
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com

Fully automated non-manned coil handling cranes and coil transfer cars integrated with motion control and communications hardware; zero downtime after six months of operation

A major U.S. steel mill in Arkansas required an entirely new approach to coil handling for its rolled-to-order production strategy. Its engineering and materials handling equipment partner, Morgan Automation, devised and implemented a fully-automated, non-manned series of three cranes to work with two coil transfer cars accepting hot coils off the walking beam from the hot mill. In manufacturing this system solution, Morgan turned to its longtime drives and motion control partner, Siemens, who provided a full complement of drive, plc, safety I/O, power quality meters, PCs, wireless hardware plus communication software and its TIA Portal for commissioning and monitoring on the project. According to the president of Morgan Automation, Mark Sharamitaro, “The excellent reliability and performance of the Siemens solution on this project was invaluable in helping us achieve complete operational efficiency and zero downtime during the first six months of operation.”
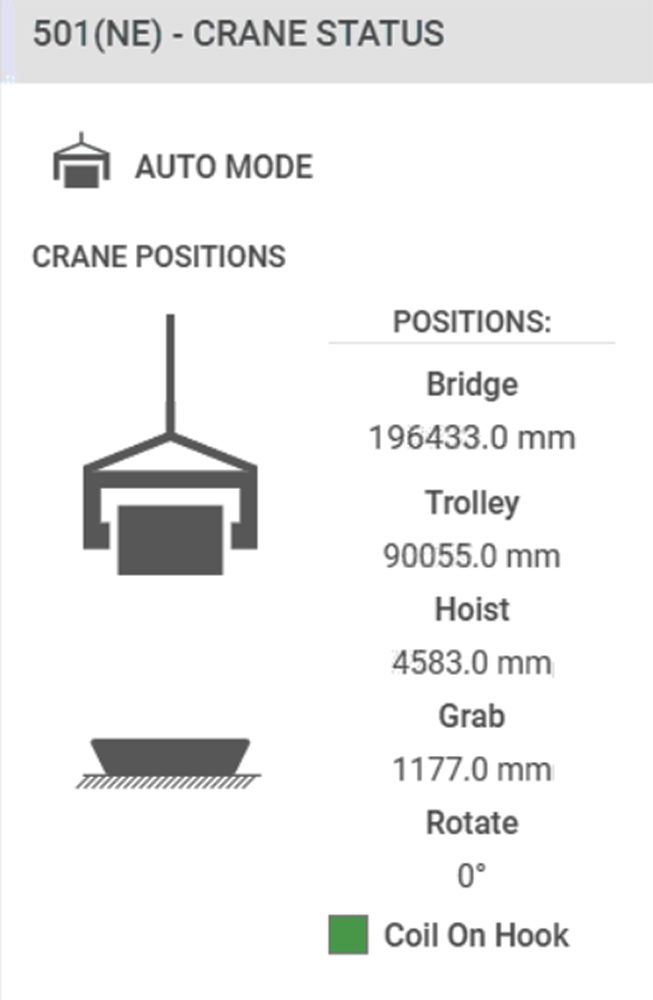
This greenfield project involved the handling of approximately 1000 coils or 30,000 tons of steel a day at the mill. A typical coil in this yard is approximately 83” OD x 82” W and weighs 28 tons on average. As the mill operates on a “made to order” mindset, there is a dual challenge of handling hot coils from the mill and organizing their staging for shipment by truck, rail or barge, with an additional quadrant on the ground for coils heading via the coil transfer cars provided by Morgan to the Pickling Line Tandem Cold Mill (PLTCM) on the premises. In the proposed and enclosed coil yard, the walking beam would deliver the coils from the hot mill, then the crane grab would secure the individual coil and place it in the coil transfer car or on a saddle in the appropriate quadrant on the floor. During low production times, the system would defrag the coil assortment into the proper positions to conserve storage space with full tracking in real time. Each crane has a thermal imaging camera for temp sensing plus a patent-pending laser positioning system. The comprehensive data tracking is clearly displayed in the mill control room with real time KPI calculations.
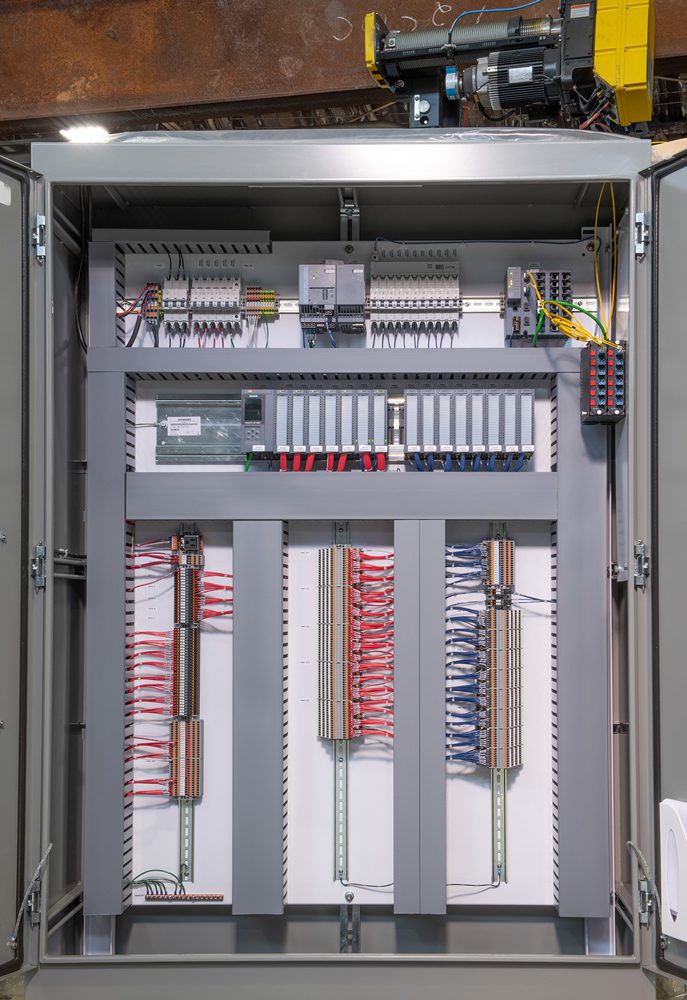
The goals for this new autonomous coil yard (ACY) included the indoor facility to reduce rust and corrosion, improved coil handling to meet the shipping protocols, reduced energy costs by eliminating lift truck handling and reducing physical distancing of coils, plus faster location of the coils on their saddles for crane handling into shipment staging areas. Critical overall was the safety of the personnel, so a system of nine remote I/O cabinets and 21 safety gates was to be implemented. Integration of the entire operation was to be handled by the proprietary Morgan CEPHAS logistic management system with a rules-based engine for algorithmic decision-making. All the information management would be transmitted and handled by mill personnel, using the in-house platform and virtual private network (VPN).
With those logistics, performance goals and system integration requirements, Morgan began the process of working with the Siemens team to utilize the full range of product and software options for construction of the optimum materials handling, motion control and data management system for the ACY. According to Mark Sharamitaro, “We were bringing our established CEPHAS warehouse management system to this challenge and seeking to marry it to a single user interface, driven by the rules established by our customer, so there’s essentially a single bucket of data on each coil.” In that “bucket” are all the physical characteristics and temperature of the coil plus the determined location for placement. All these data are transmitted through a series of Siemens SINAMICS drive modules, SIMATIC PLCs and the SINEMA network monitoring server, complemented by WinCC V16 supervisory control for monitoring over long distances. In addition, Siemens offered its SCALANCE wireless suite of ethernet switches and access points to communicate the ring topology and VLAN data to the mill control room personnel.

The Siemens SIPLUS controller components were used outside of the e-house because of the higher ambient temperatures, as these devices are built for more hostile environments. Sharamitaro reported that the Morgan team actually tested these components beyond their published ratings, so his team knew they would perform in this application, especially at the moment when the crane would pick up a hot coil and hoist it up near the trolley with the controls onboard.
Sharamitaro also noted the need for an embedded quality system to identify secondary coils on the floor and determine their transfer path. As each coil is grabbed, a full battery of sensors, switches, I/O power supply, drives, PLCs and wireless communication sends information from the crane trolley directly to the control house. The three 190-ton cranes are thus fully synchronized for handling the incoming coils from the hot mill plus the placement of the coils in the transfer cars and staging lines. The information feeds the CEPHAS system of Morgan Automation, which makes the algorithmic determinations for each coil, based on predetermined parameters set by the mill. An extremely efficient and reliable system of coil handling is achieved, as a result.
Mill personnel (as shown in the video link) cannot access any of the four quadrants in the ACY if the lockout devices are engaged. The ground-based safety system literally “asks” the crane for permission before allowing personnel to access the area.
Leading the project for Siemens were Roland Najbar, business development manager, as well as Rick Ludlow, account manager, both focused in the crane industry. Najbar comments on this project, “Once we had the full requirements from Morgan, we went to work assembling our motion control and material handling product and software suites to accommodate them. The need for fully unattended operation and wireless communication in the mill presented some challenges, but our team responded with a combination of time-tested drive, wireless and PLC products as well as some newer offerings such as the SINEMA network monitoring system.” He further noted that Morgan took the Siemens offerings to new heights of performance, through the integration with CEPHAS, the Morgan logistic management system that performs inventory tracking and routes every coil from the mill to the shipping stage in a time-sensitive and deterministic order of motion.
The SINAMICS drives interface with the SIMATIC S7-1500 PLCs on this application to seamlessly distribute data and commands through a network of safety I/O, also supplied by the Siemens crane team.
Najbar also cited the intentional redundancy in the drive safety and production isolation that allowed the cranes to keep working independently but in a highly integrated manner to achieve a non-stop production environment at the mill. Through the Siemens SIMATIC S7-1500TF PLC, integrated safety is provided, along with the drives in this system. The open communication protocol on the PLC allows for C++ high-level language applications, such as protocol converters, database connectivity, complex algorithms such as those on the Morgan CEPHAS system plus integration of crane vision systems and laser trackers.

To evidence the energy savings, Siemens also provided its PAC3200 power meters that track and record power consumption ongoing in a system and efficiently communicate data over a network protocol. Another key component in the Siemens solution here was the SINAMICS S120 Smart Line Module for crane applications, which features onboard regenerative drive. This feature takes the excess motor power from a crane hoist, for example, during descent and feeds it to another component in the system or back to the grid for trackable energy savings to the customer. Further, this Smart Line Module has particular application in the crane world, as it features a line-commutated infeed that is enhanced by the use of IGBTs that avoid commutation faults typical of thyristor-based rectifiers.
Morgan Automation is sister company to Morgan Engineering and part of the Morgan Industries group of companies, which has served the steel industry for over 150 years. Morgan designs, engineers, builds, commissions and services its systems. Morgan Engineering is well known throughout the world as the leading designer of overhead electric traveling cranes, a holder of thousands of patents and designs, and manufacturer of more than 30,000 cranes. In addition to custom overhead cranes for aluminum companies, steel mills, electric power plants, refuse facilities, container handling and general industry, Morgan manufactures equipment such as transfer cars, ladles, scrap buckets, presses, manipulators and large fabrications. It has been in a close supplier relationship with Siemens Motion Control for over a decade.
For a full video on this coil handling operation, please click here: