufficient for access. This web server capability is integral on Sinamics S120 drive firmware V4.6 or greater.
For more information about the Sinamics S120 web server, please visit: www.usa.siemens.com/sinamics-webserver-pr
—
Siemens Industry, Inc.
John Meyer
(847) 640-1595
john.meyer@siemens.com
Siemens Industry, Inc.
Hollie Davis
(770) 751-4882
hollie.davis@siemens.com
For specific product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: mc.us@siemens.com
Continue readingFranklin, Georgia Tier One automotive supplier realizes up to 70% greater output from its internally designed production equipment, utilizing Suhner advanced drilling technology
See the video here!
JAC Products (Franklin, Georgia) puts 30-40 million holes into approximately 6 million pieces of extruded and formed aluminum each year. The products made at this facility are used as roof rack rails on nearly every major automobile, mini-van and truck brand. This fact translates into a majority share of the North American vehicle market for JAC.
As Mike Traylor, the JAC tool room & die shop manager notes, “We build and maintain nearly all our own machinery here in our factory. That means the whole team must keep striving to find greater efficiencies and new ideas.” As a vertically integrated manufacturer, JAC operates hundreds of drilling stations in its Franklin factory, located on the banks of the Chattahoochee River in southeastern Georgia. In the company’s extrusion department, millions of pounds of aluminum are extruded annually from 6061, 6063 and 6463 alloys. The extruded shapes then move to the fabrication department, where they are formed and drilled on highly automated equipment to produce the finished products. Following a decorative and wear-resistant finishing operation, JAC performs the final assembly of the products and ships directly to the customer’s assembly line.
A tour of this facility strikes the visitor in several ways. First, there is a steady flow of material between departments and very little wasted motion, as every station at JAC is a dedicated operation producing an average of 100,000-200,000 left- and right-side rail sets per year for each specific automobile model.

Suhner motor/drill combination allows precise repeat holes
Another point of note is the openness of the machinery. That condition results, according to Traylor, from one very important supplier to JAC, one that has been a partner to this Tier One for nearly 20 years. Suhner Automation Division, based in nearby Rome, Georgia, supplies an assortment of flex shaft and direct motor-driven drilling units to JAC, where Traylor’s team of mechanical specialists incorporates them into the company’s internally-designed production equipment. Owing to the flex shaft design on many drills, the drive motors are removed from the cutting area, making accessibility much better not only for operators and maintenance personnel. This configuration also improves access to other equipment such as laser trackers and position sensors. “The bottom line, as they say, is that we get upwards of 60-70% more output from our equipment since we began using the Suhner solutions for our drilling,” notes Traylor. The previous drills used here were also prone to breakdowns and service problems, which caused unacceptable delays in production, especially as the industry transitioned to the just-in-time philosophy. As Mike comments, “If JAC was going to keep up with JIT, we needed a more reliable supplier and better ergonomics on our equipment to improve the output.” He contacted an associate from a previous company relationship, Charles Stitcher, the regional marketing manager from Suhner, who presented his company’s solutions in flex shaft and related drilling devices. “It was a light bulb moment for our company,” says Traylor, “because we knew we’d found an answer to a lot of our challenges.”
By taking the motors out of the drilling area, the JAC operators could have much freer access to the work product, while the maintenance personnel could access a single manifold in many cases to do repairs, routine maintenance or replace components. Most of the machines designed here are dedicated pieces of equipment, used to produce a single rail set for a particular model, then retrofitted or rebuilt for the next generation, next model year design, or a completely different vehicle by Traylor’s team. The flex shaft design gave the machine building and maintenance group at JAC a significant advantage and it has continued to benefit the company in many ways, according to Traylor. “We can now use a more compact work area concept, which saves operator steps. Seems like a little thing, but when you do the math and the motion study, it represents a huge annual savings for our company, without sacrificing any safety considerations for our workforce.”
As one might guess, JAC understands the fabrication process for putting holes into aluminum, whether for roof mounting, rivet placement, or trim assembly. Often, the angle of the drill must be oriented to the surface of the workpiece, rather than in a typical x-y planar arrangement. Here again, the flex shaft design of the Suhner drills pays big dividends for the machine designers at JAC, as it allows them to position the drilling mechanisms in various configurations and tighter proximities. This allows the required accuracies, secondary counterbore operations or other processing steps to occur. After working on nearly 500 machine builds at JAC, Mike Traylor says he’s been very impressed with the flex shaft drill and its adaptability on a wide variety of applications.
“On one rail set for a Ford vehicle and another for a Toyota vehicle, the old way would have involved one operator performing all the drilling, one step at a time. Today, we have up to 11 drills and a cutoff operation, all performed at once. The savings in setup time alone are off the chart.” He cites another job where the output was previously 1200 sets per day and is currently 1200 per hour.
Not all of the drilling here is done with flex shaft models, however. On several dedicated machining operations, various Suhner motor-mounted drills are utilized, including a specially designed system for sawing.

Jeff Cavalier, Mike Traylor and Alberto Blanco of JAC Products in Franklin, GA
Senior Launch Manager at JAC, Alberto Blanco, comments, “We need to hold +/- 0.1-0.2mm tolerances on the drilling and +/- 0.5mm on our cutoff lengths for our customers, so the Suhner equipment capability has been very favorable in helping us deliver our value proposition to customers.” Traylor adds that the drills are used virtually non-stop, so wear is inevitable, further noting the availability of Suhner rebuild kits, including o-rings and seals, makes maintenance much easier for his team.
Finally, Jeff Cavalier, the JAC engineering & facilities manager notes, “With the support we get from Suhner, we know Mike and his team can make it happen, every day, creating and maintaining the machines that get the job done for our customers. That’s a nice feeling.”
SUHNER INDUSTRIAL PRODUCTS, CORP.
Hwy 411 S./Suhner Drive
P.O. Box 1234
Rome, GA 30162
Phone: 706-235-8046
Fax: 706-235-8045
Attention: Lee Coleman, Automation Division
www.suhner.com
automation.usa@suhner.com
Text and pictures files can be found and down loaded at:
www.suhner-press.com
Operations for the prep on tubings and pipes generally require multiple manufacturing steps such as cutting, chamfering, face-off, turning and tapping including thread milling or thread forming.
Higher part quantities usually combined with the need for different manufacturing steps demand efficient and time saving production methods to help reduce time and cost. Special purpose machines such as rotary & linear transfer machines, offer the best solutions to help obtain shorter overall part cycle times.

The machining of tubings begins from bar stock length
The transfer machine performs OD and ID turning incl. chamfering oerations followed by thread rolling.
An extensive background of experience with operations on transfer machines allows SUHNER to optimize a manufacturing process with standard or custom solutions for each machining application. One specific application is for large & long OD threads. These operations are extremely difficult and challenging for manufacturers, when trying to obtain shorter cycle times, simply because an OD threading operation by itself will dictate the overall machine cycle time.
SUHNER, in cooperation with WAGNER, a German manufacturer for OD thread rolling heads, has developed a special process, which allows threading operations in very short cycle times. A pneumatic cylinder-activated system is used to open and close the thread rolling head, which is equipped with multiple thread cutting or forming inserts.
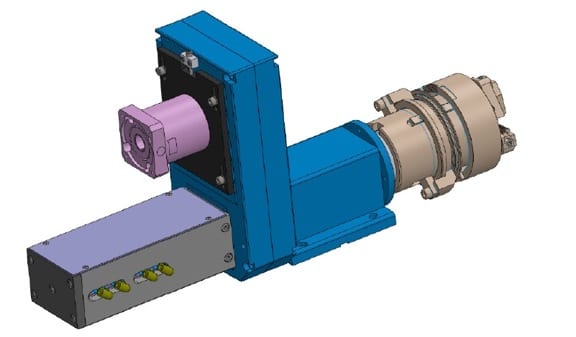
Special unit BEX35 ISO40 equipped with WAGNER Z27-2 thread rolling head allows optimized OD thread rolling operations and shortened machine cyle times
The work piece is fed from bar stock material. After a cut to length operation, it is machined by (3) Suhner BEX15 machining units with special Weldon tool holders. Operations include OD & ID and face turning. All units are equipped with a 1.5kW motor and high precision angular contact spindle bearings.
The most interesting station on this machine is the one for an OD threading operation, which is accomplished with a BEX35-ISO40 machining unit equipped with a WAGNER Z27-2 thread rolling head. In this operation, the thread rolling head is rotating and the work piece is stationary. The feed motion for this station is done with a CNC slide unit. In order to synchronize the thread pitch, both the BEX35 spindle and CNC slide are servo motor driven.
As soon as the threading operation is finished, the WAGNER thread rolling head with integrated inserts opens quickly to allow a fast return to the home position.
Opening and closing action of the head is accomplished by an internal BEX35 drawbar, controlled by a 3-position pneumatic cylinder.
This pneumatic cylinder is designed to make an additional stroke of 10mm. This allows for head and insert adjustments or replacements, depending on thread size.
Depending on length, a typical OD thread rolling cycle time ranges between 6 -10 seconds. Illustrated work pieces are steel tubings as used in the HVAC product industry. There are 7 part variations, each with a different thread size, pitch and length requirement. Thanks to the application of CNC servo driven spindle and slide components, customers can achieve very short changeover time, as well.

SUHNER INDUSTRIAL PRODUCTS, CORP.
Hwy 411 S./Suhner Drive
P.O. Box 1234
Rome, GA 30162
Phone: 706-235-8046
Fax: 706-235-8045
Attention: Lee Coleman, Automation Division
www.suhner.com
automation.usa@suhner.com
Text and pictures files can be found and down loaded at:
www.suhner-press.com
No. 980 for post curing fabric-coated silicone rubber gaskets | #GrieveCorp
No. 980 is a 500ºF (260ºC), electrically-heated universal style oven from Grieve, currently used for post curing fabric-coated silicone rubber gaskets at the customer’s facility. Workspace dimensions of this oven measure 30” W x 144” D x 30” H. 24 kW are installed in Nichrome wire elements to heat the oven chamber, while a 4200 CFM, 3-HP recirculating blower provides front-to-rear universal airflow to the workload.
This Grieve universal oven features 4” thick insulated walls, aluminized steel exterior, Type 304, 2B finish stainless steel interior, plus an integral oven leg stand and one pair of truck wheel guide tracks installed on the top of the floor to accept the customer’s wheeled fixture.
No. 980 includes all safety equipment required for flammable solvent processing, including explosion-venting door hardware and powered forced exhauster.
Controls on this oven include a digital indicating temperature controller.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP
New extrusion head from market leader features NO hardware, for easy cleaning, plus quick-change tooling, as tips removes from the back, die from the front
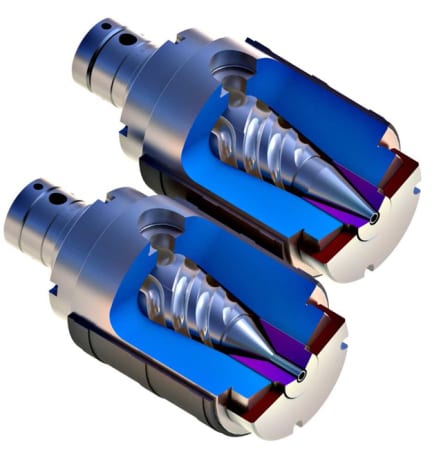
The Bullet, showing the absence of hardware, i.e. nuts and bolts, so disassembly, cleaning and restart are made easier
Guill Tool introduces The Bullet™, a new extrusion head with fixed center design, multi-port spiral flow design and gum space adjustment, plus the added feature of no fastening hardware, so cleaning and restart are easier and faster than any conventional head on the market currently, according to company sources.
The Bullet allows quick tooling changes, as the tips remove from the back and the die removes from the front of the unit. The absence of fastening hardware eliminates leaking, as does the taper body and deflector design pioneered by Guill.
High- and low-volume applications are suitable for this head and are accommodated with the simple, easy changing of just one component. A family of crosshead designs is available and users can specify the “caliber”, that is, the max. die ID.
A vacuum chamber and kit for assembly and disassembly are included with the unit. Optional keyed tooling capability offers machine designers and end users quick orientation, so the overall unit design enables faster disassembly, proper cleaning and restart, allowing the line to become more profitable.
For further information, please contact:
GUILL TOOL & ENGINEERING CO., INC.
10 Pike Street
West Warwick, RI 02893
Phone: 401-828-7600
Web: www.guill.com
Email: sales@guill.com
Attention: Bill Conley
Connect with Guill Tool online: ![]()
![]()
![]()

See it at WESTEC 2015 – Booth 551!
Following its successful launch, SUHNER is presenting the BEA 16 spindle machining unit with an all new drive and control concept.
The objective of this new development was the integration of the latest servo drive and control technology from Bosch Rexroth. Software developed additionally allows the user to program six different basic cycles without prior knowledge of CNC.
By visualizing these six cycles – drilling – combined drilling (drilling and thread cutting with the one tool) – thread cutting – drilling with chip removal – drilling with jump function – undercutting, the unit has become extremely easy to program.
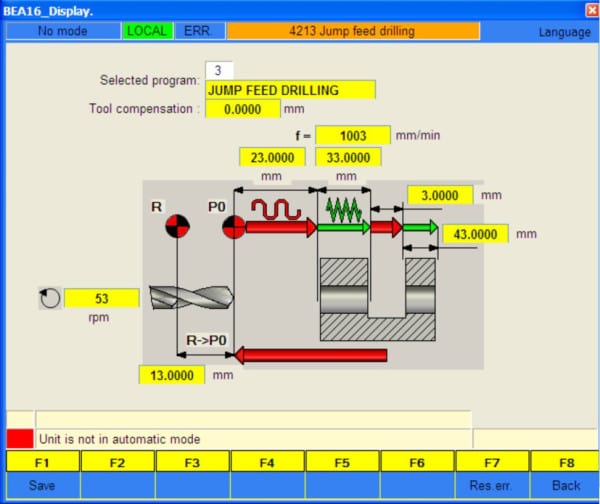
Example of a drilling cycle with jump function | Suhner Automation BEA16
Plus, should the required machining cycle not be found among the standard selections or prove more complex, the unit can be switched to sentence programming.
The BEA 16 machining unit itself is a precision device from the SUHNER spindle machining unit series that has been designed for gruelling continuous use in multiple shift operations. The BEA 16 has a drilling capacity of 16 mm Æ in 450 N/mm2 steel. The max feed path is 140 mm, and the max speed is 500 rpm.
Today, rising production piece numbers and greater workpiece complexity with all-round machining are leading to a renaissance of the so-called special machine. However, today’s special machines are being used no longer as purely single-purpose solutions, but rather for whole part families.
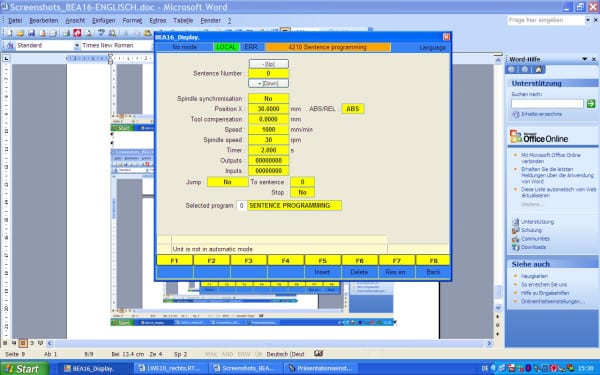
Example of a sentence programming | Suhner Automation BEA16
These require different machining cycles, feed speeds, feed paths and rotating speeds, and, of course, must allow fast retooling. And it is these requirements exactly that the BEA 16 will meet to the full.
SUHNER INDUSTRIAL PRODUCTS, CORP.
Hwy 411 S./Suhner Drive
P.O. Box 1234
Rome, GA 30162
Phone: 706-235-8046
Fax: 706-235-8045
Attention: Lee Coleman, Automation Division
www.suhner.com
automation.usa@suhner.com
Text and pictures files can be found and down loaded at:
www.suhner-press.com
PLC, drive and motion-based functionality and architecture
Abstract
There are several architectural strategies that can be considered for web handling drive system controls. Current industrial control platforms permit the web handling controls to be implemented in either a Programmable Logic Controller (PLC) (typically the same as the machine control), directly in the drive system, or through a motion controller.
PLC-based web control has long been a traditional choice for machine builders for a number of reasons. The PLC provides a single platform for both automation and drive control with a centralized control structure. PLC-based systems offer a suitable level of usability, however, they can be limited in high-end performance capability and in their options for process-level programming.
Drive-based control typically offers distributed control architecture, peer-to-peer networks and an increased level of performance due to faster processing times. Graphical engineering tools are common for drive-based systems and are a preferred programming environment due to their ability to visualize and document the web control processes.
Motion controllers offer the highest level of performance and functional flexibility. Their inherent capability of providing position data can help increase web handling performance on several fronts. Motion controllers also permit the line integration of axis motion functionality such as positioning, electronic gearing and cam functionality in the common web controller. They are not limited by memory constraints and typically utilize the full range of programming languages.
This paper will review the merits of these three control architecture options in detail under the criteria of usability, functionality and performance, and also touch on the related topics of drive safety and remote diagnostics.
Overview / criteria
Usability
Usability defines the control system’s ease of use in the areas of engineering, commissioning, and maintenance. The following points apply to each of the control system options, PLC,
drive-based and motion control.
A common engineering tool utilizing a common database for machine and drive control is
recommended. Individual engineering tools for each controller (PLC, drives, etc.) should be
avoided. The engineering and programming connection to the system should be though a
single point with efficient routing to each drive or controller location in the system.
Additionally multi-user editing is an important feature for complex and large projects.
The programming language used for the web control should be considered for usability. The
programming language should be sufficient for implementing the critical tasks, easy-to-use
and understand. We find that the ideal programming language for the web control or drive
processes to be graphical function chart. Web handling control is a process and a graphical
programming editor offers the most efficient method to develop, visualize, support the
process and produce the system documentation.
The engineering platform should offer efficient and common diagnostic and troubleshooting
tools that include integrated online monitoring capability, time and frequency-based trace tools
and a drive axis commissioning control panel.
Control and drive hardware platforms that store programs on removable media are ideal.
The Compact Flash cards permit the easy swapping of hardware without the requirement
of program or parameter file downloading and retain current machine settings.
Download the brochure/PDF HERE.
—
For specific product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: SiemensMTBUMarCom.industry@siemens.com.
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue readingNo. 901 is a 1200ºF (649ºC), electrically-heated walk-in oven from Grieve, currently used for heat treating at the customer’s facility. Workspace dimensions of this oven measure 48” W x 60” D x 72” H. 120 kW are installed in Incoloy-sheathed tubular elements to heat the oven chamber, while a 12,500 CFM, 10-HP recirculating blower provides horizontal airflow to the workload. 
This Grieve high-temp walk-in oven features 10” thick insulated walls, comprising 2” of 1900ºF block and 8” of 10 lb/cf density rockwool; inner and outer door gaskets with the inner gasket sealing directly against the door plug, while the outer gasket seals against the front face of the oven; doors equipped with expansion joints on the inner face to guarantee uniform sealing at all temperatures; aluminized steel exterior; Type 304, 2B finish stainless steel interior; 7” insulated floor with truck wheel guide tracks and a 2000 lb. capacity stainless steel shelf oven truck with shelf supports on 6” centers.
Controls on No. 901 include a 325 CFM stainless steel powered forced exhauster with motorized dampers for cooling, manual reset excess temperature controller with separate contactors, recirculating airflow safety switch, 10” diameter circular chart recorder, digital indicating and programming temperature controller and an SCR power controller.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, IL 60073-2898
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese, VP