
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Advanced Machine & Engineering Co. (AME) will be exhibiting their machine tool component products in both the East and West buildings this year at IMTS 2014. In the West building, at booth W-2405, they will be showing their fixturing product lines under the Amrok brand name, which consists of the following products:
• Amrok Epoxy-mineral Tombstones
• Amrok Cast Iron Tombstones
• Triag Modular Workholding
• Jakob Clamping

Amrok Epoxy Tombstone
Click here to add AME to your IMTS Show Planner!
In the East building, at booth E-5718, they will be showing the remainder of their product lines consisting of the following products:
• Amlok Rod Locks
• Ott-jakob Power Drawbars
• Stotz Air Gaging
• Spieth, Ambush & Amdisk Precision Components
• Ott Gears
• Sitema Press Safety
• Amsaw Carbide Production Saws
Click here to add AME to your IMTS Show Planner!
Also see their sister company Hennig Inc. for machine protection products at booth E-5610.
Click here to add Hennig to your IMTS Show Planner!
For more information, visit www.ame.com or contact:
Tim Waterman
ADVANCED MACHINE & ENGINEERING CO.
2500 Latham St.
Rockford, IL 61103
Phone: 815-316-5277
Fax: 815-962-6483
E-mail: info@ame.com
Connect with AME online: ![]()
![]()
![]()
![]()
![]()
![]()
Hennig Inc. will be exhibiting their machine protection products at IMTS 2014. In the East building, at booth E-5610, they will be showing the following products:
• Chip Conveyors
• Chip Disc Filtration (CDF) Systems
• Telescopic Steel Covers
• Folded Bellows
• Flex-Protect Systems
• Machine Enclosures
• Roll-up & Flexible Apron Covers
• Wiper Systems
• XYZ-Modules
 Hennig Chip Conveyor
Hennig Chip Conveyor
Click here to add Hennig to your IMTS Show Planner!
Also see their sister company, Advanced Machine & Engineering Co., at booths W-2405 and E-5718 for machine tool component products.
Click here to add AME to your IMTS Show Planner!
For more information contact:
Tim Waterman
Hennig Inc.
9900 N. Alpine Rd.
Machesney Park, IL 61115
(815) 316-5277
info@hennig.ame.com
www.hennigworldwide.com
Connect with Hennig online: ![]()
![]()
![]()
![]()
![]()
![]()
![]()
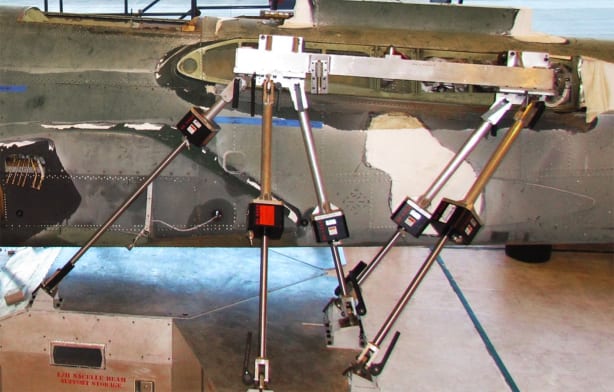
Unique rod lock assemblies from Advanced Machine & Engineering built into Boeing fixtures; used to stabilize airframe, maintain structural integrity during and after major repairs
 AMLOK® rod locks shown at wing fitting attach points on A-10 Warthog
AMLOK® rod locks shown at wing fitting attach points on A-10 Warthog
During the maintenance and repair operations of A-10 Warthog aircraft at Hill Air Force Base in Utah, a unique product design from Advanced Machine & Engineering (AME) helps maintain the structural integrity of this heavy airframe. AMLOK® pneumatic rod locks keep the load steady and ensure the aircraft will return to flight in its proper configuration. Boeing in St. Louis designed and built the fixtures for the Air Force and specified the rod locks, 28 on each of five (5) fixtures constructed for use at the Air Force base.
In use, each rod lock holds up to 5000 lbs. and maintains position with 0.002”-0.003” maximum backlash and repeatable positioning. The AMLOK® design functions by holding the cylinder rod in place and locking the load in place, when air pressure is removed. Only when the pressure is restored can the load be released. This power-off clamping protects operators and workload alike.
 Rod locks shown on nacelle attach points
Rod locks shown on nacelle attach points
The Air Force contracted Boeing to produce a series of fixtures to help perform major structural repair operations on the A-10. This was a new product design, conceived by Boeing, to solve the problem of holding the massive A-10 airframe in position while major structural sections were removed and replaced. In application, the rod locks provide a means of attaching the main fixture to the aircraft structure without introducing any external load to the structure. This fact is key to the overall repair operation, as the original shape of the craft must remain consistent during and after the repair. In addition, since the locking feature on the rod lock is activated when the pneumatic power is removed, it prevents inadvertent activation of the lock during the repair process, increasing technician safety substantially.
Another aspect of the AME rod lock design, they provide an uncomplicated, easy-to-install interface between the main repair fixture and the surface of the fuselage on the aircraft, doing so in a way that prevents the introduction of positive or negative loads to the fuselage in the resting position. Prior to start-up of operations, laser tracking measurements of the A-10 Warthog fuselage were consistently monitored by Boeing personnel during the initial prototype repair processes.
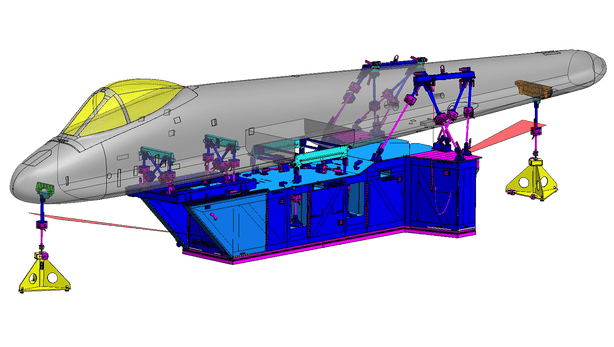 Overall view of the structure built by Boeing St. Louis to hold the airframe of the A-10 Warthog during the refurbish/repair ops at Hill Air Force Base in Utah. 28 rod locks on each of the five (5) total fixtures built by Boeing hold 5000 lb. load and maintain a .002-.003” maximum backlash, with no external load on the work surface, thus assuring the structural integrity of the fuselage during and after repairs
Overall view of the structure built by Boeing St. Louis to hold the airframe of the A-10 Warthog during the refurbish/repair ops at Hill Air Force Base in Utah. 28 rod locks on each of the five (5) total fixtures built by Boeing hold 5000 lb. load and maintain a .002-.003” maximum backlash, with no external load on the work surface, thus assuring the structural integrity of the fuselage during and after repairs
In operation, rod locks are positioned at seven (7) points on both sides of the fuselage along its entire length to provide adequate structural support. These points of contact also provide convenient attachment points on the aircraft, in relation to the components typically installed. In removing and replacing large sections of the fuselage, excess pressures can be exerted on the airframe, a potential cause of distortion.
Jack Bucheit, the lead tool engineer at the Boeing facility in St. Louis, notes, “The size and weight of the aircraft necessitated a unique solution. Our requirements exceeded the capacity of the standard rod locks catalogued by AME in size and weight ranges. AME stepped up and developed, then tested and supplied a specific rod lock designed to our specifications for this application. The performance was in line with all our expectations.” Others on the Boeing team included Jerry Dunmire, A-10 program manager, Dan Dudley, project manager and Brad Moore, tool engineer.
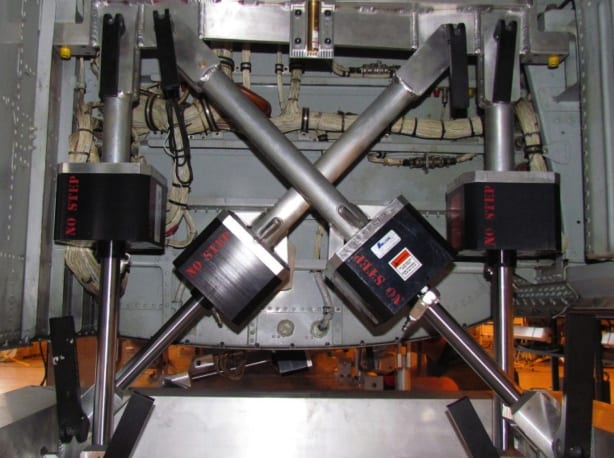 Gun bay attach points
Gun bay attach points
The AMLOK® rod locks on these fixtures minimize the over-travel, drifting, bouncing and reverse travel often encountered in pneumatic motion applications, according to the engineers consulted for this story.
Acting as the representative for AME on this project was Ray Varady, president of V-TEC Machine Tools, Inc. in Glen Carbon, Illinois, near St. Louis.
Shane Hatfield, sales manager at AME, led his team in the design and delivery of the rod locks to Boeing, who subcontracted the building of the fixtures to John Wisker and his team at WB Industries of O’Fallon, Missouri, also near St. Louis.
For more information on the repair ops referenced in this story, please contact:
Richard Essary
Chief of Media
Hill AFB Public Affairs Office
Hill Air Force Base (Utah)
Richard.essary.3@us.af.mil
Jim Pruin
Logistics Mgt Specialist
A-10 Program Manager
A-10 Depot Support Section
Hill Air Force Base (Utah)
James.Pruin.1@us.af.mil
For more information on the fixtures referenced in this story, please contact:
Bradley Moore
Tool Engineering
Boeing-St. Louis
314-233-8560
Bradley.m.moore@boeing.com
For more information on the rod locks referenced in this story, please contact:
ADVANCED MACHINE & ENGINEERING
2500 Latham Street
Rockford, IL 61103
Toll-Free: 800-225-4263
Phone: 815-962-6076
Fax: 815-962-6483
Web: www.ame.com
E-mail: shane@ame.com
Attention: Shane Hatfield, Sales Manager
Connect with AME online: ![]()
![]()
![]()
![]()
![]()
![]()
Advanced Machine & Engineering Co., is a manufacturer located in Rockford, Ill., serving the Machine Tool Industry with precision components and accessories, including spindle interface components, workholding devices and, through our sister company, Hennig, machine enclosures, chip removal and filtration systems. The Fluid Power – Safety markets are served with cylinder rod locks and Safety Catcher devices; and the Production Saw market with our AmSaw carbide saw machines and Speedcut blade products. AME has manufacturing partners and service centers around the world and across the U.S. To learn more, visit www.ame.com.
Hennig, Inc. designs and produces custom machine protection and chip/coolant management products for state-of-the-art machine tools. Hennig products are designed to protect against corrosion, debris and common workplace contaminants. Manufacturing facilities are located in the U.S., Germany, France, Czech Republic, Brazil, India, Japan and South Korea. Repair centers are located in Machesney Park, IL; Chandler, OK; Livonia, MI; Blue Ash, OH; Mexico City, Mexico; and Saltillo, Mexico. To learn more, visit www.hennigworldwide.com.
Continue readingHennig chip conveyors on Niigata machining centers maintain efficiencies and production on ductile iron castings used in heavy truck and military drive train projects at Michigan shop
 Machesney Park, Illinois – Accurate Gauge prides itself on the company motto that says, “The quality is not in the product, unless the quality is in the process.” As this busy Rochester Hills, Michigan machine shop can attest, the machining and assembly of large ductile iron castings into components for the heavy truck and military drive train markets is one that demands accuracy at every turn. Correspondingly, the heavy-duty manufacturing equipment here includes a line of Niigata SPN 701 horizontal machining centers (HMCs) with multiple pallets, used for machining very large, heavy workpieces with accuracy that ranks among the highest in the machine tool world market. As a result, Accurate boasts the industry leaders among its customers, including Meritor, Axle Alliance, Dana and Mack.
Machesney Park, Illinois – Accurate Gauge prides itself on the company motto that says, “The quality is not in the product, unless the quality is in the process.” As this busy Rochester Hills, Michigan machine shop can attest, the machining and assembly of large ductile iron castings into components for the heavy truck and military drive train markets is one that demands accuracy at every turn. Correspondingly, the heavy-duty manufacturing equipment here includes a line of Niigata SPN 701 horizontal machining centers (HMCs) with multiple pallets, used for machining very large, heavy workpieces with accuracy that ranks among the highest in the machine tool world market. As a result, Accurate boasts the industry leaders among its customers, including Meritor, Axle Alliance, Dana and Mack.

The shop machines over 98% of its workpieces from ductile iron and the iron sludge build-up in the coolant tank is an all too familiar problem for the production personnel. As Accurate’s engineering manager Mark Tario explains, “We approach every machine with a keen eye on machine uptime and an absolute ease of maintenance. We had experimented with other systems to handle cast ductile iron fines and knew their benefits as well as their shortcomings.” Mark notes the company had actually designed two systems in-house to improve the handling of chips and the cleaning of coolant. While the benefits had been appreciable, they felt there was still a shortfall and the team at Accurate began a systematic search for a better solution.

One of the potential vendors, Hennig, was an established force in the market, as the company’s chip conveyors and machine enclosures are found on many of the global machine tool builders’ equipment. A particular development from Hennig caught the attention of the team at Accurate, namely, a magnetic chip disc filtration system that represented a substantial improvement over the traditional drum screen filtration system used on most competing brands. The relative ease of changeover immediately impressed the Accurate engineers, both from the production and maintenance perspectives. As Mark explains, “Replacing the drum filter screens is not an easy task, in fact it can be downright miserable. The Hennig disc arrangement seemed to us a much easier system to operate and maintain. The incorporation of a rare earth drum & scraper assembly inside the conveyor appeared to be a great solution for minimizing the amount of cast iron fines reaching the coolant tank side of the system.” Mark notes the heavier-duty mechanical components and drive chains used on the Hennig conveyor were also impressive, providing a greater wear life and reduced downtime likelihood.
 An initial order was placed with Hennig for four Chip Disc Filtration (CDF) conveyors to run in tandem with the Niigata machines. All electrical controls, coolant tanks, pumps and other hardware were provided by Hennig. Mark and his team worked closely with the Hennig mechanical and electrical engineers, as well as the Hennig’s local representative, John Kaczmarek of Marathon Industrial Sales in Sterling Heights, Michigan, to complete the first installation. “We have over 40 years of experience in what works and what doesn’t in the machining of cast iron, so we had a very defined list of needs in all facets of the design, electrical functions and the very important aspect of machine to auxiliary equipment communication,” Mark notes, adding that the worst scenario in the shop occurs when the machining center is working, but the chip conveyor is not.
An initial order was placed with Hennig for four Chip Disc Filtration (CDF) conveyors to run in tandem with the Niigata machines. All electrical controls, coolant tanks, pumps and other hardware were provided by Hennig. Mark and his team worked closely with the Hennig mechanical and electrical engineers, as well as the Hennig’s local representative, John Kaczmarek of Marathon Industrial Sales in Sterling Heights, Michigan, to complete the first installation. “We have over 40 years of experience in what works and what doesn’t in the machining of cast iron, so we had a very defined list of needs in all facets of the design, electrical functions and the very important aspect of machine to auxiliary equipment communication,” Mark notes, adding that the worst scenario in the shop occurs when the machining center is working, but the chip conveyor is not.

Every aspect of the machine-to-conveyor connection was planned out by the Accurate team, including the layout of the coolant tank covers and the access ports. This attention to detail is something in which the company takes great pride. “The Hennig team was very good on this job and they realized that nothing less than their best efforts would satisfy us,” Tario notes.
Among the many issues Accurate had to overcome, downtime for maintenance was the most prominent. The machining of cast iron, by definition, creates considerable problems arising from the frequent need to replace conveyor chains, drum screens and other mechanical components that get infiltrated by the iron fines and literally lock up. The conveyor chains on the Hennig system, for example, were found stronger than the typical styles used on competing brands, which often required adjustments and repairs several times annually and were usually in need of total replacement, once a year. Depending on the severity of the repair or replacement operation, this situation resulted in many hours or even several days to rectify. Practically speaking, the maintenance personnel would get completely soaked and filthy with the coolant and sludge as a result.
 On the Hennig CDF system, by contrast, the discs can be easily removed and cleaned on a workbench, rather than reaching through narrow access ports to wrestle with a drum style filter. According to Mark, this entire process is a two-hour operation at most. Simple screen replacements can be done in thirty minutes or less, he notes.
On the Hennig CDF system, by contrast, the discs can be easily removed and cleaned on a workbench, rather than reaching through narrow access ports to wrestle with a drum style filter. According to Mark, this entire process is a two-hour operation at most. Simple screen replacements can be done in thirty minutes or less, he notes.
Another common problem for the maintenance personnel are coolant related failures. On the HMCs at Accurate, a substantial amount of “through the spindle coolant” is used to improve productivity. However, this generous use of coolant can create an immediate and dangerous problem, if the coolant runs low and the machine has no safeguard-warning device, especially when drilling and tapping. Nearly half the Accurate systems had no such devices originally, resulting in some damage conditions on the high-speed drills used here. A third of the later systems used at the company had a communication device to put the machine’s CNC into a single block state when the coolant tank ran low, but had no protection to shut off the pump to prevent dry running. Mark notes, “On our third generation systems, we changed from a diaphragm style pump to a screw pump, where dry running would be very bad, to say the least. With our fourth generation Hennig conveyors, however, we have all the protections of the previous generations plus all the necessary controls to shut down the pumps to prevent very costly system component damage.”

Accurate has already installed four Hennig systems, just received an additional three and has plans to purchase two more shortly, for a total of nine in the shop. All are connected to Niigata HMCs that have an opening in the back of the machine with a horseshoe-shaped channel where the conveyor fits. The overall machine size is 10’ wide by 30’ long.
Other Accurate personnel involved in this project who contributed to the story include Greg Mann, plant manager, Dennis Shepp, maintenance technician and Jim Weeks, shift supervisor and maintenance technician.
To see a video of this installation, please go to http://youtu.be/GDPHtJdFul4
—
Hennig, Inc. designs and produces custom machine protection and chip/coolant management products for state-of-the-art machine tools. Hennig products are designed to protect against corrosion, debris and common workplace contaminants. Manufacturing facilities located in the USA, Germany, France, Brazil, India, Japan, Czech Republic, England and South Korea. Repair centers are located in Machesney Park, IL; Chandler, OK; Livonia, MI; Blue Ash, OH; Mexico City, Mexico; and Saltillo, Mexico.
To learn more about Hennig products & services, visit www.hennigworldwide.com or call 1-888-HENNIG6 (436-6446).
For more information, please contact:
Tim Waterman
Hennig, Inc.
2500 Latham St.
Rockford, IL 61103
Phone: 815-316-5277
Fax: 815-962-6483
E-mail: info@hennig-inc.com
Connect with Hennig online: ![]()
![]()
![]()
![]()
![]()
![]()
![]()
For more information on Accurate Gauge in this story, please contact:
Accurate Gauge & Manufacturing, Inc.
2943 Technology Drive
Rochester Hills, MI 48309
Phone: 248-853-2400
Web: www.accurategauge.com
Email: mark@accurategauge.com
Mark Tario, Engineering Manager
Advanced Machine & Engineering (AME) provides solutions to run 56 different block sizes at Rockford-area machine shop
In its production of various cylinder and related products for hundreds of customers, TRD Manufacturing, Inc. of Machesney Park, Illinois (near Rockford), a division of Bimba, one of the leaders in actuation devices, was challenged by an ever-increasing variety of sizes, styles and materials in their workpiece blocks. As VP of Operations Kerry Reinhardt explains, “TRD is a fast-paced manufacturer but very dedicated to high quality and fast turnaround on deliveries. We have an established reputation as a solution provider to the fluid power industry.” The company sells through distribution with its end users found in the general manufacturing, automation integration, mining, forestry, medical, food and various mill industries. TRD products are regularly specified as OEM components, plus the company serves the huge MRO marketplace.
To meet the demand for products in an ever-expanding line, complicated by the just-in-time delivery schedules often encountered, as Manufacturing Manager Tom Jensen notes, “TRD was seeking a partner who could develop fixturing to fit our manufacturing business model of quick set-up and the flexibility to run small or large batches of product from a multitude of block sizes.”
TRD turned to a local supplier of various machine tool components, Advanced Machine & Engineering (AME) in Rockford, Illinois. The head of the AME workholding group, Alvin Goellner, observes, “After a few discussions and visits to each other’s plants, we knew TRD would benefit most from our Triag line of modular workholding devices.”
Tom Jensen concurs. “We knew AME had a reputation for building top quality fixturing. Their in-house manufacturing capabilities were very impressive and we knew they could handle a project of this size, based on the other customers they serve and the fact that they are just across town from us, which made it easier to work through the preliminary discussions, quoting and final product delivery.” The horizontal machining center (HMC) used for this particular application at TRD is an Enshu GE480H, with 30” x 30” x 30” travel and a 180-position toolchanger, expandable to 240-position. Workpieces are mounted and handled on a Fastems 10-station pallet changer. Currently, the block sizes run at TRD are 56 in number and run in sizes from 1” x 2” x 2” to 3” x 9-1/2” x 14”. Weights range up to 114 lbs. Final part varieties produced on the machine number over 450, made from 1018 steel and 303 stainless. Lot sizes vary from one-offs to 500, but generally run between 25-50 on average. This machining center set-up runs two shifts per day, with the expectation of running 24/7 during peak demand periods.
The challenge for Alvin Goellner and his team at AME was to design a series of fixtures that was flexible enough to hold 56 different block sizes, offer quick changeover and offer the ability to run different parts on each side or run multiple pallet loads of the same part in high production, when needed. As Goellner notes with a smile, “It was a real one-size-really-can-fit-all situation. We knew the HMC with pallet changer was very costly to run, so keeping downtime to a minimum was essential.”
The solution came in the form of ten Triag custom modular tombstone-style fixtures from AME, who partners with Triag, a major European workholding component supplier, as their exclusive North American distributor. As Jensen notes, “The fixturing in our existing machining cell was fixed, based on block size. AME fixtures use a vise system that quickly adjusts to any size with repeatability, a really key factor in the equation, as it allows all our work shifts to be pre-taught the process. We normally have the fixtures set for specific part sizes but this AME solution now allows us to run any size part on any pallet very quickly for high-volume jobs.” He also observed there was a very short start-up time in the TRD shop, as the flexibility of the tombstone design and the fixturing mechanisms were relatively easy to learn for the operators.
Jensen continues, “We met with Alvin Goellner and brainstormed the improvements needed on our current fixturing system. AME laid out a concept and provided drawings for each fixture, which we then reviewed and approved, based on our current production schedules and anticipated workloads, going forward. All the fixtures ordered arrived on-time or ahead of schedule, a very refreshing experience.” Goellner was the lead man for AME on the project, bringing his 20+ years of fixture design and build experience to the task. Because all aspects of this project’s customized manufacturing, assembly and test of the Triag tombstone fixures were done in-house at AME, there was little delay in the processing of the project and all design changes were quickly accommodated, according to Jensen.
Reinhardt further commented, “The overall experience was excellent and the results have been outstanding for TRD. The project went well and all our expectations were met.” He estimates the improvement percentage in production on the Enshu HMC to be over 40%, after several months in operation.
—
TRD combines 27 years of precision machining and engineering with an unmatched selection of options and modifications to deliver the highest quality customizable NFPA (National Fluid Power Association) cylinders on the market today. At TRD, the customer’s specials are their specialty.
Advanced Machine & Engineering Co., is a manufacturer located in Rockford, IL, serving the Machine Tool Industry with precision components and accessories, including spindle interface components, workholding devices, and, through our sister company, Hennig, machine enclosures, chip removal and filtration systems. The Fluid Power – Safety markets are served with cylinder rod locks and safety catcher devices; and the Production Saw market with our AMSAW® carbide saw machines and Speedcut blade products. AME has manufacturing partners and customers around the world and across the U.S. To learn more, visit www.ame.com.
Hennig, Inc. designs and produces custom machine protection and chip/coolant management products for state-of-the-art machine tools, production lines, power generators and other equipment. Hennig products are designed to protect against corrosion, debris and common workplace contaminants. Manufacturing facilities are located in the U.S., Germany, Brazil, India, Japan, France and South Korea. Repair centers are located in Machesney Park, IL; Chandler, OK; Livonia, MI; Blue Ash, OH; Mexico City, Mexico and Saltillo, Mexico. To learn more, visit www.hennigworldwide.com.
For more information on this story, please contact:
Kerry Reinhart
TRD MANUFACTURING, INC.
A Bimba Company
10914 North Second Street
Machesney Park, IL 61115
Phone: 815-654-7775
Fax: 815-654-7783
Email: reinhartk@trdmfg.com
Web: www.trdmfg.com
OR
Alvin Goellner
ADVANCED MACHINE & ENGINEERING CO.
2500 Latham Street
Rockford, IL 61103
Phone: 815-962-6076
Fax: 815-963-4703
Email: info@ame.com
Website: www.ame.com
Connect with AME online: ![]()
![]()
![]()
![]()
![]()
![]()
Saws built for low vibration work best
by Willy Goellner, CEO, Advanced Machine & Engineering, Rockford, IL
Carbide saws equipped with carbide or coated cermet-tipped blades are designed to cut extremely hard materials. How effective the blade is depends in large part on how the saw is built.
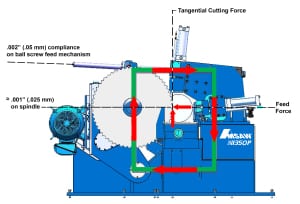
Fig. 2 Close loop force distribution on pivot saw
The relatively brittle carbide or cermet tips require very rigid and backlash free machines, operating with low vibration to avoid cracking of the cutting tips and ensure an equal chip load on each tooth of the saw blade. This is especially important with the spindle drive. The spindle drive gears must have low backlash and must be supported by preloaded, heavy-duty bearings to minimize vibration. The same is true with the blade feed mechanism and the head slide or pivot mechanism.
Generally, there are two types of saws, differentiating in the way the blade is fed into the work piece: slide-type or pivot-type saws. The more common saws are slide-type machines, where the head slide could be arranged in a vertical, horizontal or angular position. The preloaded slide could glide on box ways or preloaded linear ways. Experts still argue whether box ways using low friction lining and hydraulically preloaded way clamps have a better dampening effect than linear ways with hardened balls, rollers and blocks.
Pivot-type saws are simpler, have fewer components and, if properly designed with oversized taper roller bearings, can be made very rigid by preloading the pivot bearings to the limits. Built for extreme stiffness, a pivot mechanism for the spindle gear box would be nested in a rigid base close to the floor, fed by a heavy duty ball screw attached to an upper sub-assembly, such as the fixture frame, and having the spindle located between the pivot point and the feed mechanism. Due to the feed force and the center of gravity of the head, the ball screw is always under tension, which eliminates the need for a preloaded ball screw and provides a very positive feed for interrupted cutting, enhanced longevity and efficiency.
This arrangement provides a closed loop force distribution since closed frames are stiffer than open profiles. It also subsequently reduces the remaining deflection of the feed mechanism due to the ratio of ball screw and spindle in relation to the pivot point and contains the cutting forces within the machine structure.
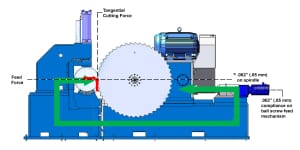
Fig. 1 Open loop force distribution on horizontal slide saw
Compared to a standard slide machine (Fig. 1), a pivot machine would be stiffer and less expensive. Pivot saws are built to saw material up to 24” (600 mm) stock size and have proven themselves in various standard and special saw systems.
Circular carbide tipped blades are limited to a maximum of 80 inch blade diameter and can therefore only cut up to about 30 inch diameter material. However, the cutting volume per minute is much higher with circular carbide saws, compared to carbide tipped band saws. In this range up to 30 inch material, carbide saws using circular blades really shine.
For more information, visit www.ame.com or contact:
Tim Waterman
ADVANCED MACHINE & ENGINEERING CO.
2500 Latham St.
Rockford, IL 61103
Phone: 815-316-5277
Fax: 815-962-6483
E-mail: info@ame.com
Connect with AME online: ![]()
![]()
![]()
![]()
![]()
![]()
Advanced Machine & Engineering Co., (AME) Rockford, IL announces a new line of pneumatic rod locks. Advanced Machine & Engineering Co., a leading manufacturer of stand-alone and NFPA cylinder mount pneumatic rod locks since 1994, has now introduced the Amlok RLI, its fourth-generation power-off rod lock. This basic lock unit is in addition to the RLN and RCH, expanding the company’s rod lock product line. The RLI Metric (ISO 6431) series will complement the standard NFPA line. This fourth-generation lock is the culmination of 18 years of manufacturing and marketing of pneumatic and hydraulic rod locks.
The rod lock’s standard features include anodized aluminum construction, a heavy-duty clamp system and power-off clamping. The standard seal material is carboxylated nitrile.
The unit uses dry-filtered air, has a release pressure ranging from a minimum of 4 bar/60 PSI to a maximum of 8 bar/120 PSI. The operating temperature ranges from 10 degrees F to 180 degrees F. Maximum rod tolerance is +0.000 in./-0.002 in.
Rod lock options include stainless or electroless nickel-plated housing, viton seals, wiper scraper and sealed versions. The lock mounts to standard ISO 6431 cylinders or can be stand-alone using MXO, MF1, MF2 and MS1 mounting configurations.
The Amlok RLI is available in various sizes for rod diameters of 16mm, 20mm, 25mm, 32mm and 40mm and cylinder and bore diameters from 40mm to 160mm. Holding forces range from 200 lbs/890N to 2,450 lbs/11kN.
The RLI power-off pneumatic rod locks are particularly-well suited for holding applications in industries such as automotive, mobile, food, machine tool and military test, among others.
—
Advanced Machine & Engineering Co., located in Rockford, Ill., is a global manufacturer and distributor of precision machine components, fluid power components, fixturing/workholding, power drawbar and spindle interface components, and saw machines and blades. The company also designs and builds special machines for a variety of industries and provides machine rebuilding, retrofitting and contract manufacturing services. AME has partners and customers around the world and across the U.S.
For more information, visit www.ame.com or contact:
Tim Waterman
ADVANCED MACHINE & ENGINEERING CO.
2500 Latham St.
Rockford, IL 61103
Phone: 815-316-5277
Fax: 815-962-6483
E-mail: info@ame.com
Connect with AME online: ![]()
![]()
![]()
![]()
![]()
![]()
 Advanced Machine & Engineering Co., (AME) Rockford, IL announces the Fourth-Generation RLI Series Rod Locks. The new Pneumatic Series RLI (ISO 6431) Metric Rod Lock has been developed as a solution to control problems inherent to pneumatics – over travel, drifting, bouncing and reverse traveling. The AMLOK® Power-Off Rod Lock can be mounted to a cylinder, or as a stand alone unit.
Advanced Machine & Engineering Co., (AME) Rockford, IL announces the Fourth-Generation RLI Series Rod Locks. The new Pneumatic Series RLI (ISO 6431) Metric Rod Lock has been developed as a solution to control problems inherent to pneumatics – over travel, drifting, bouncing and reverse traveling. The AMLOK® Power-Off Rod Lock can be mounted to a cylinder, or as a stand alone unit.
The patented AMLOK® Type RLI is constructed of black anodized aluminum housing with a special piston and wedge locking mechanism actuated by multiple springs that mechanically lock the rod quickly and securely. The clamp is unlocked when air actuates the piston, compresses the spring and releases the locking device.

The optional sealed RLI Series design is suitable for food and wash down applications as well as pneumatic and hydraulic presses, scissor-lift tables, test and positioning equipment, amusement ride equipment, printing and paper handling equipment, theatrical equipment (platforms), assembly equipment, and machine tool applications.
Advanced Machine & Engineering Co., is a manufacturer located in Rockford, Ill., serving the Machine Tool Industry with precision components and accessories, including spindle interface components, workholding devices and, through our sister company, Hennig, machine enclosures, chip removal and filtration systems; the Fluid Power – Safety market with cylinder rod locks and safety catcher devices; and the Production Saw market with our AmSaw carbide saw machines and Speedcut blade products. AME has manufacturing partners and customers around the world and across the U.S.
For more information, visit www.ame.com or contact:
Tim Waterman
ADVANCED MACHINE & ENGINEERING CO.
2500 Latham St.
Rockford, IL 61103
Phone: 815-316-5277
Fax: 815-962-6483
E-mail: info@ame.com
Connect with AME online: ![]()
![]()
![]()
![]()
![]()
![]()
Advanced Machine & Engineering Co. (AME) Rockford, IL announces their return to IMTS 2012. As in the past, they will have two booths to showcase their products and services.
Visit Booth W-2405 to learn about precision machine components, featuring:
Visit Booth E-5714, for additional AME products such as:
as:
Our sister company, Hennig, Inc., will have their complete line of products in Booth E-5714 and W-2405.
Advanced Machine & Engineering Co., is a manufacturer located in Rockford, IL, serving the Machine Tool Industry with precision components and accessories, including spindle interface components, workholding devices, and, through our sister company, Hennig, machine enclosures, chip removal and filtration systems. The Fluid Power – Safety markets are served with cylinder rod locks and safety catcher devises; and the Production Saw market with our Amsaw carbide saw machines and Speedcut blade products. AME has manufacturing partners and customers around the world and across the U.S. To learn more, visit www.ame.com.
 Hennig, Inc. design and produces custom machine protection and chip/coolant management products for state-of-the-art machine tools. Hennig products are designed to protect against corrosion, debris and common workplace contaminants. Manufacturing facilities located in the U.S., Germany, Brazil, India, Japan, France and South Korea. Repair centers are located in Machesney Park, IL; Chandler, OK; Livonia, MI; Blue Ash, OH; Mexico City, Mexico and Saltillo, Mexico. To learn more, visit www.hennigworldwide.com.
Hennig, Inc. design and produces custom machine protection and chip/coolant management products for state-of-the-art machine tools. Hennig products are designed to protect against corrosion, debris and common workplace contaminants. Manufacturing facilities located in the U.S., Germany, Brazil, India, Japan, France and South Korea. Repair centers are located in Machesney Park, IL; Chandler, OK; Livonia, MI; Blue Ash, OH; Mexico City, Mexico and Saltillo, Mexico. To learn more, visit www.hennigworldwide.com.
For more information, contact:
Tim Waterman
ADVANCED MACHINE & ENGINEERING CO.
2500 Latham St.
Rockford, IL 61103
Phone: 815-316-5277
Fax: 815-962-6483
E-mail: info@ame.com
Connect with AME online: ![]()
![]()
![]()
![]()
![]()
![]()

Full product families, plus downloads of literature, CAD files, video and more are available at new website
Advanced Machine & Engineering Co., (AME) Rockford, IL announces the unveiling of www.ame.com, the company’s new corporate website. AME is a world leader in spindle interface and related machine tool components, plus metalcutting sawing systems, hydraulic/pneumatic rod locks, safety catchers for presses and other machinery/equipment/vehicle operation, as well as the company’s most recent acquisition, the Stotz brand of air gages for high-precision metrology. The company and its sister divisions together constitute the Goellner Group, an international company in service to the machine tool and related industries.
At the new website, visitors can easily navigate through the full spectrum of product families, organized by market and product type with application notes. Downloads are offered on product literature, CAD files for engineering integration, operational and informative videos, plus a unique ISO calculator that provides complete tolerance data on shafts and bores with the quick input of some key parameters.
Beyond the impressive product and equipment range, the many other services offered by the company, including product engineering, contract manufacturing, inspection, custom machine builds, repair, rebuilding and refurbishing are also detailed.
Finally, users can quickly locate both the group contacts for all engineering, sales and service functions, based on the particular products needed, as well as the North American sales network of the company. An area is also provided for accessing current and upcoming event information at the company, plus career opportunities and other news.
Advanced Machine & Engineering Co., located in Rockford, Ill., is a global manufacturer and distributor of precision machine components, fluid power components, fixturing/workholding, power drawbar and spindle interface components, and carbide sawing machines and blades, plus turnkey metalcutting saw systems. The company also designs and builds special machines for a variety of industries and provides machine rebuilding, retrofitting and contract manufacturing services. AME has partners and customers around the world and across the U.S. To learn more, visit www.ame.com.
For more information, contact:
Tim Waterman
ADVANCED MACHINE & ENGINEERING CO.
2500 Latham St.
Rockford, IL 61103
Phone: 815-316-5277
Fax: 815-962-6483
E-mail: info@ame.com
Connect with AME online: ![]()
![]()
![]()
![]()
![]()
![]()