
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
The future of mobility requires sustainability and comfort. Gehring presented its advanced technology solutions for reducing CO2 emissions at a recent technical forum in Querétaro, Mexico.
 Farmington Hills, Michigan. The future development impetus of the internal combustion engine will focus on the reduction of emissions. This is dependent on fuel consumption, which in turn is determined by the internal engine friction. The goal of form honing is a form optimized cylinder bore under operating conditions.
Farmington Hills, Michigan. The future development impetus of the internal combustion engine will focus on the reduction of emissions. This is dependent on fuel consumption, which in turn is determined by the internal engine friction. The goal of form honing is a form optimized cylinder bore under operating conditions.
Abraham Pizano, Managing Director Gehring-Mexico, presented Gehring’s CO2 emissions reducing technology solutions at a recent technical forum CO2 in Mexico to an audience of leading technical and business professionals, from a wide variety of industries, including automotive, aerospace and industrial.
The conference is one of the region’s top technical events for manufacturing, featuring the latest in global manufacturing trends, including processes, applications, materials and advanced techniques.
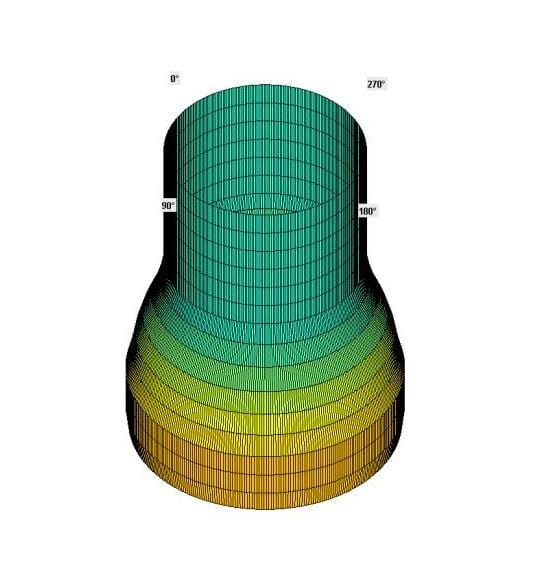
Gehring developed a surface finishing process for ICE’s which does not target a cylindrical bore shape. The bore shape is based on the distortions of the geometry under operating conditions of the engine. Through the means of form honing the reverse shape will be produced so that in running conditions, a cylindrical shape exists. The deformation in the operating condition depends on static assembly distortions and thermal cylinder distortions.
 This technology can be subdivided into two process variations, form honing light and form honing professional. Form honing light simulates thermal distortion by creating different tapered shapes. The thermal expansion due to the higher taper in the top dead center leads to a cylinder bore which has to be honed to a smaller size at the top and a larger size at the bottom. Thus, the piston shirt has less contact with the bore. This results in significantly less friction.
This technology can be subdivided into two process variations, form honing light and form honing professional. Form honing light simulates thermal distortion by creating different tapered shapes. The thermal expansion due to the higher taper in the top dead center leads to a cylinder bore which has to be honed to a smaller size at the top and a larger size at the bottom. Thus, the piston shirt has less contact with the bore. This results in significantly less friction.
The conical shape is generated by feedback controlled stroke displacement with higher stock removal in the lower bore section due to increased contact time of the abrasives.
The dynamic electro-mechanical feeding changes the radial expansion position of the honing stones during the stroke movement according to the form and improves herewith the previous conical shape.
These process components assure the reliable process of round non-cylindrical tapered bores within the known cycle times. Form honing has been already integrated globally into mass production scenarios. Application of form honing light technology has shown that significant improvements in emissions reductions are possible.
Form honing professional not only optimizes the local piston clearance, but also compensates for cylinder deviations from static and thermal distortions. That means that in running conditions round and straight bores can be achieved. Ring tension is reduced which results in adaptive friction and C02 reductions.
The non-cylindrical shape deviations can be defined through CAE assessments or torque plate bracing and tempering. In order to be able to implement form honing professional, innovative processing hardware like special honing tools with independent actuated abrasives, a piezo feeding system, a shape adaptive control and a spring loaded finish honing tool, is necessary.
 The shape data for the cylindrical deviations will be converted for every single cylinder of the engine using the form honing control. This dynamic process interaction between the feeding system, shape and the form honing tooling creates an optimal result.
The shape data for the cylindrical deviations will be converted for every single cylinder of the engine using the form honing control. This dynamic process interaction between the feeding system, shape and the form honing tooling creates an optimal result.
Form honing professional has been implemented by customers for small production batch scenarios. The process produces cylinder deviations and surface finish profiles with high reproducibility and economical processing times. The process delivers free shapes and surface profiles with high reproducibility to conditions that still conform to cycle times.
The advantages of form honing have been recognized by engine manufacturers and have been implemented in numerous production lines on Gehring honing machines worldwide. Further series applications are in preparation.
About Gehring
For more than 90 years, Gehring has been the leader in the domain of honing technology, supplying cutting-edge surface finish technology solutions for internal combustion engines, gears and numerous other industrial applications. As a global technology leader, the company is represented internationally in key markets in the automotive and supplier industries, hydraulics and pneumatics, as well as aerospace sector.
The Gehring product portfolio ranges from individual honing stones to honing tools as well as gauging and automation solutions right up to integrated honing systems. Digital applications, services and innovative technologies in the areas of honing, laser structuring, roughening and coating complete the portfolio.
With standalone made-to-measure solutions for stator prototype development and small-scale series production, as well as fully automated new system solutions for electric motor production lines, copperING‘s product portfolio complements that of its new partner Gehring. The Gehring group therefore offers the full gamut of technologies for vehicle drives – from conventional solutions to hybrid technologies and even integral electrification.
The Gehring Group with approx. 800 employees, is headquartered in Ostfildern, Germany, and has additional locations in Naumburg and Wernigerode, Germany, as well as in the USA, China, India, Italy, UK, France, Brazil and Mexico.
For additional information and image material:
Jaqueline Fette (Director of Marketing)
Tel: +1 248 427-3943
Cell: +1 248 954 8383
E-Mail: jaqueline.fette@gehring-group.com
Gehring L.P.
24800 Drake Road
Farmington Hills, Michigan 48335
www.gehring-group.com
Summary
A Detroit-based manufacturer of workhorse diesel engines for trucks that run millions of miles tests the durability and performance of each engine with dynamometers. This testing burns more than two million gallons of fuel each year and generates tremendous amounts of heat that is released through cooling towers in the roof. In a pilot project using Siemens Sinamics® variable frequency AC drives to control two dynamometers, the company is capturing the wasted heat energy and returning it to the factory grid, saving about $150,000 a year in utility costs. Once deployed across all 30 test stands, this solution could save $2.2 million and reduce CO2 emissions by 15 metric tons each year, making the operation more sustainable, more compliant and more profitable.
T he Challenge
he Challenge
Burning more than two million gallons of diesel fuel a year should do more than simply heat the skies above Detroit, Michigan.
For years, though, that was all one leading manufacturer of diesel engines was getting from the heat produced during virtually non-stop operation of a diesel engine testing facility the size of a major league stadium. Then the company had a brilliant idea: Why not capture the energy generated by its testing and put it back into its own grid to lower its utility costs?
As part of one of the largest truck manufacturing companies in the world, the engine maker produces diesel engines for trucks, heavy equipment and other applications requiring lots of horsepower over long time periods. Its truck engines are the 600 horsepower workhorse engines that power big semi-trailer truckson the nation’s highways. They are designed to run millions of miles and non-stop testing helps ensure they can go the distance.
 To test the durability and performance of these engines, its engineers use test stands in a huge, ventilated facility adjacent to its manufacturing plant. A test stand consists of a diesel engine coupled to a dynamometer that applies a load to the engine that is equivalent to pulling a 40-foot, fully loaded trailer weighing 20 tons or more.
To test the durability and performance of these engines, its engineers use test stands in a huge, ventilated facility adjacent to its manufacturing plant. A test stand consists of a diesel engine coupled to a dynamometer that applies a load to the engine that is equivalent to pulling a 40-foot, fully loaded trailer weighing 20 tons or more.
Although there are different types of dynamometers, this diesel engine producer uses one with an eddy-current clutch, which puts an electrical flux around the rotor of a motor providing resistance to the engine. The test beds are cooled via a water-to-air cooling system that circulates cool water through the hot machinery. The rotational force generated by the engine is used to pump the heated water up to the cooling towers on the roof where it the cool Detroit air absorbs the heat. After the cooling towers, the water is ready to be used to cool the system again.
 According to thefacilities manager in charge of the testing labs, the 30 test stands run constantly except when a new motor is being connected for testing. The lab’s testing procedures consume about 2.5 million gallons of fuel each year — the equivalent to what about 4,000 cars would burn a year.
According to thefacilities manager in charge of the testing labs, the 30 test stands run constantly except when a new motor is being connected for testing. The lab’s testing procedures consume about 2.5 million gallons of fuel each year — the equivalent to what about 4,000 cars would burn a year.
In 2008, and the testing labs’ facilities manager and environmental engineering manager began discussing the possibility of recovering the energy produced by the engines and feeding it back into the facility’s own grid. They thought the electricity generated internally could help offset the 2.1 megawatts of electricity it buys each year from the local utility.

Siemens S150 variable frequency drives
The Solution
With the help of AEM, Inc., a long-time Siemens channel partner, the diesel engine producer developed a pilot solution based on recovering the wasted energy by replacing the eddy-current dynamometer of two test stands with an induction motor and four-quadrant Sinamics® S150 variable frequency drive (VFD). The motor will be holding back against the customer’s test engine and thus generating energy. The S150 VFD has an “active front end” design that provides regeneration capability to recover the energy previously wasted as heat and return it to the company’s own power grid.
Planning and designing the solution using Siemens variable frequency drives began in 2008 and the deployment occurred in mid-2009.
The Results
While the pilot solution is a significant departure from the company’s existing test bed technology, the expected maintenance and environmental savings has the facilities team considering a full migration to the Siemens solution.
 The two test stands using the Siemens solution are expected to save about $150,000 a year in utility costs, a payback of less than four yearsbased on energy savings alone. The payback is even faster once the costly maintenance of eddy-current clutches and the cost of cooling the water used to dissipate heat generated by the old eddy current clutches are eliminated.
The two test stands using the Siemens solution are expected to save about $150,000 a year in utility costs, a payback of less than four yearsbased on energy savings alone. The payback is even faster once the costly maintenance of eddy-current clutches and the cost of cooling the water used to dissipate heat generated by the old eddy current clutches are eliminated.
Given economies of scale in converting the rest of the test stands, the recovered energy will make this Siemens customer more energy self-sufficient. And the energy cost-savings would add up to potentially an additional $2.1 million a year. The company would also prevent about 15 metric tons in CO2 emissions each year.

For further tech detail on the Siemens S150 drives, please visit:
For further information on this story, please contact:
SIEMENS INDUSTRY, INC.
DRIVE TECHNOLOGIES
MOTION CONTROL
MACHINE TOOL BUSINESS
390 Kent Avenue
Elk Grove Village, IL 60007
Phone: 847-640-1595
Fax: 847-437-0784
Web: www.usa.siemens.com/cnc
Email: SiemensMTBUMarCom.sea@siemens.com
Attention: John Meyer, Manager, Marketing Communication
Follow us on Facebook: www.facebook.com/SiemensCNC or Twitter: www.twitter.com/siemens_cnc_us.
—
Siemens Industry Sector is the world’s leading supplier of innovative and environmentally friendly products, solutions and services for industrial customers. With end-to-end automation technology and industrial software, solid vertical-market expertise, and technology-based services, the sector enhances its customers’ productivity, efficiency and flexibility. With a global workforce of more than 100,000 employees, the Industry Sector comprises the Industry Automation, Drive Technologies and Customer Services Divisions as well as the Metals Technologies Business Unit. For more information, visit http://www.usa.siemens.com/industry.
The Siemens Drive Technologies Division is the world’s leading supplier of products, systems, applications, solutions and services for the entire drive train, with electrical and mechanical components. Drive Technologies serves all vertical markets in the production and process industries as well as the infrastructure/energy segment. With its products and solutions, the division enables its customers to achieve productivity, energy efficiency and reliability. For more information, visit http://www.usa.siemens.com/drivetechnologies.
Continue reading