
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com

Figure 1. First Core Blowing Test. The bottom of the core collapsed due to a lack of strength.
Brazilian steel giant Usiminas recently introduced the new foundry core making simulation software MAGMASOFT® as part of their strategy to establish robust designs and processes for their core production line. The first project on which this software was utilized was already in progress at that time.
The main goal was to optimize the process conditions for the existing tooling layout. This core, called the thin waist core, represents some of the biggest challenges for Usiminas core production: its length (920 mm), substantial changes in the sand flow direction during blowing, the need to fill certain parts of the core through counter-flow and big variations in the cross section within the core.
First trials showed problems with the process, which led to a complete collapse of the lower part of the core. The core blowing and curing steps for the PU coldbox process were analyzed, making it possible to draw preliminary conclusions regarding the existing defects.
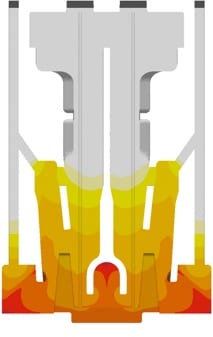
Figure 2. Curing Gas Concentration. The curing gas does not penetrate into the core to the same extent everywhere.
The lack of core strength was related to a poor curing process. The first simulation (Figure 2) already showed that the problematic regions experienced only very low curing gas concentrations during gassing, which was the root cause for the failure.
On the production line, various process conditions such as the curing and purging times and gassing pressure were changed. These attempts provided better results (Figure 3). However, a perfect core could still not be produced. The further analysis with MAGMASOFT® focused on the evaluation of the local concentration of adsorbed curing gas, as it shows the regions where the catalyzing gassing agent cannot activate the chemical reaction. This result clearly demonstrated that only a very small quantity of catalyst was available for accelerating curing in the defect regions (Figure 3).

Figure 3. Core Blown with new parameters in comparison with the local concentration of adsorbed curing gas. The problematic area corresponds exactly with low concentrations in the simulation.
Evaluating simulated curves for the gas mass flow through the vents made it clear that the catalyzing gas was not reaching the critical area. The open venting cross section of the top and central vents was allowing the gas to escape before it reached the bottom of the core.
Instead of making costly modifications to the core box, Usiminas determined that a possible – and simple – solution was to close some vents in the top and center regions, in order to increase the gas concentration in the bottom. However, it was clear that these changes obviously would also influence the core blowing step.
The optimization led to a considerable increase of the curing gas concentration in the lower regions of the core (~36%) (Figure 4). Also, the amount of adsorbed curing gas increased in comparison to the original project. Applying these modifications, Usiminas produced another core, which did not show any gassing defects. Since the venting area was reduced, some filling defects were present, as expected.
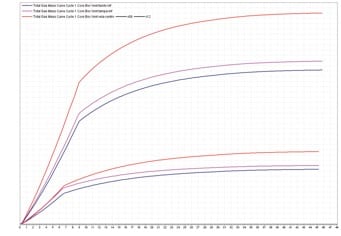
Figure 4. Total gas mass flow through the lower vents. The change in mass flow becomes clear. Removing some of the upper and middle vents resulted in a 36% increase in the gas escaping through the lower vents.
Having solved the curing related defects, a further core blowing analysis was carried out. The simulation results showed a very good match between the real defects and areas of low packing density. The flow animation also showed that the problems occurred because these areas had to be filled by a counter flow of the sand (Figure 5).
Another characteristic of the defects was that they all occurred next to the parting line of the core box. Some of the defects showed a smooth surface, indicating that the sand had been removed by a strong air flow. The core blowing simulation results supported the Usiminas conclusion that an improper sealing of the tool was the root cause for these defects. Air could escape with high speed through the parting lines, resulting in the defect formation.
This hypothesis was tested using a silicone rubber band to obtain an improved sealing of the relevant areas of the tool. With this modification, a new core was produced which was absolutely free of any defects.
About software for casting process simulation
Casting process simulation software considers the complete casting process including mold filling, solidification and cooling, and also provides the quantitative prediction of mechanical properties, thermally induced casting stresses and the distortion of cast components. Simulation accurately describes a cast component’s quality upfront before production starts, thus the casting layout can be designed with respect to the required component properties. This results in a reduction in pre-production sampling, but also the precise layout of the complete casting system leads to energy, material and tooling savings for the foundry.
The range of application of MAGMA solutions comprises all cast alloys, from cast iron to aluminum sand casting, permanent mold and die casting up to large steel castings. The software supports the user in component design, the determination of melting practice and casting methodology through to mold making, heat treatment and finishing. This saves costs consequently along the entire casting manufacturing line.
During the last 10 years, the use of casting process simulation has become a valuable business asset for many foundries worldwide. MAGMA5 constantly expands the capabilities of casting process simulation and will further accelerate the acceptance of this technology, in the future.
About Usiminas
With 50 years of operation, Usiminas is the leader in the Brazilian flat steel market and one of the largest steel companies in Latin America. It has a nominal capacity of 9.5 million tons of steel per year. Usiminas Mecânica is a leading provider of capital goods and services to the steel, railway, mining, automotive, energy, petrochemical, marine and infrastructure industries in Brazil. With recent substantial investments, the foundry of Usiminas Mecânica has become one of the largest manufacturers of both small and large steel castings in the country. The yearly production capacity is 30,000 tons, representing about 10% of the projected production in Brazil.
About MAGMA
MAGMA offers comprehensive solutions to the metal casting industry, casting buyers and casting designers worldwide. The MAGMA product and service portfolio includes the powerful modular simulation software MAGMASOFT®,with the newest release MAGMA5, as well as engineering services for casting design and optimization.
Today, MAGMASOFT® is used throughout the metal casting industry, especially for the optimization of cast components in automotive and heavy industry applications.
MAGMA Giessereitechnologie GmbH was founded in 1988 and is headquartered in Aachen, Germany. A global presence and support are guaranteed by offices and subsidiaries in the USA, Singapore, Brazil, Korea, Turkey, India and China. Additionally, more than 30 qualified partners represent MAGMA around the world.
For more information on this release, please contact:
Christof Heisser
President
MAGMA Foundry Technologies, Inc.
10 N. Martingale Road, Suite 425
Schaumburg, IL 60173
Phone: 847-969-1001 ext. 225
Email: cheisser@magmasoft.com
Web: www.magmasoft.com
Casting process simulation to automotive industry standards
 Continental is one of the five biggest international automotive suppliers worldwide. The two group sectors, Automotive and Rubber, provide a range of products addressed to automotive trends in the areas of safety, environment and information. In 2009, the 143,000 employees in six divisions generated sales of approximately 20 billion euros (~$28B).
Continental is one of the five biggest international automotive suppliers worldwide. The two group sectors, Automotive and Rubber, provide a range of products addressed to automotive trends in the areas of safety, environment and information. In 2009, the 143,000 employees in six divisions generated sales of approximately 20 billion euros (~$28B).
Cast components can be found throughout engine, brake system, body and interior components. For this reason, Continental, with its three automotive divisions, is one of the world’s largest consumers of castings. Continental does not produce the castings itself, but instead buys these parts in large quantities from outside vendors. In view of the great importance of these components in its products and systems, the Automotive Group devotes a great deal of attention to its cooperation with foundries. For Continental, it is vital that all suppliers reliably meet their quality standards and can guarantee secure processes. If production lines come to a standstill at Continental – or worse, at Continental’s customers – losses can quickly run into the millions.
As a direct supplier to carmakers, Continental is in a sandwich position. The company must guarantee product and process quality to its customers and pass on these requirements to its own suppliers. Consequently, continuous audits of partners are used to assure a constant, sustainable productivity and to ensure the use of the most competitive technologies. The same applies to requirements for product and service quality, which must be highly cost effective, as well as comply with project deadlines.
Casting simulation as foundry selection criterion
When it comes to the quality of purchased castings, Mustafa Ata, Senior Expert Casting Quality, is in demand in Continental’s Automotive Group. He audits the foundries which supply Continental worldwide. “The quality requirements for castings, which are for the most part installed in safety-relevant areas of cars, are extremely high. The prevailing international standards are supplemented by internal group standards, e.g. with regard to service life, material strength, metallurgical properties (microstructure), machinability of the components and optical appearance,” Mustafa Ata said when describing what he expects from foundries.
From Continental’s point of view, a reliable compliance with this performance catalog cannot be achieved without the foundries using the latest casting technology and tools. In the case of safety components, the group requires its suppliers to use software for casting process simulation, to check the casting process and analyze the results with Continental before production starts. Continental also requires that their foundries be in a position to optimize the process if necessary.
“Simulation is anchored as an important part of supplier communication. This means that in every casting project, product realization is supported from the very beginning by numerical simulation. We expect our suppliers to possess a simulation tool,” Ata noted, leaving no doubt in this regard.
 From design to production – but not without simulation
From design to production – but not without simulation
The casting development process begins at Continental. The design department designs the casting according to the automotive manufacturer’s requirements. The 3D data produced goes to selected foundries to enable the latter to simulate the casting process with suitable software. The simulation checks various factors that are critical for casting quality simultaneously.
First, the simulation can determine whether the casting was designed in a casting-appropriate manner or whether the design department, in cooperation with the suppliers (simultaneous engineering), needs to readjust the design to permit standard-compliant parts to be reliably produced in a cost-effective casting process. Second, the simulation results can reveal whether, under the specific production conditions of the foundry, a stable, economical process can be established or whether changes need to be carried out.
Simulation result: production and delivery security
As its final result, the simulation provides Ata with the certainty that the foundry can reliably produce and deliver a casting that meets the requirements at optimal costs. Without casting process simulation, such security could only be achieved with multiple casting trials and machining, at costs and project times that are no longer competitive in the automotive industry.
Simulation with MAGMASOFT® welcomed
In general terms, Continental allows its suppliers to choose which software they use for casting process simulation. But, most foundries opt for the MAGMASOFT® software from MAGMA Gießereitechnologie GmbH, which Ata welcomes for various reasons.
MAGMA is the pioneer in casting process simulation software. As a software developer, more casting engineers work at MAGMA than in many foundries. Because of this, MAGMA is regarded as the worldwide market and technology leader and sets the standard in this field.
The simulation results provided by MAGMASOFT® are extremely realistic.
Empirical checks through real trial castings regularly demonstrate that the results correspond to a large extent with the observable properties of the cast components.
“Simulation results from MAGMASOFT® are accepted as reliable by all parties involved in the production process. As a result, they form the basis on which designers, foundrymen and users can discuss component quality and process optimization, further developments and modifications,” according to Ata.
MAGMASOFT® offers solutions for all casting processes and process steps. In doing so, the software covers every possible simulation situation which arises at Continental in the cooperation with foundries. Therefore, the partners do not need to deal with different applications.
In the foundry, MAGMASOFT® users benefit from the simple operation of the software and the service of the provider, which meet the high demands of the automotive industry.
Continental considering using MAGMASOFT® itself
Until now, Continental has only required that its vendors utilize casting process simulation software. However, Continental is now considering using MAGMASOFT® itself. In this way, the design of a component could be checked for casting suitability immediately and the feedback loops shortened further. Simultaneously, communication with Continental’s development partners could be improved even more through the common “language” of simulation results.
About software for casting process simulation
Casting process simulation software considers the complete casting process including mold filling, solidification and cooling, and also provides the quantitative prediction of mechanical properties, thermally induced casting stresses and the distortion of cast components. Simulation accurately describes a cast component’s quality upfront before production starts, thus the casting layout can be designed with respect to the required component properties. This results in a reduction in pre-production sampling, but also the precise layout of the complete casting system leads to energy, material and tooling savings for the foundry.
The range of application of MAGMA solutions comprises all cast alloys, from cast iron to aluminum sand casting, permanent mold and die casting up to large steel castings. The software supports the user in component design, the determination of melting practice and casting methodology through to mold making, heat treatment and finishing. This saves costs consequently along the entire casting manufacturing line.
During the last 10 years, the use of casting process simulation has become a valuable business asset for many foundries. MAGMA5 now expands the capabilities of casting process simulation and will further accelerate the acceptance of this technology.
About MAGMA
MAGMA offers comprehensive solutions to the metal casting industry, casting buyers and casting designers worldwide. The MAGMA product and service portfolio includes the powerful modular simulation software MAGMASOFT®,with the newest release MAGMA5, as well as engineering services for casting design and optimization.
Today, MAGMASOFT® is used throughout the metal casting industry, especially for the optimization of cast components in automotive and heavy industry applications.
MAGMA Giessereitechnologie GmbH was founded in 1988 and is headquartered in Aachen, Germany. A global presence and support are guaranteed by offices and subsidiaries in the USA, Singapore, Brazil, Korea, Turkey, India and China. Additionally, more than 30 qualified partners represent MAGMA around the world.
For more information on this release, please contact:
Christof Heisser
President
MAGMA Foundry Technologies, Inc.
10 N. Martingale Road, Suite 425
Schaumburg, IL 60173
Phone 847-969-1001 ext. 225
Email cheisser@magmasoft.com
Agency contact:
Wendy McCormick
Bernard & Company
847-934-4500
Continue reading