
Contact us today:
Author Archives: Bernard & Company
Exact Metrology Exhibits at SHOT Show
By Bernard & Company
No Comments
 Exact Metrology will exhibit at next year’s SHOT show, held in Las Vegas, Nevada. This annual trade show is geared towards the shooting, hunting and firearms industries. SHOT is the biggest show of its kind. Besides serving the shooting and hunting industry, it also serves commercial buyers and sellers of military, law enforcement and tactical products.
Exact Metrology will exhibit at next year’s SHOT show, held in Las Vegas, Nevada. This annual trade show is geared towards the shooting, hunting and firearms industries. SHOT is the biggest show of its kind. Besides serving the shooting and hunting industry, it also serves commercial buyers and sellers of military, law enforcement and tactical products.
Given the industries mentioned, Exact Metrology is looking to speak to companies that manufacture firearms, hunting and outdoor trade equipment. The job titles that are most relevant to the company are manufacturing engineers, research and development and quality personnel.
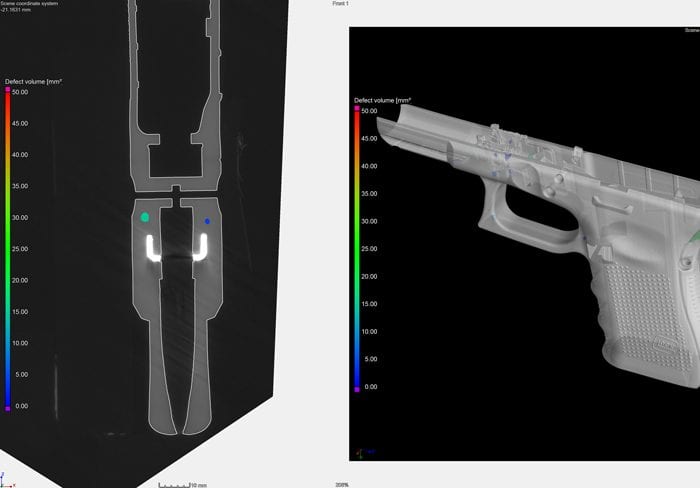
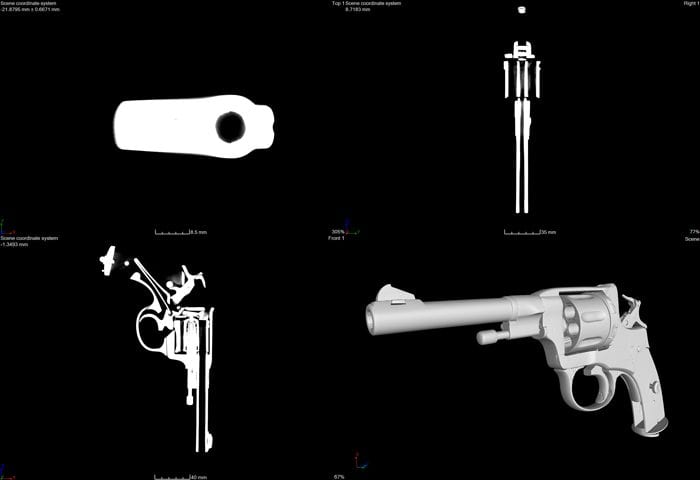
Exact Metrology can provide scanning equipment for all of the markets that pertain to SHOT. However, the most common piece of equipment used is CT or computed tomography scanning in the firearms sector. This process captures 3D images at specific intervals by rotating the object 360 degrees. Thus, 3D views of the inside of a gun, for example, can be obtained without cutting or destroying it.
The firearms market includes suppliers that make scopes, silencers and other gun accessories. Exact Metrology can provide these suppliers with 3D CAD models that allow users to compare the model to the actual part and detect problems. This in turn, permits high quality and accurate reverse engineering of guns.
Exact Metrology will be at booth S1630 at the SHOT Show between January 22 and January 25, 2019 at the Sands Expo Center.

For more information, please contact:
Dean Solberg
Exact Metrology, Inc.
20515 Industry Avenue
Brookfield, WI 53045
Phone: 262-533-0800
Local: 866-722-2600
www.exactmetrology.com
deans@exactmetrology.com
Steve Young
Exact Metrology, Inc.
11575 Goldcost Drive
Cincinnati, OH 45249
Phone: 614-264-8587
Local: 513-831-6620
www.exactmetrology.com
stevey@exactmetrology.com
Exact Metrology, with facilities in Cincinnati and Milwaukee and affiliated offices throughout the Midwest, is a comprehensive metrology services provider, offering customers 3D and CT scanning, reverse engineering, quality inspection, product development and 2D drawings. The company also provides turnkey metrology solutions, including equipment sales and lease/rental arrangements.
Continue readingSchuler Holds Tech Day in Puebla
By Bernard & Company
No Comments
New developments such as the servo press MSP 400 and the process monitoring system show the benefits of networked forming technology
Canton, Michigan – Schuler has developed solutions for the digitization and networking of forming technology with the new servo press MSP 400 or the process monitoring system for hot stamping systems. They are part of the “Smart Press Shop,” Schuler’s answer to Industry 4.0 (“Industrial Internet of Things”, IIoT). The main benefits for press operators have now been experienced by the visitors at Schuler’s Tech Day at the end of November in Puebla.




“The digital transformation of the press shop is already well underway,” says Carlos Valdés, CEO of Schuler in Mexico: “Not only the major car manufacturers, but also medium-sized suppliers can use the Smart Press Shop for more efficient production and fewer rejected parts. Thus, Schuler is putting forming technology on the fast track to the digital future.”
In the morning, Schuler celebrated their fourth group of apprentices completing their vocational training at the Cedual Training Center. The 16 industrial engineers and toolmakers prepared themselves for their job with theoretical and practical phases based on the German model. The training center, which Schuler founded in 2012, is equipped with a teaching workshop as well as an audiovisual lecture theater and three classrooms.
For more information, please visit:
www.schulergroup.com/smart_press_shop
For further information on Schuler Inc., North America, please contact:
Guido Broder, Vice President of Sales & Marketing
Schuler Incorporated
7145 Commerce Blvd.
Canton, MI 48187 USA
734-207-7200
Guido.Broder@schulergroup.com
Image captions
Images 1, 2 & 3: At Schuler’s TechDay in Puebla, Mexico, visitors learned solutions for networking in forming technology.
Image 4: Schuler’s apprentices celebrate completing their vocational training at the Cedual Training Center.
About the Schuler Group – www.schulergroup.com
Schuler is the technology and global market leader in the field of forming technology. The company provides presses, automation solutions, dies, process expertise and service for the entire metalworking industry and for lightweight automobile construction. Its customers include automobile manufacturers and automotive suppliers, as well as companies from the forging, household appliance, packaging, energy and electronics industries. Schuler is a leader in coin minting presses and implements system solutions for various high-tech industries. The company generated 1.233 billion euros in sales in the 2017 fiscal year and has a presence in roughly 40 countries with approx. 6,600 employees. Schuler is majority-owned by the Austrian ANDRITZ Group.
BCN Offers Press Parts, Repairs, and Rebuilds to OEMs
By Bernard & Company
No Comments
Brands of the Schuler Group provide customers with a wide range of products and services to meet their needs
 Part of the Schuler Group, a technological and global market leader in forming technology, BCN stands for machine brands Bliss, Clearing, and Niagara. BCN’s parts and products are available at the company’s 180,000 sq. foot facility in Hastings, Michigan. At this ISO 9001 certified facility, 150 skilled technicians and engineers manufacture quality parts for various pieces of equipment. These include face bridge mills, CNC lathes, CNC boring mills, surface grinders, rotary grinders, turret lathes, and many others.
Part of the Schuler Group, a technological and global market leader in forming technology, BCN stands for machine brands Bliss, Clearing, and Niagara. BCN’s parts and products are available at the company’s 180,000 sq. foot facility in Hastings, Michigan. At this ISO 9001 certified facility, 150 skilled technicians and engineers manufacture quality parts for various pieces of equipment. These include face bridge mills, CNC lathes, CNC boring mills, surface grinders, rotary grinders, turret lathes, and many others.
Bliss Clearing Niagara technical services offer a complete range of related products-including spare parts, repair, inspections, remanufacturing, rebuilds, and modernizations.
Modernization services include complete press teardown and analysis, engineering analysis, repair or manufacture of parts and assembly that shows the original OEM specs. Also available are field service, on-site repair, trouble shooting, press relocations and press inspections.
 Press rebuilds and upgrades are available for clutch and brake systems, overload systems, speed changes, automated die changes, can machinery and electrical controls.
Press rebuilds and upgrades are available for clutch and brake systems, overload systems, speed changes, automated die changes, can machinery and electrical controls.
Remanufacturing is offered on all brands of mechanical presses/ hydraulic presses and some forging presses.
OEM users can quickly receive their needed parts, thanks to a unique parts record that contains over 300,000 parts. These include clutches, brakes, gears, bearings, conversions/upgrades, perishable parts, frames, and connections. In addition to the brands that make up BCN, they also carry USI, Toledo, Consolidated Press, Wilkins and Mitchell and Warco.
No matter the age of your part, BCN can provide you with timely and high quality retrofits, repairs, modernizations, replacements and services. Interested parties can contact Tony DeMerle, BCN’s Director of Sales.
For further information, please contact:
Tony DeMerle, Director of Sales
Bliss Press Systems
1004 East State Street
Hastings, MI 49058 USA
734-865-0949
Anthony.DeMerle@blisspressusa.com
www.blisspressusa.com
About the Schuler Group – www.schulergroup.com
Schuler is the technology and global market leader in the field of forming technology. The company provides presses, automation solutions, dies, process expertise and service for the entire metalworking industry and lightweight automobile construction. Its customers include automobile manufacturers and automotive suppliers, as well as companies from the forging, household appliance, packaging, energy and electronics industries. Schuler is a leader in coin minting presses and implements system solutions for the aerospace, rail transport and large-dimension pipe manufacturing sectors. In the 2016 fiscal year, Schuler generated sales of 1.174 billion euros. After acquiring toolmaker AWEBA and a majority stake in Chinese press manufacturer Yadon, Schuler has a presence in 40 countries with roughly 6,600 employees. Schuler is majority-owned by the Austrian ANDRITZ Group.
Continue readingKenosha Water Utility Receives Recognition
By Bernard & Company
No Comments
One of Centrisys/CNP’s customers, the Kenosha Water Utility, received recognition as a “Utility of the Future Today” recipient.
 Centrisys/ CNP, Kenosha, Wisconsin is proud to announce that their customer, Kenosha Water Utility, was honored at this year’s WEFTEC. On behalf of the partners of the Utility of the Future Today Joint Recognition Program, the company had been deemed a “Utility of the Future Today” recipient and has been recognized for their achievement. Among forty applications, thirty-two utilities were honored.
Centrisys/ CNP, Kenosha, Wisconsin is proud to announce that their customer, Kenosha Water Utility, was honored at this year’s WEFTEC. On behalf of the partners of the Utility of the Future Today Joint Recognition Program, the company had been deemed a “Utility of the Future Today” recipient and has been recognized for their achievement. Among forty applications, thirty-two utilities were honored.
The selection committee, consisting of six peer utility general managers/executives, had determined that the application submitted by the Kenosha Water Utility company met the criteria in the Activity Area of Partnering and Engagement.
Kenosha Water Utility attended the Utility of the Future Today Recognition ceremony. The reception took place at the 91st WEFTEC Conference and Exhibition, as part of the Utility Leaders Morning at the Earnest N. Morial Convention Center in New Orleans. This event took place on October 2nd, from 7:30 to 10:30 am. They received an outdoor flag and were presented with a certificate of recognition.
 Several people from Kenosha Water Utility were present at the ceremony, including Melissa Arnot, the company’s Director of Operations. Commenting on this award, she said,” We are very proud to receive this recognition from fellow utility experts and we thank all of our partners, including Centrisys.”
Several people from Kenosha Water Utility were present at the ceremony, including Melissa Arnot, the company’s Director of Operations. Commenting on this award, she said,” We are very proud to receive this recognition from fellow utility experts and we thank all of our partners, including Centrisys.”
Centrisys Corporation is a U.S.A. manufacturer of dewatering centrifuges, sludge thickeners and complete dewatering systems for municipal and industrial wastewater. The company’s focus is centrifuge equipment, including the award winning THK sludge thickener. Centrisys provides global service, repair and parts for all brands of centrifuges. CNP – Technology Water and Biosolids designs and supplies nutrient recovery and biosolids treatment optimization systems. CNP’s key technologies are: AirPrex® and CalPrex™, phosphorus recovery technologies, and PONDUS™, a Thermo-Chemical Hydrolysis Process (TCHP). CNP is a division of Centrisys Corporation.
For more information, please contact:
Centrisys/CNP
9586 58th Place
Kenosha, WI 53144
262-654-6006
marketing@centrisys.com
www.centrisys.com
Schuler Installs First Laser Blanking Line for Asia
By Bernard & Company
No Comments
Ansteel orders system with two cutting heads to process steel and aluminum coils for the automotive industry

Chinese steel maker Ansteel has ordered the first Schuler laser blanking line for Asia.
Canton, Michigan – Ansteel is one of the largest steel producers worldwide and also known as the “cradle of steel industry” in China which contributed significantly to the rapid economic growth of the People’s Republic. Now, the company will also be the first Schuler customer in Asia to install a laser blanking line. This is also the first system worldwide that features two cutting heads for the processing of coil material with a width of up to 1,880 mm (74”).
Laser cutting systems for blanking lines have proven their reliability and high output in the series production of outer body parts already in Europe – another one will be delivered to the U.S – and are particularly suitable for production processes with frequent product changes, since no dies are needed. Schuler’s innovative DynamicFlow Technology enables a highly dynamic cutting process and high strip speeds for the coil material which is continuously moving forward. This process leads to an increased output and higher system availability, while also ensuring gentle transport of sensitive materials such as aluminum.
The new Laser Blanking Line 2.18 has two powerful cutting heads and can be used to produce blanks for various components made of coil material with a width up to 1,880 mm (74”). It is a cost-optimized alternative to the Laser Blanking Line 3.21 with three cutting heads, which is particularly suitable for the efficient production of outer skin blanks with a coil width of up to 2,150 mm (84”). It provides a wide range of options to optimally adapt the system to customer needs and has been successfully in production for several years now.
For more information, please visit:
www.schulergroup.com/laserblanking
For further information on Schuler Inc., North America, please contact:
Jeferson Valerio, Director of Sales
Schuler Incorporated
7145 Commerce Blvd.
Canton, MI 48187 USA
734-207-7200
info@schulerinc.com
www.schulergroup.com
About the Schuler Group – www.schulergroup.com
Schuler is the technology and global market leader in the field of forming technology. The company provides presses, automation solutions, dies, process expertise and service for the entire metalworking industry and for lightweight automobile construction. Its customers include automobile manufacturers and automotive suppliers, as well as companies from the forging, household appliance, packaging, energy and electronics industries. Schuler is a leader in coin minting presses and implements system solutions for various high-tech industries. The company generated 1.233 billion euros in sales in the 2017 fiscal year and has a presence in roughly 40 countries with approx. 6,600 employees. Schuler is majority-owned by the Austrian ANDRITZ Group.
About Ansteel Group Corporation Limited – http://en.ansteel.cn
Ansteel is a state-owned steel producer headquartered in Anshan, Liaoning. The company originated from a merger and reorganization of Anshan Iron and Steel Group Corporation, which was the first large-sized steel maker of the New China, and Pangang Group Co., Ltd., the largest vanadium manufacturer in the world. Ansteel has seven production bases in China as well as in Karara, Australia. The production capability amounts to 39 million tons of raw steel, 3,000 steel grades and more than 60,000 specifications of high-tech products which are sold to dozens of industries such as automotive, machinery, home appliances and so on in over 60 countries and regions.
Continue readingHeimatec Inc. to Combine with Other Tooling Lines Under New Corporation, Platinum Tooling Technologies, Inc.
By Bernard & Company
No Comments
Longtime tooling authority Preben Hansen to lead new company
![]()
Heimatec Inc., a market leader in live tooling for the North American machine tool industry, announced today that it will become part of a new corporation, Platinum Tooling Technologies, Inc. The announcement was made by the longtime president of Heimatec, Inc., Preben Hansen, who will lead the new company as its president and COO, holding a majority stake in its ownership. Mr. Hansen is a 30-year veteran and recognized authority in the machine tool industry for tooling and its applications.
“I’d been pondering this move for some time and, after considerable discussions with Heimatec GmbH, Tecnicrafts Industries, Henninger GmbH, and other principals we represent, it seemed time to make this decision and move forward with the new company,” said Hansen, speaking from the Heimatec North American headquarters in Prospect Heights, Illinois, just outside Chicago.
Hansen continues, “The new company will enable us to serve our existing and new market opportunities in a more pro-active fashion.” He cited the recent expansion of the Chicagoland facility, with added office and warehouse space, allowing more staff to be hired and greater inventories to be carried on all lines to be represented by the new company. The Heimatec products will continue to be our main focus but we are fully committed to the growth and success of Tecnicrafts and our other product lines.
Other developments in the works, Hansen states, include additional lines of machine tool accessories and related machine components. Heimatec Inc. has been adding various other brand names to its roster over the years, most recently the very successful guide bushing and collet line from the global supplier Tecnicrafts Industries. Tecnicrafts manufacture products made specifically for the Swiss machine tool market. Platinum Tooling will make a further investment to this line with extensive inventory and the purchase and installation of a grinding machine. Bringing this process “in house” will improve delivery times and strengthen market position.
Additional personnel and sales representative firms are being sought to augment the existing team, Hansen notes. “Nothing will change in our interaction with current customers, reps and distributors. We’ll be enhancing our capabilities, however, with more application engineering, service technicians and staff dedicated to the specific tooling lines we represent. In that way, our value proposition and overall service package to the industry will rise to new heights.”
A new website has been developed for Platinum Tooling Technologies, Inc., as well, www.platinumtooling.com.
For more information on all these developments, please contact:
Preben Hansen, President
Platinum Tooling Technologies, Inc.
16 East Piper Lane, Suite 128
Prospect Heights, IL 60070
847-749-0633
www.platinumtooling.com
phansen@platinumtooling.com
Exact Metrology Exhibits at Power-Gen
By Bernard & Company
No Comments
 Exact Metrology will exhibit at this year’s Power-Gen International held in Orlando, Florida. Celebrating 30 years, Power-Gen focuses on all forms of power generation and brings together key suppliers and service providers with influential decision makers in the international power generation sector.
Exact Metrology will exhibit at this year’s Power-Gen International held in Orlando, Florida. Celebrating 30 years, Power-Gen focuses on all forms of power generation and brings together key suppliers and service providers with influential decision makers in the international power generation sector.
At this show, Exact Metrology’s objective is to connect with companies that produce parts or assemble them. These can be part manufacturers such as: pumps, housing turbines, etc. Likewise, they can be the facilities that assemble these complex parts. Exact’s target personnel includes manufacturing engineers, quality control, quality assurance, design engineers and project managers.
Exact Metrology offers the technology that users need in the power generation market. Some of the typical equipment used includes laser trackers, LIDAR scanners (Leica scan station, Surphaser), white light scanners and blue light scanners. Additional featured equipment are Romer arms and CT scanners.
![]() The power generation market has many applications. Some of these are part qualification, part inspection, reverse engineering, part fit-up and facility scanning. Others include facility modeling, BIM modeling, color map inspections, as-built modeling and design intent modeling.
The power generation market has many applications. Some of these are part qualification, part inspection, reverse engineering, part fit-up and facility scanning. Others include facility modeling, BIM modeling, color map inspections, as-built modeling and design intent modeling.
Exact Metrology will be at booth 4211 at Power-Gen between December 4 and December 6, 2018.
For more information, please contact:
Dean Solberg
Exact Metrology, Inc.
20515 Industry Avenue
Brookfield, WI 53045
Phone: 262-533-0800
Local: 866-722-2600
www.exactmetrology.com
deans@exactmetrology.com
or
Steve Young
Exact Metrology, Inc.
11575 Goldcost Drive
Cincinnati, OH 45249
Phone: 614-264-8587
Local: 513-831-6620
www.exactmetrology.com
stevey@exactmetrology.com
Exact Metrology, with facilities in Cincinnati and Milwaukee and affiliated offices throughout the Midwest, is a comprehensive metrology services provider, offering customers 3D and CT scanning, reverse engineering, quality inspection, product development and 2D drawings. The company also provides turnkey metrology solutions, including equipment sales and lease/rental arrangements.
Continue readingStriking Begins for New Ten Euro Collector’s Coin
By Bernard & Company
No Comments
In addition to the five euro coins with a polymer ring, machines from the Schuler Group will now also be used to produce similar ten euro coins
 Canton, Michigan – Today marks the start of production for a new ten euro collector’s coin featuring a colorless polymer ring at the Karlsruhe Mint of the State Mints of Baden-Wuerttemberg in Germany. The first coins were officially struck in a ceremony attended by Baden-Wuerttemberg’s Finance Minister, Edith Sitzmann. These “tri-material” coins are produced on a joining machine, which connects the polymer ring to the metallic core and outer metallic ring, and on minting presses from the Schuler Group.
Canton, Michigan – Today marks the start of production for a new ten euro collector’s coin featuring a colorless polymer ring at the Karlsruhe Mint of the State Mints of Baden-Wuerttemberg in Germany. The first coins were officially struck in a ceremony attended by Baden-Wuerttemberg’s Finance Minister, Edith Sitzmann. These “tri-material” coins are produced on a joining machine, which connects the polymer ring to the metallic core and outer metallic ring, and on minting presses from the Schuler Group.
The front face shows a paraglider set in a mountainous landscape, while the back face includes an eagle, an inscription reading “Bundesrepublik Deutschland” (Federal Republic of Germany), and the twelve stars of Europe. The 9.7-gram coin is the first issue of what is to be a three-part series entitled “Air Moves.” It will be available in the two mint qualities “uncirculated” and “proof” starting in the spring of 2019.
Autumn of the coming year will then see the arrival of the next edition of the five euro collector’s coin. This issue, which will feature a green polymer ring, will also be produced using Schuler technology. The front face will depict a European hare representing the temperate latitudes in the “Climate Zones of the Earth” series. The coins are extremely popular among collectors and non-collectors alike.
Additional information will be available at the Technical Forum held on January 31, 2019 in Berlin before the official opening of the World Money Fair.
For more information, please visit:
www.schulergroup.com/minting
www.worldmoneyfair.de
For further information on Schuler Inc., North America, please contact:
Jeferson Valerio, Director of Sales
Schuler Incorporated
7145 Commerce Blvd.
Canton MI 48187 USA
734-207-7200
info@schulerinc.com
www.schulergroup.com
About the Schuler Group – www.schulergroup.com
Schuler is the technology and global market leader in the field of forming technology. The company provides presses, automation solutions, dies, process expertise and service for the entire metalworking industry and for lightweight automobile construction. Its customers include automobile manufacturers and automotive suppliers, as well as companies from the forging, household appliance, packaging, energy and electronics industries. Schuler is a leader in coin minting presses and implements system solutions for various high-tech industries. The company generated 1.233 billion euros in sales in the 2017 fiscal year and has a presence in roughly 40 countries with approx. 6,600 employees. Schuler is majority-owned by the Austrian ANDRITZ Group.
Continue readingReduction of CO2 Emissions Through Form Honing
By Bernard & Company
No Comments
The future of mobility requires sustainability and comfort. Gehring presented its advanced technology solutions for reducing CO2 emissions at a recent technical forum in Querétaro, Mexico.
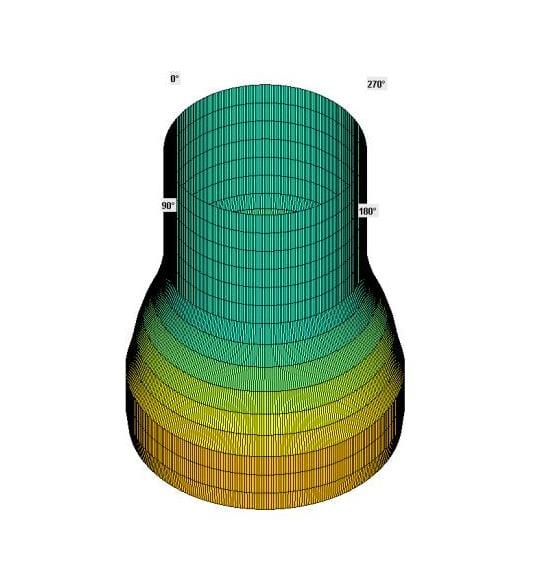
 Farmington Hills, Michigan. The future development impetus of the internal combustion engine will focus on the reduction of emissions. This is dependent on fuel consumption, which in turn is determined by the internal engine friction. The goal of form honing is a form optimized cylinder bore under operating conditions.
Farmington Hills, Michigan. The future development impetus of the internal combustion engine will focus on the reduction of emissions. This is dependent on fuel consumption, which in turn is determined by the internal engine friction. The goal of form honing is a form optimized cylinder bore under operating conditions.
Abraham Pizano, Managing Director Gehring-Mexico, presented Gehring’s CO2 emissions reducing technology solutions at a recent technical forum CO2 in Mexico to an audience of leading technical and business professionals, from a wide variety of industries, including automotive, aerospace and industrial.
The conference is one of the region’s top technical events for manufacturing, featuring the latest in global manufacturing trends, including processes, applications, materials and advanced techniques.
Gehring developed a surface finishing process for ICE’s which does not target a cylindrical bore shape. The bore shape is based on the distortions of the geometry under operating conditions of the engine. Through the means of form honing the reverse shape will be produced so that in running conditions, a cylindrical shape exists. The deformation in the operating condition depends on static assembly distortions and thermal cylinder distortions.
 This technology can be subdivided into two process variations, form honing light and form honing professional. Form honing light simulates thermal distortion by creating different tapered shapes. The thermal expansion due to the higher taper in the top dead center leads to a cylinder bore which has to be honed to a smaller size at the top and a larger size at the bottom. Thus, the piston shirt has less contact with the bore. This results in significantly less friction.
This technology can be subdivided into two process variations, form honing light and form honing professional. Form honing light simulates thermal distortion by creating different tapered shapes. The thermal expansion due to the higher taper in the top dead center leads to a cylinder bore which has to be honed to a smaller size at the top and a larger size at the bottom. Thus, the piston shirt has less contact with the bore. This results in significantly less friction.
The conical shape is generated by feedback controlled stroke displacement with higher stock removal in the lower bore section due to increased contact time of the abrasives.
The dynamic electro-mechanical feeding changes the radial expansion position of the honing stones during the stroke movement according to the form and improves herewith the previous conical shape.
These process components assure the reliable process of round non-cylindrical tapered bores within the known cycle times. Form honing has been already integrated globally into mass production scenarios. Application of form honing light technology has shown that significant improvements in emissions reductions are possible.
Form honing professional not only optimizes the local piston clearance, but also compensates for cylinder deviations from static and thermal distortions. That means that in running conditions round and straight bores can be achieved. Ring tension is reduced which results in adaptive friction and C02 reductions.
The non-cylindrical shape deviations can be defined through CAE assessments or torque plate bracing and tempering. In order to be able to implement form honing professional, innovative processing hardware like special honing tools with independent actuated abrasives, a piezo feeding system, a shape adaptive control and a spring loaded finish honing tool, is necessary.
 The shape data for the cylindrical deviations will be converted for every single cylinder of the engine using the form honing control. This dynamic process interaction between the feeding system, shape and the form honing tooling creates an optimal result.
The shape data for the cylindrical deviations will be converted for every single cylinder of the engine using the form honing control. This dynamic process interaction between the feeding system, shape and the form honing tooling creates an optimal result.
Form honing professional has been implemented by customers for small production batch scenarios. The process produces cylinder deviations and surface finish profiles with high reproducibility and economical processing times. The process delivers free shapes and surface profiles with high reproducibility to conditions that still conform to cycle times.
The advantages of form honing have been recognized by engine manufacturers and have been implemented in numerous production lines on Gehring honing machines worldwide. Further series applications are in preparation.
About Gehring
For more than 90 years, Gehring has been the leader in the domain of honing technology, supplying cutting-edge surface finish technology solutions for internal combustion engines, gears and numerous other industrial applications. As a global technology leader, the company is represented internationally in key markets in the automotive and supplier industries, hydraulics and pneumatics, as well as aerospace sector.
The Gehring product portfolio ranges from individual honing stones to honing tools as well as gauging and automation solutions right up to integrated honing systems. Digital applications, services and innovative technologies in the areas of honing, laser structuring, roughening and coating complete the portfolio.
With standalone made-to-measure solutions for stator prototype development and small-scale series production, as well as fully automated new system solutions for electric motor production lines, copperING‘s product portfolio complements that of its new partner Gehring. The Gehring group therefore offers the full gamut of technologies for vehicle drives – from conventional solutions to hybrid technologies and even integral electrification.
The Gehring Group with approx. 800 employees, is headquartered in Ostfildern, Germany, and has additional locations in Naumburg and Wernigerode, Germany, as well as in the USA, China, India, Italy, UK, France, Brazil and Mexico.
For additional information and image material:
Jaqueline Fette (Director of Marketing)
Tel: +1 248 427-3943
Cell: +1 248 954 8383
E-Mail: jaqueline.fette@gehring-group.com
Gehring L.P.
24800 Drake Road
Farmington Hills, Michigan 48335
www.gehring-group.com
Suhner and Velocity Products Form Partnership
By Bernard & Company
No Comments
Suhner has teamed up with Velocity Products to maintain the SU-matic line at the highest level of quality and functionality
 Suhner has just announced their partnership with Velocity Products on the repair and maintenance of SU-matic tooling. Velocity is the premier distributor of Tooling for Okuma, as well as innovative machine tools throughout North America. Velocity/SU-matic tooling is designed and manufactured by SU-matic, a worldwide leader in tooling technology. SU-matic works closely with engineers from Okuma when designing new tools. The collaboration ensures flawless tooling performance on lathes, multi-tasking machines and machine tools.
Suhner has just announced their partnership with Velocity Products on the repair and maintenance of SU-matic tooling. Velocity is the premier distributor of Tooling for Okuma, as well as innovative machine tools throughout North America. Velocity/SU-matic tooling is designed and manufactured by SU-matic, a worldwide leader in tooling technology. SU-matic works closely with engineers from Okuma when designing new tools. The collaboration ensures flawless tooling performance on lathes, multi-tasking machines and machine tools.
Velocity has experienced staff who can maintain tools at the highest standard required by OEM clients. Walter Scheppe has over 30 years of experience in maintaining and repairing tools. He has fixed lathe tooling, angle heads, multi-spindle heads and specialty tooling. The Velocity/SU-matic Preventive Maintenance Program uses the expertise of Walter and his team to keep the SU-matic tools running smoothly.
 The Preventive Maintenance Program offers 72 hour inspection turnaround, inspection of radial and axial play and a six month guarantee on repairs. In addition, Velocity/SU-matic tooling is guaranteed for two years; at the end of the two years, you can send your tools to the Velocity/SU-matic repair center for inspection, and if needed, return your tools to original factory specifications. The repair center is in Suhner’s new location, at 43 Anderson Road, Rome, GA 30161.
The Preventive Maintenance Program offers 72 hour inspection turnaround, inspection of radial and axial play and a six month guarantee on repairs. In addition, Velocity/SU-matic tooling is guaranteed for two years; at the end of the two years, you can send your tools to the Velocity/SU-matic repair center for inspection, and if needed, return your tools to original factory specifications. The repair center is in Suhner’s new location, at 43 Anderson Road, Rome, GA 30161.
Commenting on the partnership, Bob Bauer, the Vice President of Velocity Products, said, “I’m proud for the partnership we have formed with Suhner, as this allows us to provide a timely and high-quality service to Okuma.”
For more information, please contact:
SUHNER Industrial Products Corp.
Lee Coleman, National Sales Manager-Machining Division
43 Anderson Road SW
Rome, GA 30161 USA
Direct: 706-314-2927
Mobile: 706-409-1876
Fax: 706-235-8045
lee.coleman@suhner.com
www.suhner.com