
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Sequenced changeover of all process control parameters yields successful implementation of system upgrade with minimal downtime
Lisle, Illinois – Synergy Systems, Inc., a consulting engineering firm and Recognized System Integrator for Rockwell Automation, today announced the completion of a successful upgrade on the main blast furnace and stove control system at a major Midwest steel producer. Unique to this 18-month project was the absence of production downtime experienced by the client, during the transition from legacy control system elements to a Rockwell Automation ControlLogix and Wonderware-based HMI platform. Synergy Systems termed its protocol on this project the System Transition Execution Plan (STEP). During the implementation of STEP, the client experienced no interruption in overall blast furnace or stove control system operations, as it transitioned from an older DCS (distributed control system) to the new system, which was entirely designed and installed by Synergy Systems engineers, working onsite at the steel mill with client personnel.
At the heart of the concept, according to Synergy Systems VP Marc L. Hunter, “We developed our strategy around a core principle that targeted zero downtime during the changeover. Essentially, we created a building block operation, in which each control input/output on the old system was upgraded with parallel monitoring of performance values and system readouts. Only when each new component was functioning properly and the signals were inline with the existing monitored values did we execute the changeover of the control strategies, which was then integrated loop-by-loop into the new process LAN.” Utilizing this strategy, Synergy Systems enabled the client to maintain full production at the mill, throughout the entire project. Client engineering confirmed their complete satisfaction with the performance on this major project.
The STEP upgrades included all the following procedures: replacement of legacy PLC hardware with AB ControlLogix, replacement of DCS/PLC interface, movement of I/O from DCS to ControlLogix, deployment of Wonderware HMI, movement of control from DCS to ControlLogix, Wonderware historian integration and finally Level 2 interface via Wonderware HMI. Essentially, the control scheme for each system element was installed in parallel to the legacy control, then connected to the new ControlLogix processor and monitored on a channel of the client’s overall process control LAN for comparison to the older output.
Using this STEP approach, minimal process impact occurred and there was a significant savings realized for the client, both in operational expense and total project cost. As Hunter explains, “This project, because it happened in steps, so to speak, could be costed as a maintenance, not a capital, expense. The major capital expenditure diminished, owing to our strategy of loop-by-loop cutover and a gradual evolution of the graphical user interface, plus a progressive integration with the plant historian software. Collateral benefits to the client included a gradual weaning away from the legacy system, which allowed our team to thoroughly familiarize our client’s operational and maintenance personnel with the new hardware and software, as the changeover progressed.”
The determination to upgrade this system had resulted from numerous factors, according to the client. The I/O had become obsolete and the legacy system was UNIX-based, so many of the client’s current engineering staff onsite were not familiar with it. However, because a need existed to retain overall control strategies and functional client knowledge of system operations, Synergy Systems devised this STEP protocol to make the transition more gradual and self-teaching.
According to the client’s plant production & technologies manager on the project, “The blast furnace and stove control systems needed to be upgraded from a legacy DCS (Distributed Control System) to a Rockwell Automation PLC (Programmable Logic Controller) platform, with Schneider Electric Software Wonderware human machine interface and historian, along with statistical reporting mechanisms. Synergy Systems was challenged with cost-effective project deliverables requiring a proven transition plan, zero production outages, minimal risk implementation with no impact to production or product quality, improved technology with future expansion capabilities, improved process controls, enhanced operator interface, significant improvements to system reliability and stringent budgetary guidelines. This project required verification and movement of nearly 2000 I/O points, installation of new workstations, network communication upgrades, development of over 60 HMI screens with built-in diagnostics and alarms, extensive PLC programming, system functional documentation development and drawing approval, historian upgrades and onsite training. Finally, total project implementation and completion were required within a two-year period.”
He continued, “Synergy delivered beyond our expectations on every challenge presented. The innovative approach, level of engineering delivered and tools selected ensured a successful transition without impact to our production or product quality. Synergy’s professional manner plus their willingness to listen and offer solutions always made it easy for our Operations and Automation team personnel to work with them. The upgraded control systems have been in operation for nearly a year now, with high levels of reliability and efficient operations realized. Synergy proved to be an extremely cost-effective yet resourceful company, with a focus on the future of our mill control requirements. Our plant now has the technology to further enhance the automation strategies and drive flexibility and productivity that were not available with the legacy automation platform.”
For more information on this application, please contact:
Synergy Systems, Inc.
1982 Ohio Street
Lisle, IL 60532 USA
Phone: 630.724.1960
www.synsysinc.com
info@synsysinc.com
Attention:
Marc L. Hunter, VP
hunter@synsysinc.com
A. Roger Guillemette, 81, of Narragansett, Rhode Island, died Friday, June 5th. Born in Providence, RI, he was the son of the late Joseph Arthur and Yvonne (Roy) Guillemette, both Canadian born.
Roger graduated from Coventry High School and served as a machinist in the US Army, 600th Engineering Aviation Maintenance Co. He was stationed in  Korea and Mineral Wells, Texas.
Korea and Mineral Wells, Texas.
He and his wife Claudette raised their four children in the village of Phenix, RI where they hosted many a sing-a-long around their piano. Among the many other things in life he thoroughly enjoyed, Roger loved playing Skip-Bo with his family and friends.
An entrepreneur, he established several businesses throughout his lifetime, creating long-term steady employment opportunities for many people. Guill Tool & Engineering Company was established in 1962 and remains in operation today, as a global leader in extrusion tooling. Until recently, Roger was very active as the CEO and always an inspiration to his employees, as his passion for engineering quality products and customer solutions never waned. He had been a fierce advocate for U.S. manufacturing on local and national levels; participating in many organizations as well as advocating for STEM education in the state of Rhode Island.
Professionally, Roger was SE MA Chapter past President of NTMA-RI and a longtime member of the Wire Association and Society of Plastic Engineers. Guill Tool, as a result of Roger’s leadership and drive, remains active in the Rhode Island Manufacturers Association, National Association of Manufacturers, National Institute of Manufacturing Skills, the Rhode Island STEM Center and other local endeavors for the betterment of the industry and community.
Memorial contributions may be made to The Johnny Cake Center of Peace Dale, 1231 Kingstown Rd., Peace Dale, RI 02879. Visit www.nardolillo.com for online condolences.
For more information, please contact:
Rich Guillemette
Guill Tool & Engineering
10 Pike Street
West Warwick, RI 02893
USA
Phone: 401-828-7600
www.guill.com
rguillemette@guill.com
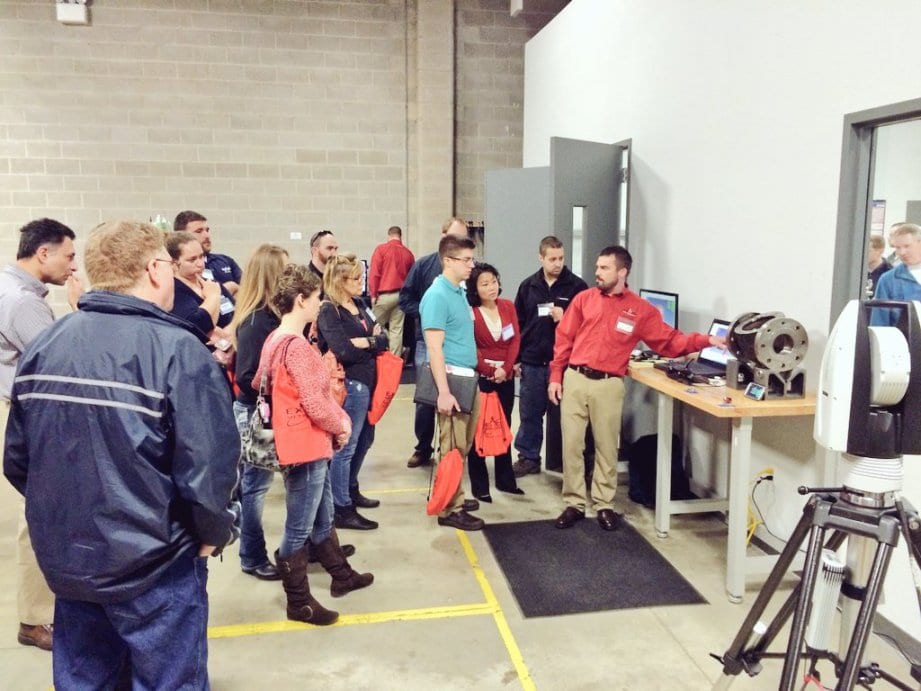
Product demonstrations and technical presentations from principals impress large crowd
On May 14, 2015, Exact Metrology held an open house at its Brookfield, Wisconsin facility and the event was attended by over 125 local area companies, comprising quality assessment, design engineering and management personnel from many of the leading manufacturers in the region. Hosted by company co-president Dean Solberg, the day included ongoing product demonstrations of the various metrology equipment brands offered for sale, lease and rental by Exact, as well as the testing procedures provided as a service by this unique metrology supplier.
Services on display at the Brookfield open house included 3D scanning, reverse engineering, quality inspection, instant scan-to-CAD comparison and a full suite of PolyWorks software solutions. Equipment shown at the event included Aicon 3D systems, Breuckmann 3D scanners, Leica Geosystems, Romer and Hexagon brands of scanning devices and related hardware, all of which were available for hands-on use by event attendees.
A new product of great interest to attendees was the Breuckmann steroScan, a flexible scanning system for precise 3D digitization and metrology. Applications for this product include quality inspection, reverse engineering, rapid prototyping, deformation analysis and digital documentation. Because of the adjustable focal length of the scanner, products from small components up to large sections of automotive and aircraft parts can be scanned with high resolution and accuracy. Breuckmann is a company of Aicon 3D Systems.
During the event, technical presentations were made by Aicon, PolyWorks by InnovMetric and Exact personnel on the newest advancements in 3D scanning technologies. The presentations were given to a “full house” of interested attendees.
As Dean Solberg commented, “We seek to find the right combination of equipment and services to suit the applications and challenges presented by our customers. In some cases, it’s a matter of matching the right standard equipment to the job, while at other times we bring custom solutions and services to our customers, whether they buy, lease, rent or simply use our services to achieve the desired results on projects.” Solberg credited his staff of metrology engineers, technicians and customer service personnel for their hard work, dedication and adaptability in seeking their correct solution to all customer challenges.
Exact Metrology is an ISO 9001:2008 Certified Company.
For more information on this new system, please contact:
EXACT METROLOGY, INC.
Dean Solberg
20515 Industry Avenue
Brookfield, WI 53045
Phone: 262-533-0800
Local: 866-722-2600
www.exactmetrology.com
deans@exactmetrology.com
—
Exact Metrology, with facilities in Cincinnati and Milwaukee and affiliated offices throughout the Midwest, is a comprehensive metrology services provider, offering customers 3D scanning, reverse engineering, quality inspection, product development and 2D drawings. The company also provides turnkey metrology solutions, including equipment sales and lease/rental arrangements.
Green coil coater also provides coil cleaning services, now at substantially reduced cost to mills, service centers, fabricators and OEM’s
Effective immediately, the following pricing matrix is effective until December 31, 2015 for Chemcoaters coil cleaning services, according to Mike Tieri, Director of Sales & Marketing for the company, a leading green coil coater based in Gary, Indiana.
Sheet Steel Coil Cleaning Pricing Matrix
Pricing Good 4/7/2015-12/31/2015
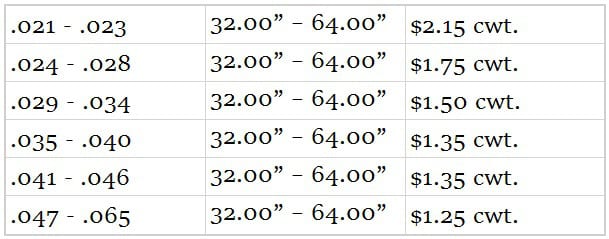
* Matrix for coils up to 45,000#
* This price includes standard VCI wrap
* Single Paper Wrap $100 / Double Paper Wrap $200
Subject to Individual Pricing


 Home of Intercoat™ ChemGuard
Home of Intercoat™ ChemGuard
All coil cleaning is performed on the processing line at the company’s main location in Gary, Indiana and comprises hot wash, chem rinsing and hot air drying, followed by careful recoiling and packaging for delivery back to the customer or other specified recipient.
Based in Gary, Indiana, Chemcoaters, Inc. is a leading supplier of green coil coatings, as well as traditional prepaint and protective coil coatings such as dry film lubes and other RoHS-compliant coatings. Virtually no VOCs or HAPs present in the process.
The company’s patented InterCoat® ChemGuard 300 coating is formulated with trivalent chrome vs. hexavalent chrome, making it environmentally friendly in all building, architectural, transportation and consumer appliance applications. InterCoat® ChemGuard 300 coating has superior corrosion resistance, as well. Chemcoaters offers a presentation that evidences this fact to all interested parties.
—
For more information, please contact:
Mike Tieri
Director of Sales Marketing
Chemcoaters, Inc.
700 Chase Street
Gary, IN 46404
Phone: 877-411-2905
Email: miket@chemcoaters.com
Website: www.chemcoaters.com
Connect with Chemcoaters online: ![]()
![]()
![]()
![]()
![]()
High precision 3D mapping supports installation of a new beam transport line for scientific research
Fermi National Accelerator Laboratory (Fermilab), America’s premier high-energy particle accelerator laboratory, in Batavia, Illinois, collaborates with scientists from around the world to perform pioneering research, operate world-leading particle accelerators, plus experiment and develop technologies for science supporting U.S. industry.
In 2014, Fermilab contracted Exact Metrology to work on a project known by its location as “Main Injector Ring Section MI-10.” Horst Friedsam, Head of the Alignment & Metrology Department at Fermilab, led the week-long project with Exact Metrology, which involved 3D mapping of existing equipment in order to yield data to support the placement and installation of an additional beam transport line.
Exact Metrology performed the scanning in section 10 of the Main Injector Accelerator, which is situated in a tunnel about 10 m below ground with a circumference of approximately two miles. The Main Injector accelerates a proton particle beam, arriving from the 8 GeV (Giga-electron-Volts) Booster, to 120 GeV and subsequently blasts it into a stationary target to generate the world’s highest intensity neutrino beams.
Recently, Fermilab has been working on a new Deep Underground Neutrino Project (DUNE) to provide a neutrino beam to the Homestake Mine in South Dakota. This project features access to research facilities 2 miles below ground, which is ideal for neutrino experiments requiring shielding from cosmic ray events. In order to deliver a neutrino beam to the DUNE, a new beam transport line that fits within the existing beam line infrastructure was required. As a result, data scanning, full CAD modeling and photo overlays of a large section of the currently installed Main Injector equipment was needed. The collected data were crucial for the design of new beam elements and visualizing interferences with existing components.
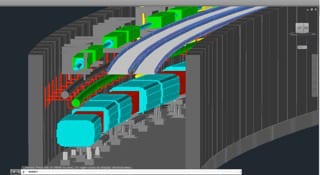
3D Map will help Fermilab install a new beam transport line
The Alignment & Metrology Department maintained a high precision control network throughout the laboratory complex. For the scanning process, a Leica ScanStation P20 ultra-high speed 3D Scanner was used in conjunction with special laser scanner targets, modified to fit within the existing control network points. Exact Metrology’s Leica ScanStation P20 was chosen for its combination of high accuracy and low scan noise, plus its industry-leading environmental specifications for industrial as-built documentation. The software chosen to aid the process was Leica Cyclone, producing TruView—a web-enabled panoramic point viewer allowing the user to view, pan, zoom, measure and mark up point cloud data over the web. Additionally, RSL300 laser scanner target markers from Berntsen International Inc. were mounted concentric to 1.5” radius steel half spheres interfacing with Exact Metrology’s laser tracker nests. The coordinates of the control network, determined at the millimeter level, were provided to Exact Metrology to globally register all scans relative to Fermilab’s system. Thus, the end product provides information for all scanned objects in the common coordinate system used for the entire Fermilab site.
Fermilab has a long-existing relationship with Exact Metrology, having purchased and rented equipment from their instrument pool plus contracted for metrology services as on-site work, such as this scan.
Exact Metrology is an ISO 9001:2008 Certified Company.
 Exact Metrology, with facilities in Cincinnati and Milwaukee and affiliated offices throughout the Midwest, is a comprehensive metrology services provider, offering customers 3D scanning, reverse engineering, quality inspection, product development and 2D drawings. The company also provides turnkey metrology solutions, including equipment sales and lease/rental arrangements.
Exact Metrology, with facilities in Cincinnati and Milwaukee and affiliated offices throughout the Midwest, is a comprehensive metrology services provider, offering customers 3D scanning, reverse engineering, quality inspection, product development and 2D drawings. The company also provides turnkey metrology solutions, including equipment sales and lease/rental arrangements.
For more information on this new system, please contact:
EXACT METROLOGY, INC.
11575 Goldcoast Drive
Cincinnati, Ohio 45249
Phone: 513-831-6620
Toll Free: 866-722-2600
www.exactmetrology.com
stevey@exactmetrology.com
Steve Young, President
Or
EXACT METROLOGY, INC.
Dean Solberg
20515 Industry Avenue
Brookfield, WI 53045
Phone: 262-533-0800
Local: 866-722-2600
www.exactmetrology.com
deans@exactmetrology.com
Or
FERMI NATIONAL ACCELERATOR LABORATORY (FERMILAB)
1117 N Washington Ave
Batavia, IL 60510
Phone: 630-840-2787
Horst Friedsam
—
Exact Metrology, with facilities in Cincinnati and Milwaukee and affiliated offices throughout the Midwest, is a comprehensive metrology services provider, offering customers 3D scanning, reverse engineering, quality inspection, product development and 2D drawings. The company also provides turnkey metrology solutions, including equipment sales and lease/rental arrangements.

 Got a few minutes?
Got a few minutes?
Learn to be a better machinist in 30 minutes or less at Eastec 2015!
Come to Siemens booth #2012 at the show and one of their machining experts will show you how easy it really is!
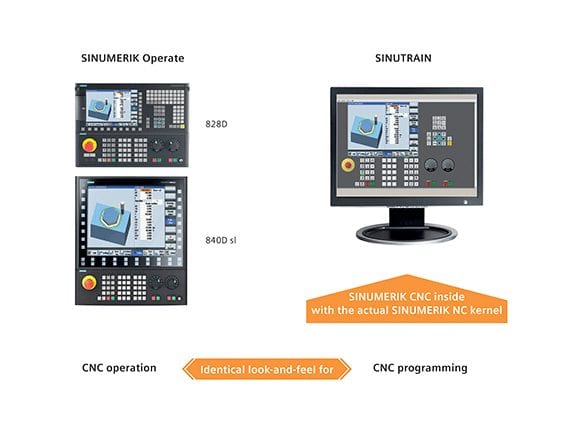
See the difference SINUTRAIN can really make
SINUTRAIN functions exactly the same way as an actual Siemens CNC system. This means you can test all of the operating modes of the graphical user interface step-by-step. Not only is SINUMERIK the top-performing machine tool control in shops worldwide, Siemens also offers training that’s second-to-none. You’ll quickly learn that, with Siemens onboard your machines — anything is possible.
Register to attend EASTEC — compliments of Siemens.
 Simply participate in one of Siemens in-booth demonstrations during the show and you’ll receive your trial version free-of-charge!
Simply participate in one of Siemens in-booth demonstrations during the show and you’ll receive your trial version free-of-charge!
A “no strings attached” beta test for 30 days from Dynapar

Typical products involved in the TryDynapar campaign; please visit www.dynapar.com/Products_and_Solutions for further results
Gurnee, Illinois – Announced today and effective immediately, Dynapar is offering a free 30-day beta test trial to all interested and qualified parties, for its key product families of incremental and absolute encoders, with thousands of configurations available. According to North American Marketing Director, Ferran Ayala, “This bold program represents our commitment to demonstrating our product quality, engineering expertise and factory support of the Dynapar encoder line to the market at large, with no strings attached.” Ayala further noted the offer would be continued for the foreseeable future.
Three simple steps constitute this offer:
Dynapar encoders are found throughout North American industries, providing motion feedback control. These industries include general factory automation, pulp & paper, primary metals, oil & gas, packaging, beverage, food, pharmaceutical, medical equipment, materials handling, lift & crane, construction operations, off-highway and others, as well as original equipment motor manufacturing.
For more information on this offer, please contact:
DYNAPAR
1675 Delany Road
Gurnee, IL 60031-1282
Phone: 1-800-873-8731
Web: www.dynapar.com/TRYDYNAPAR
Email: inside.sales@dynapar.com
Attention: Ferran Ayala, North American Marketing Director or Heidi Grinde, Product Manager
About Dynapar
Dynapar is a world-leading manufacturer of optical and magnetic encoders and resolvers with more than 50 years of experience in engineering and manufacturing rotary feedback devices. Dynapar was founded in Gurnee, Illinois in 1955 and has been expanded through acquisitions to include Dynapar™, Hengstler™, NorthStar™, Harowe™, and Encoder Technology brand product lines. Dynapar is now uniquely a provider of technologies spanning optical, magnetic, and resolver based feedback.
Pioneering the first true vector-duty hollow-shaft encoder launched Dynapar’s strong presence in several industries, including steel, paper, elevator, oil and gas, wind energy, medical, material handling and industrial servo manufacturing. From small kit encoders to large mill-duty tachometers, Dynapar has the industry covered.
Dynapar customers rely on expertise and support provided from the U.S. sales and manufacturing location in Gurnee, Illinois: Phone +1 800.873.8731 or +1 847.662.2666; FAX +1 847.662.6633; Website: www.dynapar.com. In addition, Dynapar supports global customers with local sales and production locations in Germany, Japan, China, and Brazil.
Continue readingAdvanced motors, drives and rapid feedback controls make substantial improvements in machine performance at Grand Rapids supplier to poly foam insulation and padding industries
As Rick Hungerford, president and CEO of Edge-Sweets (ESCO) points out, think of the mattress that remembers, the steering wheel that saves lives or the bandage pad with built-in antibiotic. All these products start from blocks of cast polyurethane foam in various densities, then get cut, profiled or shaped by special machinery. ESCO is a leading manufacturer of such machinery, supplying the furniture, mattress, automotive, packaging, pipe insulation, healthcare and other industries with automated CNC profilers and horizontal cutting machines. Production speeds up to 840 inches per minute (21.33 meters per minute) are achieved on flexible and rebonded polyurethane, latex and viscoelastic materials, when used as either stand-alone cutting machinery or in tandem with automated materials handling and packaging lines. The ESCO end user base reaches into many industries in the global market.
On two recent developments in the company’s machinery line, an engineering evaluation of competing motor, drive and controls lines was conducted, under the direction of Hungerford, who notes, “On our PMIII-1530, a horizontal profile saw with a 1.5 meter x 3 meter block cutting capability, we worked with one of our most trusted local suppliers of automation components, Wes Morgan from Electro-Matic Products, who introduced us to the Siemens motion controller, servomotor, gearmotor and drive package. We were seeking a controls platform that would have global support and standards compliance, as more of our machines are utilized for production outside the U.S. today than at any time in the past.” Hungerford further noted that, while the axes of motion are relatively limited on his company’s machine lines, the high-tension maintained and the need for precise positioning of the cutting wire on this machine made it necessary to have the most accurate and durable motor and drive combinations available onboard.

Rick Hungerford Jr., president and CEO of ESCO (left), inspects the drives cabinet with Wes Morgan of Electro-Matic, the local Grand Rapids supplier of the Siemens product line.
Incorporating the Simotion motion controller, Sinamics low-voltage drives and Simotics S-1FK7 servomotors from Siemens gave ESCO not only the performance levels desired, but also the global application engineering, technical support and parts inventory benefits of this international supplier. “Our machines are in use around the world,” states Hungerford, “and we needed great confidence in our control package supplier’s ability to support the machines and our sales team with parts and service, everywhere in the marketplace. In Siemens, we found such a partner. Plus, their local representative here in Grand Rapids, Electro-Matic, had established a solid relationship with our company and my team.”
Functionally, according to Hungerford, the Siemens package allowed a single, common DC bus without stand-alone drives plus the system provided by Siemens is scalable to allow the cutting machine being interfaced with additional mechanisms and loading/unloading devices as part of an overall automated production line for customers. The PMIII-1530 is operated by a single PC plus a remote operator pendant that allows free movement with full operation control of the machine during setup.
In selecting and programming the proper components for the ESCO machine, Siemens and Electro-Matic Products provided an optimized solution using the Sizer and Simotion Scout software provided by the component manufacturer. Once all the parts are in-house, construction of this machine is typically achieved in approximately 30 days, according to Hungerford, as ESCO does the bulk of the framework and final assembly onsite at the Grand Rapids factory.

The Foamular® industrial pipe insulation produced on the PMIII-1530 is used in the oil and gas industry.
The operation of the machine (as shown in the photos) begins with the CAM programming software written by the ESCO engineering team, plus additional data programs made available through ASTM for pipe and tube configuration. Hungerford mused, “It’s sorta like Etch-A-Sketch, but hardly a toy. Our engineers can take the canned programs and quickly make the necessary adjustments to the cutting paths to suit the machine cutting capabilities and the workpieces our customers are producing.” The software program is vital in accomplishing both an effective cutting as well as optimum utilization of the raw materials, through the nesting of the parts in the master workpiece block, done by the computational algorithms in the program.
The workpiece is then loaded onto the vacuum table, the cutting head is positioned and the process begins. The material used by the ESCO customer, in this case, is Owens Corning Foamular®, a rigid polystyrene prepared in a tongue-and-groove configuration for industrial pipe insulation as the end product.
In operation, the motors, drives and feedback devices work in tandem to ensure a quick, smooth and efficient cutting of the material into the desired shapes.
The customer using the upgraded controls model of this ESCO machine is currently reporting a reduction in its cutting cycle times from 3½ hours to 20 minutes, according to Hungerford.
Commenting further about the drive performance, Wes Morgan of Electro-Matic noted that the Sinamics drive platform offered three distinct benefits. “The product line is consistent across a wide range of motor capacities, which is a real advantage for ESCO. Also, the regenerative feedback feature creates substantial energy savings for the end users, plus the Sinamics drives have a smaller footprint, owing to the dual motor modules and common DC bus system and this results in a more compact control cabinet.” He also noted the Simotion motion controller allows ESCO a single platform to perform simple axis to very complex integrated motion controls with a standard product, resulting in greater efficiencies in the design, programming and installation time for this builder and its customers.
—
On the second machine where ESCO implemented a controls upgrade, the HTX high-tension slitter/stacker incorporates a Simatic PLC, Sinamics variable frequency drives, Simotics servomotors, motor starters and contactors from Siemens. This machine, instead of a cutting wire, utilizes a tangential razor-like blade in a slit-and-retract motion, with the blade articulating on each pass through the material workpiece and then being automatically coated with silicone in the blade housing to maintain cut integrity.
The unit shown in the photographs here is the HTX 51-88 (indicating a 51” high x 88” wide x 132” long cutting zone), making ¼” thick cuts in a poly foam block. The machine is further capable of 1/8” cuts in production, as Hungerford noted. “This machine operates in tandem with other machinery we build, so the conveyor feed mechanism positions the workpiece for the cutting at the first station, then indexes it through the HTX to the next stations, where additional cuts and profilings are performed.
ESCO also produces vertical cutting machines, convoluters, roll splitters, contour cutting machines, metering and dispensing solutions for lab and production use, plus the company supplies fully integrated systems for polyurethane processing, including robots, curing ovens and mold designs to its worldwide customer base.
For more information on this story, please contact:
EDGE-SWEETS COMPANY
ESCO GROUP INC.
2887 Three Mile Road NW
Grand Rapids, MI 49534
Phone: 616-453-5458
Web: www.edge-sweets.com
Email: info@edge-sweets.com
Attention: Rick Hungerford, Jr., President & CEO
or
SIEMENS INDUSTRY, INC.
DIGITAL FACTORY
GENERAL MOTION CONTROL
390 Kent Avenue
Elk Grove Village, IL 60007
Phone: 847-640-1595
Fax: 847-437-0784
Web: www.usa.siemens.com/lv-drives
Email: SiemensMTBUMarCom.industry@siemens.com
Attention: John Meyer, Manager, Marketing Communications
Watch videos of these machines in operation! https://youtu.be/4lpQ22d7niM
Fond du Lac, Wisconsin tooling supplier and metal stamper uses press and diework relationship with Heim to further develop its business, enter new markets and prosper

Deep draw gear cover entirely produced by Ultratech, ready to assemble at Amarillo Gear

Covers for Corvette brake assemblies made by Brembo
Ultratech Tool & Design Inc. (Fond du Lac, Wisconsin) began as a tool shop in 1990 (happy 25th anniversary!), serving the small engine manufacturing sector, Over the course of the past seven to ten years, the company has been supplying stampings from its 32-ton to 600-ton presses, with products ranging from simple washers to complex automotive and aerospace components. As President Bill Melang notes, “We took the tooling expertise we had from the start and built the business around it. This approach gave us the ability to see our customers’ challenges from the inside and help them find better solutions for their own production.” Major manufacturers in industries such as automotive, consumer goods, electrical products and aerospace populate the ranks of Ultratech’s North American customer base.

GM Sierra dust shields
All jobs begin here with the tool design. Ultratech uses Solidworks and Logopress software to produce its designs, then interacts with its customers in that fluid exchange of ideas, engineering suggestions and production fine tuning that creates the finished product. That product is made entirely in-house at Ultratech on the latest CNC machines and CMM test equipment. Melang comments, “We try our best to stay ahead of the competition with our machine tools and design protocols, using the best technology available in the market.” Sensor selection on the dies, for example, is performed in the shop’s sensor lab, where simulation of the die-in-press scenario translates to a tool that is less likely to crash, plus Ultratech produces dies with complex in-die tapping and nut/stud insertion capabilities, as well as lamination dies.

Welding operations
Out on the production floor, another key reason for the shop’s success stands at the center of the operation. Back in 2002, according to Melang, the company formed a working relationship with The Heim Group (Chicago, Illinois), buying their first Heim press. Today, there is an 80-ton Heim OBS with 5000 lb. feed line, plus a 500-ton Heim Maxi-Stamper with 10,000 lb. feed and a 600-ton Heim Maxi-Stamper with 20,000 lb. feed. Complementing this equipment is a full resistance welding, heat treating and assembly cell operation. Ultratech also supplies its customers a range of finishing and part coating options to facilitate ready-to-assemble requirements.

PEM riveting operations
Describing the partnership his company enjoys with Heim, Bill Melang observes, “Back in 2002, we bought our first Heim press. It was an older machine and Heim helped us with a rebuild. Since that time, we’ve developed a value-adding relationship with Heim, as they’ve provided us considerable assistance with press utilization and maintenance advice, while I think we’ve also been helpful to them with die design ideas.”
Heim President Katie Heim further comments, “Our relationship with Ultratech has benefited both our companies, over the years. As our industry knows, the die dictates the press and we’ve worked closely with Bill and his team, as this particular customer’s knowledge of die design and performance characteristics in the press has created a real synergy with our engineers, who bring decades of press design and die handling mechanics to the task. The fact that Ultratech also has some of the nicest people in the industry, starting with Bill, is the icing on the cake, so to speak,” Katie remarks.

Galvanized stakes for hold downs on a satellite receiver
This American-made press builder, Katie notes, is quite often asked for a turnkey system of press, die and coil handling equipment, including complex die and part handling mechanisms, in a single package. She observes, “The knowledge we’ve shared with and acquired from Ultratech has made us both stronger players in the market today.” She added that the decline in the workforce numbers and equipment manufacturers based in America has created the need for companies such as Heim to be more pro-active in the turnkey area, as customers today seek this assistance on a much more frequent basis than previously occurred.

Heim 80-ton stamping press at Ultratech
Katie Heim is third generation owner of the business, which has built presses in Chicago for nearly 70 years and today boasts over 55,000 machines in the global stamping market.
Heim produces presses to 1000 tons and also supplies coil handling, part transfer mechanisms and complete die systems in turnkey packages for customers worldwide.
Ultratech is an ISO 9001:2008 certified supplier and is currently advancing to the TS automotive specification that will enhance the company’s involvement as a supplier to that industry. The shop employs 25 people, including the next generation, as Bill Melang’s son is in the business and has recently completed a plant expansion of 30,000 square feet.
Lastly, Bill Melang mentioned the assistance he’s received from Jack Best and Tony Mase at Heim. “There isn’t a single question we’ve thrown their way that went unanswered. They do what they say they’ll do and that gives us great confidence in their abilities to handle our very fast-paced variety of needs for presses and support engineering.”
For more information on this story, please contact:
Bill Melang, President
ULTRATECH TOOL & DESIGN INC.
1210 Scott Street
Fond du Lac, WI 54936-0548
Phone: 920-922-0257
www.ultratechtooldesign.com
bmelang@ultratechtooldesign.com
OR
Katie Heim, President
THE HEIM GROUP
6360 W. 73rd St.
Chicago, IL 60638
Phone: 08-496-7400
www.theheimgroup.com
katie@theheimgroup.com
Large parts and one-off runs present particular challenges; common CNC platform offers many benefits to busy York, PA shop

Despite the large, heavy workpieces and frequent one-off production, Voith Hydro maintains a steady flow of work for its machining, typically holding +/- 0.002” tolerances on various carbon and stainless steels. Workpieces here often exceed 25’ in diameter.
Voith Hydro in York, Pennsylvania is a major manufacturer of hydroelectric power generation equipment, especially the intricate turbines used in such operations, supplying hydroelectric generating companies and municipalities throughout North America. Over 12,000 units have been commissioned in the field with more than 65,000 MW of installed capacity, plus Voith Hydro has also upgraded over 600 existing power generation units. As a turnkey supplier to the industry, the company manages all phases of power plant projects, from analysis and planning, design and implementation, to commissioning and operation. Voith Hydro is ISO 9001 and ISO 14001 Certified.

Milling, line boring and turning operations are performed on large multi-axis machine tools, most equipped with Siemens SINUMERIK 840D CNC onboard to control all axes of motion.
At the York facility, very large multi-axis machining centers produce carbon and stainless steel work pieces, most often in a one-off mode and at sizes frequently exceeding 35’ in diameter. Adam Ward, the manager of maintenance & facilities at Voith Hydro, says the machining done typically holds +/- 0.002” tolerances here, nonetheless. “We do turning, line boring and milling on extremely large and heavy work pieces that often challenge us to design the optimum machining cycle. Our long cycles can frequently result in heat distortion on material surfaces and so we take great care in looking for problems before they occur.”
Voith Hydro maintains an impressive array of machine tools and multi-axis machining centers here. Despite a variety of builder brands, the majority of the machines have one common component, namely, the Siemens SINUMERIK 840D CNC onboard.

Remote condition monitoring is performed between Voith Hydro and many of its machine tool builders to troubleshoot and resolve issues in real time, using the CNC on the machine.
As Ward notes, “Our operators are quite comfortable with the CNC from Siemens and they use it for all motion control, plus the operator interface has the ability to afford us great troubleshooting capability and something else we value greatly, the commonality of the HMI on the control. That fact allows us to do a great deal of cross-training and that’s very important to us. We need to be highly flexible, given the one-off nature of our work here.” Most of the operators at Voith Hydro are capable of running multiple machines, while the maintenance personnel on his team can more easily service the machining equipment in the facility, adds Ward. He credits his machine builders and the Siemens team led by Howard Weinstein and Robert Stiefel for this ongoing flexibility.
Part designs are run through the company’s CAM system and simulated offline to preserve machine uptime.
Voith typically takes a customer design, runs it through their CAM system and simulates the cycle offline, in order to preserve valuable machine uptime. Since the work here involves highly complex geometries on the turbine sections, the simulation must be equally complex and account for all machine motions and collision avoidance. Once the program is finally determined for a part, it is fed over the Voith Hydro network to the appropriate machine tool or machining center for scheduling and production startup.
During production, a system of real-time remote condition monitoring is available through the CNC for troubleshooting by both the Voith Hydro maintenance personnel and, when required, machine builder personnel, working offsite.

Large Ingersoll milling machine was retrofit recently, with all new Siemens CNC, motors, drives and other hardware.
Ward cites one example where an Ingersoll milling machine was completely retrofitted both mechanically and electrically by a Siemens Solution Partner, with a new CNC, motors, drives, encoders, other hardware and software. “Working with the builder and Siemens support personnel, we were able to resolve issues and implement changes to the programming, right on the CNC of the machine…and all done remotely, in a very short time period.”

Voith Hydro in York, PA produces a wide variety of power generation components for various machine builders and municipalities across America.
Voith Hydro boasts machining capabilities on workpieces over 42’ diameter and 350 tons at the York facility. Surface finishes are typically 250 and 125 Ra, though occasionally 64 or 32 Ra is required. The finishes are achieved through both machining and secondary finishing operations, according to company sources.
Adam Ward further notes that, on most new machines required at Voith Hydro, “The cross-training capability of the CNC, the standardization of the HMI on various types of machines, the support provided and the previous successes our operators and maintenance personnel have realized, all combine to make specifying Siemens as our control of choice an easy decision.”
Howard Weinstein, business development manager for the power industry manufacturing sector at Siemens, comments on the relationship with Voith, “We’re a proud partner to Voith Hydro in York, Pennsylvania. Their facility is a great showcase for our flagship CNC, the SINUMERIK 840D, as used on an array of multi-axis machining centers to produce large, complex geometry parts for the hydroelectric power industry.”
For more information on this story, please contact:
SIEMENS INDUSTRY, INC.
DRIVE TECHNOLOGIES – MOTION CONTROL (MACHINE TOOL BUSINESS)
390 Kent Avenue
Elk Grove Village, IL 60007
Phone: 847-640-1595
Fax: 847-437-0784
Web: www.usa.siemens.com/cnc
Email: SiemensMTBUMarCom.sea@siemens.com
Attention: John Meyer, Manager, Marketing Communication
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
Others involved in this story may also be contacted:
Voith Hydro
760 East Berlin Road
York, PA 17408-8701
Phone: 717-792-7512
Web: www.voith.com
Email: adam.ward@voith.com
Adam Ward, Manager of Maintenance & Facilities