
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
By Ryan Jarvis, Head of Vertical Markets for Food, Beverage & CPG, Siemens Industry, Inc., Factory Automation
 Editor Note: In this article, the author makes the case for the digital factory in food & beverage processing. Much of the input here resulted from a “panel of experts” discussion held recently at the 2018 Manufacturing in America trade event, sponsored by Siemens at Ford Field in downtown Detroit, Michigan.
Editor Note: In this article, the author makes the case for the digital factory in food & beverage processing. Much of the input here resulted from a “panel of experts” discussion held recently at the 2018 Manufacturing in America trade event, sponsored by Siemens at Ford Field in downtown Detroit, Michigan.
In a recent study we conducted at Siemens, where we talked to 40 firms in food & beverage, it was determined that over 50% of firms are already using connected sensors in their operations. Likewise, 60% are using digitalization tools such as track-and-trace to monitor ingredient flow through their supply chain. Finally, over two-thirds of those surveyed are encouraging their suppliers to provide data from their own operations and production processes, improving transparency and creating new opportunities to drive efficiencies.
That’s the good news.
On the flip side, less than half are using advanced data analytics, 85% have lag times over 24 hours between data collection and analysis, plus, perhaps the most challenging fact, over a quarter of the companies surveyed do not yet have a fully defined data management strategy.
In the past, the notion of a food or beverage processor being able to look at a prioritized set of data, in the cloud, in real time, making OEE, shift or even complete plant utilization assessments and sending instantaneous triggers for corrective action to the factory floor with remote, ongoing data back-up for further analysis that included supply chain and even consumer feedback would have been a wish list item.
Not anymore.
With the onset of complete product lifecycle management (PLM) technology, coupled with advanced machine controls, data gathering devices and communications software, with platform-as-a-service capabilities, today’s processor can transition to the digital factory with greater ease and confidence than previously thought possible. As one industry expert observed, “Digitalization is making its entry into our market, but it does require management to have vision, a competent team to do an evaluation and a trusted supply chain of vendors and integrators to make it happen.”

Line efficiency, speed, product validation, production tracking and, a rapidly emerging trend in our business, namely, the need to have flexibility in the line for changeovers to meet the increased variety demands of the buying public are all drivers in this rapidly evolving landscape of the digital factory.
Expanding on some of these points:
During the recent Manufacturing in America event at Ford Field in Detroit, at a Futures Forum sponsored by Siemens, a panel of industry experts from various segments of the food, beverage and CPG market gathered to discuss the trends in digitalization and its impact on their companies, their equipment and, of critical importance, their people, both current and future team members.
This recap summarizes a very lively 90-minute discussion held at the Forum, which was moderated by the author.

The session included a review of the best practices and outlook for digitalization among the manufacturers, equipment builders and others in the supply chain, as well as the editor from a leading automation trade magazine.
While the participants were already engaged at different levels in the digitalization process, one remaining hurdle was exactly that degree of difference, as it impacts their relationship with vendors, distributors, automation integrators and end users alike.
Most all at the forum had significant automation and digital factory initiatives in progress or planned for the near future, a very positive sign for the industry in its quest for global competitiveness.
As consumer demand for product diversification, transparency in ingredient sourcing and even the packaging variances between the local grocer and the big box retail operation all affect the operation of the food & beverage industry, the future opportunities for digitalization and its possibilities for manufacturers will continue to expand at a rapid pace.
Another key concern for the group was the process of introducing employees, including those with decades of experience on the job but little exposure to the digital world, to this emerging trend. Most companies were actively engaged in training, both for the current labor force and the next generation. It was agreed that the machines and equipment in the factory needed to reflect the HMI qualities of the consumer electronics that occupy so much of modern life today. As a collateral benefit, the digital factory, by definition, would attract more young talent to enter the manufacturing field. As one participant put it, “They expect digital nowadays.”
 On the logistics of implementing digitalization, it was unanimously agreed that one-off projects would not achieve the desired results with any efficiencies. The better approach was a thorough plan, developed by the end user working with their machinery, equipment and automation suppliers, as well as customers, to achieve an optimum hierarchy of needs.
On the logistics of implementing digitalization, it was unanimously agreed that one-off projects would not achieve the desired results with any efficiencies. The better approach was a thorough plan, developed by the end user working with their machinery, equipment and automation suppliers, as well as customers, to achieve an optimum hierarchy of needs.
All agreed line efficiency and speed were paramount on the scale of basic requirements for an effective system. Product validation and production tracking in a digital environment means analyzing not merely collecting data, in real time. The goal is delivery of actionable knowledge about the process, they concurred.
For the factory floor, the impact of robotics was a very lively topic of discussion. It was noted that “…robots can replace but also augment people and this will require an entirely new paradigm of ergonomics.”
On the financial front, it was agreed that driving management to implement digitalization must be more than a decision about dollars. The future of the companies that were major players in food & beverage 50 years ago was directly tied to their willingness to adapt every aspect of their companies to the changing tastes and purchasing practices of the buying public. Today, there are myriad means available for the younger generation to acquire everything they touch, wear, taste, drive and consume. The smart companies, it was mused, will be the SMART companies, meaning those who incorporate the digital factory precepts into their entire operation and company vision.
The following list was suggested as areas where digitalization would have influence in the industry today…
Finally, the fun part…an outlook overview on the future of the market, from the perspective of the participants on the panel and in the audience. All the following areas were discussed as potential and, in some cases, already initiated areas for digitalization to become a positive factor…
Author:
Ryan Jarvis may be contacted for comments or questions at ryan.jarvis@siemens.com.
About Siemens USA
Siemens Corporation is a U.S. subsidiary of Siemens AG, a global powerhouse focusing on the areas of electrification, automation and digitalization. One of the world’s largest producers of energy-efficient, resource-saving technologies, Siemens is a leading supplier of systems for power generation and transmission as well as medical diagnosis. With approximately 348,000 employees in more than 190 countries, Siemens reported worldwide revenue of $86.2 billion in fiscal 2015. Siemens in the USA reported revenue of $22.4 billion, including $5.5 billion in exports, and employs approximately 50,000 people throughout all 50 states and Puerto Rico.
No. 1043 is a 500°F (260°C), special universal air flow oven from Grieve, currently used to post-cure hose lengths at the customer’s facility. Workspace dimensions of this oven measure 12” W x 30” D x 12” H. 24KW are installed in Incoloy sheathed tubular heating elements, while a 2000 CFM, 2 HP recirculating blower provides front to rear universal airflow.
 This Grieve universal air flow oven features 6” insulated walls, aluminized steel exterior and Type 304, 2B finish stainless steel interior. Additional features include truck wheel guide tracks on floor and an integral leg stand.
This Grieve universal air flow oven features 6” insulated walls, aluminized steel exterior and Type 304, 2B finish stainless steel interior. Additional features include truck wheel guide tracks on floor and an integral leg stand.
Controls on the No. 1043 include a digital programming temperature controller, manual reset excess temperature controller with separate contactors and a recirculating blower airflow safety switch.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, Illinois 60073-2835
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese.

P.J. “Pat” Calabrese
The entire family of The Grieve Corporation mourns the loss of its longtime President, P.J. “Pat” Calabrese, who died on February 17, 2018 in Lake Forest, Illinois at the age of 90. Pat was the President of Grieve, a world leader in industrial ovens and furnaces, from 1958 until his retirement in 2008. He worked closely with the company’s founder, Price Grieve. Pat’s son Frank is currently the VP of Sales & Marketing, while Price’s son Doug is the President and CEO of the company, founded by Mr. Grieve in 1949.
Pat was born in Chicago, graduated in 1949 from the University of Illinois with a BS in Mechanical Engineering and was awarded that school’s prestigious Distinguished Alumni Award in 2001. He also held a number of positions with various industrial, business and Catholic charitable organizations.
Pat began his career at Grieve in 1958 as National Sales Manager, becoming President in 1968 and finally Chairman in 2006, following the death of Mr. Grieve. During his tenure as President, the company grew steadily to become a global supplier of heat processing equipment for virtually every industry in every industrialized country in the world.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, Illinois 60073-2835
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese.
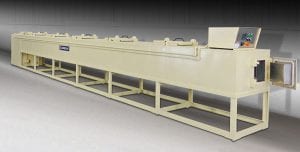
 No. 1046 is a 750°F (399°C), gas-fired cabinet oven from Grieve, currently used for baking radiator cores at the customer’s facility. Workspace dimensions of this oven measure 80” W x 88” D x 18” H. 800,000 BTU/HR are installed in a modulating natural gas burner, while a 12,500 CFM, 10 HP recirculating blower provides vertical upward airflow to the workload.
No. 1046 is a 750°F (399°C), gas-fired cabinet oven from Grieve, currently used for baking radiator cores at the customer’s facility. Workspace dimensions of this oven measure 80” W x 88” D x 18” H. 800,000 BTU/HR are installed in a modulating natural gas burner, while a 12,500 CFM, 10 HP recirculating blower provides vertical upward airflow to the workload.
This Grieve cabinet oven has a 76” wide x 76” long, 750 lb. capacity pneumatic operated rollout shelf with an insulated plug to seal doorway opening. Features include 8” insulated walls, top-mounted heat chamber and 16-gauge, Type 316, 2B finish stainless steel interior with continuously welded seams.
Additional features include a 16-gauge, 304 stainless steel oven front with a pneumatically operated vertical lift door, an exhaust hood incorporated into the vertical lift door guard and a 1500 CFM powered forced exhauster with motorized damper to increase exhaust as the door is opened. The oven is equipped with safety equipment required by IRI, FM and National Fire Protection Association Standard 86 for operation with flammable solvents.
Controls on the No. 1046 include a digital programming temperature controller, manual reset excess temperature controller with separate contactors and a recirculating blower airflow safety switch.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, Illinois 60073-2835
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese.
 CNP – Technology Water and Biosolids, a division of Centrisys Corporation in Kenosha, Wisconsin, recently supplied the Howard County Department of Public Works with the patented CNP AirPrex process. AirPrex, scheduled to be operational during the Q3 2018, will improve the current biosolids processing facility by sequestering phosphorous and preventing the formation of phosphorous scale known as struvite.
CNP – Technology Water and Biosolids, a division of Centrisys Corporation in Kenosha, Wisconsin, recently supplied the Howard County Department of Public Works with the patented CNP AirPrex process. AirPrex, scheduled to be operational during the Q3 2018, will improve the current biosolids processing facility by sequestering phosphorous and preventing the formation of phosphorous scale known as struvite.
Howard County Department of Public Works engaged HDR to provide engineering design services for upgrades to the biosolids facilities at the Little Patuxent Water Reclamation Facility in Savage, Maryland. The Little Patuxent facility used dewatered cake lime stabilization for biosolids treatment. The changes to the biosolids processing included eliminating the lime system and replacing it with anaerobic digesters, centrate demmonification and associated solids screening, thickening, odor control and digester gas handling improvements.
After an extensive evaluation of phosphorous removal technologies, the design was based on AirPrex because of its demonstrated ability to prevent struvite precipitation in downstream processes, including piping and the solids dewatering equipment. The Little Patuxent facility uses decanter centrifuges for biosolids dewatering.The AirPrex process is a patented phosphorus recovery technology owned by CNP. AirPrex reduces problematic struvite buildup in wastewater treatment plants improving overall plant efficiencies, including dewatering improvements resulting in significant operational cost savings for treatment plants.

Click to enlarge
AirPrex’s flexibility was another factor in the design. The process either sequesters struvite, leaving it in the biosolids stream for land application on farm fields as fertilizer, or recovers struvite, separating it from the biosolids stream. Once separated, the struvite can be used as a beneficial slow-release fertilizer.
Howard County selected the Construction Manager at Risk (CMAR) delivery method for the construction of the upgrades and installation of AirPrex. Clark Construction, the CMAR contractor, negotiated with Kershner Environmental Technologies, the local CNP representative, on behalf of the county to procure AirPrex.
The Little Patuxent Water Reclamation Facility is a 29 MGD advanced wastewater treatment plant using enhanced nutrient removal processes to reduce nitrogen and phosphorous discharges to the Chesapeake Bay. The facility serves 56 percent of the county’s 317,000 population.
CNP – Technology Water and Biosolids designs and supplies nutrient recovery and biosolids treatment optimization systems. CNP’s key technologies are: AirPrex® and CalPrex™, phosphorus recovery technologies, and PONDUS™, a Thermo-Chemical Hydrolysis Process (TCHP). CNP is a division of Centrisys Corporation. Centrisys Corporation is a U.S.A. manufacturer of dewatering centrifuges, sludge thickeners and complete dewatering systems for municipal and industrial wastewater. The company’s focus is centrifuge equipment, including the award winning THK sludge thickener. Centrisys provides global service, repair and parts for all brands of centrifuges.
For more information, please contact:
Centrisys/CNP
9586 58th Place
Kenosha, WI 53144
262-654-6006
Jessie Jones, Marketing Associate
Email: Jessie.jones@centrisys.us
Website: www.cnp-tec.com
 The Multi-Carrier-System (MCS), a configurable transport system, is jointly manufactured by Siemens and Festo. The MCS delivers unparalleled levels of flexibility and can be easily incorporated into existing processing and packaging environments.
The Multi-Carrier-System (MCS), a configurable transport system, is jointly manufactured by Siemens and Festo. The MCS delivers unparalleled levels of flexibility and can be easily incorporated into existing processing and packaging environments.
The MCS addresses the acute need for flexibility in modern manufacturing and production environments driven by increasingly complex product diversity, shorter product life cycles and growing levels of mass customization.
In this configurable transport system, the transport carriages, which are driven by linear motors, are flexibly moved to the individual units, e.g. filling, closing or labeling unit. The system moves freely and exactly synchronously to the process and can be integrated in the existing intralogistics – including seamless loading and unloading of the carriages. The other transport paths remain unchanged. The modular concept allows a quick conversion of the machine to different formats, other product types or seasonal requirements. The integrated concept allows control of the transport movements and Motion Control functionality as well as the coordination of additional machine module.
The MCS provides many benefits:
The MCS incorporates options for processing and packaging customers to achieve goals for advanced manufacturing. Some of these options are flexible electromechanical design for economic production down to batch sizes of one and decentralized sensors and intelligence incorporated within the work piece carriers and drives.
The modular servo controller and the motion controller also fully reflect the cyber-physical integration of Industrie 4.0 systems. The system provides OPC Unified Architecture (OPC-UA) messaging enabling open integration into Industrie 4.0 architectures and enterprise systems such as SAP.
Siemens offers a comprehensive portfolio of seamlessly integrated hardware, software and technology-based services in all aspects of packaging. Siemens supports the packaging industry on an industrial scale enhancing flexibility and efficiency processes and reducing the time to market.




Contact for product inquiries and information:
Mathias Radziwill
Phone: (800) 743-6367
Email: mathias.radziwill@siemens.com
Follow us on Twitter at: www.twitter.com/siemens_press
About Siemens USA
Siemens Corporation is a U.S. subsidiary of Siemens AG, a global powerhouse focusing on the areas of electrification, automation and digitalization. With approximately 348,000 employees in more than 190 countries, Siemens reported worldwide revenue of $86.2 billion in fiscal 2015. Siemens in the USA reported revenue of $22.4 billion, including $5.5 billion in exports, and employs approximately 50,000 people throughout all 50 states and Puerto Rico.
About Festo
Festo is a leading manufacturer of pneumatic and electromechanical systems, components, and controls for process and industrial automation. For more than 40 years, Festo Corporation has continuously elevated the state of manufacturing with innovations and optimized motion control solutions that deliver higher performing, more profitable automated manufacturing and processing equipment.
 No. 1044 is a 2000°F (1093°C), inert atmosphere bench furnace from Grieve, currently used for heat treating at the customer’s facility. Workspace dimensions of this furnace measure 12” W x 18” D x 8” H. 6KW are installed in nickel chrome wire coils supported by ceramic plates.
No. 1044 is a 2000°F (1093°C), inert atmosphere bench furnace from Grieve, currently used for heat treating at the customer’s facility. Workspace dimensions of this furnace measure 12” W x 18” D x 8” H. 6KW are installed in nickel chrome wire coils supported by ceramic plates.
This Grieve bench furnace features 5” thick insulated walls comprised of 1” of 2600°F ceramic fiber and 1” of 2300°F ceramic fiber and 3” of 1900°F block insulation. Features include a vertical lift door with gas spring counter balance and inert atmosphere construction, including a continuously welded outer shell, high temperature door gasket, sealed heater terminal boxes, inert atmosphere inlet and inert atmosphere outlet. Additional features include an inert atmosphere flow meter and normally closed solenoid valve on atmosphere inlet.
Controls on the No. 1044 include a digital programming temperature controller and manual reset excess temperature controller with separate contactors.
For more information, please contact:
THE GRIEVE CORPORATION
500 Hart Road
Round Lake, Illinois 60073-2835
Phone: (847) 546-8225
Fax: (847) 546-9210
Web: www.grievecorp.com
Email: sales@grievecorp.com
Attention: Frank Calabrese.
Leading Metrology Provider Now Certified in FFL and ITAR

Exact Metrology, a comprehensive metrology services provider, announced that they recently received two new certifications; the FFL (Federal Firearms License) and ITAR (International Traffic in Arms Registration). Both the FFL and ITAR certifications are required by the Federal Government for any manufacturer or dealer to deal with firearms.
These certifications allow customers to now send Exact Metrology handguns and other types of firearms to be 3D scanned and reverse engineered. Exact uses a high-quality, high-resolution blue light 3D scanner which picks up a high level of detail and accuracy. The scans are typically used for aftermarket accessories, such as holsters, sites, grips and other products that can be added on when the equipment data is not available.
 Exact Metrology is a comprehensive metrology services provider, offering customers 3D and CT scanning, reverse engineering, quality inspection, product development and 2D drawings.
Exact Metrology is a comprehensive metrology services provider, offering customers 3D and CT scanning, reverse engineering, quality inspection, product development and 2D drawings.
Exact Metrology offers a complete line of portable scanning and measurement technologies, as well as contract measurement services for 3D laser scanning, reverse engineering, non-contact inspection, metrology, 3D printers and 3D digitizing. Exact sells and rents metrology equipment solutions, in addition to providing testing as a service and application software training.
Exact Metrology is an ISO 9001:2008 and AS9100 Certified Company and is also ITAR Registered.
Exact Metrology, with facilities in Cincinnati and Milwaukee and affiliated offices throughout the Midwest, is a comprehensive metrology services provider, offering customers 3D and CT scanning, reverse engineering, quality inspection, product development and 2D drawings. The company also provides turnkey metrology solutions, including equipment sales and lease/rental arrangements.
For more information, please contact:
Dean Solberg
Exact Metrology, Inc.
20515 Industry Avenue
Brookfield, WI 53045
Phone: 262-533-0800
Local: 866-722-2600
www.exactmetrology.com
deans@exactmetrology.com
Continue reading
Siemens offers a new servo package consisting of drive, motor and controller for
a wide variety of motion control applications
 With its Sinamics S210 converter designed specifically for use with the newly developed Simotics S-1FK2 motors, Siemens is offering a new and innovative servo drive system in an initial offering from 50–750 watts. The converters come with integrated safety functions and enable rapid engineering via motion technology objects in Simatic S7-1500 controllers. They are connected to higher-level controllers via Profinet and are quickly and easily programmed by automatic motor parameterization and one-button tuning. Typical uses for this new drive system include packaging machines, handling applications such as pick-and-place, wood and plastics processing, as well as life sciences and digital printing.
With its Sinamics S210 converter designed specifically for use with the newly developed Simotics S-1FK2 motors, Siemens is offering a new and innovative servo drive system in an initial offering from 50–750 watts. The converters come with integrated safety functions and enable rapid engineering via motion technology objects in Simatic S7-1500 controllers. They are connected to higher-level controllers via Profinet and are quickly and easily programmed by automatic motor parameterization and one-button tuning. Typical uses for this new drive system include packaging machines, handling applications such as pick-and-place, wood and plastics processing, as well as life sciences and digital printing.
“The Sinamics S210 focuses on highly-dynamic motor axis control, while the connected controller, for example the Simatic S7-1500 or S7-1500T with its extended motion control functionality, takes complete charge of positioning functions for the connected drive axes.”, says Craig Nelson, product manager for Sinamics S-series drives.
The Sinamics S210 is commissioned using an integrated web server. One-button tuning functionality allows automatic optimization of control parameters, taking into consideration the behavior of the connected mechanics by different dynamic levels.
Integrated safety functions include STO (Safe Torque Off) and SS1 (Safe Stop 1). Both can be actuated using Profisafe, STO additionally using a terminal. Additional functions are currently in the preparation stage. In conjunction with the rapid sampling and smart control algorithms of the Sinamics S210, a high-grade encoder system on the Simotics 1FK2 motor and the combination of low rotor inertia and high overload capability, allow the servomotors to achieve outstanding dynamic performance and precision.
Simotics 1FK2 motors are connected to the converters using a “One Cable Connection” (OCC), which includes the power conductors, encoder signal and brake — all grouped together in an exceptionally thin cable measuring just 9 millimeters in diameter. Its minimal cross-section makes the OCC cable thinner, lighter and more flexible than previous power cables, considerably simplifying the cabling process. This results in a single motor plug connector and connection at the converter is just as simple with user-friendly plugs with push-in terminals on the front.
To learn more about the Sinamics S210 servo system, please visit: usa.siemens.com/sinamics-s210
The new Sinamics S210 drive system with Simotics S-1FK2 servomotors and Simatic S7-1500 controllers offer users a highly-dynamic servo package with integrated safety functions and quick commissioning.
Siemens Digital Factory (DF) offers a comprehensive portfolio of seamlessly integrated hardware, software and technology-based services in order to support manufacturing companies worldwide in enhancing the flexibility and efficiency of their manufacturing processes and reducing the time to market of their products.
For specific product information and inquiries, send an e-mail to: mc.us@siemens.com
Siemens Corporation is a U.S. subsidiary of Siemens AG, a global powerhouse focusing on the areas of electrification, automation and digitalization. One of the world’s largest producers of energy-efficient, resource-saving technologies, Siemens is a leading supplier of systems for power generation and transmission as well as medical diagnosis. With approximately 351,000 employees in 190 countries, Siemens reported worldwide revenue of $88.1 billion in fiscal 2016. Siemens in the USA reported revenue of $23.7 billion, including $5.4 billion in exports, and employs approximately 50,000 people throughout all 50 states and Puerto Rico.
Major machine tool builder offers their customer an entry-level, compact machine that works a 440-pound steel workpiece into a rock bit with better tool life, higher degree of accuracy and overall production efficiencies through partnership with Siemens

A DMG employee showcasing the DMU 50 with Siemens’ 840D sl CNC. The features of the 840D allow a streamlined simulation of the actual cutting path.
DMG MORI manufactures a wide variety of conventional chip-cutting machining centers for OEMs and production job shops serving the demanding oil-and-gas industry. Inherent in this market are several factors that lobby for great care and planning in the machining process. Typically, components produced for the oil-and-gas field are very large, very heavy and often have complex contours, making the machining time long and the tool life short. The DMU 50, although an entry-level 5-axis machining center from DMG MORI, is a compact unit that features considerable strength, as the following example will detail. “It is a David handles Goliath type of story,” says Matthias Leinberger, the business development director for Siemens PLM (Product Lifecycle Management).
On one recent application, DMG MORI was challenged with a 440-pound, 8” diameter x 8” high workpiece made from 1045 grade steel and being machined into a rock bit for oil field exploration. The customer further presented the builder with the need for fast changeover to produce the part from various metal materials, with all the attendant tool changes and workpiece setup variances present. The customer, a major upstream oil industry supplier, was trying to decide if the better path for this product was a single block of steel or a near net casting being machined. Both high-speed roughing and then very precise 5-axis machining were required in this small footprint machine, which had been selected by the customer due to specific plant capacity utilization concerns, plus their desire for a flexible, reasonably priced and highly cost-effective machine tool.

Close up of the DMU 50 with Siemens’ 840D sl CNC.
The machine builder turned to its longtime business partner, Siemens, for assistance. By offering a total package of CAD-CAM-CNC hardware, software and engineering services, Siemens was able to help the machine builder substantially improve every aspect of part production, including reduction of design-to-part protocols, machining time, tool life, surface finish, dimensional accuracies and overall production efficiencies. This scenario was particularly applicable in this case, as the production runs were anticipated to be low with short lead times.
Starting from the CAD file, the Siemens PLM team ran the program through its NX CAM process, eliminating the set-ups through full 5-axis operation. The User Defined Events (UDEs) feature inside the NX program allows simple check boxes for triggering post-processors references for coolant pressure, spindle speed settings and more. This avoids manual programming and, as a result, reduced the program transition time from as long as two days to approximately 30 minutes.

An oil field rock bit being machined on a DMU 50 with Siemens 840D sl CNC. Both high-speed roughing and precise 5-axis machining are possible on this small footprint, entry-level machine.
Once the program was ready for the CNC, the features of that control allowed a more streamlined simulation of the actual cutting path. The 3D quick set compressor feature provides a parametric itemized data file for all path motions, thereby eliminating collision and ensuring the optimum tool path, in conjunction with the NC kernel and PLC on the machine tool. As Siemens technical applications center manager Randy Pearson observes, “This feature is a huge time saver for our customer, as the test ball and probe in the spindle mechanism can be run at any point in the cycle, testing the actual machine kinematics at any time. The procedure can also be automated to run on the table at prescribed time intervals.”
The high-speed machining feature is highlighted here by Cycle 800, which is a static plane transformation that allows a 5-axis machine to define a rotated working plane in space. It is commonly known in the trade as 3+2 programming. The cycle converts the actual workpiece zero and tool offsets to refer to the rotated surface. Of note here, the cycle accommodates particular machine kinematics and positions the physical axes normal to the working plane. This is referenced as TRAORI or transformation orientation.
Meanwhile, Sinumerik Operate, the CNC’s easy-to-use, graphical user interface on the machine allows the operator to perform a variety of integrated tool management and information management functions, all transportable on a USB or network connection.
In the simulation, the loading and fixturing of the workpiece is performed virtually in the NX CAM program, which also calculates a consistent chip load, critical in these large material removal applications. The simulation further verifies the tool length at all cutting sections and the program is finalized for the machine to begin.
In production, this process also yielded a substantial improvement in tool life on this very heavy part over the 3-¾hour cycle time, according to DMG National Product Manager, Luke Ivaska. “With the combination of the NX CAM software, plus the CNC on the machine and all it could do, we had some initial challenges, as most software programs are purpose-built CAM packages that allow quick and easy use by anyone. They have significant limitations; however, as the software drives the tool path and the operator has very little control. With NX and Sinumerik CNC, we have a lot more input on the creation of the tool path. I have yet to find a problem I could not solve with NX.”
In the CNC, the Sinumerik Operate affords the end user’s operator and manufacturing engineering personnel full access to a variety of conditions in production, including all roughing and finishing data in plain text, plus all 5-axis transformation orientation data logged for restart after any interruption and manual restart.

An 8×8″ rock bit machined from 1045 grade steel on the DMU 50. Speedy setup and machining was made possible with Siemens’ total package of CAD-CAM-CNC hardware.
Easy-to-use probing for work offsets is another advantage the builder and their customer enjoy with the CNC used on this machine. The operator is guided graphically for setting the workpiece zero, for example, while the tool length is automatically included in the calculation. With the Operate system, the difference between the position value in the machine coordinate system and workpiece coordinate system is saved in the active zero offset.
The variable streamline operation of the machine tool combines here with an interpolated vector to produce a smoother finish in the machining of the intricate rock bit surfaces in a single tool path. The machine seamlessly transitions from square-to-round machining and then the extreme angle paths needed to accurately machine the internal surfaces. A single bit portion of the program is automatically captured, so a step-and-repeat program can be built-up. The simulation of each bit cutting path was done on both the NX CAM and the CNC programs. It is literally like working with a “Digital Twin” of the machine.
This vectored program, it should be noted, is transportable to any machine with comparable results, according to Randy Pearson and PLM director of business development Matthias Leinberger, who comments, “Precisely because the machine kinematics are knowable, this program, once created, can be transferred onto multiple machines within the same facility or run by shops around the world, all tied together by the control, so there is total continuity between the operations, the data capture protocol and feedback received for production analysis.” Randy Pearson further noted that, in this application, the customer’s desire to change the materials used on successive runs could be easily accommodated by the control, owing to its ability for on-the-fly adjustments, based on the orientation of the tool tip to the workpiece.
This project was accomplished, using CELOS® onboard the DMG MORI machine. CELOS facilitates the total interaction between operator and machine, in this application, as it has numerous apps to enable instant call-up of actual conditions, full data comparison through a link to CAD and CAM products, plus full interface to the customer company’s ERP system for logging and analysis, with in-process remote adjustments achievable. In the case of this oil-and-gas customer, interactive communication to a global production network is also provided, which allow the customer to run parallel production of different rock bits at locations around the world, with seamless data tracking and full production analysis.
For more information on this story, please contact:
Siemens Industry, Inc.
John Meyer
(847) 640-1595
john.meyer@siemens.com
For specific product information and inquiries, call (800) 879-8079 ext. Marketing Communications or send an e-mail to: cnc.us@siemens.com
To watch a video of this line in operation, please visit https://youtu.be/xA1hyv6A7Hs
Continue reading