
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com

Figure 1. First Core Blowing Test. The bottom of the core collapsed due to a lack of strength.
Brazilian steel giant Usiminas recently introduced the new foundry core making simulation software MAGMASOFT® as part of their strategy to establish robust designs and processes for their core production line. The first project on which this software was utilized was already in progress at that time.
The main goal was to optimize the process conditions for the existing tooling layout. This core, called the thin waist core, represents some of the biggest challenges for Usiminas core production: its length (920 mm), substantial changes in the sand flow direction during blowing, the need to fill certain parts of the core through counter-flow and big variations in the cross section within the core.
First trials showed problems with the process, which led to a complete collapse of the lower part of the core. The core blowing and curing steps for the PU coldbox process were analyzed, making it possible to draw preliminary conclusions regarding the existing defects.
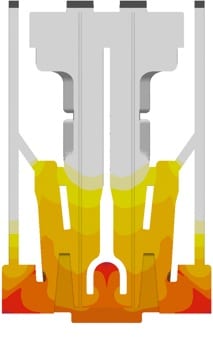
Figure 2. Curing Gas Concentration. The curing gas does not penetrate into the core to the same extent everywhere.
The lack of core strength was related to a poor curing process. The first simulation (Figure 2) already showed that the problematic regions experienced only very low curing gas concentrations during gassing, which was the root cause for the failure.
On the production line, various process conditions such as the curing and purging times and gassing pressure were changed. These attempts provided better results (Figure 3). However, a perfect core could still not be produced. The further analysis with MAGMASOFT® focused on the evaluation of the local concentration of adsorbed curing gas, as it shows the regions where the catalyzing gassing agent cannot activate the chemical reaction. This result clearly demonstrated that only a very small quantity of catalyst was available for accelerating curing in the defect regions (Figure 3).

Figure 3. Core Blown with new parameters in comparison with the local concentration of adsorbed curing gas. The problematic area corresponds exactly with low concentrations in the simulation.
Evaluating simulated curves for the gas mass flow through the vents made it clear that the catalyzing gas was not reaching the critical area. The open venting cross section of the top and central vents was allowing the gas to escape before it reached the bottom of the core.
Instead of making costly modifications to the core box, Usiminas determined that a possible – and simple – solution was to close some vents in the top and center regions, in order to increase the gas concentration in the bottom. However, it was clear that these changes obviously would also influence the core blowing step.
The optimization led to a considerable increase of the curing gas concentration in the lower regions of the core (~36%) (Figure 4). Also, the amount of adsorbed curing gas increased in comparison to the original project. Applying these modifications, Usiminas produced another core, which did not show any gassing defects. Since the venting area was reduced, some filling defects were present, as expected.
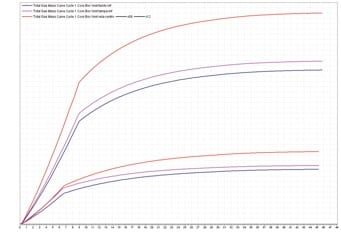
Figure 4. Total gas mass flow through the lower vents. The change in mass flow becomes clear. Removing some of the upper and middle vents resulted in a 36% increase in the gas escaping through the lower vents.
Having solved the curing related defects, a further core blowing analysis was carried out. The simulation results showed a very good match between the real defects and areas of low packing density. The flow animation also showed that the problems occurred because these areas had to be filled by a counter flow of the sand (Figure 5).
Another characteristic of the defects was that they all occurred next to the parting line of the core box. Some of the defects showed a smooth surface, indicating that the sand had been removed by a strong air flow. The core blowing simulation results supported the Usiminas conclusion that an improper sealing of the tool was the root cause for these defects. Air could escape with high speed through the parting lines, resulting in the defect formation.
This hypothesis was tested using a silicone rubber band to obtain an improved sealing of the relevant areas of the tool. With this modification, a new core was produced which was absolutely free of any defects.
About software for casting process simulation
Casting process simulation software considers the complete casting process including mold filling, solidification and cooling, and also provides the quantitative prediction of mechanical properties, thermally induced casting stresses and the distortion of cast components. Simulation accurately describes a cast component’s quality upfront before production starts, thus the casting layout can be designed with respect to the required component properties. This results in a reduction in pre-production sampling, but also the precise layout of the complete casting system leads to energy, material and tooling savings for the foundry.
The range of application of MAGMA solutions comprises all cast alloys, from cast iron to aluminum sand casting, permanent mold and die casting up to large steel castings. The software supports the user in component design, the determination of melting practice and casting methodology through to mold making, heat treatment and finishing. This saves costs consequently along the entire casting manufacturing line.
During the last 10 years, the use of casting process simulation has become a valuable business asset for many foundries worldwide. MAGMA5 constantly expands the capabilities of casting process simulation and will further accelerate the acceptance of this technology, in the future.
About Usiminas
With 50 years of operation, Usiminas is the leader in the Brazilian flat steel market and one of the largest steel companies in Latin America. It has a nominal capacity of 9.5 million tons of steel per year. Usiminas Mecânica is a leading provider of capital goods and services to the steel, railway, mining, automotive, energy, petrochemical, marine and infrastructure industries in Brazil. With recent substantial investments, the foundry of Usiminas Mecânica has become one of the largest manufacturers of both small and large steel castings in the country. The yearly production capacity is 30,000 tons, representing about 10% of the projected production in Brazil.
About MAGMA
MAGMA offers comprehensive solutions to the metal casting industry, casting buyers and casting designers worldwide. The MAGMA product and service portfolio includes the powerful modular simulation software MAGMASOFT®,with the newest release MAGMA5, as well as engineering services for casting design and optimization.
Today, MAGMASOFT® is used throughout the metal casting industry, especially for the optimization of cast components in automotive and heavy industry applications.
MAGMA Giessereitechnologie GmbH was founded in 1988 and is headquartered in Aachen, Germany. A global presence and support are guaranteed by offices and subsidiaries in the USA, Singapore, Brazil, Korea, Turkey, India and China. Additionally, more than 30 qualified partners represent MAGMA around the world.
For more information on this release, please contact:
Christof Heisser
President
MAGMA Foundry Technologies, Inc.
10 N. Martingale Road, Suite 425
Schaumburg, IL 60173
Phone: 847-969-1001 ext. 225
Email: cheisser@magmasoft.com
Web: www.magmasoft.com
 Schaumburg, Illinois (Chicago) – With MAGMA5 5.2, MAGMA Foundry Technologies has recently released the latest version of its leading casting process simulation software with significant new and improved functionality. More than 160 improvements were implemented for the user in this new release of version 5.2. The main focus of the development efforts was on increasing the efficiency in evaluating simulation results.
Schaumburg, Illinois (Chicago) – With MAGMA5 5.2, MAGMA Foundry Technologies has recently released the latest version of its leading casting process simulation software with significant new and improved functionality. More than 160 improvements were implemented for the user in this new release of version 5.2. The main focus of the development efforts was on increasing the efficiency in evaluating simulation results.
MAGMA5 5.2 now allows the direct comparison of up to four different project versions in the result perspective. Filling, solidification and stress results can be animated in a synchronized mode. A special highlight is the option to display the geometry and all MAGMA5 results in 3D stereo, using shutter or red/cyan 3D glasses and to store them as 3D images or movies. Various new tools facilitate a standardized result evaluation. 
New result criteria allow for a more effective evaluation of metal cooling and critical metal speeds during filling. The progress of feeding and porosity formation can be monitored and displayed continuously during the entire solidification process. A new criterion to predict cold cracks allows the user to find stress-related casting quality problems more quickly.
The implementation of user results further offers a powerful tool to compile user-specific criteria based on any MAGMA5 results. User results can easily be defined and created automatically during a simulation or subsequently in the result perspective.
 Die casting users will appreciate an improved visualization of the process time line and extended consideration of the heat transfer conditions between die casting and die as a function of the local feeding conditions. Additionally, the MAGMAhpdc module now supports the assessment of the real casting temperature as a function of the current shot sleeve conditions.
Die casting users will appreciate an improved visualization of the process time line and extended consideration of the heat transfer conditions between die casting and die as a function of the local feeding conditions. Additionally, the MAGMAhpdc module now supports the assessment of the real casting temperature as a function of the current shot sleeve conditions.
All users will benefit from the new “resume point” capability, which allows flexibility in re-starting the simulation with modified die casting process conditions, based on the previous or next-to-last casting cycle. Sand casting processes can be resumed with different conditions at the end of any process stage. The automatic enmeshment of complex geometries is now further simplified by new enmeshment criteria and procedures.
Stress simulation results can be prepared for faster post-processing. For the quantitative assessment of casting distortion in the measurement perspective, it is now possible to compare the virtual measurement with the real part geometry.
Finally, with MAGMA5 5.2, a new database of riser sleeves, which was generated by ASK Chemicals, is now available.
About MAGMA
MAGMA offers comprehensive solutions to the metal casting industry, casting buyers and casting designers worldwide. MAGMA’s product and service portfolio includes the powerful, modular simulation software MAGMASOFT®,with the newest release MAGMA5 as well as engineering services for casting design and optimization.
Today, MAGMASOFT® is used throughout the global metal casting industry, especially for the optimization of cast components in automotive and heavy industry applications.
MAGMA Giessereitechnologie GmbH was founded in 1988 and is headquartered in Aachen, Germany. A global presence and support are guaranteed by offices and subsidiaries in the USA, Singapore, Brazil, Korea, Turkey, India and China. Additionally, more than 30 qualified partners represent MAGMA around the world.
For more information on this release, please contact:
Christof Heisser
President
MAGMA Foundry Technologies, Inc.
10 N. Martingale Road, Suite 425
Schaumburg, IL 60173
Phone 847-969-1001 ext. 225
Email cheisser@magmasoft.com
Continue readingMinnesota foundry includes multiple layers from their organization to decide on the right casting process simulation tool

Wide view of Dotson Iron Castings in action
Dotson Iron Castings in Mankato, Minnesota is an iron foundry that melts and pours 100+ tons of ductile iron castings daily, using 20X24 horizontal, high pressure, green sand molding machines. Products include over 3,000 different castings for over 300 customers in a wide range of applications including medical, transportation, agriculture, construction and recreation equipment. The raw casting weights here range from 2 to 50 pounds with typical production quantities ranging from 25 pieces to several thousand.
Dotson prides itself on engineering excellence, providing customers a higher total value with castings designed and produced in a highly automated, quick response foundry and machining facility.
Operating as a foundry for over 130 years, Dotson credits its success to satisfying customer needs by not only managing, but exceeding, their expectations. The goal is to provide customers with quality products in a fast, flexible, cost effective manner.
As a company best practice, Dotson includes its employees in making all important decisions that will impact not only the job of each of the individuals, but the foundry as a whole. Dotson has a program called, “The $10,000 Project.” As the name implies, any purchase made by the foundry of $10,000 or more is done through a detailed process involving the employees who will be most affected by the purchase of the product or equipment being considered.
Any product or project that costs over $10,000 must have a cross-functional group examine all viable options. Members of the group choose what they consider the best product or piece of equipment to help them accomplish their goals. They then make onsite visits, make comparisons and do cost justifications. With the information they have gathered, they then make multiple presentations to the group explaining the “what” and the “why” of the product, equipment or service they have chosen for consideration.

John Jaycox, Bradley Wiyninger, Jim Headington and E. Jay Zins discuss MAGMASOFT® at Dotson
When Dotson’s owner Denny Dotson and President /CEO Jean Bye wanted to expand their capabilities in terms of serving customers with solidification solutions, MAGMASOFT®, provided by MAGMA Foundry Technologies (Schaumburg, IL) was one of the many software packages considered. “We certainly are a foundry that differentiates ourselves on our engineering services and to do that you must have the right tools,” Jean Bye said. “We researched and explored our options for a few years before making the decision to purchase simulation software for the foundry,” Denny Dotson adds.
The $10,000 Project is a lengthy process with the participants sometimes making three or four presentations to support their argument. Deciding on the simulation software that best supported the needs of this foundry took a long time, due to the importance of doing numerous comparisons. When comparing the benefits of all the products being considered, “…it came down to weighing out the factors and deciding which ones would have the greatest impact on the overall foundry operation,” Bye stated.
When the $10,000 Project is complete and a decision has been made, nobody can say they weren’t onboard. “They might not have gotten their way,” Bye notes, “but they certainly understand all the reasons why the decision was made, because it was well thought out by the entire group.”
Dotson saw the addition of simulation software as more then just an engineering tool; rather it represented a smart business tool specifically designed to improve yield as well as positively impact sales. There was a lot to consider in the justification process beyond the product’s capabilities. Ease of use, speed of use, accuracy of results, presentation of these results, reputation of the provider’s company, customer care, quick response time from company representatives when there was a question or assistance was needed, as well as which company Dotson felt was more technologically advanced with new innovations. In addition, a significant benefit Dotson saw with simulation was the ability to identify jobs that would require some type of stress relief before actually making the tool or gating system. “It’s much more difficult to go back to the customer after the fact and tell them this is your cost, than it is before you cut the tool. There are always options before anything is created,” Engineering Process Manager Jim Headington points out.
“Moving from opinion or educated guess to a factual report supporting changes has made it quicker and easier to communicate the need for making changes with our customers,” adds Jay Zins, Control Manager at Dotson.

Live shot of Dotson in action
When discussing the impact simulating the process has on time to first quality part, Headington explains, “Time isn’t always the most important issue at hand. Cost and the integrity of the tool by the time you’re done with it are the real keys. When you find yourself adding material to a production tool, it’s never a good thing. Once you scab on that material, no matter how you put it on, you’ve really jeopardized the integrity of the tool. This is all now done virtually, instead of through trial and error.”
On one recent customer project, Dotson ran approximately 30 virtual iterations on a particular part. Not only did having the ability to simulate the entire molding process save a significant amount of time, being able to run a large number of iterations also helped them be sure that the quality of the part was not compromised. “Once in a while, on projects like this, we do 30 simulated iterations, simply because we now can,” Josh Jaycox, Quality Assurance Engineer adds.
While all new jobs at Dotson are run through MAGMASOFT®, retro jobs, especially the high yield jobs, are also now simulated. A significant part of the justification process was improving yield. When considering yield improvements, Dotson recognizes that the improvement in the first year will normally be significant, as they hadn’t run simulation before, whereas moving forward, improving yield would be less significant, as all new jobs are now run through the simulation and, as a result, are more efficient from the very beginning. “Running the software on a casting will also help us see that it may be possible to make a riser smaller, this will help in de-gating and reduce grinding time.” Jaycox said.
Sales and Marketing Manager Matt Schindle adds, “The benefit to the customer is that they know we are not going to build a tool, we are not going to spend a dollar of their money, until we have done the solidification on it. It gives us more credibility and it gives the customer reassurance.”
“It’s almost like having a third party in the room giving our observations credibility,” Bye adds.

Furnace at Dotson Iron Castings
Seeing the importance of being sure their foundry and their engineers have the tools to be the best they can be, Dotson found the addition of MAGMASOFT® to be a natural next step. When considering the in-depth justification process and the criteria involved in bringing a new product or tool into the foundry, they learned their decision regarding process simulation to be a great benefit to the company overall. Dotson realizes customers now expect and rely on the fact that their parts are run through this virtual process with the end result being the highest quality castings possible.
Choosing MAGMASOFT®, Dotson believes all their performance and value criteria were met and, in many cases, even exceeded. MAGMA’s reputation in the world foundry market and their customer care program, as well as the added benefits of their training programs and annual user group meetings, help Dotson feel more confident in their partnership with MAGMA, according to Jaycox and Headington.
For more information on this story, please contact:
Christof Heisser
President
MAGMA Foundry Technologies, Inc.
10 N. Martingale Road, Suite 425
Schaumburg, IL 60173
Phone 847-969-1001 ext. 225
Email cheisser@magmasoft.com
Web www.magmasoft.com
Premier Aluminum and Hodge Foundry techs receive the highest level of simulation software competency designations from foundry market leader

Premier – Jason Lythjohan of Premier Aluminum in Racine, Wisconsin receives his MAGMA certification.
Schaumburg, IL – MAGMA Foundry Technologies Inc. has been a provider of proprietary casting process simulation software, MAGMASOFT®, for over 20 years. More than simply providing software, MAGMA also shares its engineering expertise through its contract service group and comprehensive training programs. This extensive training program comprises several intensive course levels, where the users gain knowledge to better utilize the software from a functional standpoint, plus insights on practical approaches to applying the technology to their metalcasting process.
Currently, the highest achievable training level is the Certified MAGMASOFT® User. There is a set of specific criteria the user must meet to be eligible to participate in the program and a list of objectives that must be met to receive the certification from Magma.
There are many benefits to completing the certification program, which aid not only the software user, but also the user’s organization and its casting customers.
Some of the key benefits include:

Hodge Foundry – Ian McNally from Hodge Foundry in Greenville, Pennsylvania receives his MAGMA certification.
In 2011, two successful users achieved the MAGMA Certification, namely, Jason Lythjohan from Premier Aluminum, LLC and Ian McNally from Hodge Foundry.

Premier Aluminum has opened a technology center for its customers and potential customers to come in and use MAGMASOFT® Simulation Software for the design and engineering of their castings.
Premier Aluminum, located in Racine, Wisconsin and part of Ligon Industries LLC, is an ISO 9001-2008 certified permanent mold aluminum casting and machining shop. Premier has a reputation for partnering with its customers to find flexible and cost-effective solutions to a variety of product problems.
Hodge Foundry, founded in 1876 and located in Greenville, Pennsylvania, is an internationally-recognized specialty engineering foundry that manufactures high quality complex gray and ductile iron castings.
For more information on this release, please contact:
Christof Heisser
President
MAGMA Foundry Technologies, Inc. 10 N. Martingale Road, Suite 425 Schaumburg, IL 60173
Phone +1 847-969-1001 ext. 225 Email: cheisser@magmasoft.com Web: www.magmasoft.com
Agency contact for MAGMA:
Wendy McCormick
Bernard & Company, Palatine, Illinois (Chicago) USA +1 847 934 4500 wendy@bernardandcompany.com
Continue readingCasting process simulation to automotive industry standards
 Continental is one of the five biggest international automotive suppliers worldwide. The two group sectors, Automotive and Rubber, provide a range of products addressed to automotive trends in the areas of safety, environment and information. In 2009, the 143,000 employees in six divisions generated sales of approximately 20 billion euros (~$28B).
Continental is one of the five biggest international automotive suppliers worldwide. The two group sectors, Automotive and Rubber, provide a range of products addressed to automotive trends in the areas of safety, environment and information. In 2009, the 143,000 employees in six divisions generated sales of approximately 20 billion euros (~$28B).
Cast components can be found throughout engine, brake system, body and interior components. For this reason, Continental, with its three automotive divisions, is one of the world’s largest consumers of castings. Continental does not produce the castings itself, but instead buys these parts in large quantities from outside vendors. In view of the great importance of these components in its products and systems, the Automotive Group devotes a great deal of attention to its cooperation with foundries. For Continental, it is vital that all suppliers reliably meet their quality standards and can guarantee secure processes. If production lines come to a standstill at Continental – or worse, at Continental’s customers – losses can quickly run into the millions.
As a direct supplier to carmakers, Continental is in a sandwich position. The company must guarantee product and process quality to its customers and pass on these requirements to its own suppliers. Consequently, continuous audits of partners are used to assure a constant, sustainable productivity and to ensure the use of the most competitive technologies. The same applies to requirements for product and service quality, which must be highly cost effective, as well as comply with project deadlines.
Casting simulation as foundry selection criterion
When it comes to the quality of purchased castings, Mustafa Ata, Senior Expert Casting Quality, is in demand in Continental’s Automotive Group. He audits the foundries which supply Continental worldwide. “The quality requirements for castings, which are for the most part installed in safety-relevant areas of cars, are extremely high. The prevailing international standards are supplemented by internal group standards, e.g. with regard to service life, material strength, metallurgical properties (microstructure), machinability of the components and optical appearance,” Mustafa Ata said when describing what he expects from foundries.
From Continental’s point of view, a reliable compliance with this performance catalog cannot be achieved without the foundries using the latest casting technology and tools. In the case of safety components, the group requires its suppliers to use software for casting process simulation, to check the casting process and analyze the results with Continental before production starts. Continental also requires that their foundries be in a position to optimize the process if necessary.
“Simulation is anchored as an important part of supplier communication. This means that in every casting project, product realization is supported from the very beginning by numerical simulation. We expect our suppliers to possess a simulation tool,” Ata noted, leaving no doubt in this regard.
 From design to production – but not without simulation
From design to production – but not without simulation
The casting development process begins at Continental. The design department designs the casting according to the automotive manufacturer’s requirements. The 3D data produced goes to selected foundries to enable the latter to simulate the casting process with suitable software. The simulation checks various factors that are critical for casting quality simultaneously.
First, the simulation can determine whether the casting was designed in a casting-appropriate manner or whether the design department, in cooperation with the suppliers (simultaneous engineering), needs to readjust the design to permit standard-compliant parts to be reliably produced in a cost-effective casting process. Second, the simulation results can reveal whether, under the specific production conditions of the foundry, a stable, economical process can be established or whether changes need to be carried out.
Simulation result: production and delivery security
As its final result, the simulation provides Ata with the certainty that the foundry can reliably produce and deliver a casting that meets the requirements at optimal costs. Without casting process simulation, such security could only be achieved with multiple casting trials and machining, at costs and project times that are no longer competitive in the automotive industry.
Simulation with MAGMASOFT® welcomed
In general terms, Continental allows its suppliers to choose which software they use for casting process simulation. But, most foundries opt for the MAGMASOFT® software from MAGMA Gießereitechnologie GmbH, which Ata welcomes for various reasons.
MAGMA is the pioneer in casting process simulation software. As a software developer, more casting engineers work at MAGMA than in many foundries. Because of this, MAGMA is regarded as the worldwide market and technology leader and sets the standard in this field.
The simulation results provided by MAGMASOFT® are extremely realistic.
Empirical checks through real trial castings regularly demonstrate that the results correspond to a large extent with the observable properties of the cast components.
“Simulation results from MAGMASOFT® are accepted as reliable by all parties involved in the production process. As a result, they form the basis on which designers, foundrymen and users can discuss component quality and process optimization, further developments and modifications,” according to Ata.
MAGMASOFT® offers solutions for all casting processes and process steps. In doing so, the software covers every possible simulation situation which arises at Continental in the cooperation with foundries. Therefore, the partners do not need to deal with different applications.
In the foundry, MAGMASOFT® users benefit from the simple operation of the software and the service of the provider, which meet the high demands of the automotive industry.
Continental considering using MAGMASOFT® itself
Until now, Continental has only required that its vendors utilize casting process simulation software. However, Continental is now considering using MAGMASOFT® itself. In this way, the design of a component could be checked for casting suitability immediately and the feedback loops shortened further. Simultaneously, communication with Continental’s development partners could be improved even more through the common “language” of simulation results.
About software for casting process simulation
Casting process simulation software considers the complete casting process including mold filling, solidification and cooling, and also provides the quantitative prediction of mechanical properties, thermally induced casting stresses and the distortion of cast components. Simulation accurately describes a cast component’s quality upfront before production starts, thus the casting layout can be designed with respect to the required component properties. This results in a reduction in pre-production sampling, but also the precise layout of the complete casting system leads to energy, material and tooling savings for the foundry.
The range of application of MAGMA solutions comprises all cast alloys, from cast iron to aluminum sand casting, permanent mold and die casting up to large steel castings. The software supports the user in component design, the determination of melting practice and casting methodology through to mold making, heat treatment and finishing. This saves costs consequently along the entire casting manufacturing line.
During the last 10 years, the use of casting process simulation has become a valuable business asset for many foundries. MAGMA5 now expands the capabilities of casting process simulation and will further accelerate the acceptance of this technology.
About MAGMA
MAGMA offers comprehensive solutions to the metal casting industry, casting buyers and casting designers worldwide. The MAGMA product and service portfolio includes the powerful modular simulation software MAGMASOFT®,with the newest release MAGMA5, as well as engineering services for casting design and optimization.
Today, MAGMASOFT® is used throughout the metal casting industry, especially for the optimization of cast components in automotive and heavy industry applications.
MAGMA Giessereitechnologie GmbH was founded in 1988 and is headquartered in Aachen, Germany. A global presence and support are guaranteed by offices and subsidiaries in the USA, Singapore, Brazil, Korea, Turkey, India and China. Additionally, more than 30 qualified partners represent MAGMA around the world.
For more information on this release, please contact:
Christof Heisser
President
MAGMA Foundry Technologies, Inc.
10 N. Martingale Road, Suite 425
Schaumburg, IL 60173
Phone 847-969-1001 ext. 225
Email cheisser@magmasoft.com
Agency contact:
Wendy McCormick
Bernard & Company
847-934-4500
Continue readingWisconsin foundry prospering from its use of technology, including MAGMASOFT® simulation software for metalcasting
") Schaumburg, IL – Premier Aluminum is an ISO 9001-2008 certified permanent mold aluminum casting and machine shop in Racine, Wisconsin with a reputation for partnering with its customers to find flexible and cost-effective solutions for a variety of products. The company serves the quantity casting market, from a few hundred castings per year to annual volumes of fifty thousand and more. Premier positions its capability in the market as a one-stop shop for finished machined, permanent mold aluminum castings.
Schaumburg, IL – Premier Aluminum is an ISO 9001-2008 certified permanent mold aluminum casting and machine shop in Racine, Wisconsin with a reputation for partnering with its customers to find flexible and cost-effective solutions for a variety of products. The company serves the quantity casting market, from a few hundred castings per year to annual volumes of fifty thousand and more. Premier positions its capability in the market as a one-stop shop for finished machined, permanent mold aluminum castings.
Premier has invested in all necessary tools and facilities to enable full collaborative engineering with its customers. Its current goal is to achieve the desired casting quality by further reducing costs and decreasing time to market for its customers. This progressive approach to working with customers by utilizing advanced technical tools in an R&D facility will now be referenced as the Technology Center at Premier Aluminum.")
The Technology Center will now be available to any Premier customer or potential customer who wishes to work closely with the Premier Engineering Team to quickly and accurately develop new products or re-engineer already existing ones. Its engineering team boasts 50+ years experience in metalcasting, plus the latest advancements in the aluminum foundry industry. To better serve its customers, Premier employs such advanced software as Solidworks, MAGMASOFT® and other engineering tools to enhance customer confidence in tool life, product quality and efficient manufacturing processes, through a more predictive and trackable engineering protocol.
") One of the company’s most effective engineering tools is MAGMASOFT®, provided by MAGMA Foundry Technologies, which is a software used to assist engineers, designers and buyers in the metalcasting industry. Premier’s engineering group utilizes MAGMASOFT® to optimize the casting design as well as to refine the casting process from the outset. MAGMASOFT® blends science, technology and experience from diverse areas of the casting process to create a package that utilizes the complex physics of casting to simulate the results prior to creating the mold. This technology-based strategy, combined with years of experience serving the global foundry market, allows Premier to optimize its designs for castability, quality and overall lowest cost.
One of the company’s most effective engineering tools is MAGMASOFT®, provided by MAGMA Foundry Technologies, which is a software used to assist engineers, designers and buyers in the metalcasting industry. Premier’s engineering group utilizes MAGMASOFT® to optimize the casting design as well as to refine the casting process from the outset. MAGMASOFT® blends science, technology and experience from diverse areas of the casting process to create a package that utilizes the complex physics of casting to simulate the results prior to creating the mold. This technology-based strategy, combined with years of experience serving the global foundry market, allows Premier to optimize its designs for castability, quality and overall lowest cost.
") In today’s environment, Premier is seeking all possible ways to be competitive and work together to find solutions that ultimately benefit the entire supply chain. Supply chain efficiency reduces time to market and engineering costs, emphasizes collaboration and yields sound manufacturing processes that will increase customer competitiveness. The company is committed to this technology-driven approach and seeks the opportunity to share it with current customers and prospects alike.
In today’s environment, Premier is seeking all possible ways to be competitive and work together to find solutions that ultimately benefit the entire supply chain. Supply chain efficiency reduces time to market and engineering costs, emphasizes collaboration and yields sound manufacturing processes that will increase customer competitiveness. The company is committed to this technology-driven approach and seeks the opportunity to share it with current customers and prospects alike.
") Premier’s sales manager, Kevin Kelly, is currently inviting customers and prospects to send their product experts to the Technology Center for an opportunity to collaborate with the company’s engineers on any new products or existing designs. During the visit, customer or prospect teams will be able to access the Internet, collaborate face-to-face with Premier’s engineering staff, gain knowledge of the aluminum casting processes and utilize any of the technology tools, especially MAGMASOFT®, to bring their product to market faster, more efficiently and at a lower overall cost.
Premier’s sales manager, Kevin Kelly, is currently inviting customers and prospects to send their product experts to the Technology Center for an opportunity to collaborate with the company’s engineers on any new products or existing designs. During the visit, customer or prospect teams will be able to access the Internet, collaborate face-to-face with Premier’s engineering staff, gain knowledge of the aluminum casting processes and utilize any of the technology tools, especially MAGMASOFT®, to bring their product to market faster, more efficiently and at a lower overall cost.")
For more information on this announcement, please contact:
Kevin Kelly – Sales Manager PREMIER ALUMINUM 3633 S. Memorial Dr. Racine, WI 53403 Phone: 262-554-2100, Ext. 130 Email: kevin.kelly@premieraluminum.com Web: www.premieraluminum.com
OR
") Steve Sikorski – Vice President of Applications & Technology MAGMA Foundry Technologies, Inc.
Steve Sikorski – Vice President of Applications & Technology MAGMA Foundry Technologies, Inc.
10 N. Martingale Road, Suite 425 Schaumburg, IL 60173 Phone 847-969-1001, ext. 223
Email: ssikorski@magmasoft.com Web:www.magmasoft.com
Agency contact: Tim Daro Bernard & Company 847-934-4500 tdaro@bernardandcompany.com
Continue reading
The process orientation of MAGMA5 illustrated using die casting
During the upcoming GIFA 2011 show in Dusseldorf, Germany, Magma will present its new software generation for casting process simulation, MAGMA5. At the 300 sq. m stand 12A16, the company will demonstrate how casting process simulation with MAGMA5 can be used for optimization at all stages of casting manufacturing to contribute to foundry profitability. MAGMA will show the newest version MAGMA5 5.2 with extended capabilities for all cast materials and processes, introduce its new software MAGMA C+M for the simulation of the core production processes and provide a view into the future of autonomous optimization of casting processes. Additionally, MAGMA is participating in the initiative “ecoMetals” from the Messe Düsseldorf, which supports companies who develop innovative products and processes leading to a more efficient use of energy. MAGMA will demonstrate, using practical examples, how the application of casting process simulation considerably increases a foundry’s energy and resource efficiency.
MAGMA5 – optimized simulation

Autonomous optimization of casting processes and layouts, shown here for gating optimization in die casting, is the future of casting processsimulation.
MAGMA5 5.2 introduces several new simulation capabilities: new process modes for permanent mold, low pressure sand and low pressure die casting, as well both hot-chamber and cold-chamber die casting, allow for detailed process-specific definitions. The software also supports process design by controlling process parameters during a simulation run. For gravity casters, process modules for DISAMATIC and investment casting are now available.
At GIFA, MAGMA will also present its newest developments for the quantitative prediction of as-cast and heat treated local microstructures and properties in aluminum, iron and steel castings. MAGMA5 simulates sand and reoxidation inclusions during mold filling and predicts defects related to molding materials. MAGMAnonferrous calculates the final microstructure and mechanical properties for aluminum alloys considering the metallurgy, inoculation, and hydrogen content of the melt. MAGMAiron predicts local microstructures for iron materials from graphite growth through to the distribution of phases making up the matrix. MAGMAsteel calculates macrosegregation in steel castings and the local microstructure resulting from heat treatment.
The stress module MAGMAstress for the first time offers casters the option to calculate thermally induced casting stresses in permanent molds for all manufacturing steps, including heat treatment and finishing, in order to predict casting crack problems and distortion. The simulated distortion results can be evaluated just as on a coordinate measuring machine and compared directly with real measurements. For the first time, the new module MAGMAdielife facilitates the evaluation of the effects of tooling design and thermal stresses on the durability of permanent molds.
MAGMA Core+Mold – transparency in core production

With MAGMA C+M, the simulation of the core shooting process is possible for complex tools, shown here for three cores including blow tubes in a single core box.
With MAGMA C+M, MAGMA introduces an integrated tool for the simulation of core production processes. MAGMA C+M simulates core shooting, blowing and hardening of organic and inorganic cores. Processes where binder hardening is driven by a catalyst gas as well
as core production with tempered core boxes are supported. MAGMA C+M considers all aspects of core production starting from the core shooter, in order to calculate the flow of the air-sand mixture based on the real shot parameters. An integrated database provides the ability to specify the characteristics of the sand and the binder system as well as core box vents and blow tubes. The program simulates gassing, purging and the curing reaction of gas-hardened cores. The design and control of core box tempering for heat-cured cores (hotbox, croning, inorganic) is effectively supported by modeling of heating cartridges and oil channels. For inorganic cores, MAGMA C+M calculates the drying of the core in the heated core box as well as due to transport of water vapor by hot air during gassing. MAGMA C+M takes advantage of all the functionality of MAGMA5 and is available as an add-on module to MAGMA5 or asa stand-alone product.
Autonomous optimization is the future
With autonomous optimization, foundrymen can make use of simulation in order to pursue their objectives for quality and cost. Autonomous optimization makes proposals for the right casting layout or the optimum process parameters. The virtual test foundry in the computer enables variation of parameters and systematic examination of influencing variables leading up to the optimum configuration. Based on the fundamental physics embedded in MAGMA5, the program finds the best possible dimensions and positions of ingates, as well as the location of feeders and chills including their optimum size. Using industrial examples, MAGMA will present state-of-the-art capabilities and provide a view into the future of optimization.
MAGMA – very involved
At the accompanying WFO Technical Forum, MAGMA will give presentations on the topics of aluminum casting, core production, and optimization. At the NewCast exhibition, which takes place in parallel with GIFA, simulation specialists will discuss the prediction of residual stresses and distortion in cast iron components.
MAGMA also has a further exhibition stand (12A15) as part of the “Get-In-Form” project “Youth-Technology-Future” (“Jugend-Technik-Zukunft“). Here, the attractiveness of work as a professional or specialist in the metal casting industry will be illustrated to students and apprentices in an entertaining and interactive manner.
About software for casting process simulation
Casting process simulation software considers the complete casting process including mold filling, solidification and cooling, and also provides the quantitative prediction of mechanical properties, thermally induced casting stresses and the distortion of cast components. Simulation accurately describes a cast component’s quality upfront before production starts, thus the casting layout can be designed with respect to the required component properties. This results in a reduction in pre-production sampling, but also the precise layout of the complete casting system leads to energy, material and tooling savings for the foundry.
The range of application of MAGMA solutions comprises all cast alloys, from cast iron to aluminum sand casting, permanent mold and die casting up to large steel castings. The software supports the user in component design, the determination of melting practice and casting methodology through to mold making, heat treatment and finishing. This saves costs consequently along the entire casting manufacturing line.
During the last 10 years, the use of casting process simulation has become a valuable business asset for many foundries. MAGMA5 now expands the capabilities of casting process simulation and will further accelerate the acceptance of this technology.
About MAGMA
MAGMA offers comprehensive solutions to the metal casting industry, casting buyers and casting designers worldwide. The MAGMA product and service portfolio includes the powerful modular simulation software MAGMASOFT®,with the newest release MAGMA5, as well as engineering services for casting design and optimization.
Today, MAGMASOFT® is used throughout the metal casting industry, especially for the optimization of cast components in automotive and heavy industry applications.
MAGMA Giessereitechnologie GmbH was founded in 1988 and is headquartered in Aachen, Germany. A global presence and support are guaranteed by offices and subsidiaries in the USA, Singapore, Brazil, Korea, Turkey, India and China. Additionally, more than 30 qualified partners represent MAGMA around the world.
For more information on this release, please contact:
Christof Heisser President MAGMA Foundry Technologies, Inc. 10 N. Martingale Road, Suite 425 Schaumburg, IL 60173 Phone 847-969-1001 ext. 225
Email: cheisser@magmasoft.com Web: www.magmasoft.com
Agency contact: Tim Daro Bernard & Company 847-934-4500 tdaro@bernardandcompany.com
Continue readingSAM 600G machine being introduced to the foundry market at open house, to be held at Hunter Automated near Chicago on May 19
 Schaumburg, Illinois (USA)-Hunter Automated Machinery today announces an open house, to be held at company headquarters in Schaumburg, Illinois, near Chicago, next Thursday, May 19, from 8 A.M. to 5 P.M. During this event, plant tours will be conducted, plus demonstrations will be offered on a new grinding center from Maus, one of Hunter’s machinery partners, whom Hunter represents in North America.
Schaumburg, Illinois (USA)-Hunter Automated Machinery today announces an open house, to be held at company headquarters in Schaumburg, Illinois, near Chicago, next Thursday, May 19, from 8 A.M. to 5 P.M. During this event, plant tours will be conducted, plus demonstrations will be offered on a new grinding center from Maus, one of Hunter’s machinery partners, whom Hunter represents in North America.
The SAM 600G is a fully automated CNC automatic grinding center, compact yet powerful, with four-tool capacity and a product load/unload time less than four seconds. 
Built with a rotary turntable for loading/unloading of the workpieces, this Maus machine can significantly improve the finishing operations. Multi-spindle grinding is programmable for cutting of risers and gating, plus surface and internal grinding.
In the North American market, Hunter also represents Space’, Primafond and Versatile, all builders of related foundry equipment for metalcasting.
 Hunter and its partners will all be exhibiting at GIFA, the international foundry exposition, upcoming June 28-July 2, 2011 in Dusseldorf, Germany.
Hunter and its partners will all be exhibiting at GIFA, the international foundry exposition, upcoming June 28-July 2, 2011 in Dusseldorf, Germany.
For further information on this announcement, interested parties may contact:
HUNTER AUTOMATED MACHINERY CORPORATION
2222 Hammond Drive Schaumburg, IL 60196
Phone: (847) 397-5110
Fax: (847) 397-8254
Email: info@hunterfoundry.com
Web: www.hunterfoundry.com
Connect with Hunter Foundry online: ![]()
![]()
![]()
-0-
The Maus SAM 600G, a CNC grinding center for cast metals finishing, will be introduced to the North American foundry market at an open house, to be held at Hunter Automated in Schaumburg, IL, near Chicago, on May 19.
Continue reading