
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com

In-Place Machining Company, LLC (“IPM”), a globally recognized high acuity field machining company focused on providing highly technical, precision on-site machining, diamond wire cutting and measurement services to customers, announced today that it has acquired Exact Metrology as of July 2, 2021. As part of the In-Place Machining Company long term growth strategy, this acquisition will expand In-Place Machining Company’s service offerings to include 3D scanning, Industrial CT scanning, metrology equipment sales, and software solutions. This exciting addition provides In-Place Machining Company a strategic resource to bolster their growing measurement and alignment business. When talking about the benefits of acquiring Exact Metrology, President and CEO of IPM, Dean Flint said, “In-Place Machining could not be more excited about the strategic potential resulting from the combination of these two great organizations. Both have been built on solving their customer’s most challenging technical problems.”


Commenting on this new partnership, Dean Solberg, Vice President of Metrology Sales/Services, states “This opportunity to join forces with In-Place Machining Company is exactly what we were looking for. The ability to combine our metrology expertise and IPM’s expertise with on-site machining will push barriers in every industry. We look forward to combining our collective synergy as one team and taking on high-precision projects together, anywhere in the world.”
With Exact Metrology holding offices throughout the Midwest in states including Ohio, Illinois and Wisconsin, In-Place Machining company will expand their reach and provide the best possible service, sales and technical support across the country.
Dean Flint noted, “We look forward to our company’s customers, employees and their families, and stakeholders all enjoying the benefit of the bright future resulting from this strategic partnership.”
In-Place Machining Company: On-Site Machining Solutions In-Place, Any Place in the World.
In-Place Machining Company, with facilities in Wisconsin, Washington, Virginia, Ohio, and Ontario, Canada, is the premier provider of high-precision engineered on-site machining, metrology, and large scale cutting & drilling services for a wide range of renewable energy, aerospace, industrial, and military customers throughout the world.
Exact Metrology: A Division of In-Place Machining Company, is ISO9001, AS9100 Certified as well as ITAR Registered.
Exact Metrology: A Division of In-Place Machining Company, with facilities in Cincinnati, Ohio, Moline, Illinois and Milwaukee, Wisconsin, plus affiliated offices throughout the country, is a comprehensive metrology services provider, offering customers 3D and CT scanning, reverse engineering, quality inspection, product development and 2D drawings. The company also provides turnkey metrology solutions, including equipment sales and lease/rental arrangements.
For more information, please contact:
In-Place Machining Company
Dean Flint
3811 N. Holton St.
Milwaukee, WI 53212
Local: 414-562-2000
Toll Free: 800-833-3575
www.inplace.com
DFlint@inplace.com
Exact Metrology: A Division of In-Place Machining Company
Dean Solberg
20515 Industry Avenue
Brookfield, WI 53045
Local: 262-533-0800
www.exactmetrology.com
deans@exactmetrology.com
Exact Metrology: A Division of In-Place Machining Company
Steve Young
11575 Goldcoast Drive
Cincinnati, OH 45249
Local: 513-831-6620
Toll Free: 866-722-2600
www.exactmetrology.com
stevey@exactmetrology.com

Exact Metrology, a comprehensive 3D metrology service provider and hardware sales company, is excited to announce that a large scale Coordinate Measuring Machine (CMM) has been installed at their office location in Moline, Illinois.

This machine is a high-accuracy CNC coordinate measuring machine that guarantees a maximum permissible error of E0, MPE = (2.5+3L/1000)μm. With this machine, measurement uncertainty remains within one-fifth of the dimension tolerance up to 30.2” (766mm). The higher accuracy specification therefore gives it more than double the effective measuring range in terms of accuracy-guarantee capability.
In addition, the room the machine sits in is temperature controlled. From sensors installed on each axis scale and working in conjunction with sensors placed on the workpiece, temperatures are obtained before outputting the measurement result to the controller. The combined axis scale/workpiece temperature compensation design used gives superior results compared to systems with sensors only on the axis scales.
This CMM offers a maximum drive speed of 693 mm/s and a maximum drive acceleration of 1,732 mm/s2 resulting in an increase of drive distance in one second. Combining high speed and high acceleration, this machine reduces measuring time. As the number of measuring points increases, measuring costs per point are reduced.
It will be used by Exact Metrology for precision machined parts and has a measuring volume of 47 inches by 78 inches. Components, parts and finished durable products that are designed to maintain extreme tight tolerance margins, as well as a high degree of durability are essential and common drivers for the use of precision machining. Precision machined parts typically have intricate features and need precise specifications and measurements. Additionally, many of these parts have holes, grooves, tapers, and/or textures that require an exact fit into other components. Precision machining is used in numerous applications such as: aerospace, medical device components, electronics, oil and gas, etc. CMMs don’t need the “old school” method of calipers, measuring tapes, and/or rulers.
Commenting on this new arrival, Exact Metrology co-President, Dean Solberg, said, “We’re very happy to install this machine and we’ve even heightened our ceilings and reinforced our floors to make sure it fits inside our facility. We look forward to using this CMM to further our customer service reach.”

Exact Metrology is ISO, AS9100 Certified as well as FFL and ITAR Registered.
Exact Metrology, with facilities in Cincinnati, Ohio, Moline, Illinois and Milwaukee, Wisconsin, plus affiliated offices throughout the country, is a comprehensive metrology services provider, offering customers 3D and CT scanning, reverse engineering, quality inspection, product development and 2D drawings. The company also provides turnkey metrology solutions, including equipment sales and lease/rental arrangements.
For information, please contact:
EXACT METROLOGY, INC.
Dean Solberg
20515 Industry Avenue
Brookfield, WI 53045
Local: 262-533-0800
www.exactmetrology.com
deans@exactmetrology.com

Winner of ANCA Tool of the Year revealed live at EMO and see a tailored skiving cutter machine GCX to service the booming Electric Vehicle market
As the cutting tool industry moves towards more complex geometries and away from standard tools, manufacturers are needing to find new solutions. Often referenced as special tools, ANCA will showcase the technology, software and automation at EMO Milano 2021 that enables customers to design and grind multiple tool types in one batch, making special tools a more profitable strategy.
Patrick Boland, ANCA Co-Founder said: “Customers are after more productivity, higher accuracy, and increased process stability. There is great interest in automation, Industry 4.0, and technologies that can digitally connect all aspects of production. What’s new at ANCA is what we call AIMS, or the “ANCA Integrated Manufacturing System.” It’s the overarching platform under which we’ll be releasing software and hardware though the coming years. At the top is a suite of management software, and underneath is all the hardware necessary to grind, measure, and process complex cutting tools.”
“We are proud to have our new AutoMarkX laser marking system on the stand at EMO, a machine that further simplifies tool manufacturing process by achieving greater efficiencies and reductions in simple manual tasks. Compatible with ANCA’s flexible software suite, AutoMarkX automatically loads tools directly from grinding machine pallets to be laser marked. ANCA’s own technology is designed for integration with AIMS (ANCA Integrated Manufacturing System), to automatically receive and dispatch pallets using an AMR (Autonomous Mobile Robot) while connectivity to the AIMS Server provides the data to be marked on the tools,” Patrick concluded.
Electric Vehicles
From a CNC tool and cutter supplier’s point of view, Electric Vehicles (EV’s) growth in the market is a challenge as well as a revolutionary opportunity. In 2017, 11.8 percent of cutting tool consumption was for automotive manufacturing. However, the rise of EVs and the associated manufacturing changes will significantly impact this. The machining time required for pure EVs will reduce by 50–75 percent compared with traditional internal combustion engines (ICEs). This will result in a decline in overall cutting tool consumption as ICE vehicles’ production declines.
Xiaoyu Wang, ANCA GCX Product Manager said: “Declining demand for cutting tools is an existential challenge, especially for our customers who serve the automotive industry. However, entering the supply chain of EV manufacture provides many untapped opportunities. The new skiving cutters required for manufacturing the internal gears used in EV transmission is a significant one. About 45 percent of all gear production is for vehicle transmission. The growth in EVs has drastically changed the requirements for the gear cutting and production industries. For example, the high engine speed of up to 20,000 RPM means a higher gear ratio is required to reduce the speed for efficient use in automobiles. Additionally, the complex planetary gear systems are more prevalent in the new electric transmission design.”
Driven by EV’s unparallel 28%~36% growth rate, the skiving cutters used in the high-speed skiving processes are in high demand. Due to their complex geometries, producing solid carbide skiving cutters requires a series of technology and process developments that enable their consistent and repeatable production. ANCA will bring its GCX Linear machine to EMO so customers can understand how it provides a complete solution for manufacturing DIN AA quality solid carbide skiving cutters – the highest in the industry.
Visit ANCA at Stand F10 G09, Hall 2 to get a demo.
ANCA Tool of the Year
ANCA’s industry first competition is back with the 2021 winner to be announced live at EMO. Last year the industry welcomed the opportunity to show off their skills with almost 30 entries received from across the globe being seen by over 80,000 fans generating over 200,000 engagements on social media.
The competition offers global recognition and generous prizes; celebrating the magic of the cutting tool and the experts who create them.
AutoMarkX
AutoMarkX is an automatic stand-alone laser marking station replacing manual and labor-intensive process. It is AIMS compatible which means it can work in a fully automatic mode without a need for human intervention, if required. The operator can load pallets full of tools and walk away to take care of more productive and value adding tasks. The unit can accommodate a wide range of tool sizes, making it a versatile proposition for many manufacturers. The attractive return on investment (ROI) makes it a logical choice for your tool making businesses.
GCX Linear
The GCX Linear sets the new benchmark for skiving cutter production. Adapted from ANCA’s proven top-of-the-range CNC grinder platform, the GCX Linear adds tailored features to finish all operations for skiving cutters and shaper cutters in a single setup. With industry-first in-process profile measurement and direct path compensation, ANCA provides a practical closed-loop production solution.
CPX Linear
Capable of achieving a surface finish better than 0.2 µm (0.000008 in) RA with run-out of less than 2 microns, this four axis grinder for creating tool blanks complements ANCA’s full machine range. The CPX Linear has a large working envelope and powerful grinding spindles, achieving the highest precision and productivity for blank preparation in the market today. Using the PinchPeel method of grinding it offers the same strength, rigidity and thermal stability expected from an ANCA tool grinder.
FX7 Linear
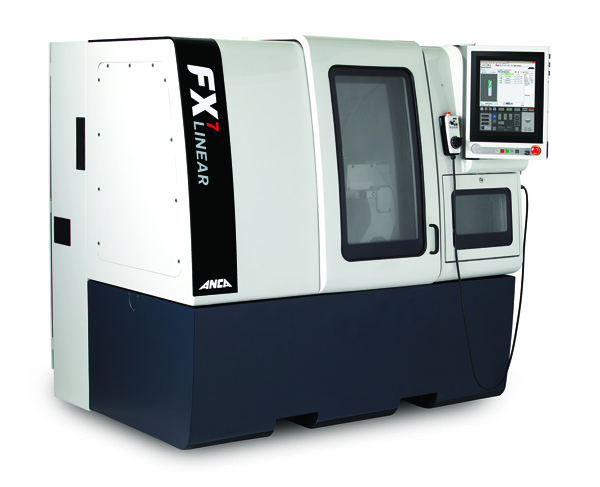
For customers that require increased flexibility or more spindle power, or the increased automation capacity that a robot can provide, the FX7 Linear offers these. The FX7 Linear offers a wide range of options for those looking to increase productivity and accuracy. Available is an optional 6-station wheel changer for automatic loading of wheel packs and coolant manifolds, and also robot loader options with capacity to load up to 840 tools.
For further information, please contact:
Johanna Boland
Group Strategy and Communications Manager, ANCA
M: +61 407799779
Johanna.Boland@anca.com
ANCA is a market leading manufacturer of CNC grinding machines. It was founded in 1974 in Melbourne, Australia where the company still has its global headquarters. ANCA has offices in the UK, Germany, China, Thailand, India, Japan, Brazil and the USA as well as a comprehensive network of representatives and agents worldwide. ANCA CNC grinders are used for manufacturing.
ANCA CNC grinders are used for manufacturing precision cutting tools and components across a diverse range of competitive industries including cutting tool manufacture, automotive, aerospace, electronics and medical.
Continue reading
Get set and go with automated laser marking for streamlined production
Traceability is a fast-emerging trend in the manufacturing industry. It is defined as the ability to retrieve the full history or location of an item or product by means of recorded identification. In the tool making industry, the requirement to trace an individual tool and the ability to determine its usage and/or re-grinding history has become an industry standard, allowing end users to maintain the highest tool quality and productivity.

In the tool making production process, tool laser marking is a necessary step that not only serves the purpose of providing basic tool geometry information, but also includes information pertaining to tool provenance and regrinding history. A basic requirement of laser marking is to have identification that is clear, and easy to read and understand.
Laser is the technology of choice for tool marking for several reasons. Firstly, laser produces an indelible mark which is crucial for easy identification throughout the lifetime of the tool. The quality is consistently excellent with high contrast and minimal surface disturbance – both of which are important for cutting tool performance. Secondly, laser technology is very mature which ensures consistent high reliability over many years.
A challenge with using standard manual laser marking stations is that it is among the most labor-intensive activities of any company. Automating the laser marking task is a direct solution to address this, with multiple benefits. Automation saves on labor cost, eliminates human error and frees up staff to perform more value-adding activities. After the initial investment, this asset will perform long-term over many years with a very low level of maintenance required.
ANCA offers two automatic laser marking options for a range of applications and individual requirements.
RoboMate LaserEtch
RoboMate LaserEtch is an integrated laser system that can be added to the ANCA RoboMate loader for the TX and MX platforms, allowing laser marking of individual tools in-process. This is a convenient, compact and flexible solution. After grinding, the tool is automatically laser marked, for example tool ID and graphics such as a company logo – all without any increase to tool takt time. This solution means:
AutoMarkX
An automatic stand-alone laser marking station, the AutoMarkX is the latest addition to ANCA’s family of tool production solutions. The operator simply loads up to two full pallets of tools and the robot performs the laser marking operations, freeing up staff to take care of other tasks in the factory. The unit can accommodate a wide range of tool sizes, making it a versatile proposition for many manufacturers.
ANCA’s laser marking systems can be integrated into the AIMS Server to become a part of a fully automated production cell. In this case, sequential tool production processes are fully automated right through to laser marking on the tool. AIMS also provides a platform for extended functionality including tool traceability and serialization.
For further information, please contact:
Johanna Boland
PR and Communications Manager, ANCA
M: +61 407 799 779
Johanna.Boland@anca.com
ANCA is a market leading manufacturer of CNC grinding machines. It was founded in 1974 in Melbourne, Australia where the company still has its global headquarters. ANCA has offices in the UK, Germany, China, Thailand, India, Japan, Brazil and the USA as well as a comprehensive network of representatives and agents worldwide. ANCA CNC grinders are used for manufacturing.
ANCA CNC grinders are used for manufacturing precision cutting tools and components across a diverse range of competitive industries including cutting tool manufacture, automotive, aerospace, electronics and medical.
ANCA website: www.anca.com
Continue reading
Company highlights equipment and tools used, applications and the Leica RTC360
Exact Metrology, a comprehensive 3D metrology service provider and hardware sales company, offers a variety of long range (20 feet to entire facilities) high-definition technologies. The company uses high quality equipment from Leica, a Hexagon Metrology company, and Surphaser®.
The tool of choice for long range scanning is LIDAR (Light Detection and Ranging) scanners. It’s a remote sensing method used to detect objects in 3D space similar to the technology used in autonomous self-driving vehicles. A highly accurate and effective surveying method, it uses light in the form of a pulsated laser to measure variable distances.

Long range scanners are typically set up in multiple locations to collect very large data sets. The data set from each location generates a point cloud and each of the point clouds are stitched together to create a 3D space. The stitched point cloud data is then sent directly to the customer or 3D models of the areas are generated to work in any CAD environment. The ability to implement CAD modeling allows tasks to be completed in a fraction of the time as opposed to manual drafting. It also eliminates the need to revisit the area to get that dreaded forgotten measurement or extra detail.
Generally, the CAD models are used for factory/shop floor layout plans, power plant equipment change outs, proof dimensioning and much more. The same data set can also be reused for multiple purposes. It is ideal for large scale interior or exterior buildings, statues and historic architecture preservation.
In addition to the 3D model, full spherical HDR imagining is attached directly to the point cloud giving a photo realistic effect of the data and allowing for virtual walkthroughs of the areas, shareable markups, geo-referencing and meta-tagging. This data can be shared with an unlimited user base via a freeware software.
The Leica RTC360 3D reality capture solution can be controlled through the Leica Cyclone FIELD 360, app, allowing a real time visual of all the customer’s setups and the ability to optimize links of each individual scan to all the setups.
Known for its unsurpassed accuracy and scan quality, long range scanning is ideal for use in reverse engineering, dimensional control, historical preservation, architecture and forensics.
Exact Metrology is ISO, AS9100 Certified as well as FFL and ITAR Registered.
Exact Metrology, with facilities in Cincinnati, Ohio, Moline, Illinois and Milwaukee, Wisconsin, plus affiliated offices throughout the country, is a comprehensive metrology services provider, offering customers 3D and CT scanning, reverse engineering, quality inspection, product development and 2D drawings. The company also provides turnkey metrology solutions, including equipment sales and lease/rental arrangements.
For more information, please contact:
EXACT METROLOGY, INC.
Dean Solberg
20515 Industry Avenue
Brookfield, WI 53045
Local: 262-533-0800
www.exactmetrology.com
deans@exactmetrology.com
EXACT METROLOGY, INC.
Steve Young
11575 Goldcoast Drive
Cincinnati, OH 45249
Local: 513.831.6620
Toll Free: 866.722.2600
www.exactmetrology.com
stevey@exactmetrology.com
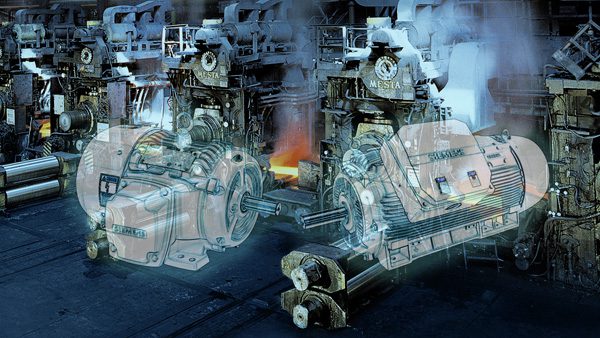
Cast-iron motors meet or exceed NEMA Premium® efficiency standards for oil-and-gas/petrochemical, pulp-and-paper, grain and rock processing, other harsh environments
At this year’s annual EASA Convention and Solutions Expo in Fort Worth, TX, Siemens announces the immediate availability of the SIMOTICS SD200 severe-duty motor in frame size 440 as its latest offering in the low-voltage SIMOTICS motor family.
Providing high productivity and energy-efficient operation in all torque ranges, these new cast-iron NEMA motors are built to power pumps, fans, compressors, hoists, winders and similar equipment in harsh environments. With a three-year warranty, the SD200 motors offer 75-800 hp output and feature 444-5013 cast-iron frames for operation in 460V and 575V ranges. They meet or exceed NEMA Premium® MG1 Table 12-12 efficiencies. A wide selection of options is offered, including IP56 ingress protection, encoders, brakes, and blowers plus others to suit the applications presented.
On these motors, the frame, end-shields, fan guard and easy-access, diagonally split, oversized terminal box are all cast-iron. Complementing this construction are zinc-plated hardware, epoxy paint and stainless-steel nameplates for long life and easy identification in the field. A unique offset rotor bar provides improved efficiency, while larger bars and end rings reduce resistance. Each die-cast aluminum rotor assembly is dynamically balanced for extended bearing life and includes a high-strength C1045 carbon steel shaft for maximum performance. Premium C5-grade steel laminations and copper magnet wire are standard.
For insulation, the Class-H non-hygroscopic system with NEMA Class B temperature rise provides an extra margin of thermal life. The insulation system meets or exceeds NEMA MG1 2014 Part 31, making these motors suitable for variable speed drives in constant torque (4:1) and variable torque (20:1). All windings are tested for Corona Inception Voltage (CIV).
The Siemens Product Manager for Low-Voltage NEMA Motors, Oscar Palafox, explains, “One of the features of the SD200 is its flexibility in the field, as the motor can be switched from F1 to F2 and F3 orientation with ease. Plus, the safety features on this new line are unmatched by competition. Full H-Class conformity provides winding protection, while the swivel hooks are a significant improvement over eyehooks for handling of these heavy units. In addition, the unique Siemens composite insulation on the SD200 is a cost-saver over the ceramic bearing alternative with ten times the resistance of other solutions in the market. Finally, the NEMA Premium® efficiency is a guarantee of long performance life with very tight deviation of losses. Shaft current remains more consistent for better uptime.” Palafox further notes this new line affords users Division II, Class 1 (gas) and Class 2 (dust) protection.

For more information regarding SIMOTICS SD200 motors, please visit: http://usa.siemens.com/simotics-sd200
Siemens Digital Industries (DI) is an innovation leader in automation and digitalization. Closely collaborating with partners and customers, DI drives the digital transformation in the process and discrete industries. With its Digital Enterprise portfolio, DI provides companies of all sizes with an end-to-end set of products, solutions and services to integrate and digitalize the entire value chain. Optimized for the specific needs of each industry, DI’s unique portfolio supports customers to achieve greater productivity and flexibility. DI is constantly adding innovations to its portfolio to integrate cutting-edge future technologies. Siemens Digital Industries has its global headquarters in Nuremberg, Germany, and has around 75,000 employees internationally.
Siemens Corporation is a U.S. subsidiary of Siemens AG, a global powerhouse focusing on the areas of power generation and distribution, intelligent infrastructure for buildings and distributed energy systems, and automation and digitalization in the process and manufacturing industries. Through the separately managed company Siemens Mobility, a leading supplier of smart mobility solutions for rail and road transport, Siemens is shaping the world market for passenger and freight services. Due to its majority stakes in the publicly listed companies Siemens Healthineers AG and Siemens Gamesa Renewable Energy, Siemens is also a world-leading supplier of medical technology and digital healthcare services as well as environmentally friendly solutions for onshore and offshore wind power generation. For more than 160 years, the company has innovated and invented technologies to support American industry spanning manufacturing, energy, healthcare and infrastructure. In fiscal 2018, Siemens USA reported revenue of $23.7 billion, including $5.0 billion in exports, and employs approximately 50,000 people throughout all 50 states and Puerto Rico.
Continue reading
#ANCATooloftheYear2021 offers thousands in prize money and global recognition; celebrating the magic of the cutting tool and the experts who create them

ANCA’s industry-first competition is back with the 2021 winners to be announced live at EMO, Milano; a major global trade fair that recognizes the magic world of metalworking. Last year the industry welcomed the opportunity to show off their skills with almost 30 entries received from across the world being seen by over 80,000 fans generating over 200,000 engagement on social media.
Patrick Boland, Co-Founder at ANCA comments: “Our industry thrives thanks to grinders’ expertise. Much of what people use and enjoy in everyday life is due to the hard work and ever increasing technical acumen of these cutting tool makers and as a result we are seeing the complexity of cutting tools increase, improving productivity, tool life and functionality.”
“Now in its fourth year, ANCA Tool of the Year has gained significant coverage – raising the profile of cutting tools and those companies who make them. I encourage all cutting tool makers to enter our competition and be recognized on a global stage for your craftmanship and contributions to our industry,” he concluded.
Ivan Cuscov, Plant Director at Cerin SpA and first time Judge said: “Continuous developments in tool technology have shown us that standard products have become easier and easier to make and the challenge is to create something new, putting creativity into the grinding process. Grinding technology can still be surprising for expert people who work in the field every day given turning new ideas into reality is enhanced by an open, flexible software such as ANCA’s iGrind.” Cerin SpA began operating in 1971 and is one of the most reputable Italian manufacturers of carbide precision tools.
ANCA will also showcase the much anticipated AutoMarkX for the first time at EMO. AutoMarkX is an automatic stand-alone laser marking station replacing manual and labor-intensive processes. Find out more about what is at ANCA’s stand on our EMO page.

ANCA Tool of the Year 2021 – Complexity through simplicity: ANCA makes it simple to design and grind complex tools
To find the Tool of the Year customers can submit their favorite tool with the winners being judged and announced live at EMO. There will be two competition categories to recognize both the functionality and creativity of cutting tool manufacturers.
The winner of #MadeonANCA receives $10,000 AUD worth of ANCA innovations for parts, accessories or software that fit your grinding needs and the winner of the most innovative virtual tool will receive the full CIM software package.
Submissions open from 15th June – 15th August.
2020’s #MadeonANCA competition winner, ARCH Cutting Tools’ entry demonstrated excellent use of multiple iGrind operations with several complex profiles. Jeff Cederstrom, President of ARCH Cutting Tools said: “It is a humbling experience to be involved in a friendly competition with some of the world’s most innovative and technically advanced cutting tool manufacturers. We will use the recognition to further motivate us to push the limits of cutting tool design to meet our ultimate goal of meeting our customers’ needs and the challenges they have in their applications every day.”
Patrick Boland continued: “For the winners of Virtual Tool Category, JG Group from Poland took a creative approach using an Australian theme of the Sydney Opera House reproduced in a profile tool, looking as impressive as a tool as it does in real life. (Joint virtual winner) Turcar’s tool amazed me in how they achieved their tool design. I had no idea our software could produce something as beautiful and as well executed as their entry.”


The competition will be based on the passion and the craft of tool making and celebrate our highly skilled tool grinding community.
At EMO the top five finalist tools will be judged on the following criteria:
For further information, please contact:
Johanna Boland
Group Strategy and Communications Manager, ANCA
M: +61 407799779
Johanna.Boland@anca.com
ANCA is a market leading manufacturer of CNC grinding machines. It was founded in 1974 in Melbourne, Australia where the company still has its global headquarters. ANCA has offices in the UK, Germany, China, Thailand, India, Japan, Brazil and the USA as well as a comprehensive network of representatives and agents worldwide.
ANCA CNC grinders are used for manufacturing precision cutting tools and components across a diverse range of competitive industries including cutting tool manufacture, automotive, aerospace, electronics and medical.
Continue reading
Established in 1986 Mictu’s core business is the eyewear industry. As the company has grown they expanded into aerospace, automotive, dental, and mechanical. Boasting a team of 15 people and producing more than 200,000 tools per year, Mictu exports tools to China, Hong Kong, North and South America, Switzerland and Germany, as well as servicing their local Italian market.
Andrea Colavo, the son of the founder of Mictu said, “There has been significant growth in our company since its beginning. We have a big body of knowledge as the eyewear industry gave us the opportunity to test our tools in many different materials giving experience in working with many kinds of plastics and metals.”
Servicing the changeable eyewear industry
The eyewear industry is different from other kinds of industries, mostly because it’s fashion. Eyewear trends are constantly changing and customers require different tools to machine different shapes.
The industry also uses very small tools and Mictu have produced tools with a 0.2 millimeter diameter mill. For example, a hinge requires very tight tolerance — in fact drawings often specify plus or minus one hundredth of a millimeter.
Understanding different materials is fundamental
Andrea continues, “We are a curious team who understand the value of trying new approaches and materials. If a customer is asking to use a material we have no experience in, we ask them how this material reacts to machining and describe the chips of this material. This helps us build a picture of how the material reacts to cutting. We make a sample tool and analyze its performance — is the tool working correctly or does it require adjustments? In the ANCA 3D simulator we can make these adjustments to produce a second batch and try again at the customers.”
Mictu has developed many different tools for many different materials. The most common plastics are nylon or polycarbonate and metals are titanium, stainless steel or cast iron.
Designing the best tool takes trial and error
“I think that anyone can make a tool, especially now that we have more intuitive software. However experience is still key. Cutting tool makers should consider the dynamics of the grinding wheels and need to know the right speed that will not cook your material as otherwise it will break like glass.”

“Generally we start from a drawing of the finished part and ask our customer how he wants to machine their component. Next we use our ANCA 3D simulator software program to simulate the tool to evaluate the best performing shape for that tool.”
“We start using 3D simulation with an ANCA MGX that we bought in 2002. The 3D simulator has changed the way we make tools, mostly because using this software means we are making less errors.”
“The characteristics that make a tool perform best is choosing the right material.
“A cutting edge must be appropriate for the material you have to machine for example, sometimes a very sharp cutting edge is not the best choice. Very sharp edges are weaker than a rounded edge and can vibrate more. So for soft materials you need a very sharp edge, but for hard to cut materials, you need a stronger cutting edge. “
“I have found it is important to make mistakes. This means you can learn what is not working and that helps you next time you are designing a tool.”
Technology matters – ANCA’s MGX has produced more than 350,000 pieces and is still running
Mictu invested in an MGX in 2002. Andrea recalls, “It’s our first ANCA and is still performing with more than 350,000 pieces manufactured over the years. We found the MGX is a very good machine for producing small to medium batches of very small tools.”
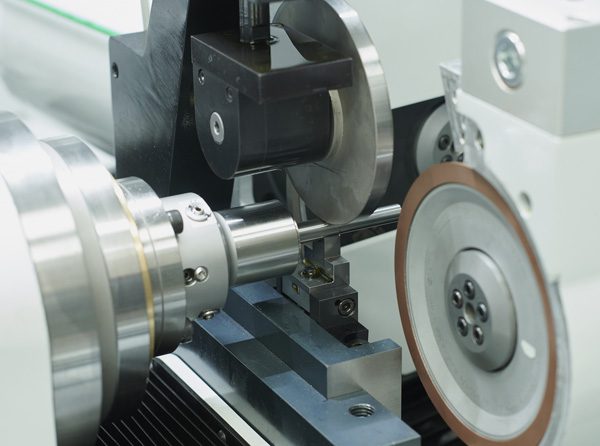
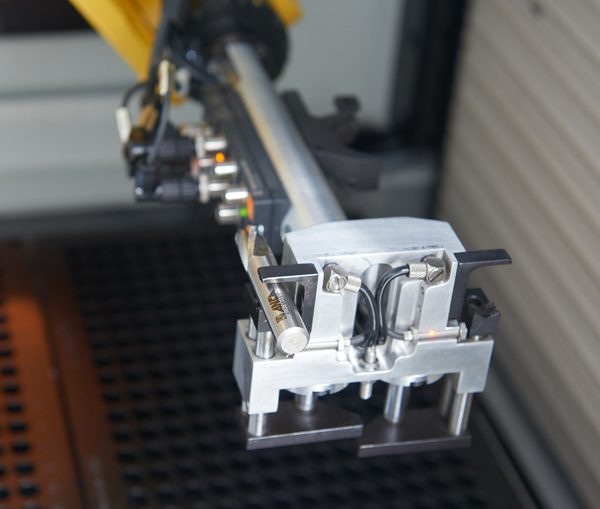
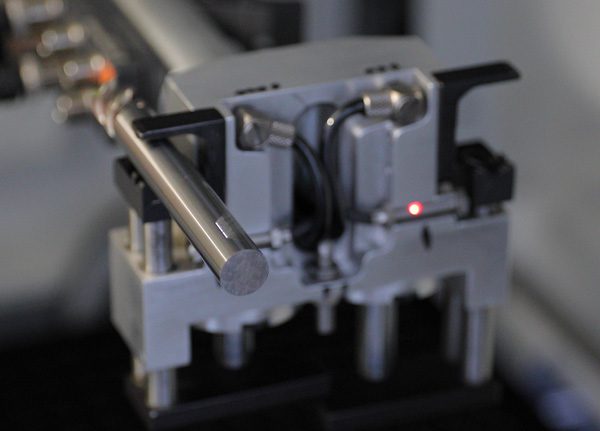
“More recently we purchased two new FX7 Linears because of their flexibility. They are excellent machines for producing tool batches of varied sizes. So far, we have been running them all week, overnight and on the weekend with big batches. During the day we use them to produce smaller batches. On the FX7 we mainly produce drills, step drills and mills and sometimes even end mills with a profile.”
“The FX7 can produce very different tools in the same batch making the machines extremely efficient. Another big advantage of these machines is that we can measure the tool without looking at it. The machine has a laser that measures, and if necessary, corrects during the grinding process. Even if no one is looking at the machine, we know the machine is automatically taking care of the tolerance of our tools and that the end quality will be high. I sleep much better because I know the laser is doing its job checking the diameter of every mill you are producing.”
“We use the iBalance to ensure our wheel packs are balanced, reducing the vibration on our tools. This is fundamental when you’re making very small tools. If you have even a very small vibration, your cutting edge will be hammered and cheap. If you have it balanced well, it will work much more smoothly and have a nicer cutting edge.”
“Personally I also liked the appearance of the machine, I would even say it is good looking! With the new Linear models, we expect a longer machine lifespan and improved surface finish. The small footprint is welcome and its many features help with the repeatability of our tools. In summary, we choose the ANCA FX7 Linear because it is a complete package with a wheel changer, large loader, laser measurement technology and has 3D Simulator software.”
Professional facilities build trust with customers
Mictu recently moved to a new facility and are reaping the benefits of investing in custom design. Andrea continues “The biggest benefits we’ve seen moving to a new facility was starting from a blank sheet. We decided to put all the pipes needed for the oil for the grinders underground to make a clear surface with less stuff that can leak on the floor. The measuring machines have been installed in a separate environment to keep them on a steady temperature. Since moving we have seen improved production, better quality control and overall we are more efficient and have a better environment for our people because it’s clean and fresh.”
“I think it’s really important for a customer to visit your facility so they can assess the working environment. Fortunately, customers are very impressed which helps us build trust in our products and services. Customers choose to work with us because we are very lean and listen to their needs. We have a skilled and experienced team who are able to solve problems.”
For further information, please contact:
Johanna Boland
Group PR and Communications Manager, ANCA
M: +61 407799779
Johanna.Boland@anca.com
ANCA is a market leading manufacturer of CNC grinding machines. It was founded in 1974 in Melbourne, Australia where the company still has its global headquarters. ANCA has offices in the UK, Germany, China, Thailand, India, Japan, Brazil and the USA as well as a comprehensive network of representatives and agents worldwide.
ANCA CNC grinders are used for manufacturing precision cutting tools and components across a diverse range of competitive industries including cutting tool manufacture, automotive, aerospace, electronics and medical.
Continue reading
Maintenance tips and assembly procedures on automated tools explained by Division Manager Lee Coleman
Suhner Machining recently filmed a series of maintenance tip and unit assembly videos at the company’s North American Service Center, housed on the campus of corporate headquarters in Rome, Georgia. The presentation of the procedures was done by Division Manager and longtime Suhner team leader, Lee Coleman. These “hands on” demonstrations would interest any customer or maintenance personnel currently using or planning to employ Suhner automated tools in their shop or production facility. According to Coleman, “We made these videos as the first in a series. Our goal is to help customers and trainers impart the proper procedures for maintenance and assembly of our automated drills, taps and other tools, which are used extensively in automotive and other high-volume production facilities, contract job shops and elsewhere.”
The company is planning a number of videos to assist operators and especially maintenance personnel in the proper care and handling of these high-precision automated tools, many of which typically perform thousands of operations in a single shift on the production line.
These first four new videos cover the following topics on the SPINDLEmaster Max 100:
Proximity Switch Adjustment
Spring Adjustment
General Maintenance
Flag Nut Adjustment
For more information, please contact:
Lee Coleman, Division Manager-Machining
Suhner Industrial Products Corp.
25 Anderson Road SW
Rome, GA 30161 USA
Phone: 706-235-8046
Fax: 706-235-8045
machining.us@suhner.com
All the features and reliability of Suhner technology at an affordable price,
For the OEM or end user…MADE IN AMERICA
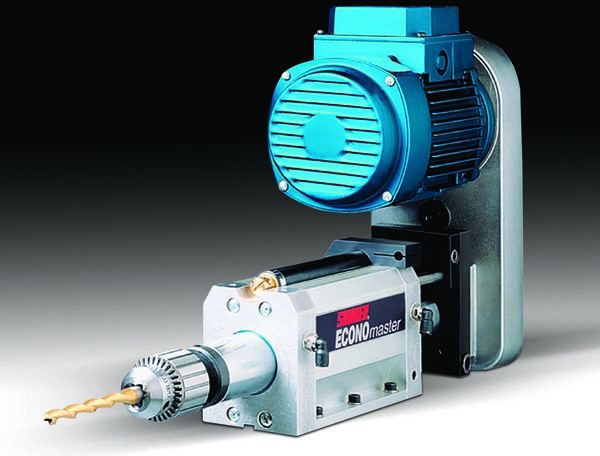
Suhner introduces the ECONOmaster® line of drilling units, affordably priced at under $3000 for the basic unit, in stock for immediate delivery or customizable to suit the particular operation. This economical solution is ideal for multiple materials such as light metal, wood, composite, plastic and foam. Because these units are entirely produced at the Suhner factory in Rome, Georgia, response times for delivery and customized construction are minimal, according to Division Manager Lee Coleman. “We recognized the need to bring our global technology to a local level, here in America, and the ECONOmaster® is a key step in that process.” Suhner is based in Brugg, Switzerland, with plants and distribution centers worldwide.


The ECONOmaster® drilling unit features low power and air consumption, adjustable motor housing, adjustable total stroke up to 4”, hydraulic feed control cylinder, J33 taper spindle end, 0-1/2” drill chuck, electric front & rear position limit switches, belt tensioner and chrome-plated quill. Basic unit weight is 45 lbs.
Other key features include adjustable feed stroke of ½-3”, 400 lb. thrust at 85 psi, operating pressures to 110 psi, TEFC/IP56 protection, standard 230V/460V, concentricity of .002” TIR, speed ranges to 9600 RPM and an air connection retract/advance of ¼” to 27 NPT.
ECONOmaster® drilling units can be supplied with an adjustable stand, inline vertical configuration and multiple spindle heads for medium-duty production drilling, with many other spindle options and toolholders available. Please consult the factory in Rome, Georgia.
For more information, please contact:
Lee Coleman, Division Manager-Machining
Suhner Industrial Products Corp.
25 Anderson Road SW
Rome, GA 30161 USA
Direct: 706-314-2927
Mobile: 706-409-1876
Fax: 706-235-8045
lee.coleman@suhner.com