
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com

GMTA (German Machine Tools of America) in Ann Arbor, Michigan represents the Profilator line of gear pointing, rounding, cutting, Scudding®, Hard Scudding®, deburring and polygon machine tools in North America. These highly modular machines are used for polygon and slot facing, shifter stop machining, chamfering and deburring of highly complex automotive and other powertrain gears.

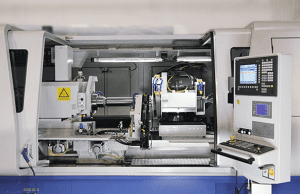
Profilator also developed the S-type machine. This is a compactly and modularly designed, vertical single spindle pick-up gear cutting machine. Machines in the S Series are better than broaching and most applications feature a dry machining process. All machine components are designed for especially high static stiffness and optimal dynamic behavior. Furthermore, the machine’s twin spindle arrangement speeds up the process considerably. S-type machines are available in three sizes, namely Profilator S-150, Profilator S-250 and Profilator S-500. Profilator S-150 has a part diameter up to 150 mm, while Profilator S-250 and S-500 have a part diameter up to 250 mm and 500 mm, respectively.
The Scudding® and Hard Scudding® process offers a marked improvement on skiving technology. To see our series of Profilator videos, click here:
For more information, please contact:
GERMAN MACHINE TOOLS OF AMERICA (GMTA)
4630 Freedom Drive
Ann Arbor, MI 48108
Phone: 734-973-7800
Fax: 734-973-3053
Web: www.gmtamerica.com
Email: sales@gmtamerica.com
Attention: Walter Friedrich, President

BvL, a designer and builder of quality parts washer systems and partner with German Machine Tools of America (GMTA), recently opened a technical center at their company headquarters in Germany. The new technical center gives customers the chance to go through a real world cleaning process scenario on a demo system.


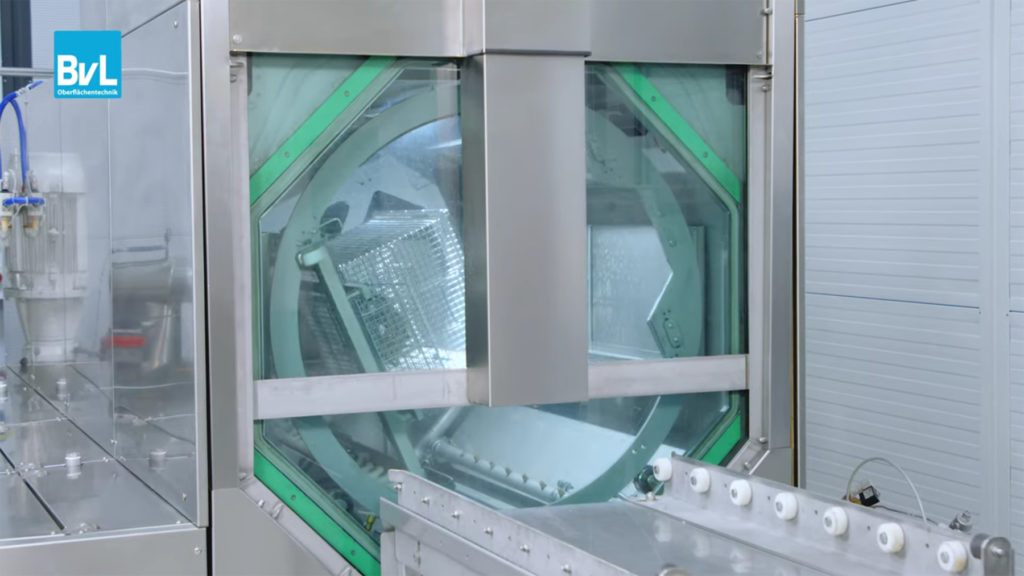

Various demo systems allow customers to select the cleaning agent, temperature, circle times and method. The hands-on experience shows them exactly how their parts will be cleaned. Technicians are available to answer questions and help customers try out different settings in a safe environment. They can also help them to make minor modifications and fine tune, if necessary.
For a short video on the new BvL Technical Center, please see the link below:
GMTA is the exclusive distributor for a number of top-quality German and other metalworking machine builders companies including Arnold, BvL, K+G, Praewema, Profilator, Rasoma, Samag and WEMA Glauchau. The company’s headquarters is located in Ann Arbor, Michigan with a subsidiary in Queretaro, Mexico.
For more information, please contact:
GERMAN MACHINE TOOLS OF AMERICA (GMTA)
4630 Freedom Drive
Ann Arbor, MI 48108
Phone: 734-973-7800
Fax: 734-973-3053
Web: www.gmtamerica.com
Email: sales@gmtamerica.com
Attention: Walter Friedrich, President

German Machine Tools of America (GMTA) in Ann Arbor, Michigan, will showcase several of its machine tools and metal fabricating equipment at the Motion + Power Technology Expo. The show will take place September 14-16, 2021 in St. Louis, Missouri and is produced by AGMA. It connects top manufacturers, suppliers, buyers and experts in the mechanical and gear power, electric power and fluid industries.
The company represents several high quality, high performance lines including Arnold, BvL, K+G, Profilator, Rasoma, Samag and its latest addition, Stiefelmayer. Arnold laser technology provides a complete line of laser welding machines for the automotive, aerospace and other markets. BvL offers parts washing systems, equally suited as a one-off station for large castings/forged products or as a continuous washing and drying line. K+G are high-tech machine tools for internal or external grooving, turning and milling.
Profilator is a world-renowned brand of machines for gear pointing, cutting, rounding, deburring, polygon slot facing and the SCUDDING® process. Rasoma is a builder of vertical turning centers and inverted spindle turning machines for milling, drilling and special machining. Samag machining centers and deep hole drilling machines are used in the automotive, off-highway and moldmaking industries. Stiefelmayer lasers cut products such as motor laminations, as well as laser hardening, fiber and diode types. Lastly, GMTA offers its own line of baskets, trolleys and lift tables.
Visit GMTA at booth 3513, co-located with STAR SU
For more information, please contact
GERMAN MACHINE TOOLS OF AMERICA (GMTA)
4630 Freedom Drive
Ann Arbor, MI 48108
Phone: 734-973-7800
Fax: 734-973-3053
Web: www.gmtamerica.com
Email: sales@gmtamerica.com
Attention: Walter Friedrich, President

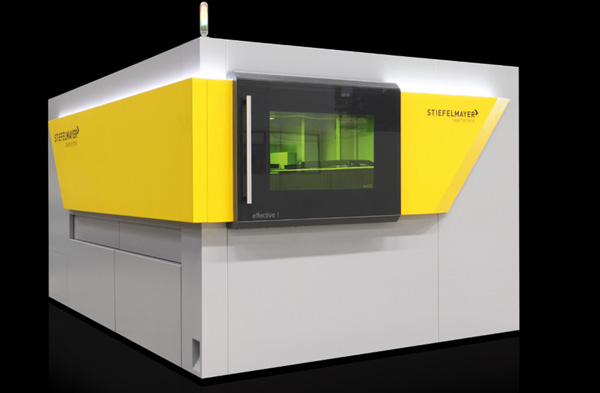
Full line of fiber and diode laser machines for cutting and hardening

Ann Arbor, Michigan– German Machine Tools of America (GMTA) proudly announces the signing of an agreement with Stiefelmayer GmbH (Denkendorf, Germany) to represent that company’s line of laser machines in North America. Stiefelmayer offers lasers for various cutting applications, including motor laminations, plus laser hardening.
The agreement is effective immediately and was announced by GMTA President Walter Friedrich from the headquarters in Ann Arbor, Michigan. Friedrich commented, “The Stiefelmayer line is a highly regarded brand in Germany. Coupled with our Arnold line of laser systems, the new lasers will give us a formidable offering to the North American market, especially in automotive and the burgeoning EV market.”
Stiefelmayer further prides itself on their blue effective® program of energy saving technology and sustainability, designed to create both environmental and economic benefits to the user.


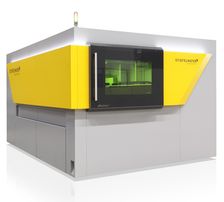
The Stiefelmayer laser is particularly well adapted to cutting precision shapes in thin substrates, including mild steel, stainless, copper and brass. Motor laminations are a particular specialty and this fact matches the drive to EV in the American auto industry.
For full specifications on the Stiefelmayer machines, please visit:
https://stiefelmayer-lasertechnik.de/en/laser-technology/home.html
For a video of the Stiefelmayer laser used to produce motor laminations, please watch:
For more information on this announcement, please contact:
GERMAN MACHINE TOOLS OF AMERICA (GMTA)
4630 Freedom Drive
Ann Arbor, MI 48108
Phone: 734-973-7800
Fax: 734-973-3053
Web: www.gmtamerica.com
Email: sales@gmtamerica.com
Attention: Walter Friedrich, President

GMTA, the North American distributor of Profilator, has added new machines using the process modules it already supplies. Profilator is suitable when customers require complex machining processes to be carried out effectively, efficiently and with high precision.

Today, an operator working on a modern machine expects a flexible manufacturing process, short cycle times, reduced investment and running costs. With these requirements in mind, Profilator offers polygon & face slot machining, gear tooth pointing, chamfering and deburring, gear and spline cutting, shifter stop machining and Scudding®.
The polygon turning unit is used for castle teeth machining on automotive gearbox parts. The rotating cutterhead is synchronized with the workplace spindle and a front face coupling is produced with the carbide insert arrangement and the transmission ratio. With additional inserts on the same cutter head, the part can be deburred. In gear tooth pointing, the pointing tower can be used in both rotative and indexing modes. Settings and corrections are made through the new Ergo Control SIMPS® (Profilator Simplified Integrated Machine Programming System). For the chamfering and deburring of splines, gear wheels and shafts, Profilator uses the ZEM series gear deburring machines. This vertical, single spindle gear deburring machine offers clear advantages over conventional deburring machines. Gear cutting is used both for the Profilator rotative gear cutting with inserts and for hobbing. Through the application of Schlagzahn tools and carbide inserts, customers achieve the most economical manufacture of splines, gears, involute gears and front face gears. The shifter stop is synchronized so that the tool machines each tool flank. Lastly, Scudding® can be used for a wide range of symmetrical gear applications as well as non-symmetrical gear or profile applications such as belt pulleys and synchronize gears. The same machine can be used for internal and external Scudding® applications.

Profilator developed the S-type machine. This is a compactly and modularly designed, vertical single spindle pick-up gear cutting machine. Machines in the S Series are better than broaching and most applications feature a dry machining process. All machine components are designed for especially high static stiffness and optimal dynamic behavior. Furthermore, the machine’s twin spindle arrangement speeds up the process considerably. A control panel and a media container are installed on the rear of the machine bed. The workplace flow direction is variable. S-type machines are available in three sizes, namely Profilator S-150, Profilator S-250 and Profilator S-500. Profilator S-150 has a part diameter up to 150 mm, while Profilator S-250 and S-500 have a part diameter up to 250 mm and 500 mm, respectively.
For more information, please contact:
Walter Friedrich
President
GMTA
4630 Freedom Drive
Ann Arbor, MI 48108
+1-734-973-7800
walter@gmtamerica.com
www.gmtamerica.com
GMTA is the exclusive distributor for a number of top-quality German and other metalworking machine builders companies including Arnold, BvL, K+G, Praewema, Profilator, Rasoma, Samag and WEMA Glauchau. The company’s headquarters is located in Ann Arbor, Michigan with a subsidiary in Queretaro, Mexico.
Continue reading
Presentations were given by company personnel on September 13, 2019 in Ravensburg, Germany.
 Arnold, a major manufacturer of laser technologies, recently celebrated 100 years at its headquarters in Ravensburg, Germany. The event included various presentations such as: “Development of Technologies,” “Laser Polishing-Development and Opportunities,” “Laser Treatment of Electric Sheet,” “Laser Use in e-mobility” and “From Regional Provider to Global Player.” A brief history with a focus on emerging technologies was given by Hansjörg Klotz, the sales director.
Arnold, a major manufacturer of laser technologies, recently celebrated 100 years at its headquarters in Ravensburg, Germany. The event included various presentations such as: “Development of Technologies,” “Laser Polishing-Development and Opportunities,” “Laser Treatment of Electric Sheet,” “Laser Use in e-mobility” and “From Regional Provider to Global Player.” A brief history with a focus on emerging technologies was given by Hansjörg Klotz, the sales director.
The company was founded in 1919 as a mechanical workshop by Anton Arnold. At the time, the company was considered a special welding plant for cast iron and aluminum. From 1950, under the leadership of Karl Arnold, the company developed contract turning for automatic turning parts. From 1969, the focus shifted to equipment construction and special machines for various industries. In 1985, the first laser system was built for ZF Friedrichshafen.
 In 1985, Spectra Physics, the predecessor of Rofin Sinar, reached out to Arnold for the construction of a rotary axis and clamping technology for a laser welding system for transmission wheels. This project was the first step for Arnold into laser technology. Driven by the idea of using the laser not only as a tool, but as the technology for beam guidance requirements and understanding of the processes, many components have been developed and patented over time. They can still be applied today with improved details. Available in 1985 and beyond, Arnold constructed thousands of clamping devices for milling machines and engine processing. Also included were pallet change systems for large machining centers, assembly lines for motors, test fields, keyboard drills and battery levels.
In 1985, Spectra Physics, the predecessor of Rofin Sinar, reached out to Arnold for the construction of a rotary axis and clamping technology for a laser welding system for transmission wheels. This project was the first step for Arnold into laser technology. Driven by the idea of using the laser not only as a tool, but as the technology for beam guidance requirements and understanding of the processes, many components have been developed and patented over time. They can still be applied today with improved details. Available in 1985 and beyond, Arnold constructed thousands of clamping devices for milling machines and engine processing. Also included were pallet change systems for large machining centers, assembly lines for motors, test fields, keyboard drills and battery levels.
While competitors need to adjust beam guidance after every mirror change, the change was a matter of a few minutes for Arnold and production could be continued immediately. This production-oriented thinking has continued with the company’s machine designs. All important components were geometrically overdetermined and could only be installed with proper production.
In the first years, Arnold focused purely on welding machines. The aim was always to build a single block machine, possibly supplemented by conveyor belts for component supply and removal.
 Later on, more and more functions were integrated. Parts had to be pressed, heated and brushed, and seam detection systems, component handling, conversion strategies, process monitoring, different beam sources, laser concepts, to name a few, had to be integrated into the systems. The effort for commissioning and control grew almost limitless.
Later on, more and more functions were integrated. Parts had to be pressed, heated and brushed, and seam detection systems, component handling, conversion strategies, process monitoring, different beam sources, laser concepts, to name a few, had to be integrated into the systems. The effort for commissioning and control grew almost limitless.
Even though there were isolated laser projects parallel to the classic special machine construction of the first few years, the main focus of the company since the 1990s has been the construction of laser systems. The first few laser applications were used in gear wheels, heat exchangers, shaft welding with induction and starter contacts for incandescent lamps.
New technology developed by Arnold features systems for rotary parts such as a double station and the M800/1500 units. In addition, the company offers new concepts of 3D systems used for welding, cutting, powder application welding, hardening and polishing. The newest flex cell and gantry systems feature up to 7 axes working simultaneously. Lastly, the company developed two extreme expansion stages of gear wheel welding systems. These are fully automated systems.
Functional extensions on the current machines include robots, conveyors, press stations, additional axes, induction preheating, UMH preheating, brushing stations, runout test stations and ultrasonic testing.
 It has always been important for Arnold to participate in European-funded research projects. After the fall of the Berlin Wall, contact with Fraunhofer-IWS in Dresden was established. Countless mutual visits, the exchange of process experience and material knowledge on the part of the IWS as well the mechanical engineering experience and enthusiasm of Arnold quickly bore fruit. In 1994, Arnold, together with the IWS and EFD (manufacturer of induction plants), delivered the world’s first plant for welding cast iron to steel. Ford in Düren, Germany was the customer that benefitted from this, producing drive shafts.
It has always been important for Arnold to participate in European-funded research projects. After the fall of the Berlin Wall, contact with Fraunhofer-IWS in Dresden was established. Countless mutual visits, the exchange of process experience and material knowledge on the part of the IWS as well the mechanical engineering experience and enthusiasm of Arnold quickly bore fruit. In 1994, Arnold, together with the IWS and EFD (manufacturer of induction plants), delivered the world’s first plant for welding cast iron to steel. Ford in Düren, Germany was the customer that benefitted from this, producing drive shafts.
Current projects include Melato (manufacture of pressing tools from layered, laser-cut sheets), POLAR (laser polishing), KLASSE (laser cutting and solidification with an optic in a gantry system) and GeKoWig (titanium powder application welding in a protective gas atmosphere).
Together with IWS, Arnold has developed Remoweld Optic, a high-frequency optic scanner. With this scanner, copper, aluminum and mixed compounds can be welded virtually splash-free. With IWS, the company exhibited the optic scanner at various trade shows. The response has been very positive and several interested parties have approached IWS with potential applications.
In conclusion, Arnold has undergone many transformative changes in the past 100 years and it continues to expand its capabilities to better serve its customers.
For more information, please contact:
Walter Friedrich
President
GMTA
4630 Freedom Drive
Ann Arbor, MI 48108
1-734-973-7800
walter@gmtamerica.com
GMTA is the exclusive distributor for a number of top-quality German and other metalworking machine builders companies including Arnold, BvL, K+G, Praewema, Profilator, Rasoma, Samag and WEMA Glauchau. The company’s headquarters is located in Ann Arbor, Michigan with a subsidiary in Queretaro, Mexico.
Continue reading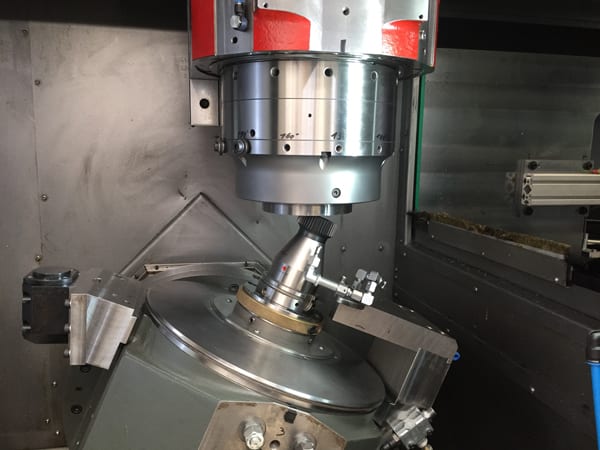
 With over 300 exhibiting companies, the Motion+ Power Technology Expo is the ideal show for gear, electric and fluid power industries. Taking place between October 15 and 17, GMTA is one of the exhibitors at the Cabo Center in Detroit, Michigan.
With over 300 exhibiting companies, the Motion+ Power Technology Expo is the ideal show for gear, electric and fluid power industries. Taking place between October 15 and 17, GMTA is one of the exhibitors at the Cabo Center in Detroit, Michigan.
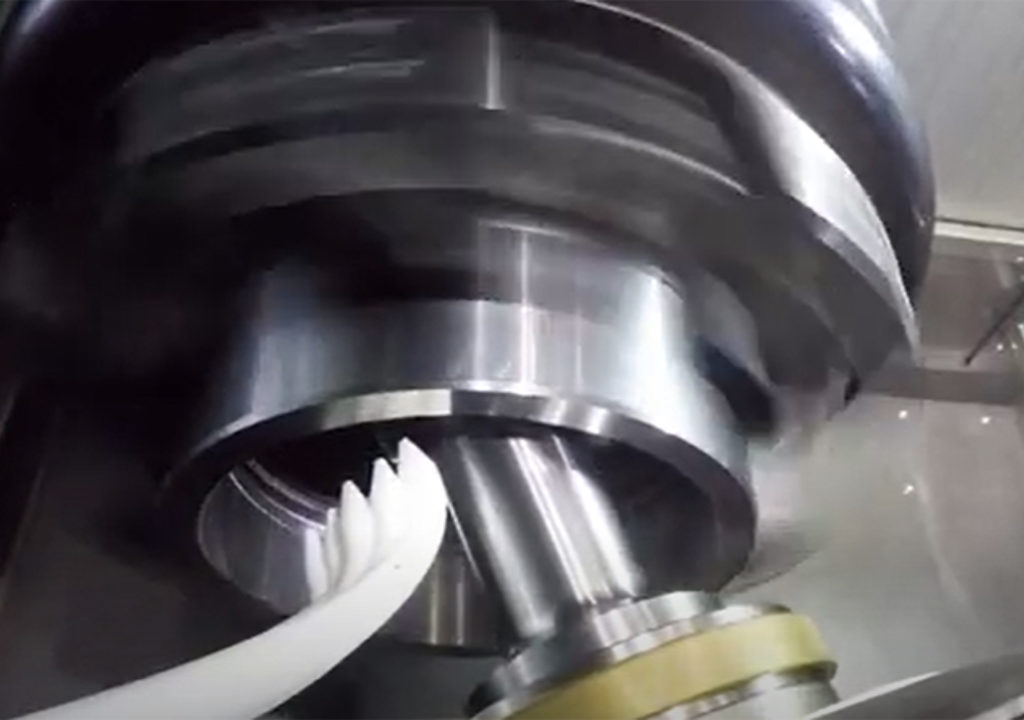
GMTA will feature its Profilator line of gear pointing, rounding, cutting, Scudding®, Hard Scudding®, deburring and polygon machine tools for North America. The highly modular machines are used for polygon and slot facing, shifter stop machining, chamfering and deburring of highly complex automotive and other powertrain gears. The “Scudding®” and the “Hard Scudding®” process sets the Profilator apart in the market because of its manufacturing efficiency. “Hard Scudding®” allows the machining of green and hardened gears on the same machine, using the same programs. Furthermore, it is a superior technology to skiving, the previous technology used in the gear industry.
 While Profilator GmbH & Co. KG introduced the concept of “Hard Scudding®” in 2015, it expanded scudding technology with “Micro-Finishing.” “Micro-Finishing” takes place after the Hard Scudding® process has been completed. The process takes a high quality “Hard Scudding®” part and improves its surface quality. Additionally, this is a completely “dry” machining process and requires no cutting fluids or MQL technology. The total cycle time for finishing a ring gear via Hard Scudding® and “Micro-Finishing” is approximately 64 seconds but the cycle time could be decreased by 10%, keeping it under one minute for all automotive gear rings.
While Profilator GmbH & Co. KG introduced the concept of “Hard Scudding®” in 2015, it expanded scudding technology with “Micro-Finishing.” “Micro-Finishing” takes place after the Hard Scudding® process has been completed. The process takes a high quality “Hard Scudding®” part and improves its surface quality. Additionally, this is a completely “dry” machining process and requires no cutting fluids or MQL technology. The total cycle time for finishing a ring gear via Hard Scudding® and “Micro-Finishing” is approximately 64 seconds but the cycle time could be decreased by 10%, keeping it under one minute for all automotive gear rings.
 “Micro-Finishing” technology is aimed at making at quieter gear and the superfinishing process reduces friction, increases pitting resistance and the life of gears. This process uses a high quality diamond plated tool, designed to remove only a small amount of part material. The resulting part greatly increases surface quality on the gear teeth.
“Micro-Finishing” technology is aimed at making at quieter gear and the superfinishing process reduces friction, increases pitting resistance and the life of gears. This process uses a high quality diamond plated tool, designed to remove only a small amount of part material. The resulting part greatly increases surface quality on the gear teeth.
Stop by at booth 4439 to find out more about the technologies at GMTA.
For more information, please contact:
Walter Friedrich
President
GMTA
4630 Freedom Drive
Ann Arbor, MI 48108
1-734-973-7800
walter@gmtamerica.com
GMTA is the exclusive distributor for a number of top-quality German and other metalworking machine builders companies including Arnold, BvL, K+G, Praewema, Profilator, Rasoma, Samag and WEMA Glauchau. The company’s headquarters is located in Ann Arbor, Michigan with a subsidiary in Queretaro, Mexico.
Continue readingThe full line of WEMA grinding machines includes internal, universal, external, roller bearing, and customized solutions.
German Machine Tools of America is now the North American distributor of WEMA Glauchau GmbH. These high precision grinding machines will be shown by GMTA at IMTS 2018.

WEMA 6SU Universal Grinding Machine
WEMA’s internal grinding machines maximize operating times with more efficient and integrated procedures. A repeatedly allocable tool and workpiece headstock are guided on up to six axes with an accuracy of 0.1 μm. WEMA SI is scalable and is adapted to the clients’ needs through specific mounting for the greatest machining efficiency. Powerful drives ensure quick availability with additional work and peripheral modules reducing costly non-productive times. Available in 4 different series (S2I, S3I, S6I and S10I), it offers machining of chuck and shaft-shaped parts. In addition, the internal grinding machines are equipped with internal cylinder/ cone, internal polygons, internal screw threads, up to 4 applicable grinding tools and high rigidity through the use of cast beds/hydropol beds.
 With WEMA SU, universal grinding machines are available for the complex task of three-way machining of all major workpiece sizes. The machines are equipped with external and internal grinding units. Clamping operations provide decisive efficiency and precision benefits. WEMA’s technology enables machines to perform highly complex operations, while peripheral modules permit greater flexibility. These machines’ features include up to 3 swivel axes, machining of 4 sides in one clamping operation, machining of chuck and shaft-shaped parts and external grinding wheels with a maximum diameter of 600 mm. WEMA SU also offers additional features such as: 4 insertable internal grinding tools, 4 external grinding tools and cones, polygons, etc.
With WEMA SU, universal grinding machines are available for the complex task of three-way machining of all major workpiece sizes. The machines are equipped with external and internal grinding units. Clamping operations provide decisive efficiency and precision benefits. WEMA’s technology enables machines to perform highly complex operations, while peripheral modules permit greater flexibility. These machines’ features include up to 3 swivel axes, machining of 4 sides in one clamping operation, machining of chuck and shaft-shaped parts and external grinding wheels with a maximum diameter of 600 mm. WEMA SU also offers additional features such as: 4 insertable internal grinding tools, 4 external grinding tools and cones, polygons, etc.
The company’s external grinding machines can machine parts up to 1,500 kg with external lengths of Ø 600 mm and 2,700 mm. Grinding wheels are available in Ø 500, 600, and 750 mm. Typical workpieces include railway axles, rollers, pipes and shafts.
 Assemblies of the roller bearing grinding machines feature a strict modular structure used for various operations. One is for sequential internal, external and rim machining operations. Another is for simultaneous internal and external machining operations. Other modular structures are used for external machining operations, internal machining operations and rim machining operations. Machining jobs can be carried out on single or multi-row outer rings (OR) and inner rings (IR) of diverse bearing types. Notable features on these WEMA machines include three different types of milling centers (SW3, SW6, SW10), grounding of borings and tracks of inner rings, as well as tracks and outer diameters of outer rings. Outside rings have a diameter of approximately 300 mm to 900 mm. Shoulders, rims, etc can also be ground and different grinding operations can be performed in sequential or simultaneous grinding procedures.
Assemblies of the roller bearing grinding machines feature a strict modular structure used for various operations. One is for sequential internal, external and rim machining operations. Another is for simultaneous internal and external machining operations. Other modular structures are used for external machining operations, internal machining operations and rim machining operations. Machining jobs can be carried out on single or multi-row outer rings (OR) and inner rings (IR) of diverse bearing types. Notable features on these WEMA machines include three different types of milling centers (SW3, SW6, SW10), grounding of borings and tracks of inner rings, as well as tracks and outer diameters of outer rings. Outside rings have a diameter of approximately 300 mm to 900 mm. Shoulders, rims, etc can also be ground and different grinding operations can be performed in sequential or simultaneous grinding procedures.

Although the company’s grinding machines cover a wide range of possible applications, they also build and design grinding machines to order ranging from more or less customized adaptations to complete designs of the machine.
For more information, please contact:
Scott Knoy
Vice President
German Machine Tools of America (GMTA)
Ann Arbor, Michigan
Office: 734-973-7800
Fax: 734-973-3053
Email: scott@gmtamerica.com
www.gmtamerica.com

At both the AIST Iron & Steel Show and the Forge Fair, Advanced Machine & Engineering will be displaying their carbide circular sawing systems.
AMSAW® high-speed, production saw machines are specifically designed to use carbide blades to improve the cutting speed of ferrous and non-ferrous material, bars or billets, rails, profiles, pipes and tubes. Standard design features include:
 Options include: stock size measuring, automated length measuring systems, bar manipulating systems, infeed and outfeed systems and stackers.
Options include: stock size measuring, automated length measuring systems, bar manipulating systems, infeed and outfeed systems and stackers.
Also displayed will be various chip conveyors, safety devices and machine enclosures offered by AME and its sister division, Hennig.
Advanced Machine & Engineering Co., is a manufacturer located in Rockford, IL, serving the Machine Tool Industry with precision components and accessories, including spindle interface components, workholding devices, and, through our sister company, Hennig, machine enclosures, chip removal and filtration systems. The Fluid Power – Safety markets are served with cylinder rod locks and safety catcher devises; and the Production Saw market with our Amsaw carbide saw machines and Speedcut blade products. AME has manufacturing partners and customers around the world and across the U.S. To learn more, visit www.ame.com.
Hennig, Inc. design and produces custom machine protection and chip/coolant management products for state-of-the-art machine tools. Hennig products are designed to protect against corrosion, debris and common workplace contaminants. Manufacturing facilities located in the U.S., Germany, Brazil, India, Japan, China and South Korea. Repair centers are located in Machesney Park, IL; Chandler, OK; Livonia, MI; Blue Ash, OH; Mexico City, Mexico and Saltillo, Mexico. To learn more, visit www.hennigworldwide.com.
For more information, contact:
Tim Waterman
ADVANCED MACHINE & ENGINEERING CO.
2500 Latham St.
Rockford, IL 61103
Phone: 815-316-5277
Fax: 815-962-6483
E-mail: info@ame.com
Connect with AME online: ![]()
![]()
![]()
![]()
![]()
![]()