
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Better welding control helps R.H. Peterson produce a new line of grills achieve up to 30% improvement savings. View the case study here and visit Siemens at Fabtech, Booth S-4686.
For additional product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: SiemensMTBUMarCom.industry@siemens.com.
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue readingMilwaukee-based commercial heat treater now a formidable player in the Midwest
Milwaukee, Wisconsin – Complete Heat Treating, LLC today announces the completion of its acquisition of all assets and equipment of the former Wisconsin Steel Industries, Inc. Complete co-owners Jake and TJ Dolhun made the announcement from the company headquarters here. By this acquisition, Complete becomes a formidable player in the commercial heat treating market in the Midwest, as the combined companies boast 75 years of service to the metalworking industry, with substantial heat treating and related capabilities. The purchase of Wisconsin Steel was made by Complete in 2011, with the relocation of all equipment and key personnel having now concluded.
All equipment from both companies has been consolidated at the 65,000 square foot Complete facility in Milwaukee, where the highlight is a gas-fired car bottom furnace with a 53’ x 22’ x 14’ workspace, powered by 40,000,000 BTU’s with a 1,000,000-pound load capacity and operating temperatures to 2150ºF max.
The equipment and services now offered here include five car bottom furnaces, five box furnaces, heavy-duty polymer and water quench tanks, stress relieving, sand blasting, prime and finish painting, annealing, normalizing, BHN inspection, straightening, saw cutting of test specimens, tractor/trailer fleet and full compliance with ISO 9001 certification standards. Workpieces to 50 tons are routinely processed here, using existing and new crane equipment recently installed.
Customers for this commercial heat treater include many of the Midwest’s leading builders of farm equipment, mining equipment, materials handling equipment, rail systems, construction equipment, power generation, oil/gas and other machinery.
Wisconsin Steel was established in 1939 by Ted Dolhun, Sr., grandfather to the current owners of Complete.
For more information on this story, interested parties should contact:
COMPLETE HEAT TREATING, LLC.
125 East Greenfield Avenue
Milwaukee, Wisconsin 53204-2937
Phone: 414-643-5161
Fax: 414-383-8766
Web: www.completeht.com or www.wisconsinsteel.us
Email: rfq@completeht.com or jake@completeht.com
Attention: Jake Dolhun, TJ Dolhun or Catherine Mercuri
When Task Force Tips, Inc. (TFT) decided to study the true costs of ultra-priced, high-speed machining, the company expected nominal gains on its machine-control investment; but when TFT began cutting the same precision parts in one-third of the time, it was, in the words of the company owner and president, Stewart McMillan, “a wake-up call.”
See the video on this story HERE.
 Breaking the price/cost perception barrier
Breaking the price/cost perception barrier
Task Force Tips (TFT) is a manufacturer of highly engineered fire suppression tips, nozzles and other agent delivery equipment used by fire departments globally. For more than four decades, the company has always invested in premium machine tool brands associated with quality, performance and logically, higher price tags. Even so, it was the latter variable – the perceived barrier of price and cost – that prevented company owner and president, Stewart McMillan from ever considering more ultra-priced, high-speed machining options on the market.
“I hadn’t really looked at the economics when it came to an INDEX machine,” recalls McMillan. “And why? Because it always seemed like the INDEX brand was so prohibitively expensive. I never even thought its machines were within our league.”
That was prior to IMTS 2008, before TFT brought the company’s first INDEX machine into its 168,000 square foot facility in Valparaiso, Indiana, where TFT manufactures over 5,000 products across three shifts, seven days a week, all year around.

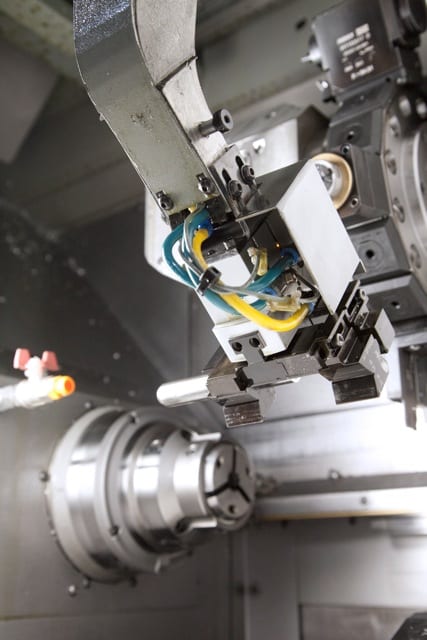
The Index C100’s “literal” coordinate system establishes actual reference points for programming the machine’s precise motion, rather than use arbitrary points in space.
“It was an INDEX C100 automatic production lathe, ultimately fitted with a Siemens 840D control package,” McMillan says. “We started making parts on it and our production times became typically 30%. I don’t mean a 30% reduction. I mean our run time for a part dropped to 30% of what it was before.”
As to why the company’s new machine made such an unprecedented productivity impact, McMillan points to both the high speed design of the machine and to the equally capable Siemens control package, which represented yet another paradigm shift for TFT.
Previous to the INDEX C100 purchase, TFT had scant experience with Siemens control packages. Much like the INDEX brand, Siemens five-axis controls were perceived as prohibitively sophisticated and just plain different. This lack of familiarity had been reason enough for TFT not to consider Siemens.
These were the company’s perceptions in 2008, before the INDEX C100 machine came into the plant, powered not by a Siemens control package, but by a more commonly accepted brand of CNC.
 “We had all kinds of bugs in the control that came with the machine the first time,” McMillan recalls. “INDEX had a particular customer that had insisted on another more familiar brand of control, and so they were making the machine with that control. I don’t think that the other customer realized just how significant the Siemens control was to the machine. We didn’t recognize it either. A service representative commented to one of my employees that we really should have the Siemens control for what we were doing, that we were pushing the machine far beyond the capabilities of the original control.”
“We had all kinds of bugs in the control that came with the machine the first time,” McMillan recalls. “INDEX had a particular customer that had insisted on another more familiar brand of control, and so they were making the machine with that control. I don’t think that the other customer realized just how significant the Siemens control was to the machine. We didn’t recognize it either. A service representative commented to one of my employees that we really should have the Siemens control for what we were doing, that we were pushing the machine far beyond the capabilities of the original control.”
Upon learning that its new machine was underperforming for TFT, McMillan says INDEX swapped out the machine with an identical model, with one difference. This time, the INDEX C100 was powered by a Siemens motion control package, and TFT was able to set out in earnest to explore what price/cost lessons could be learned from its machine tool investment.
Zero to 5,000 RPM in one second
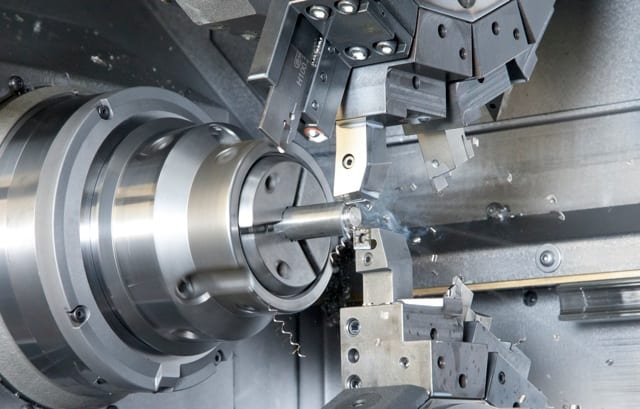
The INDEX C100 features automated remnant removal. The design has helped TFT increase revenues by eliminating the production delays caused by manual remnant stock removal cycles– typically not an option on lower priced machines.
McMillan recalls that an immediate revelation was seeing the difference a few thousand RPMs can make. The company began to run jobs at 5,000 to 6,000 RPM, ramping up from zero to 5,000 RPM in less than one second and ramping down just as fast. Several economic lessons soon emerged from this capability, as the sustained speed of the machine maximized motion in new time/cost saving ways.
“We never realized before just how much time we were losing waiting on the spindle to stabilize at a new commanded speed,” McMillan reports. “The turret indexing was also extremely fast, with the multiple tools overlapping to cut at the same time with incredibly fast accelerations.”
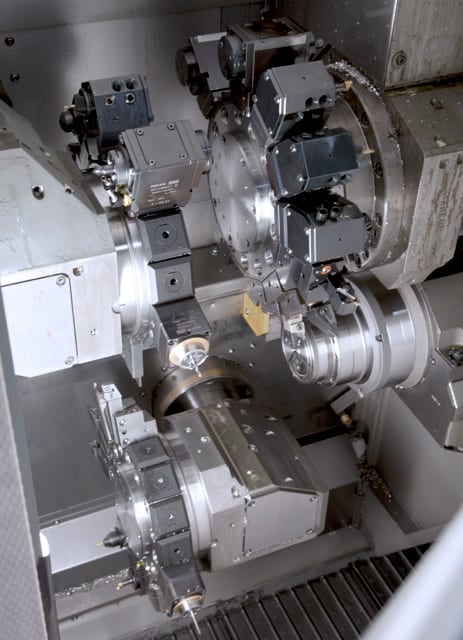
The INDEX C100 also leverages speed in new ways, as TFT discovered. The company can run more than 1,000 parts without having to change an offset. In addition, an automated remnant removal feature enables the machine to run continuously, by rapidly reloading bar stock without operator interaction.
“On the rest of our machines, we need to pick the remnant out and load a new bar into it,” McMillan explains. “That step should take just a few minutes. But the way things work, a machine can sit idle for six minutes before somebody realizes it, and then it takes five minutes to reload, and all that lost time adds up.”
Another speed-related discovery was the integration of rapid traverse rates, which have always been less than rapid in the company’s experience “A lot of machines advertise rapid traverse rates at maximum speed, but the fact is, unless you’re traveling 10 or 12 inches, traverse speeds have never reached maximum for us.”
Taking motion accuracy literally
As to how the machine eliminates slower traversing and other cost related functions, McMillan says the design of the INDEX C100 is unlike the design of conventional and yes, lower-priced machine bed coordinate systems.
“The INDEX doesn’t use the same coordinate system as other machines. It uses a set of parallelogram bars, a very unique system for rigidity,” McMillan explains. “The machine has a picture frame mount for its turret. The turret is not leveraged off a set of ways like most turrets. It’s close to where it’s sliding, so there’s not a big length over diameter ratio in terms of the tools of the turret hanging out from its support structure. This gives the machine a lot of rigidity for turning, and you can accelerate the axes so fast that you really do achieve faster traverse rates. The window on this machine is just a blur of motion.”
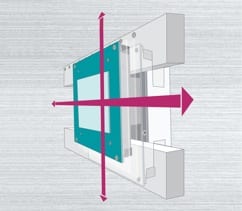
The coordinate system of the INDEX C100 uses a set of parallelogram bars for uniquely rigid motion that is fully exploited by the Siemens SINUMERIK 840D.
TFT’s lead programmer, Nate Price, sees additional efficiency advantages made possible by the INDEX machine’s unique coordinate system, whereby measurements and motion can be programmed based on actual numerical reference points and not on arbitrary points in space.
“On the INDEX, every machine space coordinate, every offset, every measurement that’s used to define how the machine operates has a legitimate explanation of why it is what it is and to where it relates,” Price explains. “This makes it much easier to automate these measurements; whereas, in the past we would measure manually, because these were arbitrary points. On the INDEX, they are defined, literal points. We know exactly what they relate to, so we can define them automatically before the program ever gets to the machine, before the set-up ever starts.”
(Click here to see: Normal Lathe Coordinates and Index C100 Coordinates)
Advanced cost control
 With the Siemens 840D control package driving the INDEX C100, TFT would document yet more lessons in machine tool economics, including reduced setup times. The faster indexing speed of the turrets contributed to an 80% reduction in setup times compared to the setup times of TFT’s other premium machines.
With the Siemens 840D control package driving the INDEX C100, TFT would document yet more lessons in machine tool economics, including reduced setup times. The faster indexing speed of the turrets contributed to an 80% reduction in setup times compared to the setup times of TFT’s other premium machines.
According to Price, the Siemens 840D control interface brought a refined and intuitive approach to machine programming, setups and operation — an approach that was especially empowering to him as a programmer.
“I don’t know if anybody just doing set-ups would understand how much of a difference the Siemens control has made in the programming,” Price explains. “It has enabled me to more quickly and easily write the programs, write the post-processes, thus making the setup of special routines go much faster.”
In addition to easier programming and faster setups, Price says the machinists have found that the Siemens 840D enables them to more efficiently control and capitalize on the production potential of the INDEX machine.
“The control gives you ample shortcuts,” says Price. “There is a method of presenting messages to the operator that was not present in the other control. There is so much happening on the machine, it is really difficult to capture all that information on a single screen, but the control helps you keep track of what everything is doing. It’s really easy to get into more detail, without having to go through a lot of pages.”
As another example of CNC operational efficiency, Price points to the way the control manages error messages.
 “The machine wants to see several conditions exist before it will start a cycle,” Price explains. ”On the previous control, it was not real good at telling you that it was not in a condition to start a cycle. It wants the chucks closed. It wants the gantry in safe position. It wants the sub-spindle in a safe position. It wants to know where everything’s at and it presents a giant list for the operator to reference in order to start a cycle on the machine. But, when you press Cycle Start on the Siemens control, if those conditions aren’t met, the control will guide you through what needs to change to meet those conditions, so you can start your cycle.”
“The machine wants to see several conditions exist before it will start a cycle,” Price explains. ”On the previous control, it was not real good at telling you that it was not in a condition to start a cycle. It wants the chucks closed. It wants the gantry in safe position. It wants the sub-spindle in a safe position. It wants to know where everything’s at and it presents a giant list for the operator to reference in order to start a cycle on the machine. But, when you press Cycle Start on the Siemens control, if those conditions aren’t met, the control will guide you through what needs to change to meet those conditions, so you can start your cycle.”
Another advantage brought about by the Siemens control was faster tool loading, made possible by faster and easier CNC programming.
“Tool loading was a big area of improvement,” Price says. “You essentially give the control a mini-program that tells it what tools you’re going to be putting in for this job that you’re setting up. The control will then present the stations on the turrets for you, tell you what tools to put in and what tools to take out. And it’s entirely guided. This has been a huge departure from what we traditionally had dealt with. It really accelerates set-up time.”
More profit per square foot
 McMillan and Price claim that the lessons derived from their machine-tool investment can be measured in broader and perhaps even more dramatic ways.
McMillan and Price claim that the lessons derived from their machine-tool investment can be measured in broader and perhaps even more dramatic ways.
“I started to look at the numbers from a different perspective,” McMillan relates. “You have all these initial and ongoing costs to build a shop, to put in a floor, to put a roof over it, heat it, cool it, and all these costs can equate to so much per hour. Now you buy a machine that’s $600,000 versus a machine that’s $300,000 over 10 years. We run almost 24 hours a day, seven days a week, which helps our analysis. For us, it comes out to about an eight dollar per hour difference to buy the $600,000 machine. And for eight bucks more an hour, we’re getting triple the production out of that same square footage.”
Another way the company has measured its return on its investment in advanced machine-control manufacturing has been to witness the change in the people uplifted by the technology. Now, owner, programmer, machinists and others at TFT are enthusiastic about the possibilities of their more advanced, CNC-based manufacturing.
McMillan says that it will be such investments in machines and in people that will keep his company from selling itself short, having proven that with the right machine and the right motion control technology, anything is possible.
“We had a job that ran a couple of weeks ago,” McMillan recalls. “I received several e-mails before I even came to work that day. Different people were sending me e-mails that said in effect: Wait until you see what we’re doing with the INDEX today!”
See the video HERE!
For more information, contact:
Siemens Industry, Inc.
Motion Control Business — Machine Tools
390 Kent Avenue
Elk Grove Village, IL 60007
Tel: (847) 640-1595
Fax: (847) 437-0784
Web: www.usa.siemens.com/cnc
E-mail: SiemensMTBUMarCom.industry@siemens.com
Attention: John Meyer, Manger, Marketing Communications
Twitter: www.twitter.com/siemens_cnc_us
Facebook: www.facebook.com/SiemensCNC
Advanced Machine & Engineering Co. (AME) Rockford, IL announces their return to IMTS 2012. As in the past, they will have two booths to showcase their products and services.
Visit Booth W-2405 to learn about precision machine components, featuring:
Visit Booth E-5714, for additional AME products such as:
as:
Our sister company, Hennig, Inc., will have their complete line of products in Booth E-5714 and W-2405.
Advanced Machine & Engineering Co., is a manufacturer located in Rockford, IL, serving the Machine Tool Industry with precision components and accessories, including spindle interface components, workholding devices, and, through our sister company, Hennig, machine enclosures, chip removal and filtration systems. The Fluid Power – Safety markets are served with cylinder rod locks and safety catcher devises; and the Production Saw market with our Amsaw carbide saw machines and Speedcut blade products. AME has manufacturing partners and customers around the world and across the U.S. To learn more, visit www.ame.com.
 Hennig, Inc. design and produces custom machine protection and chip/coolant management products for state-of-the-art machine tools. Hennig products are designed to protect against corrosion, debris and common workplace contaminants. Manufacturing facilities located in the U.S., Germany, Brazil, India, Japan, France and South Korea. Repair centers are located in Machesney Park, IL; Chandler, OK; Livonia, MI; Blue Ash, OH; Mexico City, Mexico and Saltillo, Mexico. To learn more, visit www.hennigworldwide.com.
Hennig, Inc. design and produces custom machine protection and chip/coolant management products for state-of-the-art machine tools. Hennig products are designed to protect against corrosion, debris and common workplace contaminants. Manufacturing facilities located in the U.S., Germany, Brazil, India, Japan, France and South Korea. Repair centers are located in Machesney Park, IL; Chandler, OK; Livonia, MI; Blue Ash, OH; Mexico City, Mexico and Saltillo, Mexico. To learn more, visit www.hennigworldwide.com.
For more information, contact:
Tim Waterman
ADVANCED MACHINE & ENGINEERING CO.
2500 Latham St.
Rockford, IL 61103
Phone: 815-316-5277
Fax: 815-962-6483
E-mail: info@ame.com
Connect with AME online: ![]()
![]()
![]()
![]()
![]()
![]()
Hennig, Inc., Machesney Park, Ill., announces their return to IMTS 2010.
Visit Booth E-5708 to learn about Hennig’s machine protection products featuring:
Visit Booth W-2405, for additional Hennig products such as:
Other products include roll-up and flexible apron covers, wiper systems, and telescopic springs.
Our sister company, Advanced Machine & Engineering, will have their complete line of products in Booth E-5708 and W-2405.
Tim Waterman
Hennig Inc.
9900 N. Alpine Rd.
Machesney Park, IL 61115
(815) 316-5277
info@hennig.ame.com
www.hennigworldwide.com
Connect with Hennig online: ![]()
![]()
![]()
![]()
![]()
![]()
![]()
—
Hennig, Inc. designs and produces custom machine protection and chip/coolant management products for state-of-the-art machine tools. Hennig products are designed to protect against corrosion, debris and common workplace contaminants. Manufacturing facilities located in the U.S., Germany, Brazil, India, Japan, China and South Korea. Repair centers are located in Machesney Park, IL; Chandler, OK; Livonia, MI; Blue Ash, OH; Mexico City, Mexico; and Saltillo, Mexico. To learn more, visit www.hennigworldwide.com.
Advanced Machine & Engineering Co., our sister company, is a manufacturer located in Rockford, IL, serving the Machine Tool Industry with precision components and accessories, including spindle interface components and workholding devices. The Fluid Power-Safety markets are served with cylinder rod locks and safety catcher devises; and the Production Saw market with our AmSaw carbide saw machines and Speedcut blade products. AME has manufacturing partners and customers around the world and across the U.S. To learn more, visit www.ame.com.
Continue reading Fryer Easy Turn Combination Lathe with Siemens SINUMERIK 840D sl CNC lets operators at Continental Machine program, set-up and run faster; critical for one-off operations
Fryer Easy Turn Combination Lathe with Siemens SINUMERIK 840D sl CNC lets operators at Continental Machine program, set-up and run faster; critical for one-off operations
By definition, says Josh Johnson, vice-president, Continental Machine, Rockford, Illinois, his prototype and short-run production shop must constantly run lean. There can be no tolerating excessive programming, set-up or machining time of any kind, otherwise the shop loses and, in this economy, Johnson notes, that is simply unacceptable.
Continental Machine is a seven-person, 13,000 square-foot facility that houses a variety of CNC milling, turning, wire EDM, hole popping and grinding machines, as well as various sheetmetal and plastic injection molding machinery. Therefore, the shop is well positioned to produce a wide variety of metal and plastic prototypes used by its diverse customer base, which spans markets such as window hardware, bicycle components, automotive parts, chemical processing, medical devices and foodservice equipment. Materials processed here are just as wide-ranging, including aluminum, CRS, tool steels such as A2 and D2, zinc, brass, copper, bronze, titanium and a variety of engineered plastics such as glass-filled Delrin.
Recently, this job shop purchased a Fryer Easy Turn-21 CNC Combination Lathe, controlled by a Siemens SINUMERIK 840D sl numerical control. The two operators responsible for this machine upgrade at Continental had limited experience with CNC and none whatsoever with the Siemens protocol, as this was the first of its kind at the shop.
The Easy Turn-21 was particularly appealing to Josh Johnson, who comments, “The set-up is extremely easy. Teaching the tools, altering the lengths and diameters is kept very simple. After the initial learning curve, which took only a few days, the operators picked up on the conversational programming, right away. Also, one of the best features on the machine was that you could still turn the parts by using the electronic handwheel and just one function, such as hogging off material automatically or putting on a tapered thread.” He noted this feature was not only more comfortable for the operators, but it also allowed them to quickly and efficiently prove out part programs. Johnson commented that this would not have been possible on previous machines, owing to the flexibility of the control onboard the Fryer. The result has been a minimum 20% improvement in the overall cycle time on most part programs run at Continental. For this primarily prototype job shop, that fact translates into a substantial increase in the work product possible here.




Echoing this sentiment, Sue Ostrander, sales manager, Fryer Machine Systems, explained the process that led her company to select the SINUMERIK 840D sl numerical control for all its milling and turning machines, a move that was recently formalized by the company and announced to the trade.
“Since its inception 26 years ago, family-owned Fryer Machine Systems has based its operation on three core principles: build a quality product, price it fairly and provide quality service. This philosophy has allowed Fryer’s business to grow even in challenging times,” she said.
Fryer manufactures a diverse line of over 50 models of high-quality CNC machine tools in its 50,000 square-foot facility in Patterson, New York. Over the years, Fryer has become well-respected for its quality and innovation, throughout the job shop and production machining market segments.
“Moving to the Siemens 840D sl platform was the next step in Fryer’s ongoing commitment to provide our customers with the most innovative machine tools available in the market today,” Ostrander continued. “The Siemens solution allows machine tool end-users to achieve higher productivity through easy and intuitive features and step-by-step, on-screen programming. This enables them to dramatically reduce set-up, programming, and tooling times, while significantly increasing output.”
“The SINUMERIK 840D sl modular design allows us to take full advantage of the superior mechanical features in our machines,” continued Larry Fryer, president and CEO, Fryer Machine Systems. “Fryer has always been known for our easy conversational controls and the move to Siemens has allowed us to greatly enhance this feature,” Fryer noted. “The 840D sl menu-driven system combines an advanced geometry calculator that displays the part while the operator is programming it. Sophisticated solid model graphics allow the operator to verify the part program with more clarity than ever before,” he said.
 Larry Fryer has also been impressed with the automatic tool set-up and easy part set-up, made possible by the Siemens CNC. Fryer explained that auto-run mode is where many operators experience difficulty. Siemens and Fryer Machine Systems worked together to create an electronic handwheel run mode that gives the operator a safer way to prove out program execution, both forward and backward, using a standard electronic handwheel.
Larry Fryer has also been impressed with the automatic tool set-up and easy part set-up, made possible by the Siemens CNC. Fryer explained that auto-run mode is where many operators experience difficulty. Siemens and Fryer Machine Systems worked together to create an electronic handwheel run mode that gives the operator a safer way to prove out program execution, both forward and backward, using a standard electronic handwheel.
Fryer further stated, “Siemens provides us with a highly flexible solution that is critical to our ability to meet the specific needs of each customer. Our enhanced capability to offer the same control for both turning and milling gives Fryer machines a unified platform that is very important to customers both in the short-term and for long range expansion. Coupled with Siemens quality and reliability, they are invaluable to us in competing in today’s aggressive marketplace.”
Johnson added this comment on the service and training received by his operators at Continental. “Siemens has been helpful and very thorough in their training and after-sale service. The ShopTurn program, being integral to the control, now enables us to accurately determine tool path, potential collisions, tool changes and real world run time. This makes our operators’ jobs much easier, with the added benefit of allowing us to estimate much more accurately than ever.” Johnson further noted the CNC has substantial hard drive space, thus allowing most programs to be stored directly on the machine, though the company does maintain a back-up system.






For more information on this story, please contact:
CONTINENTAL MACHINE CO.
Email: conmach@onecommail.com
FRYER MACHINE SYSTEMS, INC.
Web: www.fryermachine.com
SIEMENS MACHINE TOOL BUSINESS
John Meyer
Manager, Marketing Communications
Siemens Industry, Inc.
(847) 640-1595
www.usa.siemens.com/cnc
SiemensMTBUMarCom.industry@siemens.com
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue reading
Hennig custom enclosures on generators provided through W.W. Williams to huge dairy products processing plant in Michigan.
Machesney Park, IL-On a recent installation at the Ovid, Michigan processing plant of the Michigan Milk Producers Association (MMPA), the standby power generation system supplier, W.W. Williams (WWW) of Dearborn, Michigan, required an increased level of sound and environmental protection on the three generating stations, in accordance with the specs received from their customer’s architectural firm. They turned to their enclosure suppliers for assistance, as the challenges were many. For the complete package, the project was awarded to Hennig. As WWW’s Brunswick, Ohio-based project manager on the job, Al LaManna, puts it, “We’d begun to see Hennig as our go-to guys on enclosures, owing to the continued satisfaction we’d experienced with their levels of quality, engineering and especially responsive service.”
The Ovid facility of MMPA processes over three million pounds of milk per day, specializing in the production of liquid dairy blends, dry powders and bulk butter. These dairy ingredients are offered in spray-dried, liquid, condensed and instantized forms. Fluid products are typically loaded for bulk tanker or 55-gallon drum delivery, while powders are packed in 50 lb. bags, 25 kg bags or one-ton totes. Butter is produced in 25 kg cubes. Such production processes place substantial load on the local utility company’s power generation system and also create ambient dust contaminant challenges for the plant’s equipment.
During the construction process on the three enclosures needed for the standby power generators, extra attention was given to the insulation, silencers and electrical controls for the unit, to ensure proper functioning, sound attenuation and minimized environmental impact. These enclosures and fuel tank assemblies further required additional features, as mandated by the Michigan Department of  Environmental Quality, including overflow protection valves with a spill box for fuel containment on the remote filling apparatus, fill panel alarm system with level switch, extended vents above the roof line, a special mastic coating on the bottom of the fuel tank and stainless steel fuel supply and return lines.
Environmental Quality, including overflow protection valves with a spill box for fuel containment on the remote filling apparatus, fill panel alarm system with level switch, extended vents above the roof line, a special mastic coating on the bottom of the fuel tank and stainless steel fuel supply and return lines.
Following the submission of the complete specification and winning the job, Hennig engineers Christian Grobe and Robin Moore, as well as sales rep Matt Sopchyk, led the team that produced the enclosures at the company’s manufacturing/fabricating facility in Rockford, Illinois. Al LaManna had occasion to visit the plant during the construction and was impressed by the efficiency of the vertical integration. Hennig performs all metal fabrication, finishing and the rigorous testing to UL standards in-house. “Even a midstream specification change by our customer was handled at Hennig with no upset in the production schedule,” notes LaManna.
 Founded in Columbus, Ohio in 1912, W.W. Williams has evolved from one of the nation’s largest industrial distribution, repair and service companies to a highly diversified solutions provider. They provide solutions to customers with technical / mechanical service and repair, remanufacturing, warehouse / supply chain management and service a varied customer base. Their products and services include diesel engines, transmissions, heavy duty truck repair, refrigeration, power generation and third party supply chain logistics services. Their customers comprise on-highway trucking, off-highway equipment, Department of Defense OEM’s, vehicle OEM’s, U.S. Military and marine enterprises. The company represents the MTU Onsite Energy group and specializes in gas and diesel engine systems, fuel cell systems, gas turbine systems and gen-drive engines, to provide primary, standby and continuous power.
Founded in Columbus, Ohio in 1912, W.W. Williams has evolved from one of the nation’s largest industrial distribution, repair and service companies to a highly diversified solutions provider. They provide solutions to customers with technical / mechanical service and repair, remanufacturing, warehouse / supply chain management and service a varied customer base. Their products and services include diesel engines, transmissions, heavy duty truck repair, refrigeration, power generation and third party supply chain logistics services. Their customers comprise on-highway trucking, off-highway equipment, Department of Defense OEM’s, vehicle OEM’s, U.S. Military and marine enterprises. The company represents the MTU Onsite Energy group and specializes in gas and diesel engine systems, fuel cell systems, gas turbine systems and gen-drive engines, to provide primary, standby and continuous power.
As Territory Manager for the company, Todd James Rundhaug, observes, “We are constantly looking for quality component suppliers to complement our MTU Onsite Energy power generating equipment. We began our relationship with Hennig in 2008 and have been extremely satisfied with the quality, workmanship, delivery and especially the after-sales sales support on their enclosures and fuel tanks. Due to a variety of factors, our types of equipment require highly specialized enclosures and UL Rated fuel tanks. The total service package from Hennig on these products has been excellent.” LaManna agrees, noting his customers’ repeat satisfaction with the full package supplied by Hennig. On this Michigan Milk Producers job, Hennig supplied the enclosures, each equipped with a heater, overhead lights, powered louvers, battery back-up lighting with NiCad battery power and GFI wall outlets.
complement our MTU Onsite Energy power generating equipment. We began our relationship with Hennig in 2008 and have been extremely satisfied with the quality, workmanship, delivery and especially the after-sales sales support on their enclosures and fuel tanks. Due to a variety of factors, our types of equipment require highly specialized enclosures and UL Rated fuel tanks. The total service package from Hennig on these products has been excellent.” LaManna agrees, noting his customers’ repeat satisfaction with the full package supplied by Hennig. On this Michigan Milk Producers job, Hennig supplied the enclosures, each equipped with a heater, overhead lights, powered louvers, battery back-up lighting with NiCad battery power and GFI wall outlets.
 Point man on the job for Hennig Enclosure Systems was Matt Sopchyk, who noted there were three enclosures needed for the onsite generators on this project. Each generator is a 2000 KW unit, with a sub-base fuel tank holding 3480 gallons of diesel. “Hennig design standards for this application included our complete in-house powder coating process for the enclosure walls, doors and roof sections over the all galvanealled steel construction. This job was finished in MTU gray, matching their gensets.”
Point man on the job for Hennig Enclosure Systems was Matt Sopchyk, who noted there were three enclosures needed for the onsite generators on this project. Each generator is a 2000 KW unit, with a sub-base fuel tank holding 3480 gallons of diesel. “Hennig design standards for this application included our complete in-house powder coating process for the enclosure walls, doors and roof sections over the all galvanealled steel construction. This job was finished in MTU gray, matching their gensets.”
The UL142 approved steel fuel tanks are finished with a phosphoric pretreatment high-pressure wash and then a 2-step polyurethane process. Hennig enclosures are of a semi-monocoque design, meaning the structural integrity and inner strength are engineered and built into every panel and roof section. This allows for clean and functional design, without the need for separate framing or additional substrate supports of any kind. Also, the Hennig fuel tanks are engineered and built in a similar way, with full interior baffling and sub-structure integrity to support the genset without the need for surface mounted I-beams to support the genset or the need for an additional, costly raised floor above the tank top. The tank top is the floor within the genset.
To learn more about Hennig products & services, visit www.hennigworldwide.com or call contact:
Tim Waterman
Hennig Inc.
9900 N. Alpine Rd.
Machesney Park, IL 61115
(815) 316-5277
info@hennig.ame.com
www.hennigworldwide.com
Connect with Hennig online: ![]()
![]()
![]()
![]()
![]()
![]()
![]()
—
Hennig, Inc., at www.hennigworldwide.com, has been designing and producing custom machine protection and chip/coolant management products for state-of-the-art machine tools for over 50 years. Hennig products are designed to protect against corrosion, debris and common workplace contaminants. Hennig has manufacturing facilities in the U.S., Germany, Czech Republic, France, Brazil, India, Japan, China and South Korea. Its North American repair centers are located in Machesney Park, Ill.; Chandler, Okla.; Livonia, Mich.; Blue Ash, Ohio; Mexico City, Mexico; and Saltillo, Mexico.
Continue reading Kimray, Inc., an Oklahoma City-based manufacturer of control valves and related equipment for oil and gas producing companies, reports an 83% increase in their machining efficiency, achieved largely as the result of recently acquired CNC production equipment.
Kimray, Inc., an Oklahoma City-based manufacturer of control valves and related equipment for oil and gas producing companies, reports an 83% increase in their machining efficiency, achieved largely as the result of recently acquired CNC production equipment.
Founded in 1948 by Garman Kimmell, Kimray operates a 274,000 sq. ft. facility and employs over 400 people to serve its expanding customer base of oil and gas producing companies. Kimray machines iron, steel and aluminum, as well as thermoplastic materials, to build its comprehensive line of control valves, thermostats, energy-exchange glycol pumps, gas-operated pilots and other process control devices. Their products are used to control vessel and lead line temperatures, liquid level inside pressurized vessels, pressure drops and liquid/gas flow.
The company maintains a turnkey manufacturing facility, including dozens of lathes, grinders, turning, milling, sawing and bore finishing/honing machine tools, nearly all with CNC systems onboard. Originally, two machines were purchased, an Emco Maier EMCOTURN 420 MC PLUS and HYPERTURN 665 MC PLUS Lathes, each equipped with Siemens SINUMERIK 840D CNCs and SIMODRIVE 611D drive packages. As their productivity greatly increased, Kimray decided to purchase two more Emco Maier machines to keep up with increased demand for their products.
 The company operates a host system for file storage and back-up on all part production data. As one operator of these lathes observed, “I liked the Fanuc 18i-T CNC we used on other machines in the shop, but, with the SINUMERIK 840D, you can do so much more, such as instant programming and cut and paste operations, while the machine is running or stopped. Each screen allows you to be very detailed about what you’re doing, such as separating your mains from your subs with your part and workpiece programs. I use the Siemens CNC for axis and spindle movements on both machines (Emco Maier 420 Dual Main and Counter spindle Machine and the 665 Main and Counter Spindle Machine). My programs and data can be recessed easily and transferred back to the machines (from the company’s main host system), as needed. I can run my programs out of workpieces and sub-spindles, including milling and stenciling out of the sub-programs. I use the parts program as my way to transfer files and folders to the main system and back again.”
The company operates a host system for file storage and back-up on all part production data. As one operator of these lathes observed, “I liked the Fanuc 18i-T CNC we used on other machines in the shop, but, with the SINUMERIK 840D, you can do so much more, such as instant programming and cut and paste operations, while the machine is running or stopped. Each screen allows you to be very detailed about what you’re doing, such as separating your mains from your subs with your part and workpiece programs. I use the Siemens CNC for axis and spindle movements on both machines (Emco Maier 420 Dual Main and Counter spindle Machine and the 665 Main and Counter Spindle Machine). My programs and data can be recessed easily and transferred back to the machines (from the company’s main host system), as needed. I can run my programs out of workpieces and sub-spindles, including milling and stenciling out of the sub-programs. I use the parts program as my way to transfer files and folders to the main system and back again.”
He further commented on the controls, “On a typical set-up, I like the sensitivity of the CNC. Being able to move the axis only a ten thousandth at a time to a hundred thousandth at a time comes in very handy for me. I also like the program test feature, especially on new programs. Each tool has its own geometry page and up to four offsets, making things much less complicated.”
Lastly, regarding the machine builder, this operator noted, “I received lots of good advice and training from the folks at Emco Maier, especially Doug Poling. He’s also assisted me a few times by phone, when needed.”
 In the manufacture of its oil and gas production controls, Kimray typically machines bar stock of 303, 304, 310, 316 and 17-4 stainless, as well as D-2 tool steel, 6061-T6 aluminum, brass, Delrin and Teflon. Cast iron, ductile, steel, stainless and aluminum are also machined here. The 83% increase in machining efficiency has been achieved, due to these four Emco Maier machines with Siemens CNCs, according to Kimray sources and company production data.
In the manufacture of its oil and gas production controls, Kimray typically machines bar stock of 303, 304, 310, 316 and 17-4 stainless, as well as D-2 tool steel, 6061-T6 aluminum, brass, Delrin and Teflon. Cast iron, ductile, steel, stainless and aluminum are also machined here. The 83% increase in machining efficiency has been achieved, due to these four Emco Maier machines with Siemens CNCs, according to Kimray sources and company production data.
In determining the increase in overall machining efficiency at Kimray, VP of Operations David Hill commented, “Our commitment to run CNC machine tools has long been in place and the addition of the Emco Maier lathes with Siemens controls onboard are the latest steps in this process. We’ve literally had no problems with these machines, the CNC’s or the drives. When Kimray operators can keep running and producing parts in such a way, the impact on our overall efficiency is immediate and substantial.”
Mike Morris, Kimray’s Plant Engineer, added that “the control is strong and easy for the operators to use”. Over the years, the CNCs have been virtually bulletproof.”
From the builder’s perspective, Emco Maier shares Kimray’s appreciation for the performance of its CNC/drive package supplier.
“Our 420 machine enables simultaneous production of two parts without interruption or collision. The digital drives (Siemens SIMODRIVE 611D) produce dynamic performance in both the main spindle and X/Z axes,” commented the company’s Director of Sales Support Operations for Emco Maier USA. “Plus, programming is just the same as on any CNC lathe. Only one program is generated. The program for the second workpiece is simply transferred to the bottom system by means of a selector switch. No additional programming is necessary. As we like to say, twice as nice.”
The 665 Hyperturn machine enables true 4-axis machining plus full c-axis capability on both the main and counter spindles. The 665 uses some of the same programming features, plus the same digital drive system as the 420, but in a larger package.





For more information on this story, please contact any of the following individuals:
KIMRAY, INC.
Web: www.kimray.com Email: info@kimray.com
EMCO MAIER CORP.
Web: www.emcomaier-usa.com
SIEMENS MACHINE TOOL BUSINESS
John Meyer
Manager, Marketing Communications
Siemens Industry, Inc.
(847) 640-1595
www.usa.siemens.com/cnc
SiemensMTBUMarCom.industry@siemens.com
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue reading