
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com
Contact us today:
(847) 934-4500
tdaro@bernardandcompany.com

Suhner recently introduced the ROTOmax 2.2, a powerful and universal system unit in which the drive and the tool are run separately using a flexible shaft.
 The illustration of the grinding process or work cycles is made possible by saving up to 6 different speeds. The speeds are individually programmable and electronically controlled, ensuring a perfect grinding pattern. The ROTOmax 2.2 is characterized by its simple intuitive handling.
The illustration of the grinding process or work cycles is made possible by saving up to 6 different speeds. The speeds are individually programmable and electronically controlled, ensuring a perfect grinding pattern. The ROTOmax 2.2 is characterized by its simple intuitive handling.
Since the ROTOmax 2.2 can be used almost anywhere, it is put to work in foundries, tool production, the pharmaceutical industry, food tech processing plants, aviation technology, boiler making and in mechanical workshops.
The Suhner ROTOmax 2.2 offers applications in cutting machining, grinding, rust removal, brushing or polishing.
For more information, please contact:
Zach Mann, Sales Manager, Abrasives Division
Suhner USA, Inc.
zach.mann@suhner.com
www.suhner.com
One important strategy in remaining competitive in your business today is ensuring you have the tools to adapt to your shifting markets; having the flexibility to adopt new technologies and reap the benefits that they offer. Punch manufacturers around the world know this fact and are seeing the benefits of using ANCA TX7 Linear and TXcell Linear for their production needs.
To begin with, TX7 Linear or TXcell Linear needs to be kitted up with the right tools and accessories to do the job. ANCA has developed several accessories and options that explicitly meet the needs of the punch grinding application.
These accessories are necessary for any good punch grinding machine. So, what makes punch grinding on ANCA TX7 Linear so different? Starting with the basics, TX7 Linear is a 5-axis grinding machine, compared to the 3-axis grinder more traditionally used for punch manufacture. Having these extra degrees of freedom on your grinding machine translates to greater freedom in what applications you can put through it.
In the case of punch manufacture, a traditional punch grinding machine would have been capable of grinding only the outside form of the punch with a single wheel. The TX7 Linear now offers you so much more. Punches will typically have a series of separate machine operations that need to be performed to complete the tool.
So, what operations on the tool require all the additional investment and effort? After OD grinding a punch may require a roof-top or whisper shear on the punch. Additionally, a tool index mark or feature may also need to be included near the shank of the tool. Typical punches include a single radius dressed into the grinding wheel to create a gentle transition between punch section of the tool and its shank, but in some cases, additional reinforcement radii are added. Finally, there is the inclusion of ejector holes in the end face of the punch that requires not grinding but drilling operations. With two-wheel packs available on the 5-axis TX7 Linear, undertaking several of these operations in a single set-up is now possible. But take the next step to a TXcell, with its offering of nine up to 24-wheel packs, and all these operations can now be done in a single set-up, something that was never possible on a standard punch grinding machine.
The TXcell robot used for changing wheel packs is also used for automated loading of tools, which means you can keep it running for those unattended shifts. Having more than one wheel pack on the machine brings other benefits too. By using different roughing and finishing wheels, grinding operations can now be optimized for stock removal or fine surface finish. The TX7 Linear and TXcell Linear are also ideally suited to the use of CBN grinding wheels. Using a much smaller wheel diameter (up to 200 mm (8”). on TX7 Linear and 300 mm (12”) on TXcell Linear), CBN not only delivers superior grinding feed rates compared to conventional abrasives, but also requires less frequent wheel dressing. Both properties ultimately save you time and money.
Many of our customers manufacturing punch tools can demand the highest possible accuracy in terms of dimensional tolerances and surface finish quality. The TX7 Linear and TXcell Linear machines can meets these demands easily to grind punches within 2-3 microns with a surface finish of less than 0.1 Ra (Roughness Average).
Keyhole punches – a key benefit of ANCA’s premium TX machines
One important strategy in remaining competitive in your business today is ensuring you have the tools to adapt to your shifting markets; having the flexibility to adopt new technologies and reap the benefits that they offer. Punch manufacturers around the world know this fact and are seeing the benefits of using ANCA TX7 Linear and TXcell Linear for their production needs.
To begin with, TX7 Linear or TXcell Linear needs to be kitted up with the right tools and accessories to do the job. ANCA has developed several accessories and options that explicitly meet the needs of the punch grinding application.
These accessories are necessary for any good punch grinding machine. So, what makes punch grinding on ANCA TX7 Linear so different? Starting with the basics, TX7 Linear is a 5-axis grinding machine, compared to the 3-axis grinder more traditionally used for punch manufacture. Having these extra degrees of freedom on your grinding machine translates to greater freedom in what applications you can put through it.
In the case of punch manufacture, a traditional punch grinding machine would have been capable of grinding only the outside form of the punch with a single wheel. The TX7 Linear now offers you so much more. Punches will typically have a series of separate machine operations that need to be performed to complete the tool.
So, what operations on the tool require all the additional investment and effort? After OD grinding a punch may require a roof-top or whisper shear on the punch. Additionally, a tool index mark or feature may also need to be included near the shank of the tool. Typical punches include a single radius dressed into the grinding wheel to create a gentle transition between punch section of the tool and its shank, but in some cases, additional reinforcement radii are added. Finally, there is the inclusion of ejector holes in the end face of the punch that requires not grinding but drilling operations. With two-wheel packs available on the 5-axis TX7 Linear, undertaking several of these operations in a single set-up is now possible. But take the next step to a TXcell, with its offering of nine up to 24-wheel packs, and all these operations can now be done in a single set-up, something that was never possible on a standard punch grinding machine.
The TXcell robot used for changing wheel packs is also used for automated loading of tools, which means you can keep it running for those unattended shifts. Having more than one wheel pack on the machine brings other benefits too. By using different roughing and finishing wheels, grinding operations can now be optimized for stock removal or fine surface finish. The TX7 Linear and TXcell Linear are also ideally suited to the use of CBN grinding wheels. Using a much smaller wheel diameter (up to 200 mm (8”). on TX7 Linear and 300 mm (12”) on TXcell Linear), CBN not only delivers superior grinding feed rates compared to conventional abrasives, but also requires less frequent wheel dressing. Both properties ultimately save you time and money.
Many of our customers manufacturing punch tools can demand the highest possible accuracy in terms of dimensional tolerances and surface finish quality. The TX7 Linear and TXcell Linear machines can meets these demands easily to grind punches within 2-3 microns with a surface finish of less than 0.1 Ra (Roughness Average).
Keyhole punches – a key benefit of ANCA’s premium TX machines
The TX7 Linear and TXcell Linear have one final trump card to offer the punch grinding application: keyhole punches. These punches typically feature much more complicated OD profiles including concave forms and require a fundamentally different approach to grinding them. Small diameter wheels with form profiles and run at high RPM; the TX Linear machines handle this with ease. Dedicated keyhole punch software allows you to control every detail of the keyhole punch geometry and grinding process. This means the possible punch applications on TX7 machines have been opened to an entirely new segment of the punch-grinding market, giving you more opportunities to be making money from your investment. In fact, if business in the punch-grinding industry turns down to such a point the machine has spare time available, then re-tooling your machine to ANCA’s bread and butter application of drill or endmill manufacture is a simple exercise. ANCA’s TX7 Linear and TXcell Linear offer you a complete step forward in enhanced punch production flexibility and automation. Diversity like this not only opens new markets and business opportunities, but also delivers future commercial security.
For further information, please contact:
Amanda Bakun
Marketing & Communications Manager – Americas
248-497-1168
amanda.bakun@anca.com
ANCA is a market leading manufacturer of CNC grinding machines. It was founded in 1974 in Melbourne, Australia where the company still has its global headquarters. ANCA has offices in the UK, Germany, China, Thailand, India, Japan, Brazil and the USA as well as a comprehensive network of representatives and agents worldwide.
ANCA CNC grinders are used for manufacturing precision cutting tools and components across a diverse range of competitive industries including cutting tool manufacture, automotive, aerospace, electronics and medical.

World Leader in Extrusion Tooling Design & Manufacturing Releases Newly Designed, Informative Website
Guill Tool & Engineering, West Warwick, Rhode Island (USA), world leader in extrusion tooling design and manufacturing, has unveiled a new website at www.guill.com.
The new site offers a detailed look at the company’s entire product line, which offers a wide-range of standard and custom designed extrusion tooling, including crossheads, in-line heads, rotary heads and extrusion tips & dies. Highlight among the new products is the inline Spiderless Pipe Die, unique in the world market currently for its design efficiency and process performance on small to medium sized plastic pipe.
The site includes a full listing of all products and specifications with calculation tools to compute annual cost of lengthy concentricity adjustments and crosshead replacement analysis, plus calculators to compute draw-down, feet per minute and pounds per hour, making extrusion production scheduling and estimating far more accurate and efficient. The website also includes charts and tables with detailed data and a full library of downloadable literature organized by industry and tool type. Guill markets its equipment worldwide and is currently seeking new representatives in select countries.
The Guill website is mobile phone friendly and offers the convenience of allowing users to request a quote online.







For more information, please contact:
Tom Baldock, Extrusion Sales Manager
Guill Tool & Engineering
10 Pike Street
West Warwick, RI 02893
USA
Phone: 401-828-7600
sales@guill.com
www.guill.com

Guill Tool, the global leader in extrusion tooling, recently announced the purchase of a CNC grinder and a CT scanner.
The company’s rheology lab measures the flow characteristics of plastics and rubber to better predict how the customer’s material will flow through the extrusion dies before they’re made. Together with the scanner, simulation greatly reduces the number of physical reworks needed.
Sold by DMG Mori, the TAYIYO KOKI, is a CNC vertical multi-process machine grinding ID, OD and face by one-time chucking. The ATC unit stores up to six tools. Features of the wheel spindle include HSK-E100 single spindle and a 2-position turret with indexing angle 0 and 22.5.” An optional touch sensor for measuring ID, OD and face is available, as well as a scale feedback control for the X-axis. Control for the Z-axis is also available upon request. Additional features include a single point dresser (rotary dresser as an option) and a work spindle fixed-position stop. Vertical Mate 85 is ideal for applications such as: planetary gears, spindle housings and bevel gears.
In the job shop, Guill offers CNC grinding technology with full automation in lights-out mode as well as custom service for dies and superior material quality, including stainless steel manufacturing and fabrication.
Capable of high-definition imaging, the IM-8000 Series Image Dimension Measurement System has triple the detection performance without sacrificing its simple operation. With a 20-megapixel CMOS sensor and a new algorithm for stable, edge detection high-accuracy measurement on up to 300 features within seconds is available. Newly developed, optional automated rotary fixture allows 360° multi-surface measurement on diverse part sizes and shapes. Accurate and repeatable measurements are instantly achieved with the ‘place and press’ operation. The fast, accurate and easy-to-use interface solves several measurement-related problems.





For more information, please contact:
Tom Baldock, Sales Manager, Extrusion
Guill Tool & Engineering
10 Pike Street
West Warwick, RI 02893
USA
Phone: 401-465-5526
tbaldock@guill.com



The 2022 Tool of the Year entry showcases the capabilities and complexity that ARCH and ANCA can achieve together.
Based in Detroit, Michigan, ARCH Cutting Tools provides an experienced team of application specialists and custom tooling designers, who provide customers with a line of standard cutting tools and custom tooling.
Throughout the years, ARCH Cutting Tools has supplied custom tools to various industries including aerospace and defense, power generation, transportation and automotive. They also provide custom solutions to clients of their sister division, ARCH Medical Solutions.
They have participated in several ANCA Tool of the Year competitions, winning in 2020 with their complex, multi-functional tool, and placing as the first runner up in both 2022 and 2023. They demonstrated excellent use of multiple Toolroom iGrind software operations with several complex profiles. This started a trend towards multi-functional and complex designs for Tool of the Year winners onward. Turkish company TURCAR won with a similar concept for its tool in 2021, a multi-functional tool with axial and radial cutting features to machine five independent operations in one cycle. The Mexican winner in 2022, SJ Tools, created a cutting tool that combined multiple features into a single tool where all features were finished with a very accurate surface finish.
The idea behind the 2022 entry was to combine multiple tools into one and show what ARCH Cutting Tools could do for customers and what an ANCA tool grinder could produce. The creation of this tool played on the aspect of teamwork and brought in players from multiple ARCH facilities. One of these was Charles Montgomery, CNC Programmer at ARCH Cutting Tools Mentor, Ohio location. Montgomery’s design was chosen as the Tool of the Year entry. The tool was then sent to the Latrobe, Pennsylvania location. Jim Gray, the Regional Director of Operations, programmed it, made the ToolDraft print and manufactured it on an ANCA MX7 grinder.
Commenting on why ARCH entered the competition initially and why they continue to do so, Montgomery, said, “We enter the contest because it gives us the opportunity to be creative and push ANCA [machines] outside their everyday use. Being part of ANCA Tool of the Year annually helps us to continue to improve and showcase our capabilities.” Jim Gray added that the company is excited to continue its partnership with ANCA as it garners more exposure of ARCH through the co-op marketing.
Discussing the impact of their previous win, Montgomery said it brought a positive attitude to the workplace and showed that there is more to tool grinding than solely making tools for customers. Gray mentioned that, as a result, ARCH has become well-known worldwide.
Montgomery described the tool process starting with the tip of the tool as a three-flute right-hand helix endmill with chip breakers, to help stop the tool from creating long chips. Next, it moves into a three-flute form radius cutter for form milling, then transitions into a threadmill. This can be used to create internal and external threads of different sizes. A concave spin grind was added to create relief for chip flow and ejections. Lastly, the back portion changes to a left-hand helix right hand cut reamer to change the forces down into the part to keep it stable in the fixture. Known as the “Fiver,” due to its multiple functions, Gray said that “ARCH Cutting Tools is a solution driven specialty tool company that provides solutions like this tool that cut down on the end users cost in tooling and cutting cost in production.”
This tool was first designed and programmed using the ANCA iGrind software. Next, ARCH used an ANCA MX7 with special wheel packs to grind the tool for their submission. Explaining the complexities in design and production, Montgomery said, “It can be a very complex process to design a tool with multiple functions. You need to use the full capabilities of the software and hardware available, making sure you have all the correct wheels and clearances to avoid any machining issues.”
ARCH Cutting Tools had multiple submissions they prepared for the Tool of the Year contest and company personnel voted on which entry to submit. The tool was made to showcase the capabilities and complexity that ARCH and ANCA could achieve together. The “Fiver” took second place in last year’s competition. Gray mentioned the company’s great partnership with ANCA stating, “ANCA’s ingenuity and advanced technology have given our company the competitive edge that goes along with the expertise of the ARCH team. ANCA and ARCH have a true partnership in the cutting tool industry…The A-Team.”
[SIDEBAR}
Discussing Customization and its Future with ARCH Cutting Tools President
Jeff Cederstrom highlighted that custom tooling is in the company’s DNA. Their manufacturing experts love creating innovative custom tool designs that will solve their customers’ most challenging applications. He also noted that there is an increased demand for custom cutting tools and that ARCH is poised to meet this need with highly skilled design and technology from ANCA. “The breadth of our custom capabilities is second to none in the industry.”
The yearly ANCA Tool of the Year occupies a special place in Cederstrom’s heart as it is “… the Olympics of cutting tool design involving teams from around the world. The friendly competition raises the bar for the industry.”
Lastly, he sees the future of the company being influenced by the growing wave of mass customization. “Technology that continues to evolve will enable custom solutions not only in the design of the cutting tool but custom service offerings. There is a growing need to be flexible, nimble, and speedy.”
For further information, please contact:
Amanda Bakun
Marketing & Communications Manager – Americas
248-497-1168
amanda.bakun@anca.com
ANCA is a market leading manufacturer of CNC grinding machines. It was founded in 1974 in Melbourne, Australia where the company still has its global headquarters. ANCA has offices in the UK, Germany, China, Thailand, India, Japan, Brazil and the USA as well as a comprehensive network of representatives and agents worldwide.
ANCA CNC grinders are used for manufacturing precision cutting tools and components across a diverse range of competitive industries including cutting tool manufacture, automotive, aerospace, electronics and medical.
Jeff Cederstrom
President, ARCH Cutting Tools
M: (989) 615-2356
jcederstrom@archgp.com
Charles Montgomery
CNC Programmer, ARCH Cutting Tools
T: 440-350-9393 ex. 111
cmontgomery@archgp.com
Jim Gray
Regional Director of Operations, ARCH Cutting Tools
T: 724-520-1904 ex. 17
jgray@archgp.com
Visit ANCA in Detroit, MI October 17 – 19, 2023 in booth 3232
Wixom, Michigan – ANCA Inc, a leading manufacturer of CNC Grinding Machines and industry technologies, is excited to announce its participation as an exhibitor at the Motion + Power Technology Expo. The event is scheduled to take place from October 17 – 19, 2023 at Huntington Place in Detroit, Michigan.
Motion + Power Technology Expo is renowned for being a hub of innovation and networking within the mechanical, electric, and fluid power industries, attracting top companies, professionals, and industry experts from across the US. In addition to a prestigious show history, the location of the show is also beneficial as Michigan has long been a large manufacturing hub.
ANCA is delighted to be part of this prestigious event, where we will showcase our latest products, services, and industry solutions. We’re even more excited for this event to be right in our backyard. Just 30-minutes away from our American headquarters in Wixom, Michigan – our team is excited to showcase our technology right here in our home state.
Here’s what you can expect from ANCA at Motion + Power Technology Expo:
“We are thrilled to be a part of Motion + Power Technology Expo this year,” said Russell Riddiford, President at ANCA Inc. “This event provides a fantastic platform for us to showcase our latest innovations and connect with industry leaders. We look forward to meeting and interacting with both existing and potential clients to discuss how ANCA can provide tailored solutions to meet their grinding needs.”
Mark your calendars to visit ANCA at Booth 3232 during Motion + Power Technology Expo, October 17 – 19.

For further information, please contact:
Amanda Bakun
Marketing & Communications Manager – Americas
248-497-1168
amanda.bakun@anca.com
ANCA is a market leading manufacturer of CNC grinding machines. It was founded in 1974 in Melbourne, Australia where the company still has its global headquarters. ANCA has offices in the UK, Germany, China, Thailand, India, Japan, Brazil and the USA as well as a comprehensive network of representatives and agents worldwide.
ANCA CNC grinders are used for manufacturing precision cutting tools and components across a diverse range of competitive industries including cutting tool manufacture, automotive, aerospace, electronics and medical.

Designed for small tools, the new FX7 ULTRA is the latest game-changing innovation in ANCA’s premium ULTRA machine range
Unparalleled accuracy and exceptional quality, the FX7 ULTRA takes small tool manufacturing to new heights.
“The FX7 ULTRA introduces cutting-edge technologies that revolutionize precision grinding for small tools down to 0.1mm diameter. If you produce tools such as ballnose, corner radius endmills, and complex or intricate profile tools, then this machine is for you,” says Darren Fox, ANCA Product Manager.
New software, hardware and design features significantly improve surface finish, accuracy, and controlled runout, ensuring batch consistency from the first ground tool to the last. These advancements ensure that the FX7 ULTRA is the go-to solution for precision grinding in industries that rely on small tools, including electronics, telecommunications, medical devices, aerospace, automotive, diemold, and general machining.
Features of the FX7 ULTRA:
The FX7 ULTRA not only grinds tools faster than other machines, but also produces tools with both finer surface finishes and greater accuracy — which means superior tool performance and quality.
“The ULTRA technology has enabled production of high-quality small tools with the capability to grind down to a size as small as 0.1mm. The nanometer control enables micro-adjustments for smoother axis movement resulting in optimal tool geometry, ensuring superior cutting performance and surface finish. These advancements will have a significant impact across the entire tool range, enabling precise and efficient grinding operations for a variety of applications,” Darren concludes.
Pat Boland, ANCA co-founder says: “Our customers who supply to industries where intricate and precise machining operations are paramount are always striving for the best quality tools, and now they can stay ahead of the game with the FX7 ULTRA. After years of dedicated research and development, the FX7 ULTRA is set to revolutionize the way we manufacture small tools.”
Visit FX7 ULTRA – ANCA – CNC Machines for more information.
A technical look at the FX7 ULTRA’s innovative features:
Greater control for the velocity and acceleration or deceleration along with machine jerk limits: To increase the stiffness of the C-axis, the FX7 ULTRA combines developments to the nanometer or micro degree resolution in the linear and rotary axis, tuning parameters, several system enhancements, and major mechanical changes.
ULTRA-fast response to internal or external disturbances: ANCA’s newly designed servo control algorithm allows silky smooth motion of an axis with the use of a unique algorithm and nanometer measurement in the control system. This will create finer cutting edges and eliminating micro-chips making it more efficient while used in actual machining of materials.
Better cycle time and higher productivity of high-quality cutting tools: The unique algorithm is key to the performance of the machine and ensures outstanding tracking performance. It also allows ULTRA-performance of the servo system without using a complex, complicated, or expensive mechanical system.
Reduces setup times and scrap: Cutting-edge software has been developed by ANCA to ensure batch consistency in large volumes. LaserUltra will maintain consistency and accuracy of the grinding process which includes in-process measurement and compensation to accommodate wheel wear and other external variations during large batch grinding. Its analog capability can maintain less than +/- 0.002mm line form accuracy of any profile which includes ballnose and corner radius tools.
Increased wheel life and better-quality tools: Tool and wheel performance can be further optimized by the iBalance software, which guides a user to the optimal grinding position and RPM for vibration monitoring and balancing the wheelpack inside the machine. Correctly balanced wheelpacks result in superior surface finish and reduced wheel wear due to the elimination of wheel vibration.
Consistency in finished tool quality: The total tool runout measurement and compensation operation is available in the iGrind software. When an endmill is in rotation it is important that each tooth hits at the exact same spot along the workpiece for longer tool life and efficient cutting. Every tool in the batch can be measured and compensated for runout to make sure the entire batch is within a tolerance of 0.002mm. It is another piece of assurance that the first endmill will be as good as the last.
Consistent spindle thermal stability: Motor Temperature Control (MTC) is a patent pending innovation built into the motor spindle drive firmware. Smart control algorithm actively manages and maintains the temperature of motorized spindles in the FX7 ULTRA. Dramatically reduced machine warmup time means production can start sooner, once the machine has reached thermal stability. This improves productivity and machine use. Consistent thermal stability of the spindle over time regardless of changes in load or speed, or coolant temperature, greatly improves the dimensional stability of grinding results.
Post grinding processes: The smoother, finer cutting edge and surface finish as a result of the combination of all the above including the nanometer control will assist in all post grinding applications like edge preparation and coating. A finer edge that has been properly prepared has greater stability, which reduces the likelihood of it chipping, while also decreasing surface roughness which can cause increased friction between the tool and the workpiece.
For further information, please contact:
Amanda Bakun
Marketing & Communications Manager – Americas
248-497-1168
amanda.bakun@anca.com
ANCA is a market leading manufacturer of CNC grinding machines. It was founded in 1974 in Melbourne, Australia where the company still has its global headquarters. ANCA has offices in the UK, Germany, China, Thailand, India, Japan, Brazil and the USA as well as a comprehensive network of representatives and agents worldwide.
ANCA CNC grinders are used for manufacturing precision cutting tools and components across a diverse range of competitive industries including cutting tool manufacture, automotive, aerospace, electronics and medical.
Modular inverted vertical gear cutting system with SCUDDING® technology
German Machine Tools of America (GMTA) (Ann Arbor, MI) is now selling Profilator 300-V with linear drives in the North American market.
This modular machine platform used to cut gears, is equipped with one or two workpiece spindles in a compact design. It offers maximum flexibility due to modular design and is individually configurable for various machining processes (i.e. SCUDDING®, hobbing, cycloidal milling, pointing, chamfering and deburring). State-of-the-art linear drives in the X and Y axis, as well as a torque drive in the A axis offers high machine dynamics for short cycle times and maximum accuracy/low costs. High machine rigidity is available for HARD SCUDDING® of inner and outer diameters.
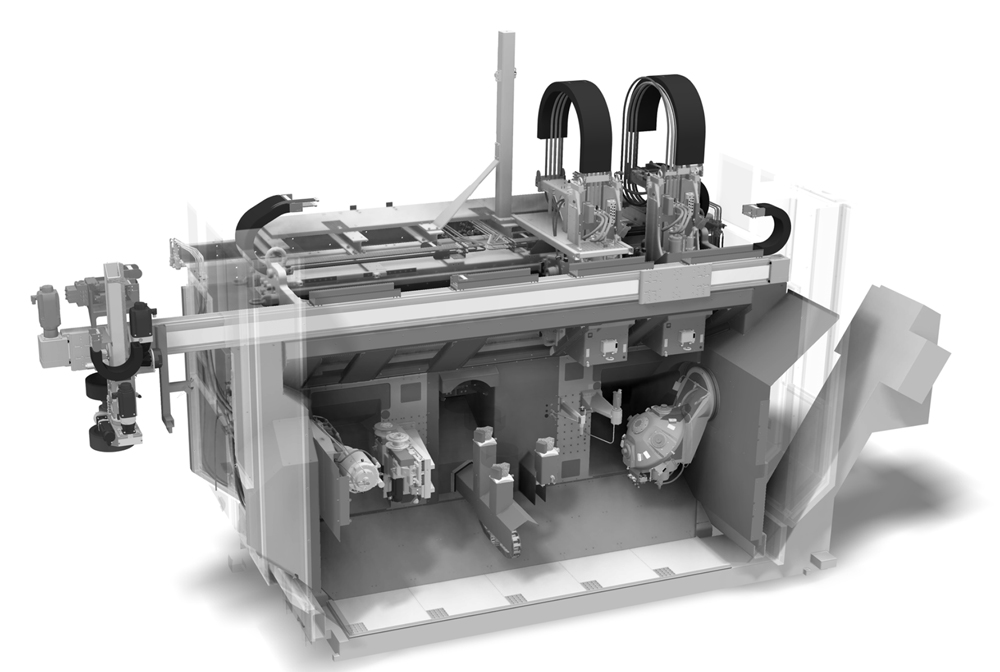

Additional features include an intuitive user interface for easy setup and programming and is industry 4.0 ready (optionally equipped with additional sensors). Various automation concepts are easily adaptable. The 300-V is easy to set up and maintain due to the “walk-in” machining area. An optional tool charger is available for maximum machining efficiency.
All Profilator machines are designed for dry machining. This brings several advantages such as: an optimized machining area, no coolant and no coolant mist. The inverted, vertical spindle(s) allow free chip fall into the central chip conveyor at the bottom, while no coolant means no washing of the workpiece is required and the lack of coolant mist signifies an extraction system isn’t needed.
Users of the Profilator 300-V reap benefits regarding the environment, energy efficiency, investment and operating costs. There is no carryover of the coolant outside the machine. Therefore, no disposal is required for this environmentally friendly machine. It saves energy and money by not requiring a coolant and extraction system. Lower operating costs are achieved thanks to a reduction in energy costs and media supply.
To download the full catalog, click: https://bernardandcompany.com/wp-content/uploads/2023/09/Profilator-300-V.pdf
For more information:
Michael Rose, President
German Machine Tools of America (GMTA)
4630 Freedom Drive
Ann Arbor, MI 48108
Phone: 1-734-973-7800
Email: michael@gmtamerica.com

A practical closed-loop solution for producing the highest quality skiving tools.
Vadim Zaiser, Product Manager – ANCA CNC Machines
The popularity of skiving is driven by electric cars. According to the Global Electric Vehicle (EV) Outlook 2023 report, there were over 26 million electric cars on the world’s roads in 2022, 60% more than in 2021 and 5 times as much as in 2018. In 2022 of all new cars sold, 14% were electric.
The forecast in 2023 is 14 million in sales by the end of the year, representing a 35% year-on-year increase. As a result, electric cars could account for 18% of total car sales for a full calendar year.
Worldwide, about 500 electric car models were available in 2022, a 100% increase from 2018. 18 of the 20 largest Original Equipment Manufacturers (OEMs), such as the BMW and GM Groups, have committed to increasing the offer and sales of EVs. Manufacturers’ electrification targets align with the International Energy Agency’s (IEA) Sustainable Development Scenario, aiming to reach 245 million EVs in stock, about 30% of the market share, by 2030.
The graph below depicts two major scenarios for global EV stock by drive mode. The passenger light vehicles and plug-in-hybrid and battery electric design are the major two leading the EV sales.
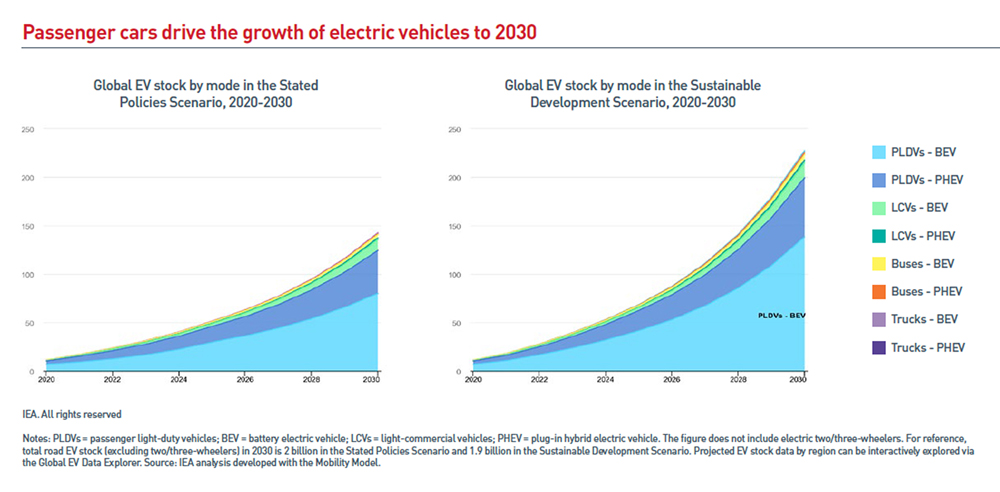 PLDV = Passenger light duty vehicle
PLDV = Passenger light duty vehicle
BEV – Battery electric vehicle
LCV – Light commercial vehicles
PHEV – Plug-In-Hybrid Vehicle
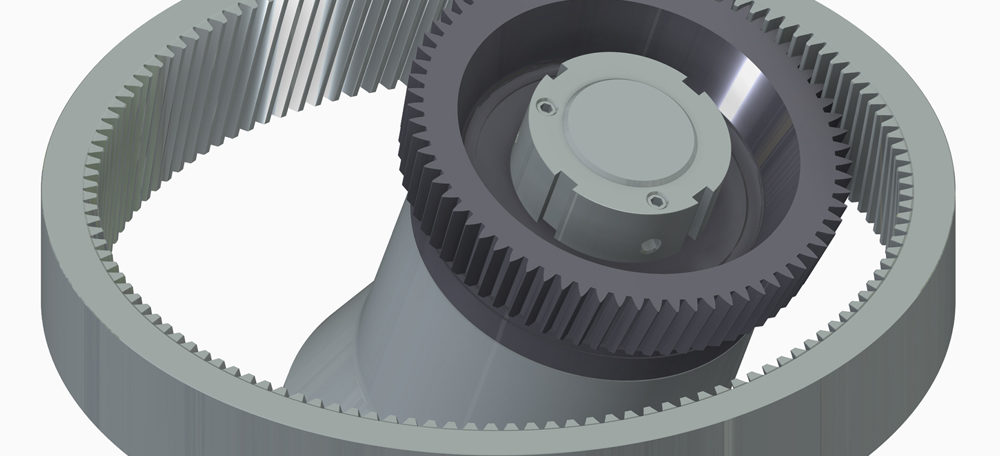
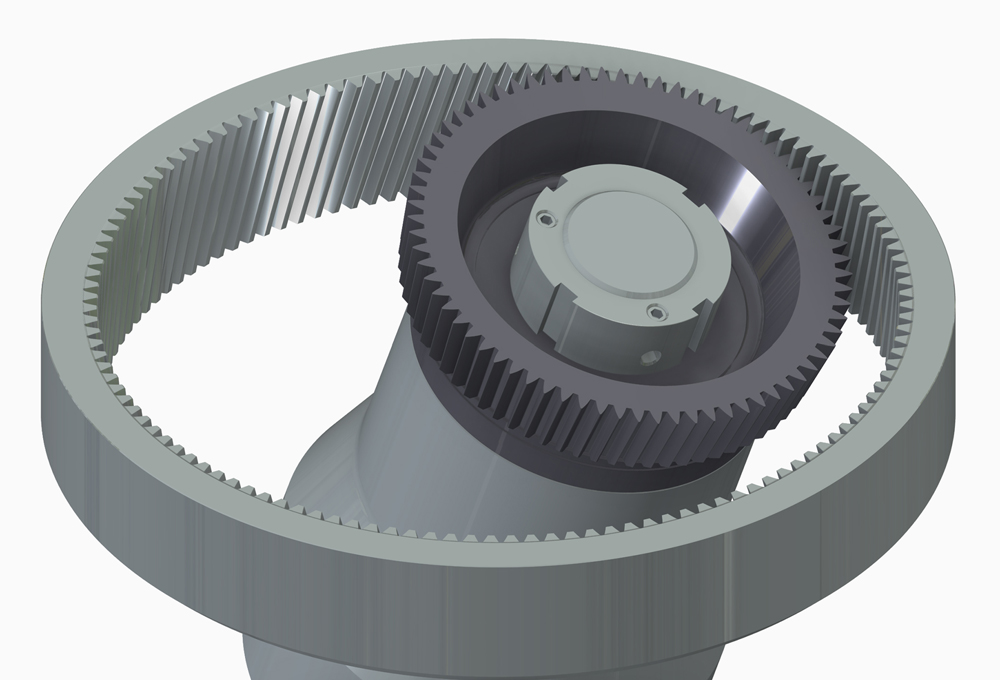
73% of all gear sales are auto-related. 45% of all gear production is for vehicle transmission. The rise of EVs is changing the requirements for the gear industry. The high engine speed of up to 20,000 rpm means a higher gear ratio is required for efficiency. The planetary gear set is more prevalent in the new design. In a planetary gear set, also known as the epicyclic gear train, the sun and planet gears are external gears assembled inside a ring gear.
The external gears are produced by hobbing then grinding. The internal ring gear, traditionally produced with shaping or broaching, shaping is slow, while broaching relies on cumbersome tooling. Another trend driven by the more compact new transmission design is multiple gears on one shaft that are very close to each other; due to the interference, the smaller ones on the shaft cannot be manufactured by hobbing.
Efficiency poses multiple challenges, but EV’s noise emission is also a much higher priority for customers. Gears for EVs need to meet even tighter tolerances – increased from DIN 10 to DIN 6; the gear industry sees hard skiving as a revolutionary process to produce the millions of gears needed for the new EVs.
Skiving is a continuous material removal process, combining the rolling motion and milling motion. While meshing with the gear as a pinion cutter, the cutter simultaneously travels along the gear’s axial direction. It is as efficient as hobbing, reportedly five to 10 times faster than shaping. Skiving forms shorter chips, skived gears show higher quality, with lower surface roughness. The most challenging solid carbide skiving cutters are needed in the hard skiving process after heat treatment.
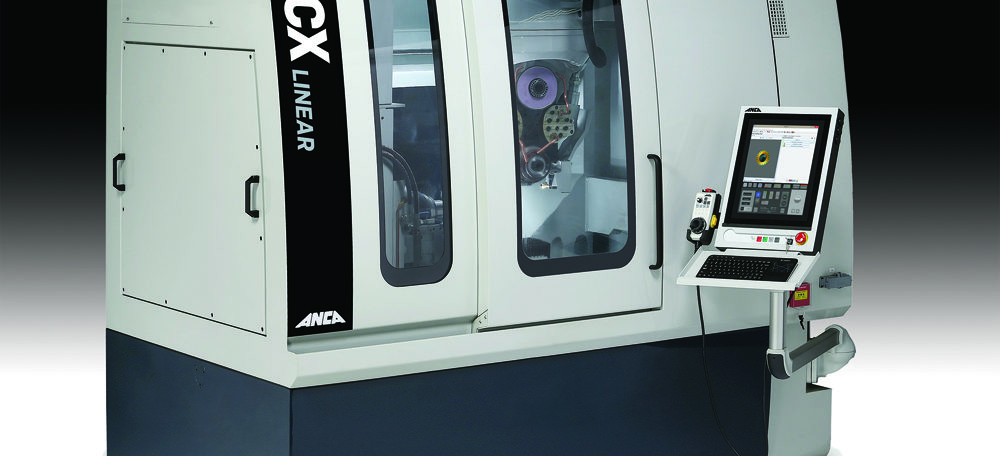
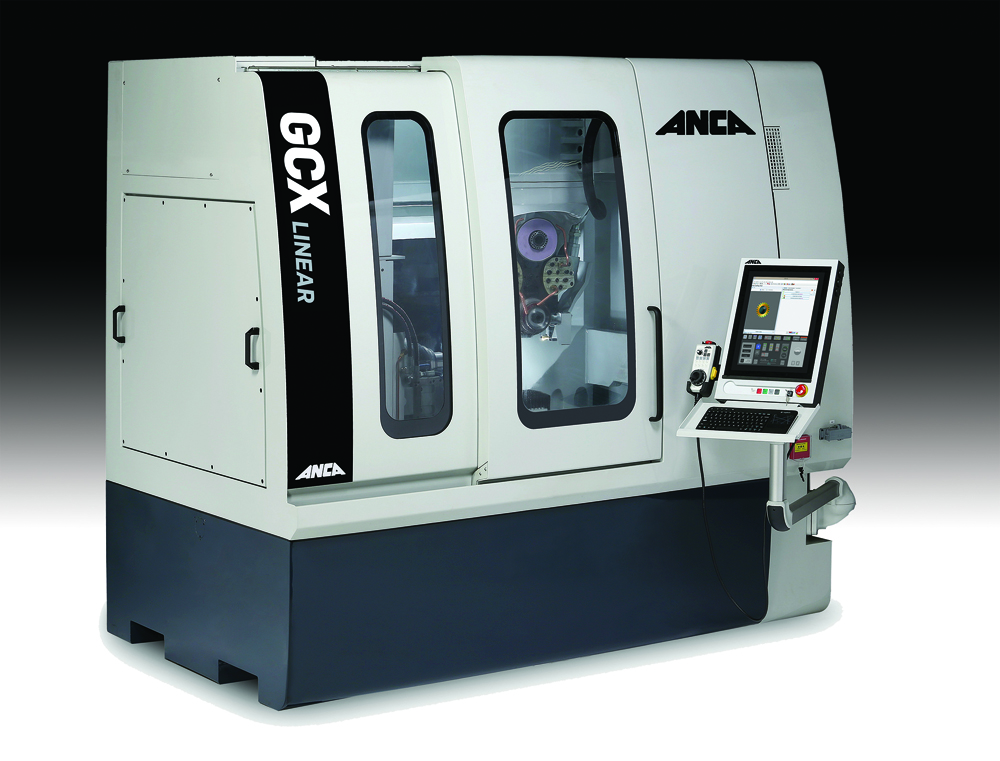 GCX Linear for Skiving Cutters
GCX Linear for Skiving CuttersResponding to the market demand, ANCA brings a complete solution for manufacturing and sharpening skiving cutters. The GCX Linear sets the new standard for producing the highest quality skiving tools in both carbide and HSS. Its in-process measurement with the analogue probe provides an accurate closed-loop manufacturing process, an industry-first innovation.
The GCX Linear solves challenges for producing high-quality skiving tools:
Challenge No. 1 – Complex geometry
Challenge No. 2 – Tight tolerance
Challenge No. 3 – Measurement
Challenge No. 4 – Dressing diamond wheel into complex shape within tight tolerance
Challenge No. 5 – Quality control
Challenge No. 6 – Knowledge gap
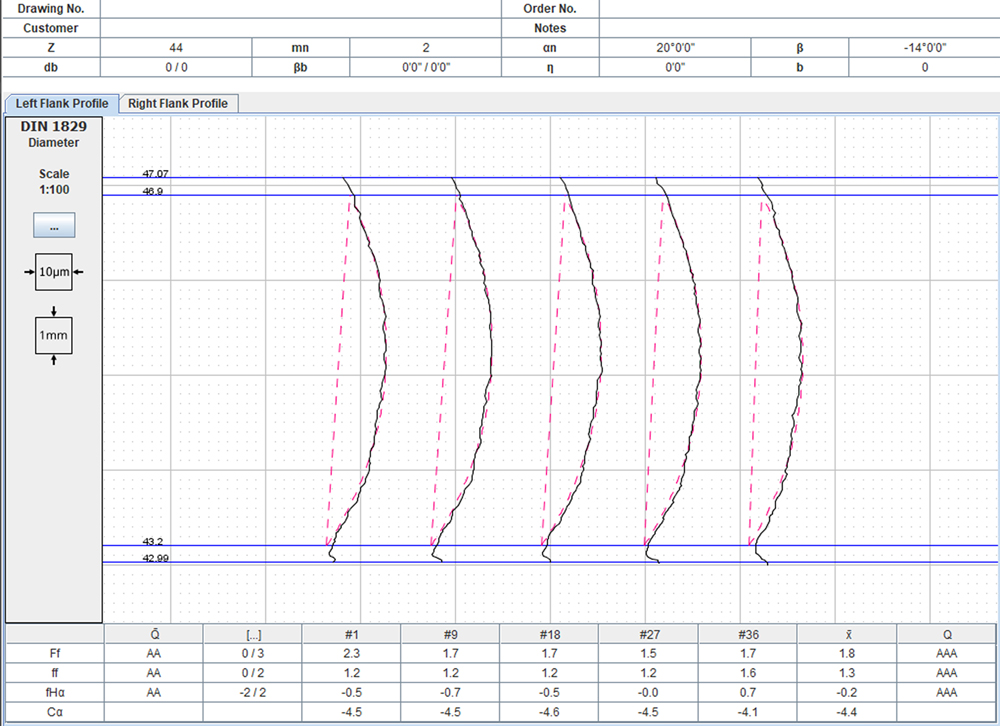
Skiving cutters are classified as pinion cutters. Currently, there are no standard specifications for them. The industry has widely adopted DIN 1829 as the default. Part 2 of DIN 1829 stipulates the features to evaluate and the tolerance to qualify for each quality class. The most critical aspects of the tool are tooth spacing and the tooth profile.
 Tooth spacing
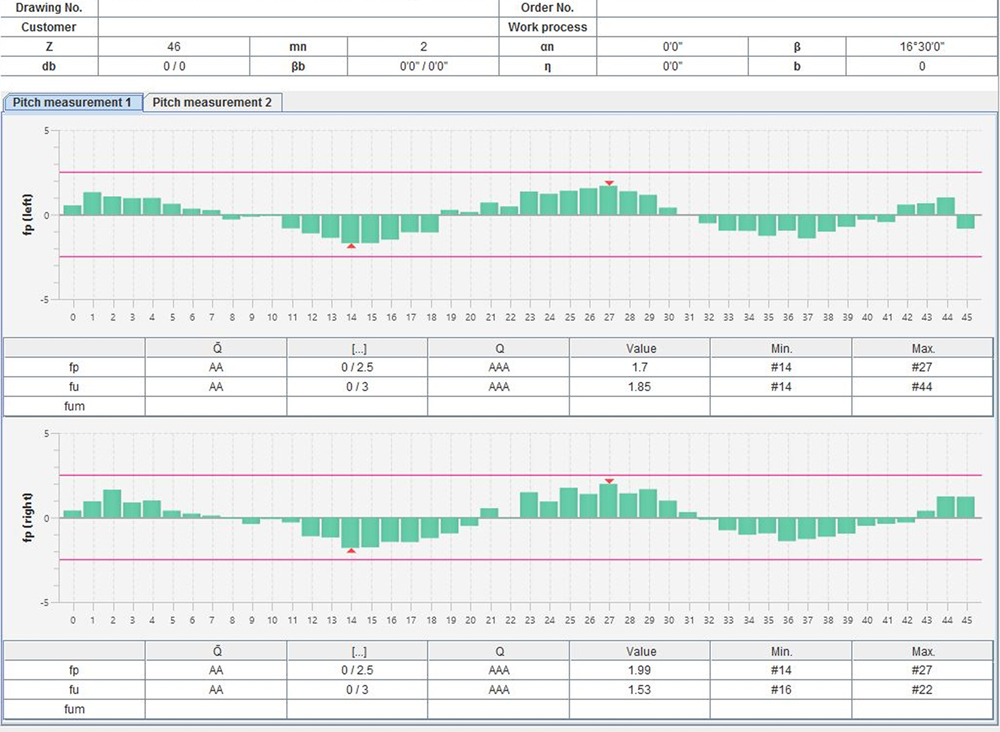
Tooth spacingTooth spacing measures the pitch, fp is the individual pitch error, which is the deviation of a particular tooth to tooth pitch from the nominal value. Cumulative pitch error Fp is the cumulated result of adding the previous tooth errors together. fu is the adjacent error. To qualify as DIN AA class, fp needs to be less than 2.5 microns; cumulative pitch Fp needs to be less than 7 microns. fu needs to be less than 3 microns. On a typical measurement report, tooth spacing measurement is illustrated as a bar chart, with a bar for each tooth.
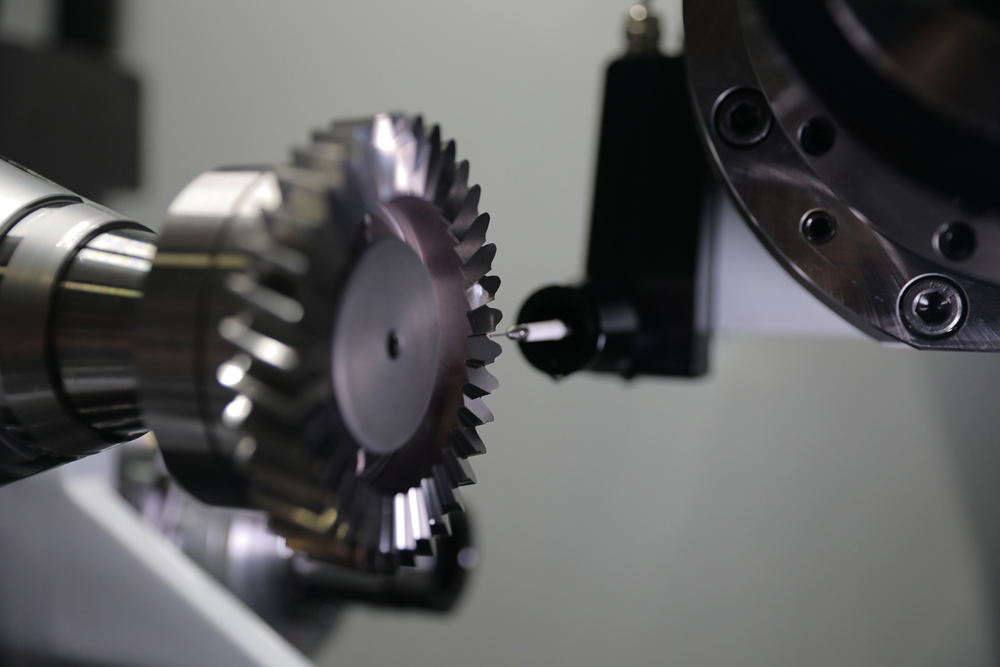
ANCA implemented the pitch measurement operation on the GCX Linear. The operator can quickly verify the pitch accuracy instead of taking the skiving cutter out of the machine and moving it to the measurement machine. It uses the digital function of the probe to touch the skiving cutter tooth flank close to the pitch diameter. The chart generates instantly as the probing continues; the report is neat and clean, user-friendly and interactive. The measurement result is comparable to a traditional measurement machine. GCX routinely achieves AAA and AAAA class quality on tooth spacing, thanks to the stable machine condition.
The concept of tooth spacing is relatively straightforward, so is the measurement. The skiving cutter tooth form, however, is more complicated. In the DIN standard, three items regulate the skiving cutter tooth form accuracy.
To qualify as DIN AA class, ff must be less than 2 microns across the whole active profile range, cumulative form error must be less than 3 microns, and fhα less than 2.5 microns. On a traditional report, the nominal profile draws as a straight line for each involute flank.
The below inspection chart shows the skiving cutter pitch measurement.
Please note:
 Skiving cutter vs Shaper cutter
Skiving cutter vs Shaper cutterTo compare a skiving cutter with a shaper cutter, although both are classified as pinion-type gear cutters, the relative movements between the gear and the cutter are different. The principles of the shaper cutter are based on a pair of parallel axes gears. In contrast, the skiving cutters are based on a pair of gears with crossed axes. Subsequently, the profile and geometry of a skiving cutter are more complex than a shaper cutter. Although they are indistinguishable to the eye, the skiving cutter tooth profile is different from that of a shaper cutter.
Due to the novelty of skiving cutters, many industry GMMs (gear measurement machines) have in-built mathematical models for evaluating the cutter profile following a true involute. So, the skiving cutter can only be measured as a shaper cutter, which poses a unique challenge for manufacturing and quality control. The skiving cutter tooth profile doesn’t have a true involute profile due to the previously mentioned relative position to the gear.
Tool design engineers have to calculate an approximate deviation for the skiving cutter geometry and compare the deviation to a theoretical involute curve; operators then interpret the measured result against this approximation.
This roundabout way of measurement is mind-bending and extremely difficult in practice. ANCA developed the in-process measurement (IGTM) with an analogue scanning probe, which enables operators to evaluate directly against the theoretical profile, basically the grinding path. While scanning the tooth profile, the charts are drawn on the report window instantly. The report is much easier to decipher.
In addition, the in-process measurement significantly improves the process control. For example, when the skiving cutter tooth profile shows different patterns between different teeth, this often indicates that the grinding wheel wear during the finishing cycle is too much; the wheel did not hold the form. By measuring the profile between the roughing and finishing operations, the user can monitor the grinding wheel wear and proactively manage the grinding wheel’s dressing and white sticking. It can help determine the dressing frequency and reliably control the infeed, grinding feedrate and other process parameters. It improves the overall quality and controllability.
 Closed-Loop Production
Closed-Loop ProductionTo reduce the dressing frequency, ANCA developed direct path compensation on the machine. The design process for skiving cutters requires iterative parametrization of the cutting tool. After carefully choosing the compromises, the software produces a wheel profile and a grinding path. These files are sent to the grinding machine to grind the skiving cutter. If there are errors in the skiving cutter after measurement, the traditional method to compensate was to recalculate the grinding wheel profile and redress it onto the grinding wheel. Which required multiple back and forth between the design station, the grinding machine and the measurement machine; it was time-consuming and made it extremely challenging to establish a stable process.
The GCX Linear approaches compensation differently; instead of changing the grinding wheel profile, the software compensates directly on the grinding path. With the in-process measurement, it localizes the closed-loop all on the GCX Linear. Without taking the skiving cutter or the grinding wheel out of the machine, it can compensate for any error in one clamping of the skiving cutter.
In summary, in-process measurement (IGTM) significantly improves the manufacturing process of skiving cutters: the machine can evaluate the profile against the correct mathematical form, which is a leap forward for the industry. Together with direct compensation, the skiving cutter grinding on GCX Linear is an efficient, practical closed-loop solution.
For further information, please contact:
Johanna Boland
Group PR and Communications Manager, ANCA
M: +61 407799779
Johanna.Boland@anca.com
ANCA is a market leading manufacturer of CNC grinding machines. It was founded in 1974 in Melbourne, Australia where the company still has its global headquarters. ANCA has offices in the UK, Germany, China, Thailand, India, Japan, Brazil and the USA as well as a comprehensive network of representatives and agents worldwide.
ANCA CNC grinders are used for manufacturing precision cutting tools and components across a diverse range of competitive industries including cutting tool manufacture, automotive, aerospace, electronics and medical.

")












